
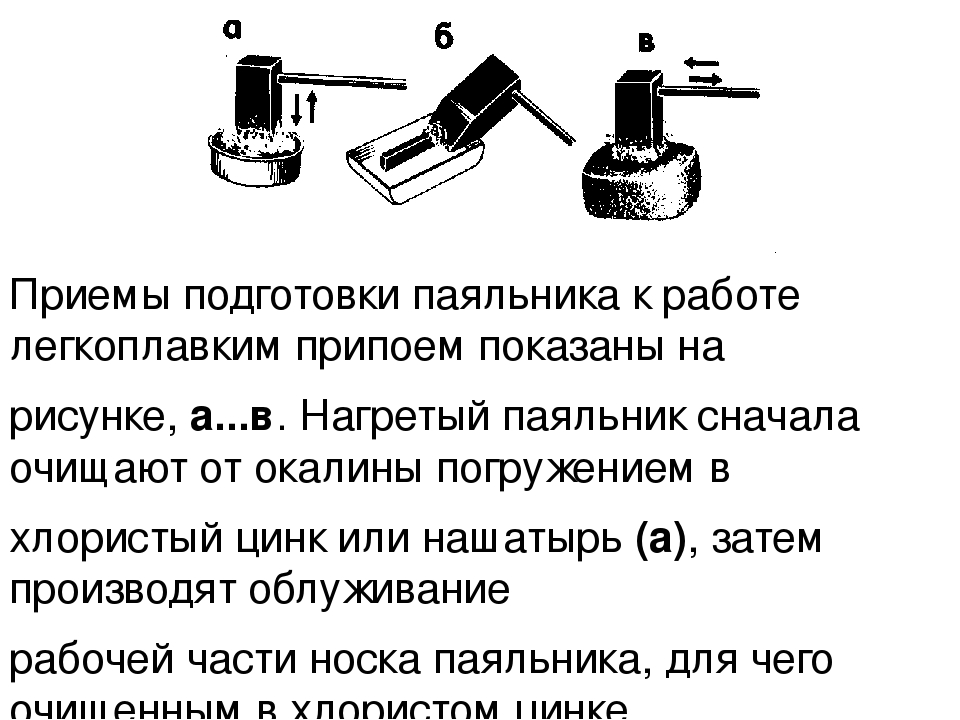
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
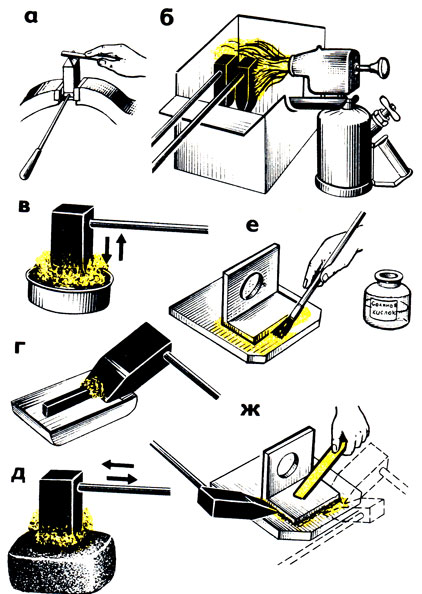
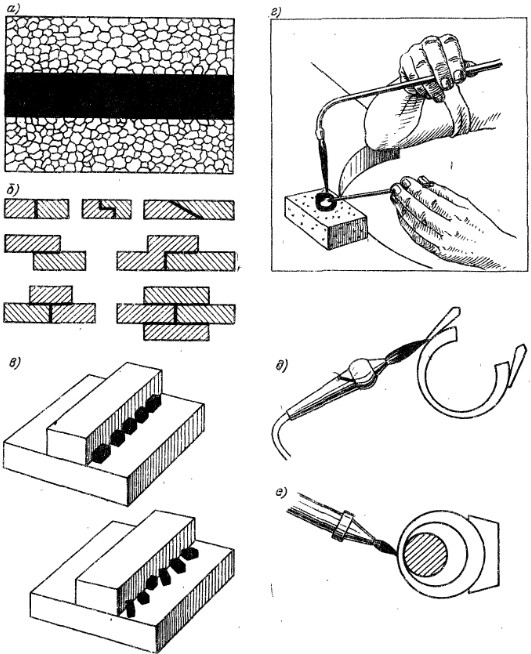
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей.
Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом.
При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
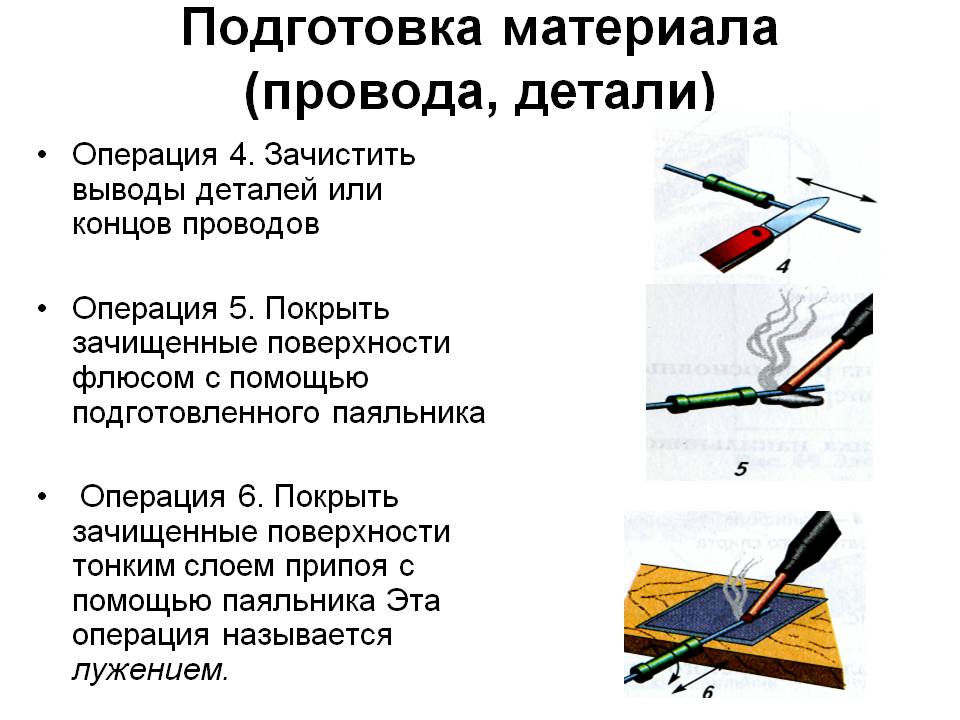
Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.
Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.
При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.
Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью
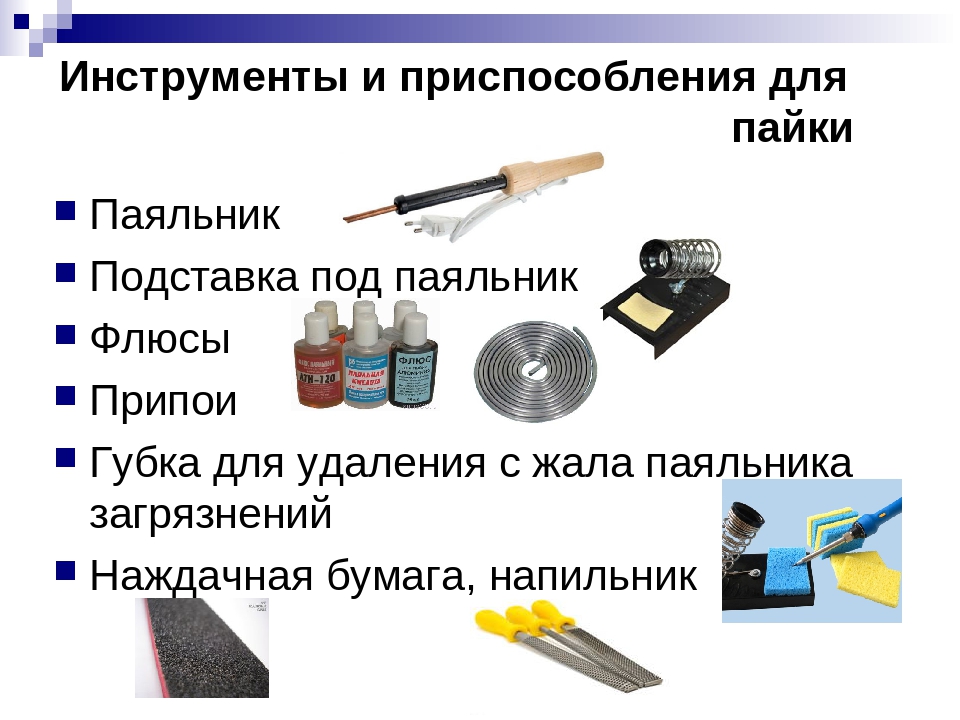
Инструмент для пайки
Рассмотрим инструмент, который необходимо приобрести для начала радиолюбительской деятельности, для монтажа/демонтажа электронных компонентов.
