
Химическое лужение печатных плат
При изготовлении печатных плат, радиолюбители сталкиваются c вопросом лужения медных дорожек печатной платы. Это необходимо в первую очередь для хорошего смачивания припоем медных проводников, а также, для защиты дорожек от коррозии.
Существуют несколько способов лужения печатных плат, и каждый радиолюбитель использует наиболее подходящий. Традиционный способ лужения печатных плат — при помощи паяльника и медной оплётки, пропитанной припоем. Но этот способ довольно трудоемкий, особенно при частом изготовлении плат. Другой способ основан на использовании легкоплавкого сплава Розе, который наносится при помощи кисточки на проводники печатной платы в горячей воде. Это неплохой способ лужения, но он не очень удобен для крупных плат.
Существует ещё один способ лужения печатных плат — химическое лужение. Этот способ наиболее быстрый и легкий в исполнении. В основе химического лужения лежит реакция замещения меди оловом из оловосодержащего раствора. В ходе реакции, медь частично переходит в раствор, а олово, замещаясь, покрывает тонким и блестящим слоем всю поверхность медных проводников. Вся эта операция длится не более минуты, и позволяет покрыть слоем олова довольно большие печатные платы.
Приготовление раствора химического лужения
Для осуществления химического лужения необходимо приготовить соответствующий раствор, или как его ещё называют жидкое олово (liquid tin). Существует несколько рецептур приготовления данного раствора. Ниже приведен самый простой состав химического лужения (на 1 л раствора):
- 20 г хлористого олова SnCl2 • 2H2O;
- 40 г концентрированной серной кислоты H2SO4;
- 80 г тиомочевины;
- 5 г препарата ОС-20;
- до 1 л дистиллированной воды.
Порядок приготовления раствора «жидкого олова» следующий. Серную кислоту растворяют в 0,5 л дистиллированной воды и добавляют в полученный раствор навеску хлористого олова. Хорошо перемешивают несколько минут. Раствор обычно получается очень мутным, так как за счёт гидролиза хлорида олова в растворе образуется белый осадок. В полученный мутный раствор добавляют навеску тиомочевины, хорошо перемешивают до полного растворения.
Отдельно растворяют препарат ОС-20 в 200 мл воды. ОС-20 обычно долго растворяется, немного набухает и прилипает к стенкам стакана, поэтому раствор перемешивают периодически через каждые 5-10 минут до полного растворения.
Смешивают оба раствора, доводят дистиллированной водой до общего объёма 1 л и хорошо перемешивают.
Раствору дают выстояться 1-3 часа, затем его сливают для хранения в герметичную пластиковую или стеклянную бутылку соответствующего объёма. Не смотря на то что раствор мутный, фильтровать его не стоит, так как он плохо фильтруется, а во вторых, он окисляется и после фильтрования всё равно образуется осадок. Поэтому, достаточно просто слить отстоявшийся раствор с осадка. Получается бесцветный или слегка желтоватый раствор химического лужения, готовый к употреблению.
Для улучшения качества покрытий, в раствор химического лужения рекомендуется добавлять висмут. Он улучшает структуру покрытия, увеличивая так же и стойкость к коррозии. При этом покрытие получается не чисто оловянное, а содержащее до 1% висмута. Висмут вводят в раствор в виде сульфата, в количестве 1,5-2 грамм на литр раствора. Раствор химического лужения с добавкой висмута получается соломенно-желтого цвета.
Подготовка печатной платы
Подготовка печатной платы к химическому лужению очень проста и сводится к очистке вытравленной платы при помощи смеси жидкого и порошкообразного моющего средства. Для этого, на плату насыпают немного твёрдого моющего средства для мытья посуды, добавляют сверху жидкое моющее и хорошо натирают пальцами полученную кашицу по плате. Затем, тщательно смывают моющее проточной водой. Отмытая плата должна полностью смачиваться водой.
Лужение печатной платы
Процесс химического лужения очень прост. В пластиковую или стеклянную ёмкость помещают только что отмытую печатную плату, и заливают сверху раствором «жидкого олова», так чтобы раствор покрывал плату на 0,5-1см. Интенсивно перемешивают, покачивая емкость с раствором.
Как только плата полностью покроется блестящим слоем олова, её вынимают из раствора химического лужения, тщательно промывают сначала проточной водой, затем смесью жидкого и порошкообразного моющего средства, протирают полотенцем и высушивают. Раствор химического лужения сливают обратно в бутылку для повторного использования.
Химическое лужение необходимо проводить незадолго до пайки. Облуженную плату хранят в пакетике или файле.
Иммерсионное серебрение.
