Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Необходимые инструменты и материалы для изготовления
Следует понимать, что паяльная кислота в домашних условиях будет иметь несколько иной состав, что в свою очередь делает ее более простой в производстве. Для ее приготовления требуются следующие материалы и инструменты:
- Банка или другая емкость для приготовления и смешивания (желательно стеклянная);
- Гранулированный цинк или вместо него можно применять стаканчики от старых батареек, которые содержат данный элемент;
- Вода, которая служит для разбавления концентрата;
- Концентрированная соляная кислота, которая является основным элементом и может растворять дополнительные примеси.
Технология создания кислоты для пайки своими руками
Первым делом подготавливается лабораторная емкость, в роли которой выступает стеклянная баночка, или другая фарфоровая и керамическая емкость. В нее следует поместить цинк или остатки от батареек. Только после помещения добавок в емкость помещается концентрат соляной кислоты
Заливать ее нужно очень осторожно, так как при попадании на руку можно получить химический ожог. Общий уровень жидкости в емкости не должен превышать ¾ от полного объема
Пропорции вещества, если есть точные измерительные инструменты, должны выглядеть следующим образом – на один литр соляной кислоты требуется 412 г. цинка. Естественно, что возможны небольшие отклонения, но они не должны быть слишком высокими.
Следующим пунктом, как приготовить паяльную кислоту, является ожидание окончания реакции. При контакте кислоты и цинка, металл начинает растворяться. Во время растворения выделяется водород, благодаря чему в жидкости образуются пузырьки.

Также жидкость становится более прозрачной. После того, как все закончилось, полученную субстанцию следует перелить в другую емкость, которая плотно закрывается. Приобрести все материалы можно без проблем в магазинах, которые продают химические реактивы. Если использовать батарейки, то подойдут практически любые типа «ААА» и «АА».
Если вам требуется не сольно концентрированный материал, а нужно сделать что-то более слабое, что не обладало бы высоким уровнем агрессивности, то можно добавить воды, чтобы снизить концентрацию. Это также необходимо делать крайне аккуратно, чтобы не разбрызгать жидкость. Пропорции можно подбирать самостоятельно, в зависимости от особенностей пайки.
Как правильно приготовить паяльную кислоту в домашних условиях
В первую очередь нужно уделить внимание мерам безопасности, так как это очень опасное дело. При производстве на предприятиях, все делается в специальных шкафах, где реактивы смешиваются под вытяжкой и в защищенных от посторонних местах
Дома нужно обязательно использовать средства индивидуальной защиты, которые помогут защитить кожу, глаза, органы дыхания и прочие. Процесс растворения лучше всего производить вне помещения на открытом воздухе, или же обеспечить хорошее проветривание. Это необходимо из-за того, что в воздух активно выделяется водород. Поблизости также должен быть источник воды, для того, чтобы была возможность промыть поврежденный участок кожи, если случится несчастный случай. Желательно должна быть проточная вода из крана, лучше всего холодная, так как это слегка снизит уровень боли.
Если вещество было разлито на какую-либо поверхность, то его можно смыть при помощи раствора щелочи и воды. Не стоит забывать и о правильном хранении материала емкость должна быть герметичной, а хранить все следует в прохладном темном месте. Посторонние люди, которые не знают, как пользоваться паяльной кислотой, не должны иметь к ней доступа. Для флюса иногда применяется и чистая соляная кислота, без добавления примесей цинка, а также не разбавляемая водой. Такой флюс чаще всего применяется для материалов из железа.
Активность
Важной характеристикой флюсовых композитов является условная единица Аф – активность сварочного флюса. Ее значения укладываются в диапазон от 1 до 10
Чем выше цифра, тем большую активность проявляет добавка. Флюсы с высокой активностью характеризуются величиной показателя от 0,6 до 1.
При взаимодействии компонентов флюса со шлаком происходит химическое вытеснение одних элементов другими, механическое перемешивание либо два процесса одновременно.
