
Сборка кованых изделий
Чаще всего кованые изделия начинают подвергаться коррозии из-за постоянного скопления воды на горизонтальных поверхностях, в местах сгибов и в углублениях, а также на поверхностях, контактирующих с растениями. Если полностью исключить попадание воды на кованое изделие, оно может просуществовать вечность. После сборки кованого изделия места стыков и соединений необходимо покрыть краской также как и все видимые поверхности. В качестве присадочного материала рекомендуется использовать водостойкую, но клейкую силиконовую смолу. Кроме того, свинцовосуриковая замазка является традиционным присадочным материалом, и если ее хорошо заизолировать краской, она долго прослужит. Стыковые углубления можно заполнить эпоксидной смолой или дегтем, которые летом будут плавиться и еще лучше сцепляться с металлом. Раньше для этого часто использовали расплавленный свинец, но он плохо сцепляется с железом, в результате чего вода проникает в стык, и ситуация только усугубляется.
Горячая ковка
Данный метод обработки металла является наиболее популярным. Он используется для изготовления эксклюзивных архитектурных и декоративных элементов. Горячая ковка подразумевает нагрев исходной заготовки (процедура придает изделию мягкость и пластичность) до определенной температуры. Не соблюдение мастером температуры нагрева может привести к материальным потерям (при перегреве металл становится хрупким, изменяется его структура и внешний вид). После теплового воздействия на заготовку, кузнец придает ей необходимую форму посредством гидравлического пресса, пневматического или паровоздушного молотка, а затем охлаждает металл в воде. Процесс может осуществляться как на специальном оборудовании, так и вручную.
Преимущества и недостатки горячей ковки
Метод горячей ковки не предусматривает изготовление однотипных изделий. Поскольку при этой трудоемкой работе затрачиваются значительные человеческие ресурсы, то уникальные художественные композиции стоят недешево.
Таблица 2. Преимущества и недостатки горячей ковки
| Плюсы горячей ковки | Минусы горячей ковки |
| Эксклюзивность продукции: абсолютно одинаковые изделия отсутствуют | Низкая скорость изготовления |
| Широкий ассортимент: он ограничивается только фантазией кузнеца и заказчика | Высокие трудозатраты |
| Доступно изготовить изделие любой дизайнерской сложности | Невысокая точность при соблюдении размера |
| К подбору исходного материала не выдвигаются строгие требования | Невозможность массового производства |
| После горячей ковки упрочняется металл | Высокая цена |
| Обработанный горячим способом металл слабо подвергается коррозии и окислению | |
| У продукции горячей ковки высокая престижность |
Технология горячей ковки может подразумевать использование такого оборудования, как машинный, паровой или гидравлический молот. Но основная работа все равно выполняется руками.
Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
Вытяжка металла
Вытяжкой называется операция увеличения длины исходной заготовки за счет уменьшения ее поперечного сечения (рис. 7.4, в). Вытяжка применяется при изготовлении поковок с удлиненной осью (валков, рычагов, шатунов, тяг и т.п.) и является самой распространенной операцией ковки. Она осуществляется последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому. При деформации заготовки образуется выпучивание ее граней, которые не сталкиваются с бойками. Для устранения этого явления в процессе вытяжки заготовку периодически или после каждого удара (нажима) кантуют (возвращают) на 90° вокруг ее оси.
На интенсивность вытяжки влияет ширина и форма применяемых бойков, состояние их поверхности и длина деформируемых участков заготовки. Чем выше чистота поверхности бойков, чем меньше их ширина и чем меньше длина деформируемых участков заготовки, тем интенсивнее вытяжка. Интенсивность вытяжки увеличивается при использовании вырезных бойков вместо плоских. Последовательное чередование вытяжки и осадки позволяет значительно снизить анизотропию механических свойств.
Разновидностями вытяжки являются:
- раскатка (раздача);
- разгон (расширение) и т.п.
