
Ортофосфорная кислота для металла
Удалить ржавчину с металлической поверхности можно разными способами. И чтобы получить представление об их эффективности, следует рассмотреть каждый из них поподробнее.
- Очищение с полным погружением пораженной коррозией детали: при этом способе деталь предварительно подвергают обезжириванию. Для этого ее тщательно промывают с помощью любого моющего средства. Затем готовится сам раствор, для которого нужно в одном литре воды растворить 150 мл кислоты. В него опускают деталь и оставляют на один час. В течение этого времени рекомендуется постоянно перемешивать раствор, чтобы кислота смогла лучше подействовать. Через час изделие вытаскивают, промывают от остатков реагента, для чего готовят следующий раствор: нужно смешать 50 частей воды, 2 части нашатырного спирта и 48 частей спирта. Завершающим действием процедуры является ополаскивание детали под водопроводной водой и ее сушка.
- Иногда удалять коррозию приходится с металлического изделия больших габаритов, которые не позволяют погрузить ее в контейнер с раствором. В этом случае можно воспользоваться другим способом очистки от следов коррозии. Вещество наносят на металлическую поверхность с помощью распылителя, валика или обычной кисти. Если того требует состояние изделия, рекомендуется вначале вручную очистить основу от ржавчины. Затем на металл наносят раствор кислоты, оставляют его на некоторое время, а затем хорошенько промывают изделие нейтрализующим кислоту раствором. В завершение изделию дают просохнуть.
При использовании каждого из вышеперечисленных способов разрешается увеличить продолжительность нахождения детали в растворе для более тщательного удаления окислов.
Фосфорная кислота может использоваться и для очистки домашних унитазов, ванн и раковин. Имейте в виду, что для удаления следов ржавчины с поверхности акриловых сантехнических элементов кислоту использовать нежелательно.
Ортофосфорная кислота хорошо очищает фаянсовые и эмалированные поверхности. Вначале обрабатываемую поверхность рекомендуется предварительно обезжирить любым имеющимся моющим средством. Для этого нужно приготовить следующий раствор — в одном литре воды следует развести 200 г кислоты. Затем раствор наносят на загрязненную поверхность, а спустя 1−12 часов в зависимости от степени загрязнения средство смывают при помощи раствора соды.
Немало рядовых пользователей задается вопросом, что разъедает ржавчину, ведь не все из предлагаемых средств может с легкостью справиться с ней. Ортофосфатная жидкость является одним из хорошо зарекомендовавших себя способов борьбы с таким опасным явлением для металлических изделий, как коррозия
Несмотря на то, что она отлично очищает поверхности от ржавчины, применять ее необходимо с осторожностью
Поскольку она является агрессивным химическим продуктом, во время работы с ней необходимо соблюдать правила техники безопасности, предъявляемые ко всем видам кислот. Особенно это касается случаев, когда работы по удалению ржавчины проводятся в закрытых помещениях. Ведь при недостаточном поступлении свежего воздуха высок риск отравления парами этого вещества.
В целом же ортофосфорная жидкость является очень эффективным средством против ржавчины и может рассматриваться как альтернатива цинкарю. Ее можно использовать разными способами в зависимости от степени поражения коррозией и удобства нанесения. Учитывая все эти особенности, можно уже после первой процедуры добиться необходимого положительного результата.