Интенсивность внедрения флюса в сварочную зону зависит от режима сварки и активности флюса. При умелом сочетании параметров, правильном подборе всех материалов выполняется поставленная задача.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
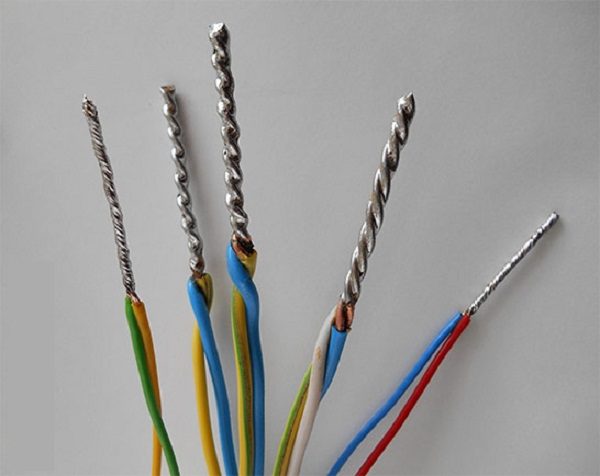
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.

Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Каким припоем паять медные трубы?
Существует огромное множество припоев для соединения отдельных элементов медного трубопровода с помощью пайки. Все они подразделяются на два вида по консистенции:
- твёрдый (тугоплавкий);
- мягкий (легкоплавкий).
Наиболее популярными для этих целей являются низкотемпературные припои. Они позволяют стыковать медные трубы при низких показателях температур, в результате чего исключается возможность их деформации. Но стоит отметить, что швы после такого припоя обладают довольно низкими механическими качествами.
Высокотемпературные припои, в отличие от низкотемпературных, позволяют выполнять максимально прочные соединения труб.
При низкотемпературной пайке, которая является очень популярной при монтаже медных трубопроводов в бытовых условиях, чаще всего используют припои, не содержащие в своём составе свинца. Бессвинцовые припои позволяют получить устойчивое к механическим воздействиям сцепление. К бессвинцовым припоям относят: сплавы олова с висмутом, сурьмой, серебром и т. д. Олова в таких припоях содержится порядка 95%, остальные 5% приходятся на дополнительные элементы.
В бытовых условиях чаще всего используется мягкий припой, в котором содержится большое количество олова
Для пайки при низких температурах может применяться припой, который является сплавом олова и свинца, однако, такой материал не рекомендуется использовать для монтажа водопроводной конструкции. Это связано с тем, что свинец является токсичным материалом и может нанести вред здоровью жильцов.





Для пайки медных труб используют специальную газовую горелку, которая позволяет добиться максимальных показателей прочности и надёжности соединения.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Процесс пайки начинается с лужения проводов
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Для меди — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия — ЦО-12, П-250А, ЦА-15.

Флюсы есть разные, подбирать их надо аккуратно
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
https://youtube.com/watch?v=jrPk96i1C08
Про состав припоя
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей. По внешнему виду можно на глаз прикинуть состав. Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении. Как выглядит лист олова и лист свинца смотрите на фото.
Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Специалисты используют для пайки несколько видов паяльных кислот. Их различают по составу и свойствам применения:
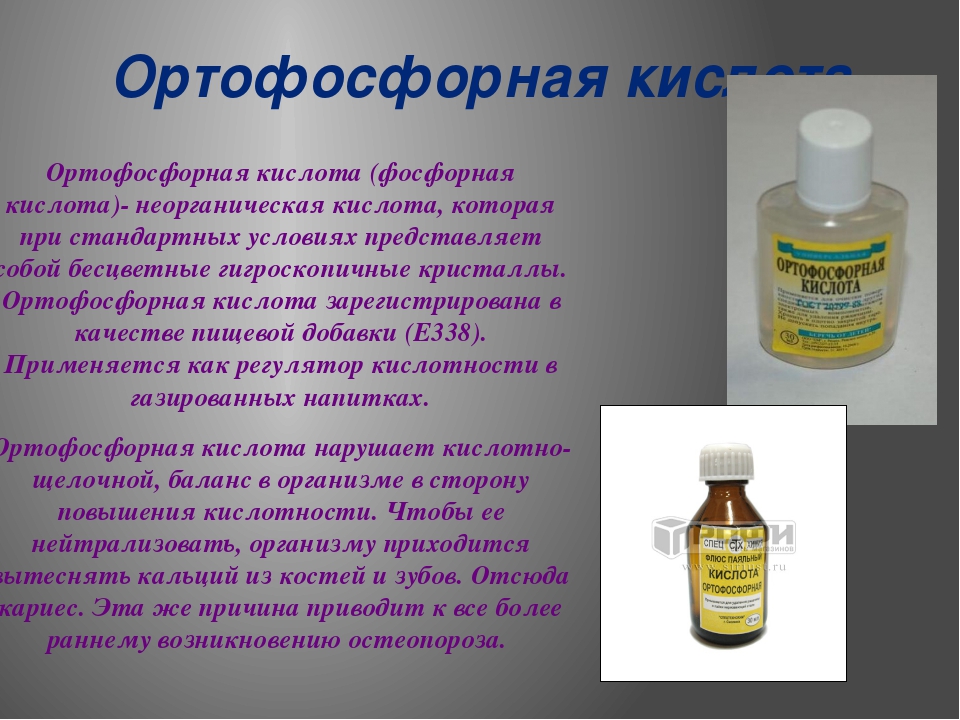
- На основе ортофосфорной кислоты – неорганическое соединение, имеющее формулу H3PO4. В результате применения этой кислоты на поверхности обрабатываемого материала образуется защитная оболочка, которая препятствует дальнейшим коррозионным процессам. Как правило, вещество является прозрачным. Очень редко раствор может иметь мутноватый оттенок – это не говорит о некачественном продукте. Цвет зависит от количества примесей.