Вытяжка на оправке представляет собой операцию увеличения длины пустотелой поковки за счет уменьшения ее внешнего диаметра и толщины стенок. Эта операция применяется при изготовлении пустотелых поковок типа орудийных стволов, котельных барабанов, турбинных роторов и др.. Этой операции подвергаются предварительно прошитые заготовки, которые надеваются на оправку и обжимаются, как сплошные заготовки, с помощью вырезных или плоских бойков.
| Рисунок. 7.4. Схемы основных операций свободной ковки |
На рис. 7.4 изображена вытяжка трубы на оправке с помощью вырезного и плоского бойков. Раскатка на оправке (раздача) представляет собой операцию увеличения внешнего и внутреннего диаметров пустотелой заготовки за счет уменьшения толщины ее стенок (рис. 7.4, д) и применяются при изготовлении колец, бандажей, барабанов и т.п.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.
ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress →
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве
Прессование и волочение металлов

В металлургии, электротехнической и судостроительной промышленности широко используется обработка металла волочением. Этот способ предполагает протягивание прутков через отверстие с меньшими выходными размерами, чем исходное сечение прутка. Таким образом изготавливают тонкую проволоку диаметром до 0,002 мм, прутки диаметром до 100 мм, тонкостенные трубы. Данный метод подходит для обработки различных сталей и сплавов, любых цветных металлов (золота, серебра, меди, алюминия) и их сплавов. Благодаря изготовлению волочением изделий круглого и фасонного сечений удается добиваться высокой точности и чистоты, недостижимых при прокатке.
Обычно волочение осуществляют при комнатной температуре, когда пластическая деформация сопровождается наклепом. Последний, совместно с термической обработкой, позволяет улучшить механические свойства материала. Данная технология работы предполагает такие этапы:
- предварительный отжиг заготовок, позволяющий добиться мелкозернистой структуры металла и повысить его пластичность;
- травление заготовок в подогретом растворе серной кислоты, чтобы устранить окалину, провоцирующую повышенный износ матрицы;
- заострение концов заготовок в ковочных вальцах или под молотом для пропуска через отверстие матрицы и захвата клещами стана;
- волочение;
- отжиг для устранения наклепа;
- отделка готовой продукции, которая состоит из обрезки концов, правки, резки на мерные длины, пр.
Исходным материалом при волочении являются катаные и прессованные заготовки. Тогда как роль инструментов играют матрицы (волоки или фильеры), волочильные доски, кольца и оправки из инструментальных сталей и твердых сплавов. Для изготовления этим способом тончайшей проволоки выбирают алмазные волоки, обладающие повышенными твердостью и стойкостью.
Гибка (гнутье) металла
Гибкой называется операция, с помощью которой заготовки придают изогнутую форму по заданному контуру (рис. 7.4, е). Этой операцией изготавливаются угольники, скобы, крючки, кронштейны и т.п. При сгибании происходит изменение площади поперечного сечения заготовки в зоне изгиба вследствии сжатия внутренних и растяжения внешних ее слоев, называемое стяжкой.
Для компенсации стяжки в месте изгиба заготовки предоставляют увеличенный размер по толщине. При изгибе возможно образование складок по внутреннему контуру и трещин по наружному. Чтобы избежать этого явления подбирают соответствующий радиус закругления и угол изгиба. Кроме заготовок сплошного профиля сгибанию могут подвергаться также трубы, для чего последние наполняются песком и плотно забиваются с обеих сторон пробками.
Способы ковки
- Ручная;
- Штамповка;
- Ковка на молотах.
Ковку осуществляют с использованием ручных или механизированных инструментов. Это может быть или кувалда, или пресс, работающий от разного вида приводов, например, пневматического.
Эта операция позволяет получать детали, имеющие различные габариты, вес и формы.
Применение ковки повышает механические параметры стали, улучшает его внутреннюю структуру. Именно поэтому, особо ответственные детали обрабатывают методом ковки. Например, шатуны, устанавливаемые на двигателях внутреннего сгорания.
Ковку разделяют на две большие группы – ручную и машинную. Для первой применяют ручной ударный инструмент или специально изготовленное кузнечно-прессовое оборудование. Для машинной обработки применяют прессы и молоты. Тяжелые и габаритные детали обрабатывают на прессах, более мелкие детали обрабатывают на механических молотах.