Виды и состав паяльных кислот
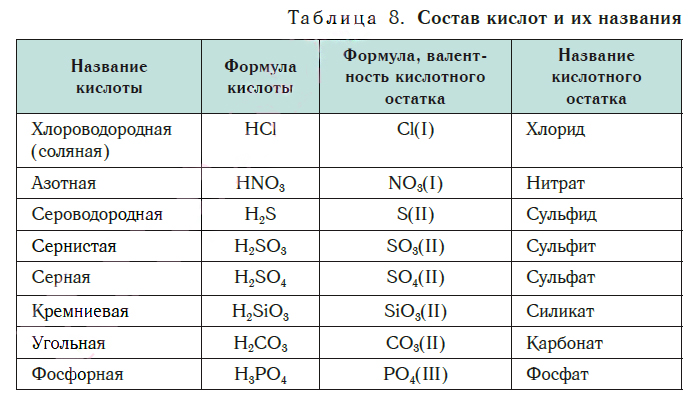
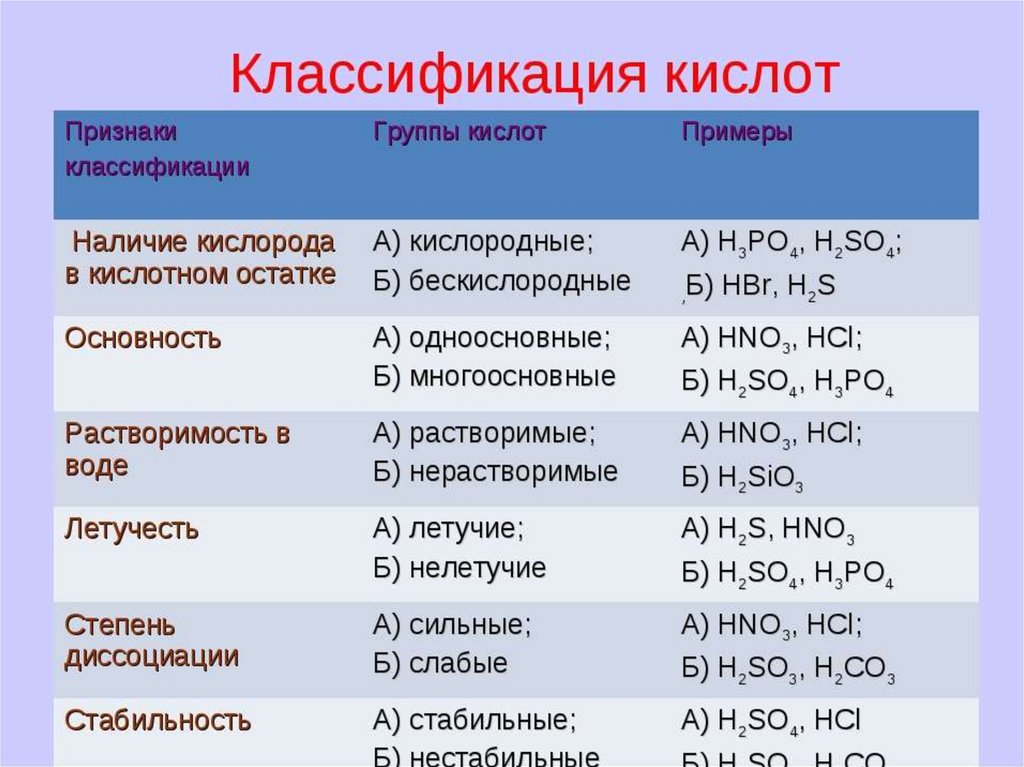
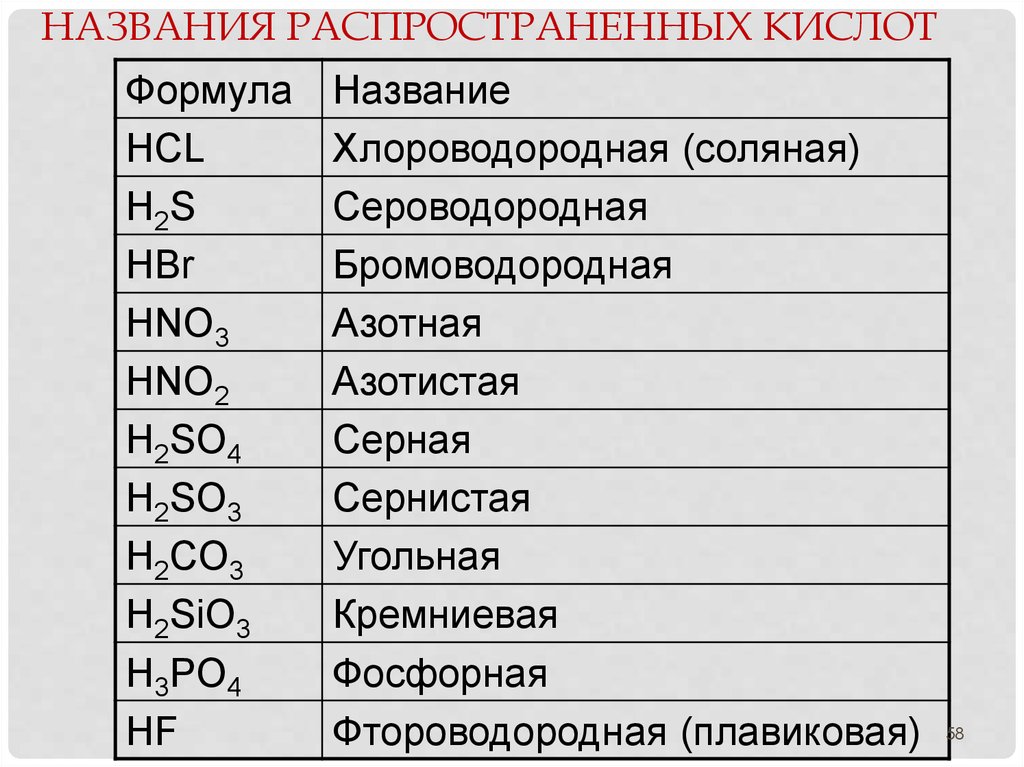
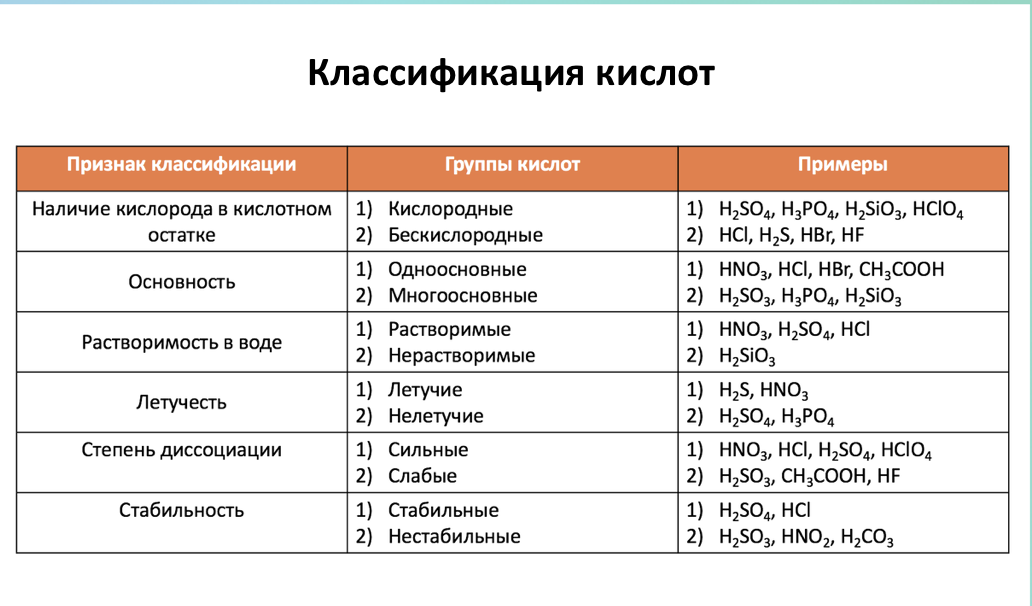
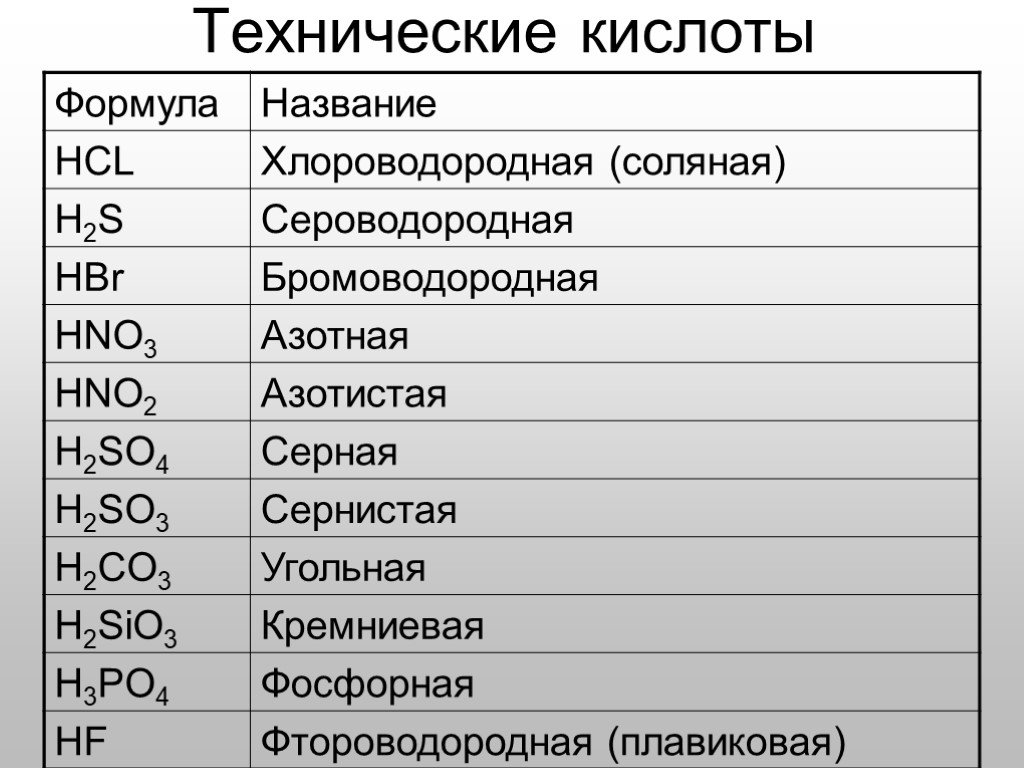
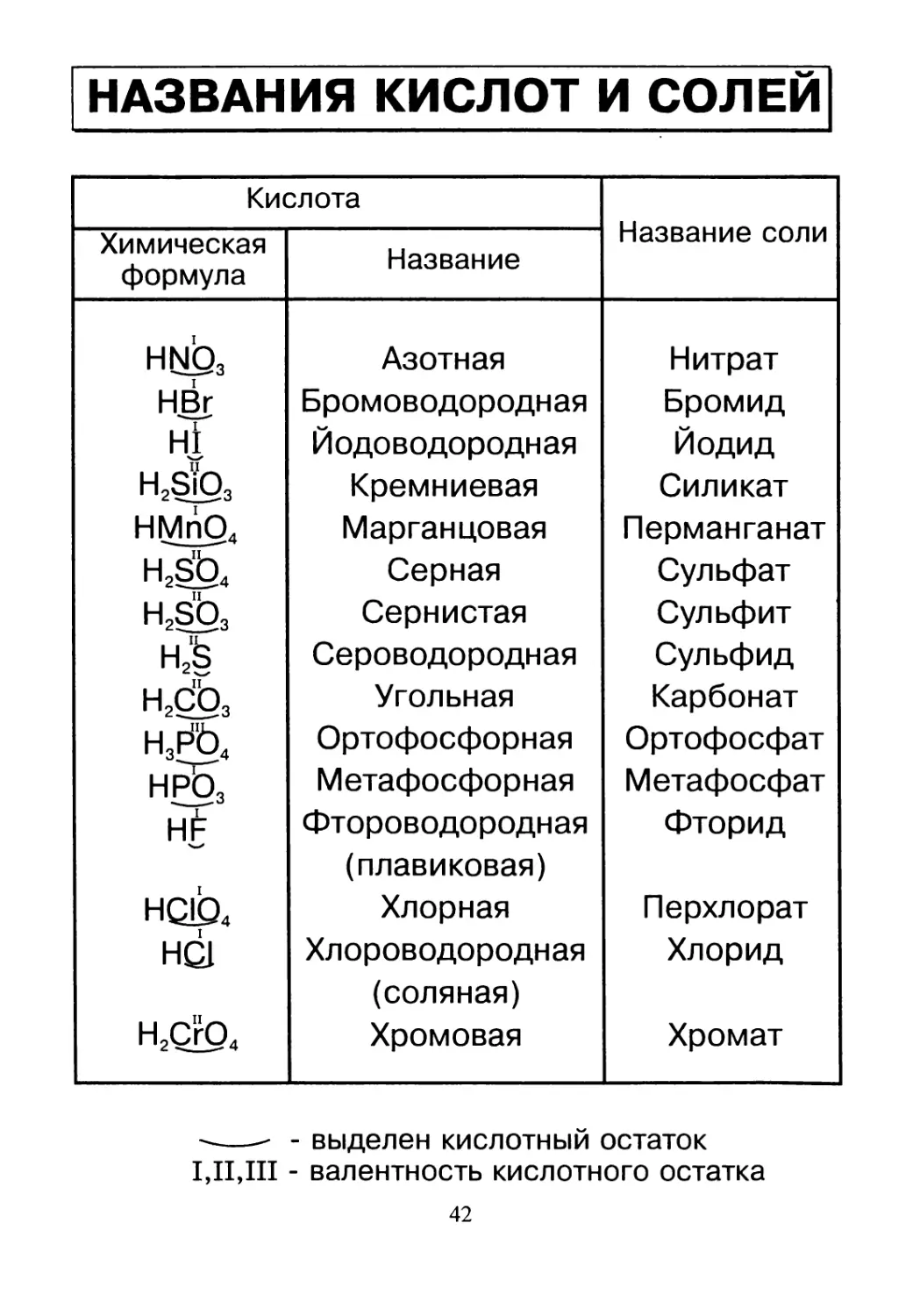
Ортофосфорная кислота. Является неорганическим соединением, которое обладает средней силой воздействия. Формула данного вещества – Н3РО4. По своему внешнему виду – это бесцветное вещество, иногда со светло-желтыми оттенками. Одной из особенностей состава является то, что при воздействии температуры выше 213 градусов Цельсия он превращается в пирофосфорную кисту, химическая формула которого – Н4Р2О7. Она замечательно растворяется в воде, этаноле и прочих растворителях. На 50% она состоит из хлористого цинка. Допускается наличие нерастворимого осадка в соотношении 0,001%, а также аммиака, около, 0,5%.