Толщина наносимого покрытия не превышает 0,2 мкм, поэтому процесс достаточно дешев несмотря на использование драгметалла. К преимуществам этого покрытия следует отнести также хорошую смачиваемость поверхности и высокую проводимость металла. Однако в связи с тем, что серебро подвержено воздействию серы, с образованием на поверхности темных пятен,(особенно в больших промышленных городах, где повышено содержание в воздухе окислов серы) процесс в РФ не получил широкого распространения. Потемнение поверхности серебра может приводить к полной потере паяемости и рекомендуется к использованию только в РЭА бытового назначения.
Изготовление сплава Розе своими руками
Не всегда имеется возможность приобретения нужных материалов. В этом случае стоит попробовать изготовить их самостоятельно. Для получения сплава необходимо, первым делом, приобрести висмут. Вместо чистого олова придется использовать оловянно-свинцовый припой, так как чистый металл не всегда удается достать. В обычном припое примерно 40 % свинца и 60 % олова. Необходимо взять кусок припоя и точно такой же по объему кусок висмута. Все компоненты смешать в тигле и расплавить с добавлением канифольного флюса. Затем расплавленный припой аккуратно тонкой струйкой выливать в емкость с водой. На ее дне будут образовываться гранулы сплава Розе. Конечно, данный метод не совсем точен, поэтому процентное соответствие металлов не вполне будет отвечать норме, как и температура плавления. Для более точного получения сплава Розе потребуется химически чистое олово, свинец и висмут.
Металлы и сплавы для лужения
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
Описание процесса химического лужения
Очищенную печатную плату помещают в стеклянную или пластиковую емкость, после чего заливают специальным раствором. Он может быть изготовлен по различным рецептурам. Чаще всего его создают с использованием хлористого олова, концентрированной серной кислоты, тиомочевины, дистиллированной воды и других веществ. При проведении химического лужения необходимо обеспечить условия, при которых плата будет покрыта раствором примерно на 0,5–1 см. Затем стеклянную или пластиковую емкость нужно интенсивно покачивать. Постепенно плата будет покрываться слоем олова. Как только все элементы станут блестящими, изделие можно вынимать из раствора. На заключительном этапе плату нужно тщательно промыть проточной водой, а затем обработать моющим средством, после чего следует протереть изделие полотенцем и качественно высушить.
Важные моменты:
- процедуру химического лужения нужно выполнять незадолго до пайки;
- обработанную плату следует хранить в полиэтиленовом пакете или специальном файле;
- раствор, предназначенный для химического лужения, можно использовать повторно.
← Бензол: общая информация и область применения Люминофоры на сульфидах щелочноземельных металлов →
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.

Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Специальные и легкоплавкие
Дополнительная информация
Припой «сплав РОЗЕ» Сплав Розе похож на сплав Вуда, но отличается от него меньшей токсичностью, так как не содержит кадмия. Сплав Розе применяется для полупроводниковой техники, для пайки деталей чувствительных к перегреву, для пайки алюминия, алюминия с медью и ее сплавами в монтажных соединениях, сплавов алюминия между собой, для пайки и лужения меди, никеля, латуни, бронзы, медных и медно-никелевых сплавов с посеребренной керамикой, пайки посеребренных деталей, для пайки и лужения ювелирных изделий. Используется в радиотехнике в качестве припоя ПОСВ-50.
Припой «сплав ВУДА»
Сплав Вуда — тяжелый, легкоплавкий сплав, изобретенный Робертом Вильямсом Вудом. Температура плавления 65,5 °C, плотность 9720 кг/м.куб.
Внешний вид: Гранулы серебристо-белого цвета С°. Температура: +70… +80
Предназначен для пайки меди, неметаллов с электролитическим покрытием серебром, оловянно- свинцовым или оловянно-висмутовым сплавом, лужения печатных плат, в лабораторных целях и т.д. Этот сплав применяют для лужения токопроводящих дорожек печатных плат, в прецизионном литье, в операциях изгиба тонкостенных труб, в качестве выплавляемых стержней при изготовлении полых тел способом гальванопластики.
Припой марки А
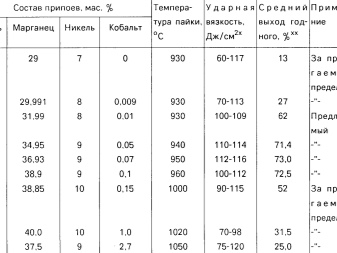
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.
Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 300 до 320°C. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Припой ПОСВи 36-4
Припой ПОСВи относится к категории легкоплавких и оловянно-свинцово-висмутовых припоев. В его составе, как можно понять, исходя из классификации, преобладает содержание таких компонентов, как висмут, олово и свинец, взятых в определенных количествах. И это обуславливает и основные сферы его использования, и главные свойства и характеристики.