Ручная ковка должна осуществляться только в специально оборудованной мастерской. Кроме нагревательного горна, мастерская должна быть оснащена системой вентиляции и наковальней. Она представляет собой значительный кусок металла, на которой могут быть смонтированы технологические приспособления, например, рог или матрица, для получения калиброванных деталей. Для производства наковальни применяют сталь 45Л.
С помощью наковальни ковку заготовок выполняют своими руками и придают им нужные формы и размеры. Наличие плоской поверхности на наковальне позволяет обрабатывать плоские детали.
Обработку металла при помощи ударов разделяют на свободную ковку и обработку в штампах.
Суть свободной ковки заключается в заключение заготовки между молотом (прессом) и основанием. Получение требуемой формы и размеров осуществляет оператор станка, используя для этого вспомогательного инструмента.










Во время штамповки металл получает форму и размеры в пределах инструмента, применяемого для обработки. Для выпуска детали, требуется новый штамп. Штамповка – это промежуточная технологическая операция, после которой полученные полуфабрикаты отправлены на дополнительную обработку, например сварку или сверление.
Приемы горячей обработки металла
Для придания металлическим деталям нужной формы, мастер использует различные варианты обработки:
- высадка – прием, позволяющий получить выступы: плотные утолщения различного размера, которым в дальнейшей работе можно придать форму листьев или лепестков;
- протяжка – удлинение первоначальной заготовки и уменьшение ее сечения; с помощью обжимки можно в несколько раз увеличить длину заготовки и упрочнить металл;
- округление – помогает скруглить углы у заготовки квадратного сечения; для этого деталь укладывают на ребро, а по противоположному наносят удары молотом: заготовка приобретает форму восьмигранника и постепенно скругляется;
- продевание – ручная ковка предполагает создание изделий, имитирующих плетение (продевание прутьев друг через друга); для этого в одном из прутьев пробивают отверстие, а другой продевают через него;
- оформление уступов – уступами называют плоские концы заготовки, которые помогают соединять детали; их создают путем обработки детали на наковальне;
- гибка – с ее помощью можно создать витую деталь: спираль, завиток, петлю; для гибки используют специальный инструмент – вилку, с помощью которой формируют нужную форму.
![]()
Работа с металлом в кузне сложна и опасна — возможны и травмы, и пожары
Понятие ковки металла
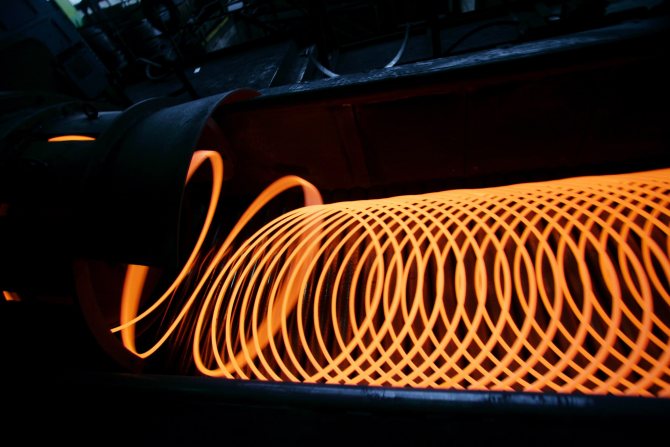
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Ковкое железо
Основным металлом, применяемым кузнецами 18 – 19 веков было ковкое железо. Его отличала высокая устойчивость к коррозии, сохраняющаяся сотни лет. Благодаря этому множество образцов кузнечного мастерства того времени сохранились в первоначальном виде до наших дней. Ковкое железо вырабатывалось двух типов. Первое – это кричное железо, которое получали и очищали путем плавления на горящих древесных углях. Мягкое и податливое, оно прекрасно подходило для полирования и шлифовки, поэтому его использовали не только для изготовления декоративных или бытовых предметов, но также для производства оружия и доспехов. Второе – это пудлинговый чугун. Его производили в специальных печах без использования открытого огня. Для этого металла характерным является волокнистость структуры, хорошая пластичность при нагревании и ограниченная холодная обработка.