Ортофосфорная паяльная кислота
Соляная паяльная кислота. Состав соляной кислоты один из самых простых, так как ее формула представляет собой соединение хлороводорода HCl. Это очень сильная односоставная кислота, которую зачастую разбавляют водой. Иногда к ней добавляют цинк, чтобы улучшить свойства материала. Сами свойства во многом зависят от концентрации соединения. В чистом виде она практически не применяется, так как получается очень едкой. Если в составе имеются примеси железа, то он получает желтоватый оттенок. Может использоваться для пайки самых сложных металлов.

Соляная паяльная кислота
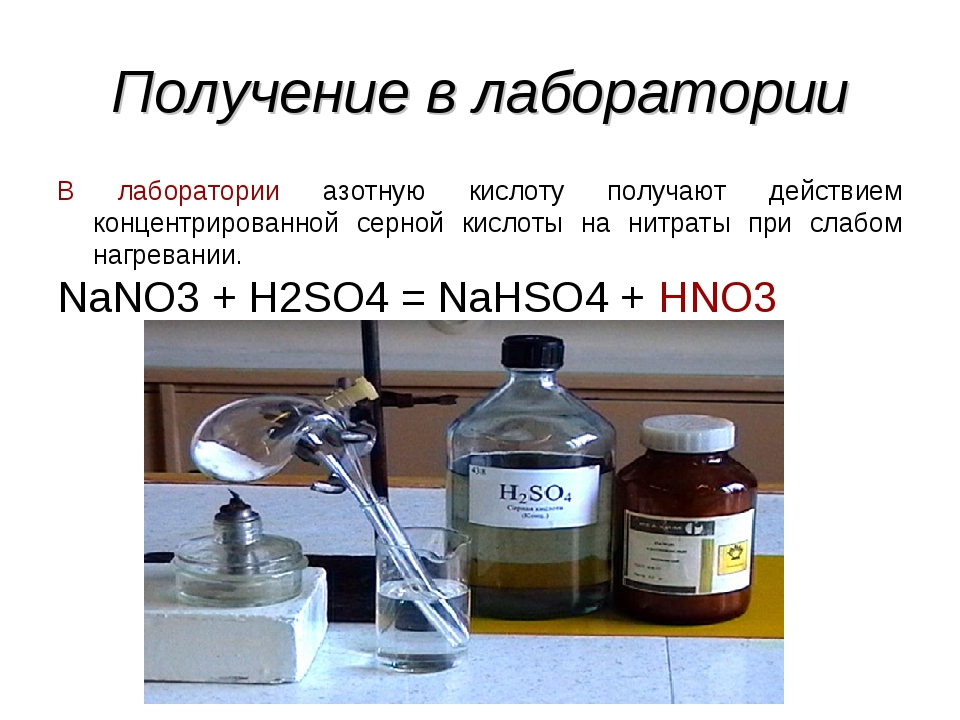
Серная паяльная кислота состав, формула которой представлена в виде Н2SO4. Внешне это серая маслянистая жидкость, которая не имеет запаха и цвета. Вещество зачастую разбавляют перед применением, для чего может послужить вода, или же серный ангидрид SO3. Помимо пайки это двухосновное вещество используется во многих других сферах, в том числе и в пищевой промышленности.
Соотношение кислоты и вещества, в котором она разбавляется, будь то вода, спирт, этанол или другой материал, может быть различным. Пределы лежат, примерно, от 25 до 85%. Иногда, если того требует технология, можно все разбавлять самостоятельно, имея соответствующие материалы.