Необходимость в использовании этого соединения может возникнуть в процессе лужения печатных плат, ступенчатой пайки изделий, не допускающих перегрев более 200°С. Ему характерна способность превосходно растекаться и быстро переходить из жидкого состояния — в твердое
Еще одно важное достоинство припоя, выполненного в соответствии с маркой ПОСВи, состоит в том, что он абсолютно не поддается негативному воздействию различных сред, стоек к коррозии
Сказываются на выборе сфер применения припоя и такие обстоятельства, как плотность припоя, его температура плавления и временное сопротивление разрыву. В данном случае температура плавления припоя ПОСВи не превышает отметки в 130 градусов и вместе с тем не может составлять менее 120 градусов Цельсия. Его временное сопротивление разрыву соответствует отметке в 58,9 МПа, а плотность составляет 9300 кг/м3.
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.


Это интересно: Принципиальная схема сварочного инвертора для различных моделей — раскрываем все нюансы
Упрощенная технология лужения
При отсутствии желания возиться с металлической тарой, кипячением и кислотой, радиолюбитель может залудить печатную плату простейшим способом. Лужение в этом случае также осуществляется сплавом Розе. Что это такое и как оно выполняется? Медная фольга печатной платы зачищается наждачной бумагой и покрывается спиртовым раствором канифоли, так называемым жидким флюсом. После этого на медные дорожки платы необходимо положить требуемое количество гранул сплава Розе и паяльником небольшой мощности через распушенную оплетку коаксиального кабеля произвести процесс лужения. Затем спиртом смыть остатки отработанного флюса и покрыть спиртовым раствором канифоли в качестве своеобразного защитного лака.
Виды и составы легкоплавких сплавов
Легкоплавкие сплавы применяемые в современной мировой промышленности:
| Состав сплава | Тпл.,), | Плотность г/см3 | Область применения | Примечание | Другие сведения |
| висмут 76,5 %, таллий 23,5 % | 198 | Кислотоупорен | Эвтектический сплав | ||
| висмут 47,5%, таллий 52,5% | 188 | Эвтектический сплав | |||
| висмут44,2%, свинец9,8%, таллий48% | 186 | Эвтектический сплав | |||
| олово 62%,свинец 38% | 183 | Эвтектический сплав | |||
| натрий 70%,ртуть 30% | 181 | Хим.акт, Токсичен. | |||
| кадмий 32%,олово 68% | 177 | Эвтектический сплав | |||
| свинец 32%,олово 68% | 177 | ||||
| висмут 12,8%,свинец 49%,олово 38,2% | 172 | ||||
| калий 80%,таллий 20% | 165 | Хим.акт | |||
| висмут 13,3%,свинец 46%,олово 40,1% | 165 | ||||
| висмут 10,5%,свинец 42%,олово 47,5% | 160 | ||||
| висмут 13,7%,свинец 44,8%,олово 41,5% | 160 | Эвтектический сплав | |||
| висмут 16%,свинец 36%,олово 48% | 155 | ||||
| висмут 18,1%,свинец 36,2%,олово 45,7% | 151 | ||||
| висмут 25%,свинец 50%,олово 25% | 149 | ||||
| висмут 19%,свинец 38%,олово 43% | 148 | ||||
| висмут 50%,свинец 50% | 145 | ||||
| висмут 60%,кадмий 40% | 144 | Эвтектический сплав | |||
| свинец 42%,олово 37% | 143 | ||||
| кадмий 18,2%,свинец 30,6%,олово 51,2% | 142 | ||||
| висмут 57%,таллий 43% | 139 | Эвтектический сплав | |||
| висмут 57%,олово 43% | 138 | Эвтектический сплав | |||
| ртуть 70%,калий 30% | 135 | Хим.акт, Токсичен. | |||
| калий 90%,таллий 10% | 133 | Хим.акт | |||
| висмут 28,5%,свинец 43%,олово 28,5% | 132 | ||||
| висмут 56%,олово 40%,цинк 4% | 130 | Эвтектический сплав | |||
| висмут 43%,свинец 43%,олово 13% | 128 | ||||
| висмут 27,2%,свинец 44,5%,олово 33,3% | 127 | ||||
| висмут 56,5%,олово 43,5% | 125 | Эвтектический сплав | |||
| висмут 55,5%,свинец 44,5% | 124 | Эвтектический сплав | |||
| висмут 33,4%,свинец 33,3%,олово 33,3% | 123 | ||||
| висмут 36,5%,свинец 36,5%,олово 27% | 117 | ||||
| висмут 40%,свинец 40%,олово 20% | 113 | Висмутовый Сплав | |||
| висмут 42,1%,свинец 42,1%,олово 15,8% | 108 | ||||
| висмут 48%,свинец 28,5%,олово 14,5%,ртуть 9% | 105 | ||||