- На основе серной кислоты в качестве флюса. Формула известна еще со школьных времен – H2SO4. Внешний вид характеризуется легкой тягучестью раствора, отсутствием запаха и цвета. Вещество очень сильнодействующее, поэтому перед применением его разбавляют либо ангидридом SO3, либо H2O. Процентное содержание кислоты во флюсе может колебаться в пределах от 25 до 80%.
- На основе соляной кислоты – ее состав выражается формулой HCL. Имеет своеобразный запах, может присутствовать желтый оттенок. Является очень сильной кислотой, поэтому для паяльных процессов ее разбавляют водой. С целью улучшения спаиваемости материалов, в кислоту очень часто добавляют цинк.
Благодаря агрессивному воздействию кислоты, с поверхности материала устраняется оксидный налет и остатки ржавчины.
Ортофосфорная паяльная кислота
Соляная паяльная кислота. Состав соляной кислоты один из самых простых, так как ее формула представляет собой соединение хлороводорода HCl. Это очень сильная односоставная кислота, которую зачастую разбавляют водой. Иногда к ней добавляют цинк, чтобы улучшить свойства материала. Сами свойства во многом зависят от концентрации соединения.
Соляная паяльная кислота
Серная паяльная кислота состав, формула которой представлена в виде Н2SO4. Внешне это серая маслянистая жидкость, которая не имеет запаха и цвета. Вещество зачастую разбавляют перед применением, для чего может послужить вода, или же серный ангидрид SO3. Помимо пайки это двухосновное вещество используется во многих других сферах, в том числе и в пищевой промышленности.
Перед тем, как сделать паяльную кислоту, следует ознакомиться с составом материала. В данное вещество входят:
- Кислота соляная;
- Хлорид амония;
- Хлорид цинка;
- Вода деионизированная;
- Смачивающая присадка.
Паяльная кислота в домашних условиях может иметь другие компоненты в своем составе. Главное, чтобы добиться обязательных свойств, которыми обладает этот флюс. Во-первых, здесь должна присутствовать высокая активность материала. Быстрое взаимодействие с элементами придает среде агрессивность и уничтожение практически всех вредных веществ, которые мешают нормальному проведению пайки.
Кислота издает специфический запах и является вредной для здоровья, когда человек вдыхает ее пары. Таким образом, во время работы следует использовать респиратор, а помещение, в котором это все проходит, должно хорошо проветриваться. Требуется исключить попадание флюса на руки, глаза, а также другие поверхности, кроме самой заготовки и припоя.
Изготовление паяльных кислот своими руками
Соляная кислота для пайки в домашних условиях
Если для пайки вам нужны будут активные смеси то, к таким относятся растворы с хлоридом цинка.
Одной из таких активных смесей является соляная кислота.
Обычно соляную кислоту делают по рецепту 412 грамм цинку разбавить в 1 литре концентрированной соляной (гидрохлоридной) кислоты.
Процесс добавления цинка не очень приятный и безопасный, так как во время процедуры выделяются летучие пары.
Поэтому делайте это в проветриваемом помещении и в респираторе.
Пользуются популярностью сразу несколько различных составов на основе хлорида цинка.
Также соединения цинка используют во время цинкования для защиты металлов от коррозии.