Классификации флюсов для сварки
Все виды данных веществ обладают индивидуальными параметрами. Они различаются внешним видом, химическим составом, назначением, технологией получения. Внешне они бывают:
- в виде порошка;
- кристаллов или зерен;
- паст;
- газов.
Рекомендуем к прочтению Как пользоваться сварочным карандашом
Чаще всего используются порошкообразные и гранулированные формы.
По химическому строению они сохраняют инертность при высоких температурах. По способу получения делятся на:
- плавящиеся;
- неплавящиеся.
Первые используются для улучшения антикоррозийных свойств и внешнего вида шва. Вторые – для его прочности при сварке алюминия, других цветных металлов и углеродистых сталей. По назначению – улучшают химическое строение легированных сталей и механическую прочность заготовок.

Классификации соответствует марка, устанавливаемая предприятием-производителем. Технология получения зависит от химического строения. Неплавящиеся составы имеют основу керамическую. Получают их путем измельчения компонентов с использованием шаровых мельниц.
Мелкие фракции имеют зерно размерами 0,25-1,0 мм, нормальные – 3-4 мм. Первые используются при сварке тонкой проволокой, не превышающей диаметра 1,5 мм. В наименование флюса входит буква М. Среди компонентов встречаются марганец, кремнезем, оксиды некоторых металлов и ферросплавы.
Они способны усиливать процесс сварки и улучшать раскисление кромок заготовок. В результате шов получается мелкозернистый с минимальным содержанием вредных примесей. Проволока используется относительно дешевая.
К недостатку неплавящихся флюсов относится пропускающая влагу упаковка.
Плавленые составы применяются при автоматической сварке. При их изготовлении используется размол компонентов, в которые входят мел, глинозем, плавиковый шпат и другие вещества. Они смешиваются и плавятся в специальных газопламенных или электродуговых печах.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
Вазелин
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.



ВАЖНО ЗНАТЬ: Определение и виды сварки
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
Видео:
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Видео:
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
Как зачистить специальными составами?
Покупные средства для обработки от коррозии имеют насыщенный состав, содержащий активные вещества в высокой концентрации. Эти препараты помогут в тех случаях, когда имеет место запущенная коррозия с серьезным повреждением металла, охватывающая значительную площадь или повреждена поверхность серьезной техники, например, авто.
Средства могут быть как кислотосодержащие, так и бескислотные. Кроме основного действующего вещества, в состав готовых средств входят ингибиторы коррозии, загустители и другие дополнительные компоненты.
Перед применением преобразователя, поверхность необходимо подготовить:
- устранить загрязнения;
- счистить рыхлый слой ржавчины;
- обезжирить поверхность.
Hi-Gear Rust Treatment
Hi-Gear представляет собой преобразователь ржавчины, который справится даже с запущенной коррозией, так как проникает даже в глубокие слои материала. Наносится препарат путем распыления. В результате химической реакции ржавчина устраняется, а на поверхности образуется полимерный защитный состав.
Применение Hi-Gear требует аккуратности, так как состав способен вступать в реакцию не только с продуктами коррозии, но и с лакокрасочным покрытием. После воздействия преобразователя, его обязательно нужно смыть, используя для этого растворители на спирту.
Несмотря на высокую цену за флакон, покупка может считаться выгодной, так как расход у средства очень экономичный. Цена упаковки — около 700 рублей.

Fenom
Феном – преобразователь ржавчины, который часто выбирается автолюбителями. Средство хорошо распределяется на поверхности и создает плотный полимерный слой. Препарат является надежным средством, позволяя предупредить рецидив коррозии в месте обработки в течение многих лет.
Феном выпускается в компактной упаковке черного цвета, представляет собой жидкость белого цвета. Из-за маленького объема средства в одном флаконе, для обработки большой площади металла может понадобиться несколько флаконов.
Один из главных минусов – маленький объем. При покупке нескольких флаконов стоимость обработки значительно удорожается.
Плюсы использования:
- эффективность;
- доступная цена 1 флакона;
- создается защитный слой;
- быстрое и простое применение – нанесение кистью;
- качественная обработка металла путем комплексного воздействия.
Цена маленького флакона – около 150 рублей.

Kudo KV-70005
Kudo – структурный модификатор, который эффективно справляется с ржавчиной благодаря вхождению кислот. Препарат можно использовать для устранения небольших участков коррозии. Средство расфасовано в небольшие флаконы, удобно наносится кистью, которая идет в комплекте.