| висмут 54,4%,свинец 25,8%,олово 19,8% | 101 | ||||
| висмут 50%,свинец 28%,олово 22% | 100 | Сплав Роуза(Розе) | |||
| висмут 50%,свинец 40%,олово 10% | 100 | ||||
| висмут 40%,свинец 20%,олово 40% | 100 | ||||
| висмут 47%,свинец 35,3%,олово 17,7% | 98 | ||||
| висмут 52,5%,свинец 32%,олово 12,5% | 96 | ||||
| висмут 50%,олово 25%,кадмий 25% | 95 | ||||
| висмут 50%,свинец 31,2%,олово 18,8% | 94 | Сплав Ньютона | |||
| висмут 50%,свинец 25%,олово 25% | 93 | ||||
| висмут 50%,свинец 30%,олово 20% | 92 | Сплав Лихтенберга | |||
| висмут 51,6%,кадмий 8,1%,свинец 40,3% | 91 | ||||
| висмут 55,2%,свинец 33,3%,таллий 11,5% | 91 | Эвтектический сплав | |||
| натрий 50%,ртуть 50% | 90 | Хим.акт, Токсичен. | |||
| натрий 90%,ртуть 10% | 90 | Хим.акт, Токсичен. | |||
| натрий 96,7%,золото 3,3% | 80 | Хим.акт. | Эвтектический сплав | ||
| натрий 80%,ртуть 20% | 80 | Хим.акт, Токсичен. | |||
| висмут 35,3%,кадмий 9,5%,свинец 35,1%,олово 20,1% | 80 | ||||
| висмут 58%,индий 17%,олово 25% | 79 | Эвтектический сплав | |||
| натрий 90%,калий 10% | 77 | Хим.акт | |||
| висмут 50%,свинец 34,5%,олово 9,3%,кадмий 6,2% | 77 | ||||
| висмут 27,5%,кадмий 34,5%,свинец 27,5%,олово 10,5% | 75 | ||||
| висмут 33,7%,индий 65,3% | 72 | Эвтектический сплав | |||
| висмут 38,4%,свинец 30,8%,олово 15,4%,кадмий 15,4% | 71 | ||||
| висмут 49,5%,свинец 27,27%,олово 13,13%,кадмий 10,1% | 70 | Эвтектический сплав | |||
| натрий 70%,ртуть 30% | 70 | Хим.акт, Токсичен. | |||
| висмут 50,1%,свинец 22,6%,олово 13,3%,кадмий 10% | 68 | Сплав Липовица | |||
| висмут 50%,свинец 25%,олово 2,5%,кадмий 12,5% | 68 | Сплав Вуда | |||
| висмут 50,4%,свинец 25,1%,олово 14,3%,кадмий 10,2% | 67,5 | Сплав Вуда | |||
| висмут 50,1%,свинец 24,9%,олово 14,6%,кадмий 10,8% | 65,5 | Сплав Вуда | |||
| натрий 99%,таллий 1% | 64 | Хим.акт | Эвтектический сплав | ||
| висмут 53,5%,олово 19%,свинец 17%,ртуть 10,5% | 60 | токсичен | |||
| натрий 60%,ртуть 40% | 60 | Хим.акт.Токсичен. | |||
| натрий 80%,калий 20% | 58 | Хим.акт. | |||
| висмут 49,4%,индий 21%,свинец 18%,олово 11,6% | 57 | Эвтектический сплав | |||
| ртуть 70%,натрий 30% | 55 | токсичен, реаг.с водой. | |||
| висмут 42%,свинец 32%,ртуть 20%,кадмий 6% | 50 | токсичен | |||
| висмут 36%,ртуть 30%,свинец 28%,кадмий 6% | 48 | токсичен | |||
| висмут 47,7%,индий 19,1%,олово 8,3%,кадмий 5,3%,свинец 22,6% | 47 | Эвтектический сплав | |||
| натрий 50%,ртуть 50% | 45 | Хим.акт. | |||
| висмут 40,2%,кадмий 8,1%,индий 17,8%,свинец 22,2%,олово 10,7%,таллий 1% | 41,5 | ||||
| натрий 70%,калий% | 41 | Хим.акт. | |||
| натрий 60%,калий 40% | 26 | Хим.акт. | |||
| галлий 95%,цинк 5% | 25 | ||||
| натрий 85,2%,ртуть 14,8% | 21,4 | Хим.акт. | |||
| галлий 92%,олово 8% | 20 | ||||
| натрий 56%,калий 44% | 19 | Хим.акт. | |||
| калий 90%,натрий 10% | 17,5 | Хим.акт. | |||
| галлий 76%,индий 24% | 16 | ||||
| галлий 67%,индий 29%,цинк 4% | 13 | ||||
| калий 50%,натрий 50% | 11 | Хим.акт. | |||
| калий 60%,натрий 40% | 5 | Хим.акт. | |||
| галлий 62%,индий 25%,олово 13% | 4,85 | ||||
| галлий 61%,индий 25%,олово 13%,цинк 1% | 3 | Русский Сплав | |||
| калий 70%,натрий 30% | -3,5 | Хим.акт. | |||
| рубидий 91,8%,натрий 8,2% | -4,5 | Хим.акт. | |||
| калий 80%,натрий 20% | -10 | Хим.акт. | |||
| калий 78%,натрий 22% | -11,4 | Хим.акт. | |||
| калий 77,3%,натрий 22,7% | -12,5 | Хим.акт. | |||
| цезий 93%,натрий 7% | -28 | Хим.акт. | |||
| цезий 94,5%,натрий 5,5% | -30 | Хим.акт. | |||
| ртуть 97,2%,натрий 2,8% | -48,2 | Реаг.с водой. | |||
| ртуть, таллий | -61 | Наиболее легкоплавкий сплав |
Производство и применение
Припой производят плавлением всех компонентов в электрических печах. Измельченный металл складывают в тигли, разогревают и перемешивают. После этого разливают в формы для слитков или прокатывают полузатвердевший сплав в пруток. Для получения гранул выливают расплав в воду.
