
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Как паять провода, чтобы качественно и надежно
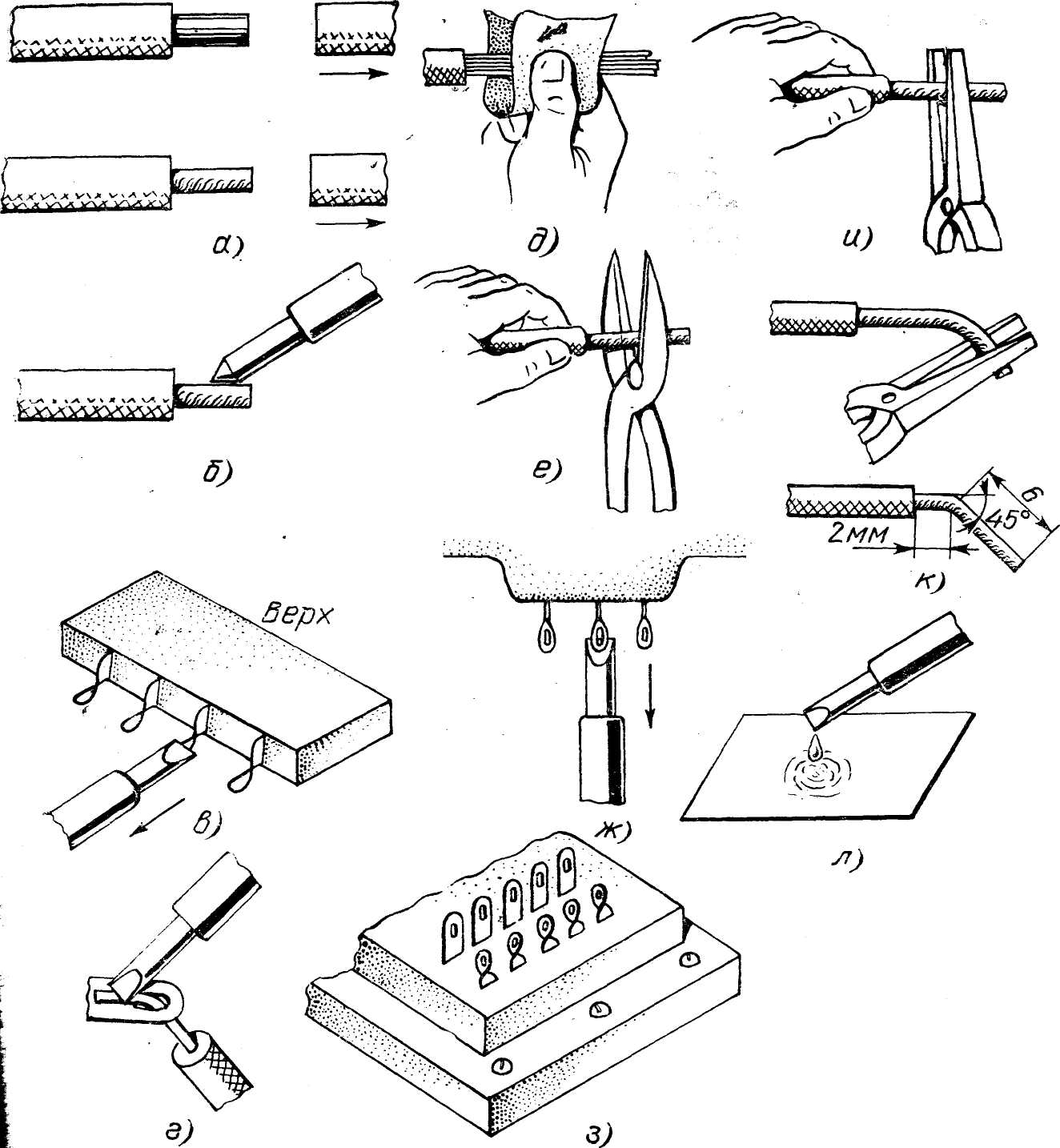
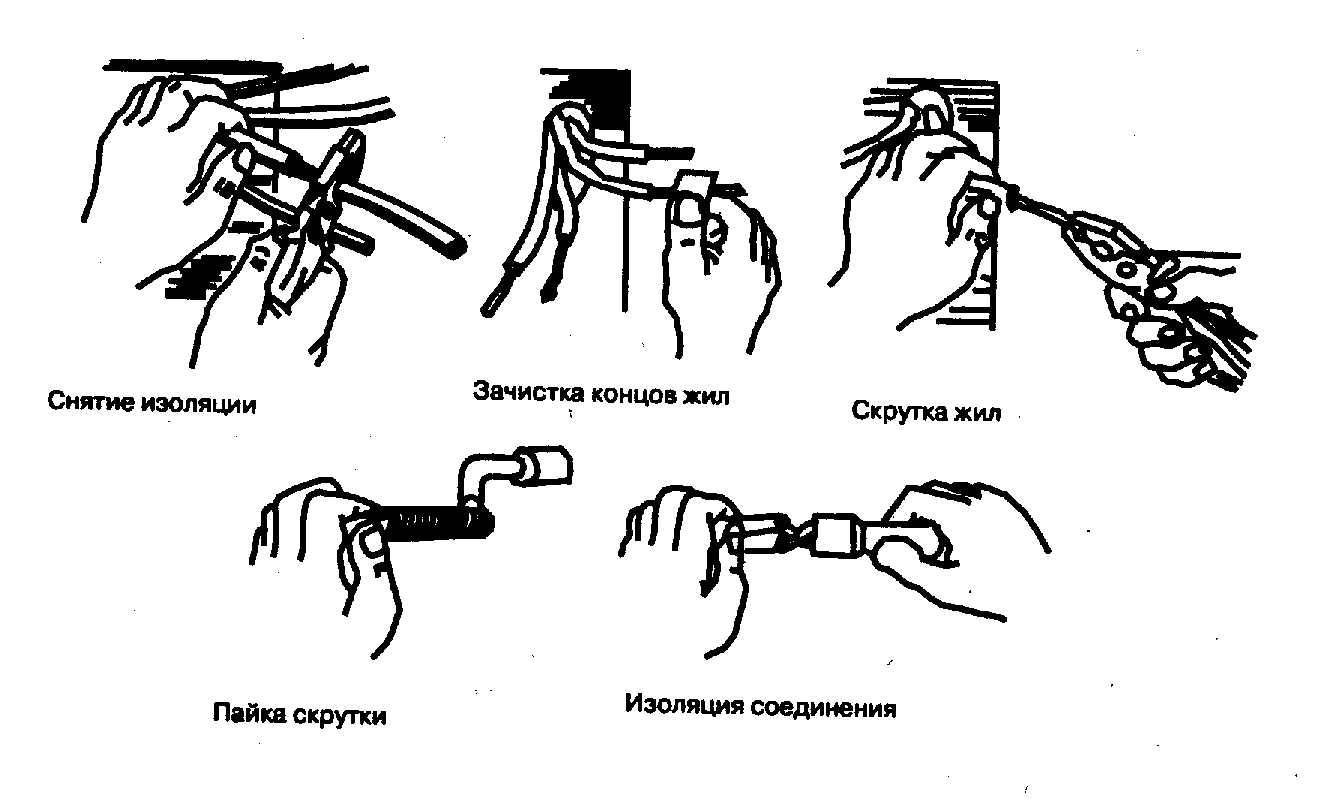
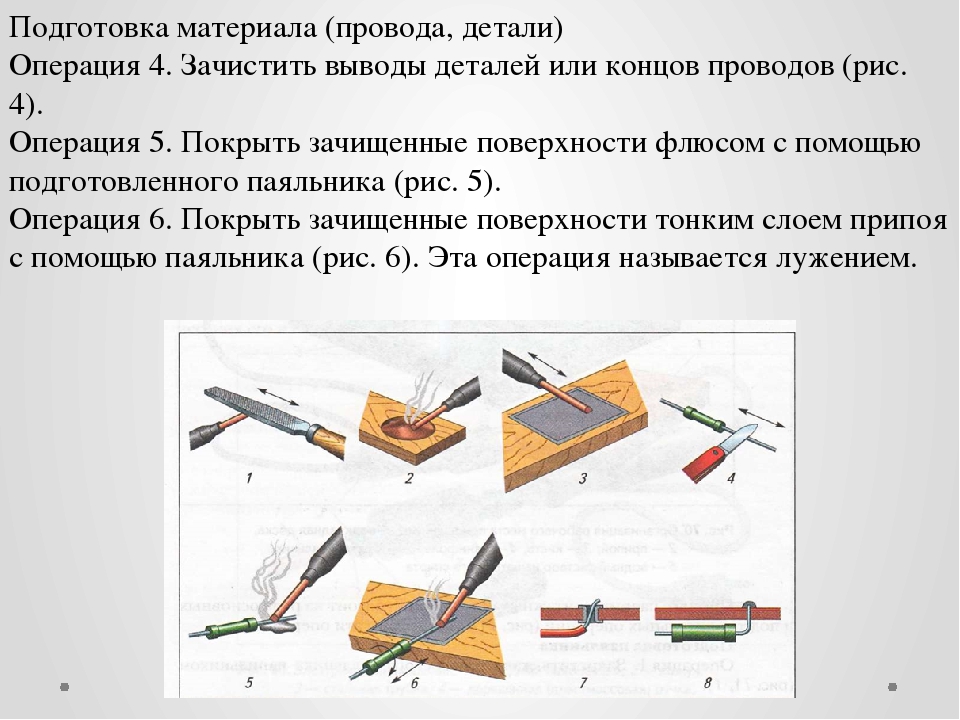
Следует знать, что не одно жало паяльника требует лужения. Спаиваемые провода, если они монолитные, также рекомендуется перед пайкой залудить. Лужение проводов осуществляется точно таким же способом, как и паяльника, только с них нужно предварительно снять слой изоляции.