Основные технологические операции свободной ковки
Рубка
Рубкой называется кузнечная операция, при помощи которой заготовка разделяется на части. Рубку применяют для разделения слитка или сортового проката на заготовки требуемых размеров; ее используют при изготовлении фигурных заготовок или поковок и для удаления излишков с концов поковок. При ручной ковке применяют в основном две разновидности рубки — надрубку и отрубку.
Надрубкой называется такой вид рубки, при котором заготовка рубится не по всей высоте. При незначительной глубине надрубки эта операция называется наметкой. Надрубка как предварительная операция применяется при выполнении ряда кузнечных операций.
Надрубка и наметка осуществляется незначительным внедрением инструмента в заготовку с тем, чтобы дальнейшее углубление в, тело заготовки осуществлять при помощи тупыхскругленных пережимок, во избежание перерезания волокон в местах переходов от большого сечения к меньшему.
Отрубкой называется такой вид рубки, при котором от заготовки отделяется готовая поковка.
«Свободная ковка», Я.С. Вишневецкий
Дефекты прошивки и пробивки (Появление рванин и трещин по кромкам)
Появление рванин и трещин по кромкам прошиваемых и пробиваемых отверстий на мелких и средних поковках и заготовках объясняется недостаточным нагревом заготовок перед прошивкой или с выполнением прошивки остывшей заготовки. Отклонение…
Кузнечная сварка
Кузнечной сваркой называется операция получения неразъемного соединения отдельных заготовок, нагретых до сварочной температуры, под воздействием ударов молотов. Кузнечная сварка до недавнего времени на машиностроительных заводах была вытеснена более прогрессивными способами…
Кузнечная сварка (Нагрев мягкой стали)
Для сварки мягкую сталь нагревают до температуры 1350 — 1370° С, которую определяют оптическим пирометром или на глаз по цвету каления: у мягкой стали нагретые до этой температуры концы имеют…
Схема кузнечной сварки
Схема кузнечной сварки а — внахлестку, 6 — вразруб, в — встык, г — врасщеп. При нанесении легких ударов происходит вытеснение оставшихся шлаков с выпуклых поверхностей и взаимное проникновение частиц…
Сварка внахлестку (внапуск)
Сварка внахлестку (внапуск) является самым распространенным способом, обеспечивающим увеличенную площадь соприкосновения свариваемых частей. Подготовка концов к сварке этим способом сводится к набору металла на торцах и вытяжке так называемых лацканов,…
Сварка прямолинейных участков
Плотничий топор может быть изготовлен сварным. В этом случае полотно топора и его обушок куются из низкоуглеродистой стали, а лезвие — рубящая часть топора — из инструментальной. Обе части топора…
Сварка колец
При небольшом сечении стенки кольца работу, ведут ручной ковкой на наковальне. Вид кузнечной сварки принимают внахлестку — наплоско. Отрубленную по расчетным размерам полосовую заготовку подвергают первому этапу — подготовке свариваемых…
Качество сварки и контроль
Качество сварки определяется прочностью сварного шва. Если прочность его составляет не менее 85% прочности основного металла, то сварка считается хорошей. Качество сварки пруткового и полосового материала проверяют изгибом по месту…
Фасонная ковка
Если для получения поковки сложной конфигурации применяют все или почти все основные кузнечные операции с использованием не только универсального и кузнечного инструмента, но и специальных приспособлений и подкладных штампов, то…
Ковка концов соединительных тяг
Ковку концов соединительных тяг (или вилок) небольших размеров осуществляют вручную на наковальне, применяя набор кузнечного инструмента. Нагретую до температуры начала ковки мерную заготовку квадратного сечения пережимают на требуемой длине в…
Пробивка и прошивка отверстий
Пробивку и прошивку применяют для получения в заготовке или в поковке сквозного отверстия. 1 — прошивень, 2 — полоса,3 — подкладное кольцо,А — выдра. Прошивкой называется кузнечная операция, при которой…
Правка и калибровка зева
Правку и калибровку зева (между щеками) головки тяги осуществляют на оправке при помощи плоской гладилки, уложив поковку на наличник наковальни. При машинной свободной ковке заготовок сложной формы применяют специальные подкладные…
Основные приемы
Для каждого из видов ковки металлов и сплавов существуют свои технологии и приемы обработки. Ковка декоративных элементов использует в своем арсенале практически все основные приемы кузнечного мастерства, с помощью которых в металле можно выразить любой творческий замысел.