Основные области применения сплава в домашних условиях:
- пайка термочувствительных деталей;
- выпаивание различных узлов из готовых плат при ремонте;
- лужение микросхем.
При реставрационных работах и в ювелирной промышленности Розе применяется для покрытия декоративных элементов из серебра, сплавов меди и алюминия, посеребренной керамики.
При производстве электрооборудования используют сплав в алюминиевых и других предохранителях от перегрева оборудования.
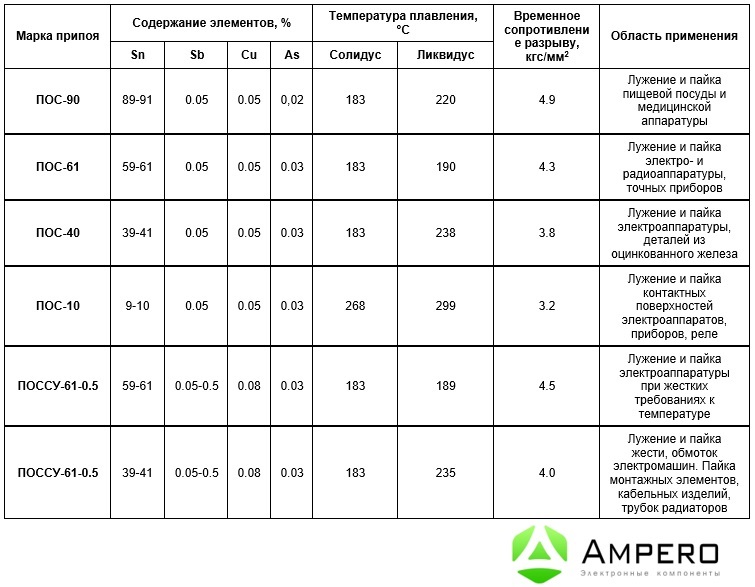
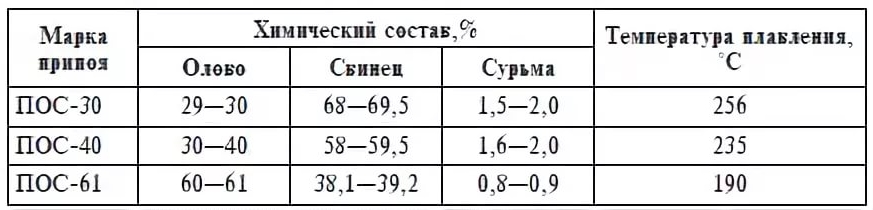
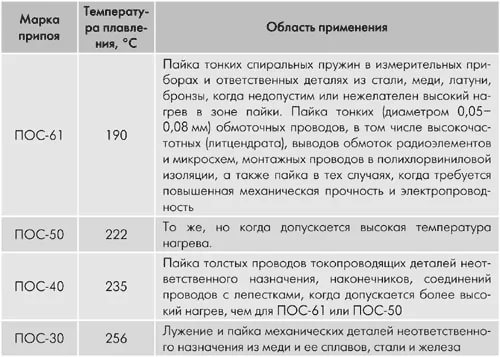
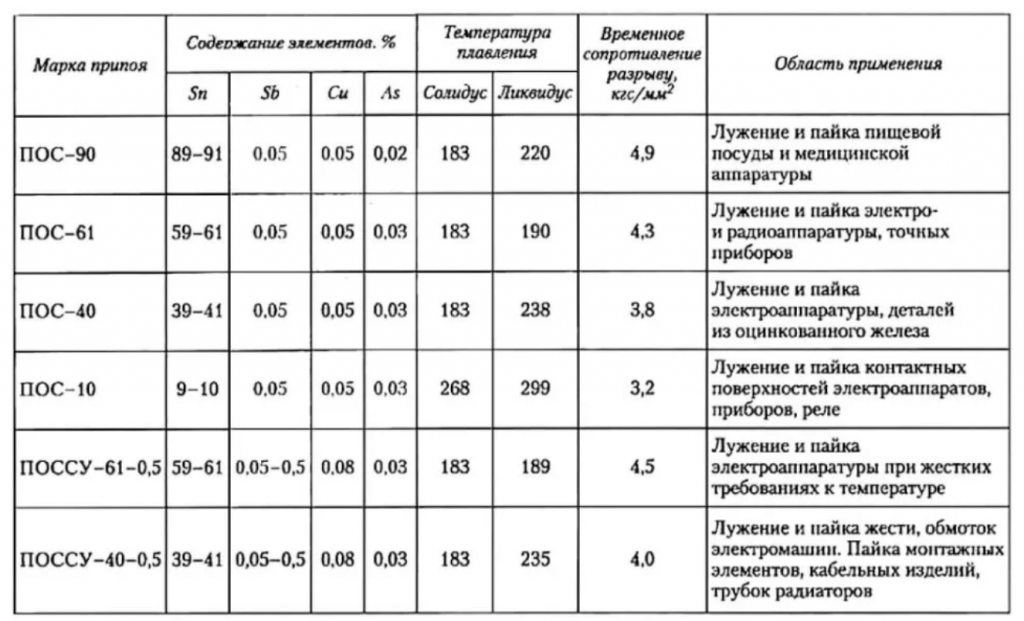
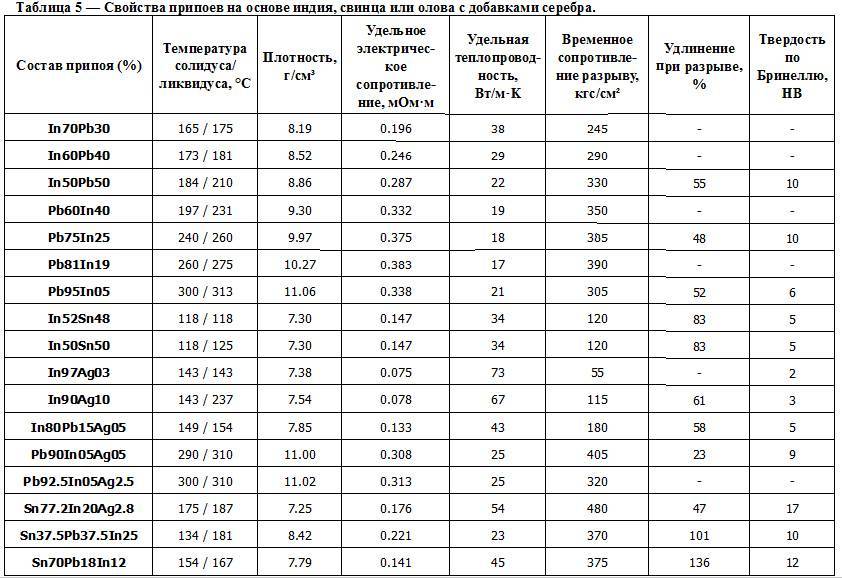
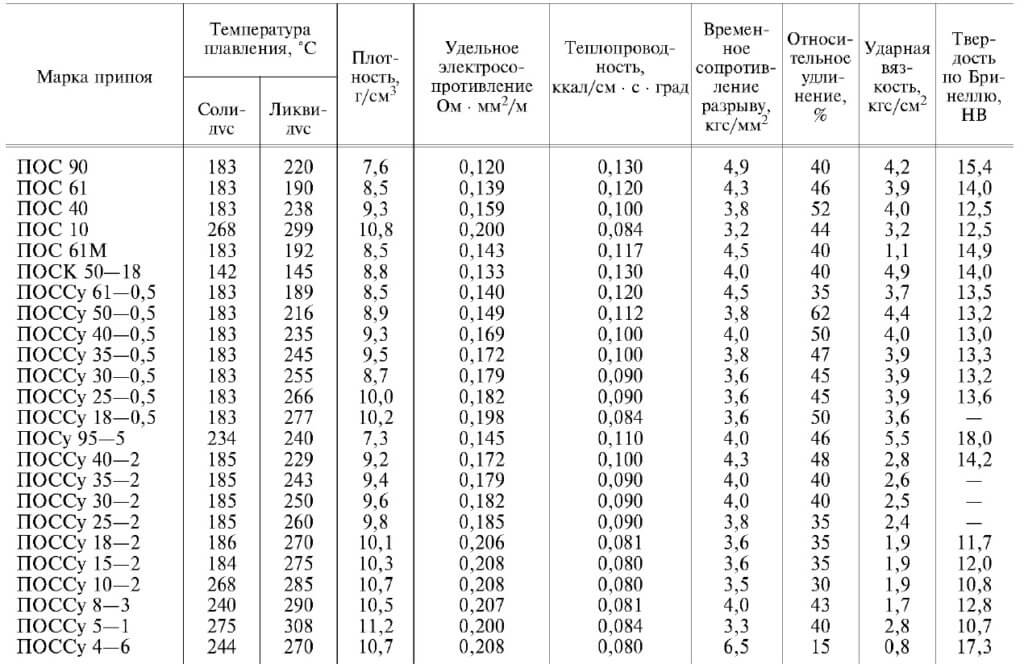
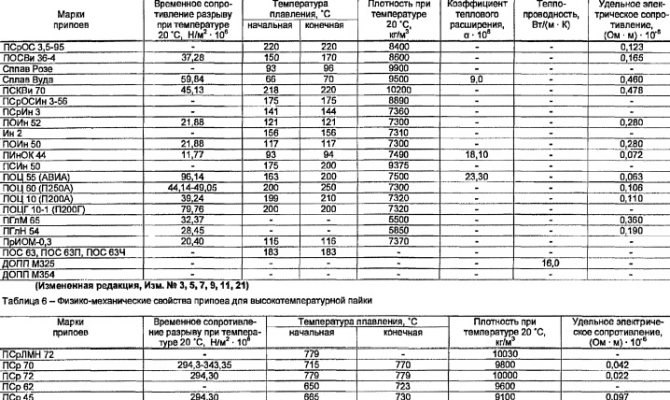