Если нужно паять многожильные провода, то перед лужением их следует предварительно скрутить один с другим. Это позволит зафиксировать провода вместе, после чего осуществить их лужение и последующую пайку.

При этом нужно всегда следить за тем, чтобы флюс оставался на поверхности проводов в достаточном количестве. Дело в том, что канифоль быстро выгорает, из-за чего сразу же образуется пленка на поверхности проводов, которая мешает нормально осуществлять пайку.
Особенности рабочего органа паяльника
При паянии нагрев соединяемых деталей, флюса и припоя осуществляется от жала электропаяльника. У большинства приборов оно сделано из меди — металла с хорошей теплопроводностью. Этот материал легко обрабатывается, изменяет форму. К чистой меди хорошо прилипает расплавленный припой. Но появляющиеся окислы снижают адгезию. Поэтому возникает необходимость периодически их снимать.
В зависимости от нужной температуры нагрева, подбирают толщину рабочего органа и мощность инструмента. Если требуется спаять детали больших размеров, то используют паяльник с толстым стержнем. Для монтажа мелких элементов микросхем понадобится маломощный прибор с тонким жалом.
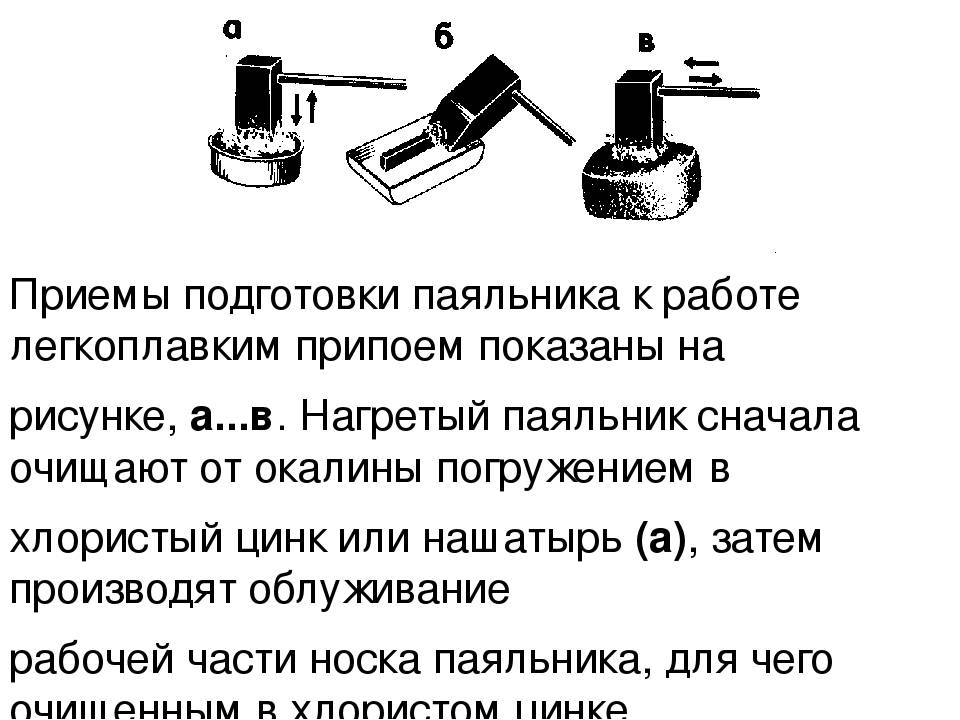
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой. Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
![]()
Жало паяльника.
Варианты обработки проводов
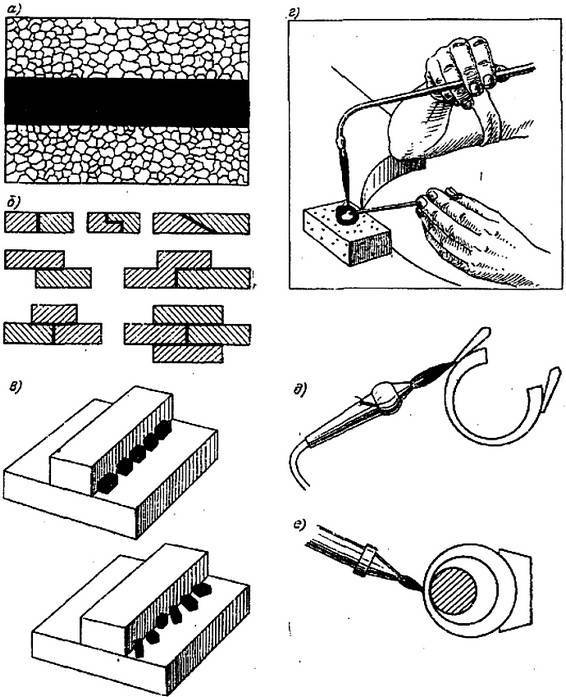
 Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Способы обработки проводов