Кусачки (бокорезы) – они обязательны для работы, ими удобно формовать лишние выводы, откусывать и зачищать лишние выводы.Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.Скальпель технический со сменными лезвиями (некоторые используют медицинские или ножи) для зачистки проводов, дороже от лака, отрезания.
Оловоотсос, который представляет собой шприц обратного действия. Если шприц выдавливает, то этот, наоборот, втягивает. Для снятия лишнего припоя с контактов и контактных дорожек , выпайки элементов. Для тех же целей можно использовать специальную медную оплетку, которая впитывает под действием капиллярных сил расплавленный припой. Оплетка – вещь одноразовая, которая заканчивается и выкидывается (чистить ее не получится). В отличие от оловоотсоса, который разбирается и из него можно вынуть снятый припой, закрутить обратно и снова использовать. Т.е. это универсальный инструмент многоразового использования. Если вы что-то не так припаяли можно эту пайку снять и заново все перепаять.
Есть электрический оловоотсос, который чем -то напоминает паяльник и запитывается от сети 220Вт. Он насаживается на припаянный к печатной плате вывод и под своим теплом, расплавляя припой, втягивает его в свой корпус.
Но для начинающих вполне хватит оплетки и обычного оловоотсоса.
Этот набор необходим и обязателен к применению для начала паяльных работ радиолюбительской практики, без него не обойтись ни в одном ремонте, тем более при сборке собственных конструкторов и сложных устройств.
Третья рука (механическая рука, держатель) — своеобразный помощник, рекомендуем у применению. Состоит из:
• штатива, который включает в себя зажимы в виде «крокодилов», в них можно зажимать проводник, чтобы не держать его рукой.
• небольшой ванны, в которую можно класть канифоль или припой.
• держателя паяльника
Штатив у такой руки удобный, крутится во всех направлениях, регулируется по высоте.
Обзор оборудования, которое может понадобиться
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1:
• паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине.
• жало снимается и его можно использовать как термофен (нагрев до 600 градусов). Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину.
• меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.




4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
![]()
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ И ОСНАСТКИ
разрешенных для использования при
выполнении операций облуживания или пайки
- Паяльная станция HAKKO 936 c паяльником HAKKO 907
- Паяльная станция SOLOMON SL10/20/30 ESD.
- Стержень к оригинальному паяльнику паяльной станции SOLOMON тип 822, 622 (см. Приложение 1 листы 3, 4, 5, 6).
- Cтержень собственного изготовления к паяльнику паяльной станции SOLOMON:
- 7999-4056 Ø 5,6 мм, длина 12 мм, конусный (угол изгиба 15º);
- 7999-4057 Ø 3 мм, прямой;
- 7999-4057-01 Ø 4 мм, прямой;
- 7999-4058 Ø 2 мм, прямой;
- 7999-4058-01 Ø 3 мм, прямой;
- 7999-4059, изогнутый под углом 45º(7999-4059/002), под углом 90º ( 7999-4059/002-01), диаметр стержня — 3 мм, диаметр отверстия в наконечнике — 1 мм.