Итак, для работы с продукцией чёрных и цветных металлов следующее соотношение:
- Хлорид цинка – от 25% до 30%;
- Концентрированная гидрохлоридная (соляная) кислота – 0,7%;
- Вода – от 69,3% до 84,3% (в зависимости от процента хлорида цинка);
Соляную кислоту и хлорид цинка необходимо развести в воде, после чего хорошо перемешать. Желательно работать под вытяжкой.
Готовый материал хранить только в закрытой ёмкости, так как соляная кислота – сильно летучее вещество.
![]()
Источник ytimg.com
Паяльная паста с салициловой кислотой
Для работы с платиной, медью, серебром и их сплавами используют специальное средство.
Это средство – салициловая кислота, которую весьма легко изготовить своими руками.
Для этого просто смешайте салициловую кислоту, технический вазелин, триэтаноламин, после чего растворите смесь в спирте.
Паяльная кислота с вазелином
Иногда при работе с чёрными и цветными металлами удобнее использовать паяльную пасту на основе вазелина.
Для её изготовления необходимо смешать насыщенный раствор хлорида цинка (3,7%) с техническим вазелином (85%), после чего, для придания пасте нужной консистенции добавляют немного воды (приблизительно 11,3%).
![]()
Источник ytimg.com
Паяльная кислота с этиловым спиртом
Данная паяльная кислота с этиловым спиртом отлично подойдёт для работы с платиной, никелем и их сплавами.
Для её изготовления смешайте всё тот же хлорид цинка (1,4%) с этиловым (винным) спиртом (40%).
Полученную смесь разведите в воде и хорошо перемешайте.
С канифолью
Паяльная кислота с канифолью имеет пастообразную форму и используется для проведения ответственных работ с чёрными и цветными металлами и вообще весьма универсальна.
Её изготовление происходит путём смешивания 24% канифоли с 1% хлорида цинка, после чего полученную смесь непобедимо растворить в этиловом спирте.
После работы с данной паяльной кислотой рабочую зону необходимо промывать ацетоном.
Для изготовления паяльной пасты с канифолью, что используют для швов повышенной прочности, используйте следующую пропорцию:
- Хлорид цинка – 4%
- Канифоль – 16%
- Технический вазелин – 80%
Однако данную паяльную кислоту куда труднее отмыть после работы.
![]()
Источник ytimg.com
Паяльный флюс на основе олеиновой кислоты
Данный паяльный флюс используют для работы с алюминием, он имеет вязкую консистенцию и похож на тягучую жидкость.
Изготовление данного паяльного флюса происходит путём смешивания 20 миллилитров олеиновой кислоты с 3 граммами йода лития, полученную смесь подержите немного в водяной бане, а после перелейте в стеклянную ёмкость.
После остывания раствора перелейте и храните его в стеклянном флаконе.
После пайки с использованием этого самодельного флюса промойте рабочую зону ацетоном, спиртом или бензином.
Паяльная паста для пайки нихрома
Как понятно из названия, данная паяльная кислота используется при пайке нихрома.
Изготавливается она путём смешивания 7 г порошкообразного хлорида цинка, 7 г глицерина и 100 г технического вазелина.
Полученную массу необходимо хорошо перемешать, делать это лучше в специальной ступке или фарфоровой чашке, там же можно и хранить пасту.
Как правильно паять
Как пользоваться паяльной кислотой? Залогом успешной пайки является не только правильно подобранный флюс, но и правильно проведённая подготовка к пайке. Для этого нужно знать следующее:
- Поверхности металлов перед пайкой необходимо зачистить от ржавчины и иных загрязнений с помощью напильника и наждачной бумаги.
- Все жидкие флюсы лучше всего наносить на поверхность с помощью специальной кисточки. В этом случае достигается и максимальная точность нанесения и равномерность распределения.
- Кислотный флюс должен покрывать спаиваемые поверхности ровным равномерным слоем, без пропусков. В противном случае не будет достигнуто равномерное распределение припоя по поверхности металла.
- Жало хорошо разогретого паяльника подхватывает небольшое количество припоя и переносит его на предварительно обработанную флюсом поверхность металла. Припой распределяется ровным слоем по всей поверхности металла. Это называется «лужение». Точно так же залуживается и вторая металлическая поверхность. После этого обе залуженные поверхности спаиваются.
- После окончания процесса пайки необходимо удалить остатки кислотного припоя. В противном случае кислота начнёт разрушать металл и возникнет очаг коррозии, который может привести к разрушению места пайки.
- Кислота нейтрализуется щёлочью. В качестве последней лучше всего использовать пищевую соду. Место пайки посыпается содой, а затем промывается водой.