Высадка
Целью операции является уменьшение длины заготовки с одновременным увеличением поперечного сечения. При горячей ручной ковке нагретую деталь ставят вертикально на наковальню и отбивают молотом по верхнему концу. Нагревая отдельные места и удерживая деталь щипцами, на ней можно выполнить утолщенные узлы, изгибы, объемные или плоские элементы задуманного украшения.
Протяжка
Протяжка представляет собой операцию, противоположную высадке, и применяется для удлинения заготовки. Направление удара при протяжке — поперек оси детали с ее проворотом или продвижением по длине.
В зависимости от формы заготовки (плоской, круглой, пустотелой, кольцевой) и применяемой оснастки техника протяжки включает в себя множество приемов. Отдельные приемы протяжки могут называться своими терминами — разгонка, расплющивание или раскатка.
Кузнец работает
Округление
Операция применяется при горячих методах ковки и заключается в закруглении граней профильных заготовок. Первоначально углы заготовки расковывают, доводя ее до восьмигранного сечения. Окончательное округление выполняют с помощью специальных обжимок или вырезных молотков.
Продевание
Продевание проводится двумя способами — сборкой по принципу цепных звеньев или прошивкой отверстия в одном из элементов. В этом случае для операции используют зубила нужной формы и размера.
Оформление уступов
Уступы различной формы выполняют как с декоративной, так и с технологической целью, чтобы закрепить детали между собой. Выполняют уступы, используя острые ребра наковальни или специальную подкладную оснастку.
Гибка
Гибка — распространенная технология, активно применяющаяся в художественной ковке. Для гибки разработаны специальные станки и приспособления, позволяющие мастерам работать по собственным шаблонам.
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.

Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.

Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.

Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
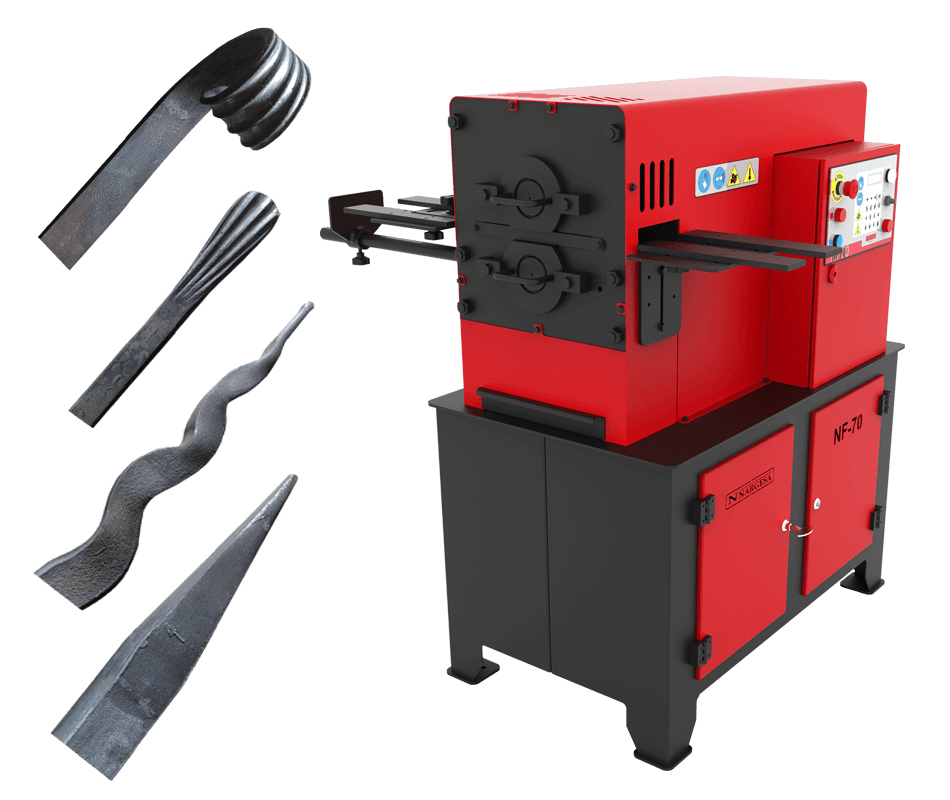
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.

Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Материалы, используемые при ковке
Для изготовления изящных кружевных интерьерных и экстерьерных предметов кузнецы выбирают металлы, которые имеют определенные показатели пластичности, текучести и вязкости. К таким материалам относятся латунь, медь, сталь, железо, золото и серебро. Данные металлы при силовом воздействии на них изменяют свою первоначальную форму, при этом не разрываются и не образуют трещин. Они отлично сохраняют вновь полученную форму.
Холодная и горячая ковка элементов интерьера и экстерьера
Процесс изготовления поковок
Независимо от метода получения готового изделия изготовление поковок состоит из следующих этапов:
- Разделка металлургического проката на отрезки необходимого размера. Типоразмер и сечение исходного сырья зависит от возможностей поставщиков. Это может быть круг, квадрат, многогранник и даже швеллер или двутавр.
- Деформация металла. При ковке заготовка шлифуется под действием многократных ударов. Штамповка характеризуется равномерным давлением на поковку, в результате чего формируется готовая поверхность.
- Нормализация и отпуск заготовки.
- Качество готового изделия определяется специалистами технического контроля.
Основы процесса обработки давлением металла
Процедура опирается на физические свойства металла безвозвратно изменять свою форму под давлением внешней нагрузки без разрушения. Это основано на механическом свойстве атомов менять свое стабильное состояние на новое при воздействии сил, которые превышают упругость самого металла.
Обработка проводится горячим и холодным способом. При горячем методе температура заготовки выше, чем показатель рекристаллизации.

При холодном методе давление производится при показателях температуры ниже, чем у рекристаллизации.
Применяется несколько процессов воздействия на металл давлением:
- волочение;
- воздействие прессом;
- ковочный процесс;
- прокатный станок;
- объемный вариант штамповки;
- листовой метод;
- комбинированные методы.
Каждый из них отличается многими нюансами.
Прокатка
Для прокатки используется вращательный инструмент — валка. Заготовка втягивается в зазор между валками и приобретает необходимую форму детали. Прокатка имеет несколько разновидностей:








- Продольная: один из самых распространенных методов прокатки.
- Поперечная: заготовка в таком методе не делает поступательных движений.
- Поперечно-винтовая: средний вариант обработки между двумя методами обработки.
Последняя разновидность чаще применяется для изготовления полых заготовок. Прокатка является одним из наиболее широко применяемых методов создания металлических заготовок давлением. При помощи данного процесса получают: балки, рельсы, листы, прутковый материал, трубы.
На производстве несколько валков, соединенных в станину, получается клеть. Всем известный станок проката — это несколько клетей, которые имеют соединения. На прокатных станах используется, и горячий, и холодный метод обработки металла.

В зависимости от готовой продукции, которую выпускает прокатный стан, их делян на: листопрокатные, трубопрокатные, рельсобалочные, а также специальные.
Такие станки подразделяются на то, сколько валков расположено в нем.
Важно знать: Новые и старые способы резки металла
Волочение
В данном метода обработки применяется принудительное пропускание профиля (круглого или фасонного) через фильеру. Ее еще называют волокой. Волока изготавливается из твердых сплавов, а также инструментальной стали и алмазов. Таким образом, изготавливается проволока.
При этом толщина и ширина сечения должны иметь соотношение не больше 20. В таком процессе через несколько фильер протягивается заготовка большого диаметра. Процесс волочения так же разделяется на виды.
- По типу волочения: сухое или мокрое. При мокром волочении используется мыльная эмульсия, а при сухой обработке давлением применяется емкость с мыльным раствором.
- Много- и однониточное волочение. Многониточное волочение допускает протягивание 8 одновременных заготовок.
- По обработке поверхности: чистовое или черновое. Чистовое волочение используется как оканчивающая процедура, а черновой вариант является заготовительным.
- По температурным показателям: холодный и горячий вариант.
- По числу обработки: однократное или многократное. Считается по количеству протягиваний полосы через станок.