- Термовоздушная паяльная станция Lukey 702 с термофеном и паяльником Lukey.
- Стержень к оригинальному паяльнику Lukey (см. Приложение 1 листы 7, 8, 9).
- Ремонтная паяльная станция РАСЕ с набором термоинструментов и наконечников (типы термоинструментов и наконечников cм. в ТП «Ремонт печатных узлов»)
- Персональный паяльник БМ 0891-2160 (36В, 60Вт), БМ 0891-2076 (36В, 50Вт), БМ 0891-2170 (36В, 60Вт).
- Стержень к персональному паяльнику:
- 7999-4067 Ø 2 мм (конусообразный конец жала);
- 7999-4066 Ø 3 мм;
- 7999-4066-01 Ø 4 мм;
- 7999-4066-02 Ø 5 мм;
- 7999-4069 Ø 3 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4069-01 Ø 2 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4070, прямой, зауженный наконечник, для пайки мелких компонентов;
- 7999-4075, наконечник в виде «ложки», для облуживания.
- Прибор ГГ8779-4003 тип ПКТП или ОНИТ для контроля температуры жала паяльника.
- Термометр HAKKO FG-100 c набором термопар для контроля температуры жала паяльника.
- Антистатический браслет 7910-4276, разъем к браслету 7910-4274.
- Антистатический браслет ZD-152.
- Тестер заземления HAKKO 498.
- Приспособление для зачистки проводов от изоляции: БМ 769-1381 («пистолет»).
- Привод к приспособлению для зачистки проводов: БМ 7029-2009.
- Губки специальные (к «пистолету»): 7820-4225.
- Линейка 150 ГОСТ 427-75.
- Штангенциркуль ГОСТ 166-89.
- Пинцет для электромонтажных работ.
- Бокорезы.
- Скальпель.
- Ножницы.
- Монтажный нож.
- Монтажный нож двухсторонний 7820-4450.
- Напильник 2820-0013 ГОСТ 1465-80 для зачистки медных жал.
- Плоскогубцы с удлиненными губками
- Плоскогубцы комбинированные длиной от 125 мм до 200 мм.
- Тара цеховая металлическая для ЛВЖ (легковоспламеняющихся жидкостей) и ГЖ (горючих жидкостей).
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
Конструктивной

Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.

Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-SH1 и F-SH4. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-LH1 и F-LH2.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь

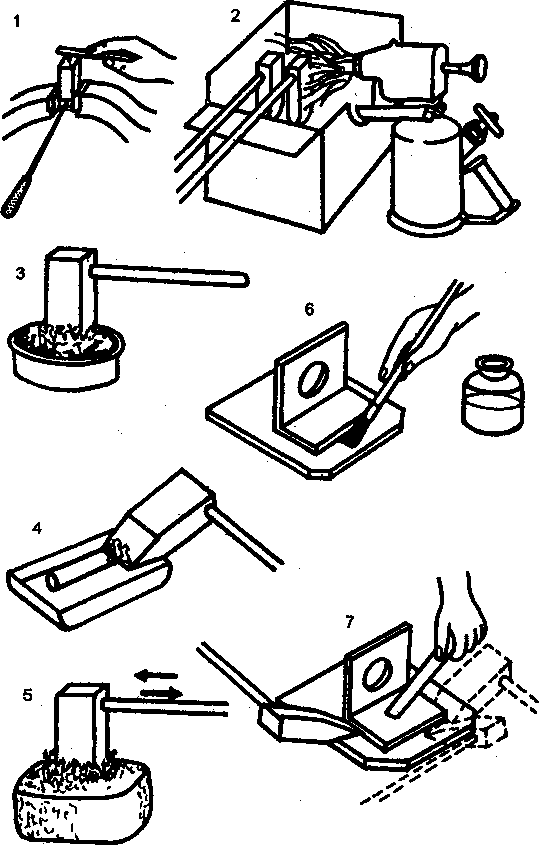
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун

Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан

Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.