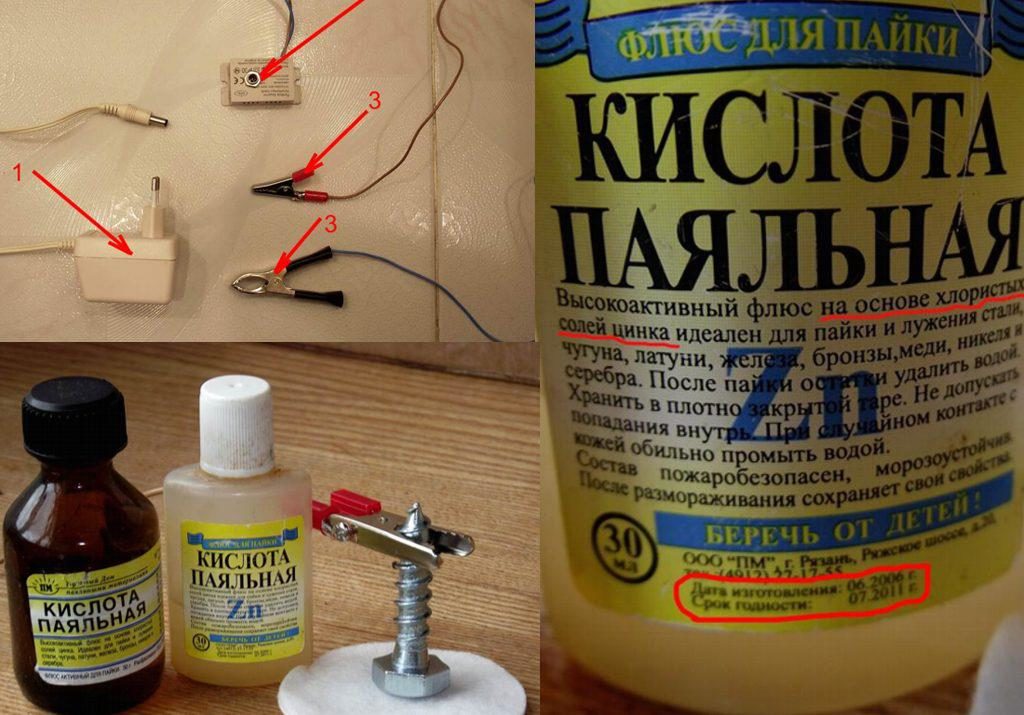
Паяльная кислота — это высокоактивный флюс. Вступает в реакцию с металлом, даже после пайки. Разъедает окислы, оксидную пленку и отлично лудит сложные участки.






Радиолюбители и электронщики (особенно в интернете) часто советуют начинающим использовать кислоту. Это фатальная ошибка.
Этим флюсом легко лудить, однако цена применения таких активных веществ высока.
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали
Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Флюс из ортофосфорной кислоты
Еще одна распространенная паяльная кислота – ортофосфорная (H3PO4). Она успешно справляется с удалением оксидов с поверхностей металлов и защищает их от образования новых соединений с кислородом, образующих на металле препятствующую спаиванию деталей пленку. Неслучайно ортофосфорная кислота входит в состав большинства средств для антикоррозийной обработки стальных конструкций.
Для пайки сплавов хрома и никеля кислота применяется не в чистом виде. Флюс почти на 1/3 состоит из этилового спирта. На долю H3PO4 приходится 32%, и 6% в составе занимает канифоль. В иных составах для лужения и паяния объем кислоты может доходить почти до 100%. Зачастую ортофосфорная кислота разводится вместе с хлористым цинком, массовое содержание которого во флюсе может колебаться от 50% до тысячных долей процента. H3PO4 применяется не только для соединения деталей из никелевых сплавов, ее используют для пайки изделий из низколегированной стали и чистой меди или ее сплавов.