При помощи данной технологической процедуры получается проволока до 8 мм в диаметре. Волочение полых конструкций помогает произвести тонкостенные трубы небольшого диаметра.
См.также: Токарные резцы по металлу
Используемые металлы
Для художественной ковки используют чистые металлы и различные виды сплавов. К ним относятся:
- Бронза. Это – искусственно созданный материал, созданный из сплава меди и олова. Бронза твердая, но податливая при обработке, ее структура позволяет имитировать другие металлы.
- Латунь. Желтый метал, внешним видом напоминает золото. Изготавливается путем соединения меди и цинка. Латунь можно покрывать лаком, окрашивать, придавать любую фактуру.
- Медь. В основном, из этого материала изготавливают кровли и вытяжки. Медь отличает красивый красно-коричневый цвет: с помощью полировки ей можно придавать разные оттенки. Также популярны декоративные изделия из меди: кубки, рамы и украшения.
- Чугун. Получается из сплава железа и углерода. Из него делают массивные изделия: заборы, винтовые лестницы. Чугун – податливый материал, его можно покрыть патиной и получить любой требуемый цвет: от черного до золотистого.
- Сталь. Это – универсальный материал, из которого можно изготовить любое изделие вплоть до швейной иголки. Для получения стали железо соединяют с углеродом – получившийся сплав мягкий и пластичный при нагревании, а при застывании становится прочным.
- Вороненая сталь. Для получения этого материала сталь окунают в масло и обжигают. В процессе остывания формируется защитная пленка, которая предохраняет металл от коррозии. Из вороненой стали можно делать тонкие кружевные изделия: резные ставни и оградки.
- Нержавеющая сталь. Ее создают, соединяя железо с хромом, никелем и титаном. Нержавеющая сталь – прочный материал, которому сложно придать фактуру. Чаще всего ее шлифуют и слегка полируют, чтобы получить матовую поверхность.
- Цинк. При полировке дает большое разнообразие оттенков. Подходит для массивных наружных изделий.
- Титан. Отличается благородным темным оттенком и хорошей отражаемостью. Титановая мебель идеально подходит современному стилю хай-тек.
- Цинкотитан. Материал, требующий терпения: механической обработке подается с трудом, но с помощью химического травления можно получить красивую фактуру.
- Золото. Очень мягкий и податливый материал, славящийся своей высокой стоимостью. Из золота изготавливают миниатюрные изделия, чаще всего – ювелирные украшения. Популярно также золотое напыление: изделие из более дешевого металла сверху покрывают тонкой золотой пленкой.
- Серебро. Металл с самыми высокими отражающими свойствами. В древности из серебра делали зеркала, для современного декора часто заказывают серебряные рамы, подносы, кубки, отделку для мебели.
Независимо от типа выбранного металла, изделие, созданное путем художественной ковки, будет выглядеть красиво и дорого. Металлические детали интерьера подчеркивают статус хозяина жилища и создают неповторимую атмосферу.
![]()
Стол, изготовленный из бронзы. Каждая деталь выкована с любовью
Для чего предназначен каждый станок
- Токарные станки производят отверстия в цилиндрах и конусах. Им можно нарезать резьбу, просверлить или зенкеровать. Инструментом этого станка есть резцы разных типов.
- Сверлильные станки делают такие же операции, как и токарные, но еще умеют растачивать резьбы или отверстия. Работа выполняется при помощи сверл, энкеров, разверток, метчиков, резцов.
- Фрезерные станки предназначены для работы с плоской поверхностью или фигур, которые сложно сконструированы. Такие операции проводятся с помощью множества лезвий, которые имеет фреза. Такой инструмент тоже имеет свою классификацию.
- Строгальные станки работают с помощью резцов. Обрабатывают плоские и фасонные заготовки, могут выстрогать траншею.
- Шлифовальные станки шлифуют с высокой точностью, производят все отделочные работы. Инструмент такого станка — брус и круг.
- Зуборезные станки помогают вырезать зубья на детали формой конуса или цилиндра.
Если Вы захотите прочесть подобную информацию в несколько развернутом виде, то Вам понадобится учебник обработка металлов резанием, или регулярное издание такое как «журнал металлообработка и станкостроение».
Источник