Температура плавления и другие свойства припоев на основе олова и свинца
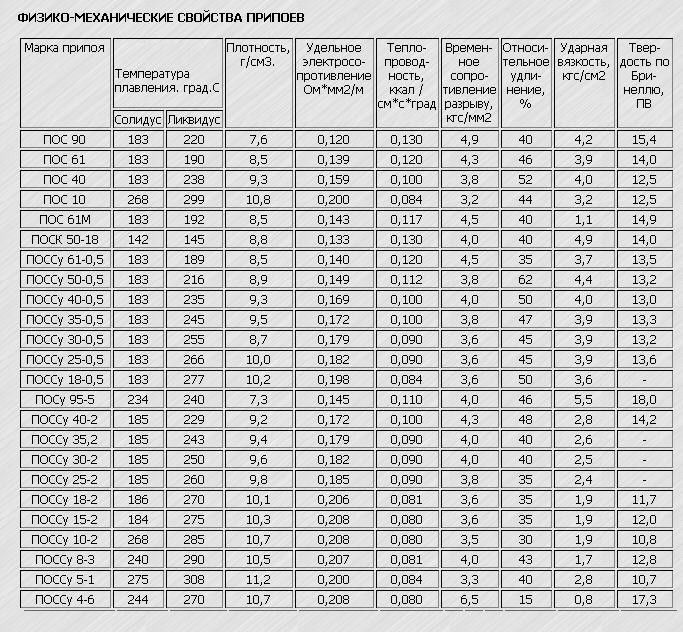
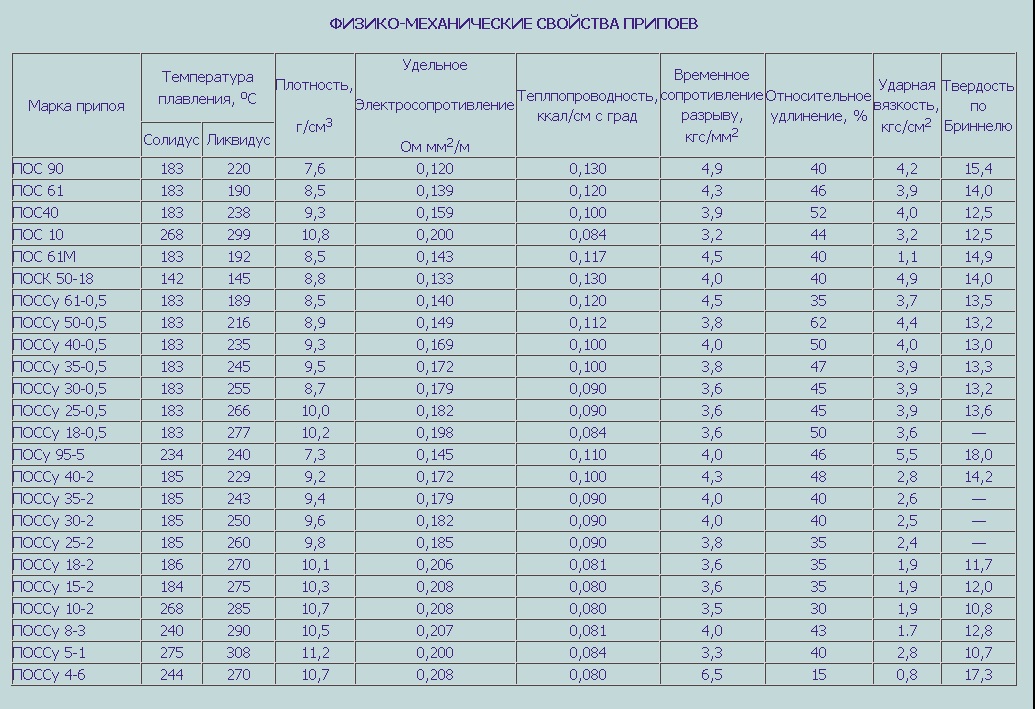
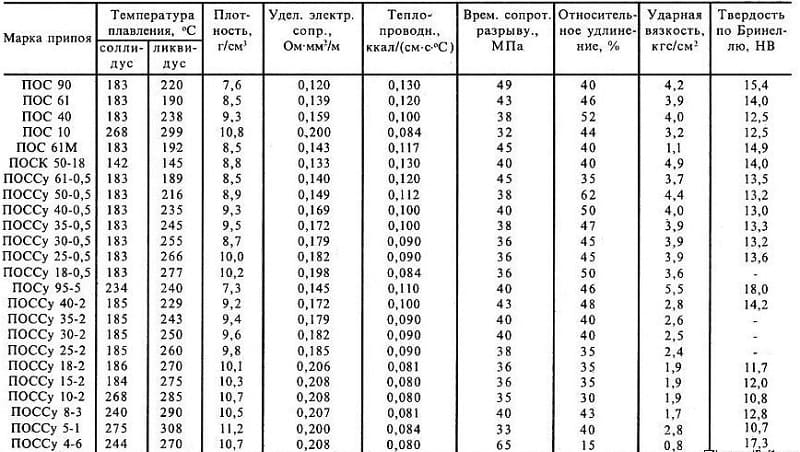
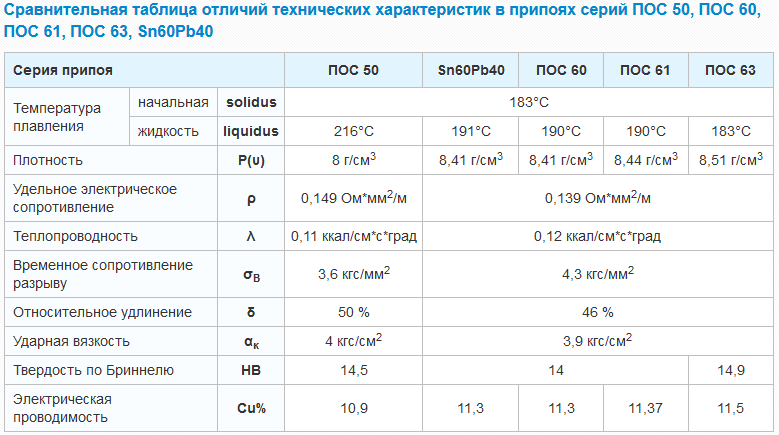
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Сплав Вуда и Розе и его использование.
Ничего подобного не видел и не слышал, но схожую технологию использовал с обычным припоем во времена когда ещё небыло фена для выпаивания драйверов в сидюках и других микрух с ногами с двух сторон. С одной стороны на ноги ложил толстый медный кусок проволки, заливал припоем и 40-ка ватным паяльником разогревал все ноги с одной стороны. После плавления припоя поднимаем одну сторону микрухи. Затем также с другой стороны. Может кому будет полезно, ели нет фена и т.п.
Хочу туда, где нет труда
Пайка сплавом Вуда — вещь гораздо более древняя, чем IBM-совместимые компьютеры. Применялась для отпаивания/вытаскивания больших многоногих микросхем еще в 70-х-80-х годах, в том числе и при ремонтах аналоговой аппаратуры.
Секреты хорошей пайки
Двигайтесь энергично
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.
При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать и чуть дольше греть припой.
Отводите тепло от термочувствительных компонентов
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью .


Убедитесь в полном остывании припоя
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте , или с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
Производство и применение
Припой производят плавлением всех компонентов в электрических печах. Измельченный металл складывают в тигли, разогревают и перемешивают. После этого разливают в формы для слитков или прокатывают полузатвердевший сплав в пруток. Для получения гранул выливают расплав в воду.
Основные области применения сплава в домашних условиях:
- пайка термочувствительных деталей;
- выпаивание различных узлов из готовых плат при ремонте;
- лужение микросхем.
При реставрационных работах и в ювелирной промышленности Розе применяется для покрытия декоративных элементов из серебра, сплавов меди и алюминия, посеребренной керамики.
При производстве электрооборудования используют сплав в алюминиевых и других предохранителях от перегрева оборудования.