Благодаря тому, что состав Кудо не вступает в реакцию с лаками и красками, его можно без опаски применять на технике, в том числе при кузовных работах. После нанесения и прохождения реакции, на поверхности металла создается защитная пленка с цинком.
Цена за 15 мл — 120 рублей.

Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.
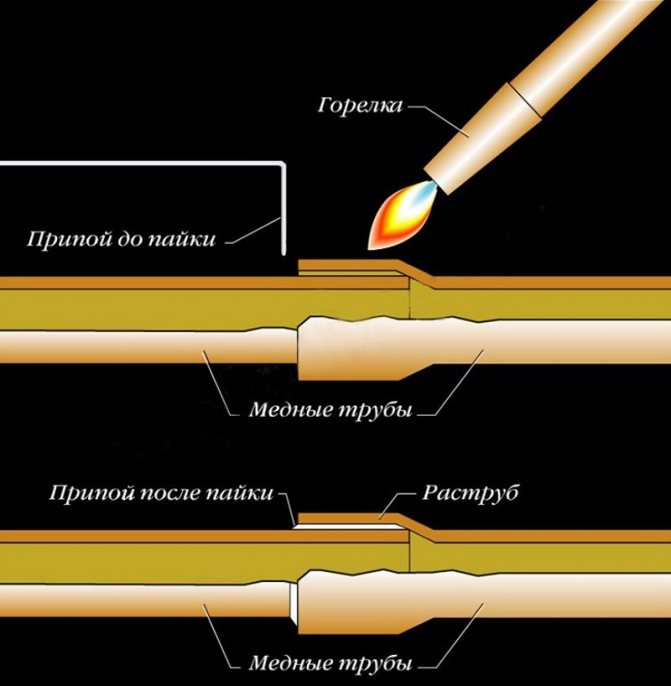
Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм







Чем может быть заменена паяльная кислота?
Существует не так много веществ, которые можно рассматривать в качестве альтернативы данной кислоте. Часть из них без проблем готовится в домашних условиях, хотя и не всегда при этом удается получить заданные свойства.
Одним из наиболее простых и доступных веществ, которые можно использовать вместо паяльной кислоты, является водный раствор обыкновенного аспирина. Для его получения необходимо просто взять таблетку, измельчить ее для более быстрого растворения, засыпать в емкость с водой и тщательно перемешивать до тех пор, пока не останется ни одной твердой частицы. Использование полученного раствора аналогично другим видам флюса. Несомненным преимуществом такого вещества является его абсолютная безвредность и безопасность.
Также можно применять лимонную или уксусную кислоту, однако они обладают не столь высокой эффективностью, как паяльная. Реализовываются они уже в разбавленном виде, поэтому никаких дополнительных манипуляций с ними проводить не требуется.
Еще один вариант – концентрированная соляная кислота. Она является одним из главных компонентов оригинального флюса, но может также применяться для изготовления паяльной кислоты в домашних условиях. Благодаря своей высокой агрессивности, она позволяет качественно избавиться от самых различных видов загрязнений и гарантирует надежную защиту. Однако она опасна для здоровья и может разъесть тонкие элементы, поэтому данные аспекты следует учитывать при пайке.
Хорошо зарекомендовал себя активный паяльный жир, который отлично справляется с загрязнениями. Также несомненным его плюсом является удобство использования и простота размещения на поверхности изделия. Однако, как и паяльная кислота, он относится к высокоагрессивным веществам, которые таят в себе опасность для здоровья человека и не рекомендуются для использования с тонкими изделиями из металла.
Достойной альтернативой паяльной кислоте является ортофосфорная. Она проста в использовании, доступна, хорошо справляется с оксидными, жировыми и прочими пленками и налетами, но при этом щадящее относится к металлам.
При отсутствии под рукой оригинальной паяльной кислоты можно самостоятельно приготовить ей замену в домашних условиях. Безусловно, у нее не будет столь богатого состава, однако она все равно отлично справится с поставленными перед ней задачами.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения
Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Хлористый цинк
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор
Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь
Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
Флюс-паста ВТС
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Что представляет собой дефект называемый кратер шва
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Популярные ошибки
Почему паяльной кислотой проще паять? Во время нагрева место пайки быстрее покрывается окислами так как чем выше температура — тем быстрее протекают химические реакции. Кислота тоже начинает быстрее разъедать эти окислы. Здесь кроется еще одна проблема. Кислота так же разъедает место пайки, помимо окислов. Это ухудшает прочность соединения.