Нихром

Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Источник
Пайка массивных деталей
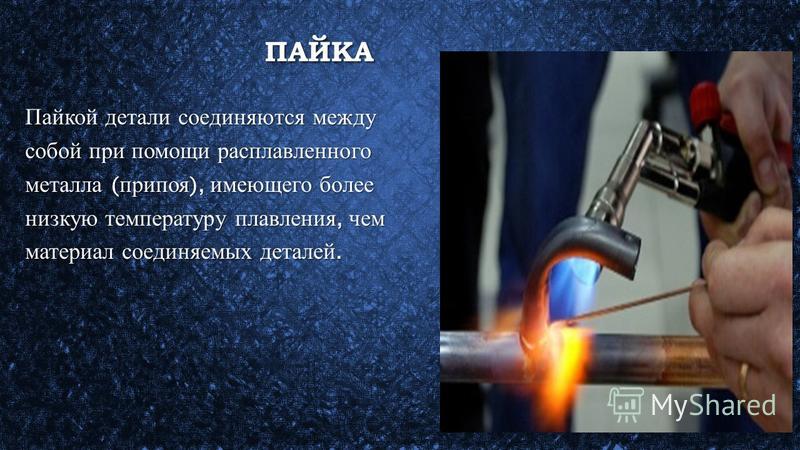
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда
Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик
Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Необходимые инструменты и материалы для изготовления
Следует понимать, что паяльная кислота в домашних условиях будет иметь несколько иной состав, что в свою очередь делает ее более простой в производстве. Для ее приготовления требуются следующие материалы и инструменты:
- Банка или другая емкость для приготовления и смешивания (желательно стеклянная);
- Гранулированный цинк или вместо него можно применять стаканчики от старых батареек, которые содержат данный элемент;
- Вода, которая служит для разбавления концентрата;
- Концентрированная соляная кислота, которая является основным элементом и может растворять дополнительные примеси.
Технология создания кислоты для пайки своими руками
Первым делом подготавливается лабораторная емкость, в роли которой выступает стеклянная баночка, или другая фарфоровая и керамическая емкость. В нее следует поместить цинк или остатки от батареек. Только после помещения добавок в емкость помещается концентрат соляной кислоты
Заливать ее нужно очень осторожно, так как при попадании на руку можно получить химический ожог. Общий уровень жидкости в емкости не должен превышать ¾ от полного объема
Пропорции вещества, если есть точные измерительные инструменты, должны выглядеть следующим образом – на один литр соляной кислоты требуется 412 г. цинка. Естественно, что возможны небольшие отклонения, но они не должны быть слишком высокими.
Следующим пунктом, как приготовить паяльную кислоту, является ожидание окончания реакции. При контакте кислоты и цинка, металл начинает растворяться. Во время растворения выделяется водород, благодаря чему в жидкости образуются пузырьки.
Также жидкость становится более прозрачной. После того, как все закончилось, полученную субстанцию следует перелить в другую емкость, которая плотно закрывается. Приобрести все материалы можно без проблем в магазинах, которые продают химические реактивы. Если использовать батарейки, то подойдут практически любые типа «ААА» и «АА».
Если вам требуется не сольно концентрированный материал, а нужно сделать что-то более слабое, что не обладало бы высоким уровнем агрессивности, то можно добавить воды, чтобы снизить концентрацию. Это также необходимо делать крайне аккуратно, чтобы не разбрызгать жидкость. Пропорции можно подбирать самостоятельно, в зависимости от особенностей пайки.