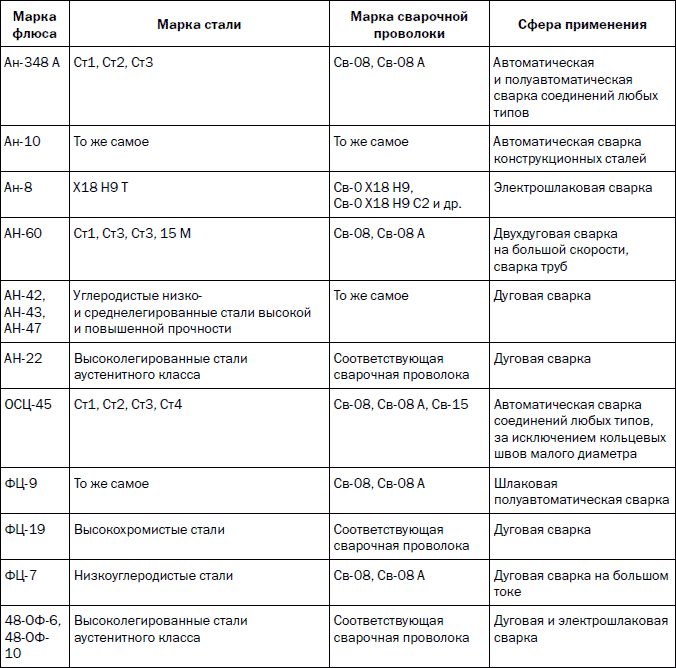
Таблица кислотных флюсов.
Ортофосфорная кислота входит в состав активного флюса Ф-38 Н, с помощью которого проводится пайка:
- легированной, малоуглеродистой и среднеуглеродистой стали;
- меди и ее сплавов;
- хромоникелевых сплавов.
Ф-38 Н применяется для пайки в местах с затрудненным доступом и защищает спаянные детали от коррозии. В его составе:
- солянокислый диэтиламин;
- H3PO4 (25%).
Ортофосфорная кислота взрыво- и пожаробезопасна, но работа с ней и ее хранение должны проводиться с соблюдением всех мер предосторожности. Смывать вещество после попадания на кожу или глаза также следует проточной водой
Длительность промывания составляет не менее 10-ти минут.
Разновидности готовых жидкостей
Выделить можно всего два варианта по тому, из чего состоит паяльная кислота. Точнее – по базовому компоненту. Так, прозрачный желтоватый флюс на основе ортофосфорной кислоты применяется, когда необходимо защитить металлическую поверхность от образования окислов и прочих загрязнений. Жидкость образует самостоятельную надежную пленку, способную справиться с перечисленными задачами и удалить оксидную пленку. Один из плюсов – хорошая текучесть, что позволяет работать с труднодоступными местами. А также она разъедает ржавчину.
Состав на базе соляной кислоты с цинком является химически более сложным. В готовом виде такой флюс имеет желтоватый оттенок, а также отличается от аналогов резким специфическим запахом. По агрессивности здесь наблюдается большая активность. Чем тоньше металл, тем ниже должна быть концентрация кислотного компонента. Работать допустимо только в хорошо проветриваемом помещении с использованием средств индивидуальной защиты.

Двухкомпонентный флюс с серной кислотой для растворения маслянистой основы. Концентрация первой может иметь разный показатель (25-85%). За счет высокой степени химической агрессивности средство применяется только для пайки толстостенных металлов.
Рекомендации по выбору и применению
Используется паяльная кислота для работ с цветными металлами, конструкционной сталью, железом, медью, латунью и прочими. Для последних двух допустимо применение буры, но в остальных случаях требуется более агрессивный подход. Стоит отметить, что остатки активного флюса по завершению пайки легко удаляются водным раствором щелочи.
Чтобы достичь максимально качественных результатов, нужно правильно выбрать состав. Выбор зависит от природы металлических заготовок. Например:
- железо и оцинкованные аналоги – раствор хлората цинка;
- нержавеющая сталь – ортофосфорная кислота для пайки или многокомпонентные жидкости;
- никель, медь, углеродистая сталь легированного типа – ортофосфорная кислота;
- стальные сплавы, черные и цветные металлы – соляная кислота;
- алюминий – отсутствуют варианты.

Стоит отметить еще 1 момент
Выбирая тот или иной состав паяльной кислоты для пайки важно обращать внимание на срок годности. Как правило, он составляет 12 месяцев при условии соблюдения правил хранения. В частности, герметичность упаковки, отсутствие солнечного света и температура в пределах от -25 до + 35 градусов по Цельсию
Далее может образоваться осадок и снизиться химическая активность материалов, что исключит возможность достижения должных результатов
В частности, герметичность упаковки, отсутствие солнечного света и температура в пределах от -25 до + 35 градусов по Цельсию. Далее может образоваться осадок и снизиться химическая активность материалов, что исключит возможность достижения должных результатов.