Плохой пайке предшествуют множество ошибок:
- Перегрев. Флюс испаряется, не успевает принять участие в пайке. Такое происходит, когда выставляют температуру на паяльнике выше 300 градусов;
- Недогрев. Это происходит из-за малой площади нагрева, не понимания принципов паяльных работ или некачественного оборудования;
- Долгое касание паяльника к месту контакта. Пайка не должна продолжаться больше нескольких секунд. Иначе большая часть флюса испариться, а остальной припой соберется в комочек, и начет окисляться.
- Количество флюса и припоя. Переизбыток или недостаток компонентов – тоже критический фактор. Слишком много флюса — припой начнет растекаться, слишком мало — быстро испариться и не на полный участок хватит.
Необходимые инструменты и материалы для изготовления
Следует понимать, что паяльная кислота в домашних условиях будет иметь несколько иной состав, что в свою очередь делает ее более простой в производстве. Для ее приготовления требуются следующие материалы и инструменты:
- Банка или другая емкость для приготовления и смешивания (желательно стеклянная);
- Гранулированный цинк или вместо него можно применять стаканчики от старых батареек, которые содержат данный элемент;
- Вода, которая служит для разбавления концентрата;
- Концентрированная соляная кислота, которая является основным элементом и может растворять дополнительные примеси.
Материалы для кислоты для пайки своими руками
Технология создания кислоты для пайки своими руками
Первым делом подготавливается лабораторная емкость, в роли которой выступает стеклянная баночка, или другая фарфоровая и керамическая емкость. В нее следует поместить цинк или остатки от батареек. Только после помещения добавок в емкость помещается концентрат соляной кислоты

Заливать ее нужно очень осторожно, так как при попадании на руку можно получить химический ожог. Общий уровень жидкости в емкости не должен превышать ¾ от полного объема
Процесс смешивания соляной кислоты с цинком
Пропорции вещества, если есть точные измерительные инструменты, должны выглядеть следующим образом – на один литр соляной кислоты требуется 412 г. цинка. Естественно, что возможны небольшие отклонения, но они не должны быть слишком высокими.
Следующим пунктом, как приготовить паяльную кислоту, является ожидание окончания реакции. При контакте кислоты и цинка, металл начинает растворяться. Во время растворения выделяется водород, благодаря чему в жидкости образуются пузырьки.
Химическая реакция соляной кислоты и цинка
Также жидкость становится более прозрачной. После того, как все закончилось, полученную субстанцию следует перелить в другую емкость, которая плотно закрывается. Приобрести все материалы можно без проблем в магазинах, которые продают химические реактивы. Если использовать батарейки, то подойдут практически любые типа «ААА» и «АА».
Если вам требуется не сольно концентрированный материал, а нужно сделать что-то более слабое, что не обладало бы высоким уровнем агрессивности, то можно добавить воды, чтобы снизить концентрацию. Это также необходимо делать крайне аккуратно, чтобы не разбрызгать жидкость. Пропорции можно подбирать самостоятельно, в зависимости от особенностей пайки.
Как правильно приготовить паяльную кислоту в домашних условиях
В первую очередь нужно уделить внимание мерам безопасности, так как это очень опасное дело. При производстве на предприятиях, все делается в специальных шкафах, где реактивы смешиваются под вытяжкой и в защищенных от посторонних местах
Дома нужно обязательно использовать средства индивидуальной защиты, которые помогут защитить кожу, глаза, органы дыхания и прочие. Процесс растворения лучше всего производить вне помещения на открытом воздухе, или же обеспечить хорошее проветривание. Это необходимо из-за того, что в воздух активно выделяется водород. Поблизости также должен быть источник воды, для того, чтобы была возможность промыть поврежденный участок кожи, если случится несчастный случай. Желательно должна быть проточная вода из крана, лучше всего холодная, так как это слегка снизит уровень боли.
Если вещество было разлито на какую-либо поверхность, то его можно смыть при помощи раствора щелочи и воды. Не стоит забывать и о правильном хранении материала емкость должна быть герметичной, а хранить все следует в прохладном темном месте. Посторонние люди, которые не знают, как пользоваться паяльной кислотой, не должны иметь к ней доступа. Для флюса иногда применяется и чистая соляная кислота, без добавления примесей цинка, а также не разбавляемая водой. Такой флюс чаще всего применяется для материалов из железа.
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.