Как правильно приготовить паяльную кислоту в домашних условиях
В первую очередь нужно уделить внимание мерам безопасности, так как это очень опасное дело. При производстве на предприятиях, все делается в специальных шкафах, где реактивы смешиваются под вытяжкой и в защищенных от посторонних местах. Дома нужно обязательно использовать средства индивидуальной защиты, которые помогут защитить кожу, глаза, органы дыхания и прочие
Процесс растворения лучше всего производить вне помещения на открытом воздухе, или же обеспечить хорошее проветривание. Это необходимо из-за того, что в воздух активно выделяется водород. Поблизости также должен быть источник воды, для того, чтобы была возможность промыть поврежденный участок кожи, если случится несчастный случай. Желательно должна быть проточная вода из крана, лучше всего холодная, так как это слегка снизит уровень боли




Дома нужно обязательно использовать средства индивидуальной защиты, которые помогут защитить кожу, глаза, органы дыхания и прочие. Процесс растворения лучше всего производить вне помещения на открытом воздухе, или же обеспечить хорошее проветривание. Это необходимо из-за того, что в воздух активно выделяется водород. Поблизости также должен быть источник воды, для того, чтобы была возможность промыть поврежденный участок кожи, если случится несчастный случай. Желательно должна быть проточная вода из крана, лучше всего холодная, так как это слегка снизит уровень боли.
Если вещество было разлито на какую-либо поверхность, то его можно смыть при помощи раствора щелочи и воды. Не стоит забывать и о правильном хранении материала емкость должна быть герметичной, а хранить все следует в прохладном темном месте. Посторонние люди, которые не знают, как пользоваться паяльной кислотой, не должны иметь к ней доступа. Для флюса иногда применяется и чистая соляная кислота, без добавления примесей цинка, а также не разбавляемая водой. Такой флюс чаще всего применяется для материалов из железа.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
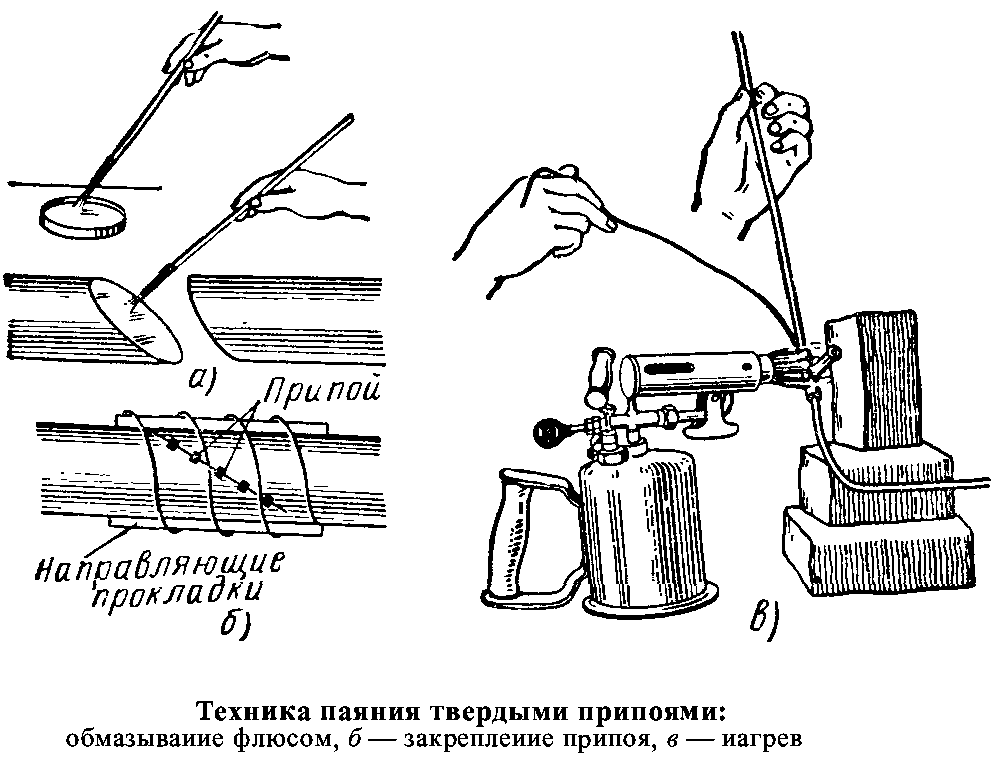
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 °C до 1000 °C. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хром-молибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велосипедная рама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велосипедных рам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой — хороший выбор, особенно для начинающего мастера.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
![]()
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.