Лужение с помощью деревянного бруска Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Лужение и пайка
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.
Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Как паять алюминий
Флюсы для пайки алюминия
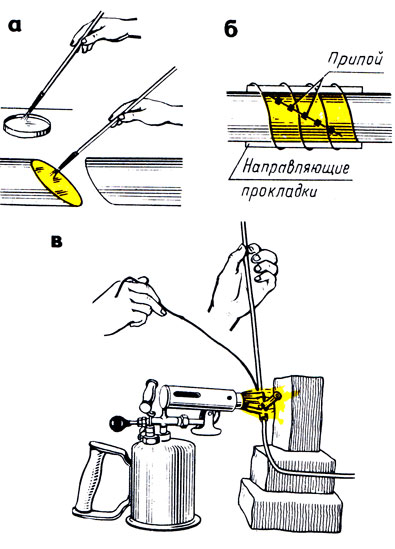
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А
Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого
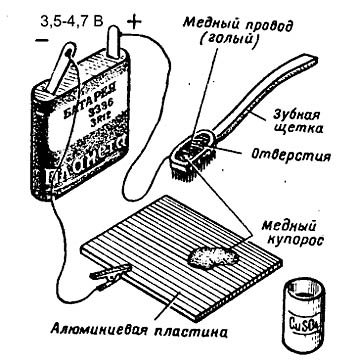
Омеднение алюминия для пайки
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.


Способы обработки проводов

Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Другие варианты паяльных паст
В общем основным компонентом в самодельных паяльных пастах выступает припой. Оно и понятно, поскольку в основном припой используется для пайки радиодеталей и изделий из цветных металлов.
Что же касается других компонентов, то их можно легко заменить. Например, можно добавлять масло пальмы в пасту или же солянокислый анилин. Увеличить активность паяльной пасты легко получится добавлением нашатыря (хлористого аммония). При этом пропорции нашатыря в пасте не должны превышать 5-10%.

Вместо сосновой канифоли при изготовлении паяльной пасты можно использовать популярный флюс ЛТИ-120. В общем вариантом изготовления самодельных паяльных паст для пайки вполне, чем достаточно.
Так, например, для осуществления тонких работ прекрасно себя зарекомендовала следующая паяльная паста, изготовленная своими руками.
Чтобы её сделать понадобится:
- Рафинированное растительное масло;
- Канифоль;
- Припой;
- Нашатырный спирт.

При изготовлении и использовании паяльных паст нужно придерживаться общих правил касательно техники безопасности
Некоторые компоненты выделяют вредные вещества, поэтому важно, чтобы в помещении для пайки была хорошая вентиляции
Источник
Варианты обработки проводов

Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке. Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Как залудить жало паяльника деревянным бруском?
Если на поверхности есть значительный слой окисла, а механически абразивами или напильниками ее снимать нельзя, хорошо помогает при лужении брусок или дощечка хвойного дерева.
- Брус расположить так, чтобы волокна древесины были сориентированы перпендикулярно движению при натирании.
- Включается питание, на дощечку выкладываются маленькие кусочки канифоли и ПОС.
- Нагревшийся стержень ставится в кусок канифоли, которая образует расплавившуюся лужицу.
- Наконечник накрывает олово. После расплавления начинается движение наконечника поперек волокон, не покидая пределов канифоли.
Слой окисла растворяется горячей канифолью, сплав втирается в поверхность.
Как сделать самостоятельно
Сейчас в интернете без труда можно найти инструкции о том, как сделать паяльную ванну своими руками. Самый простой метод таков. Нужно взять любую ёмкость из негорящего и неплавящегося (тугоплавкого) материала.
Затем опустить в эту ёмкость трубчатый электронагреватель (ТЭН), причём опустить так, чтобы он был на весу. В результате должна получиться эффективная ванна для лужения, работы с платами и расплавления припоя.
Другая инструкция предполагает использовать в качестве нагревателя старую электрическую плитку и прикрепить к ней, например, ковш, который можно будет затем нагревать до нужной температуры.
В конечном итоге все варианты того, как можно сделать паяльную ванну, сводятся к следующему. Нужна некая ёмкость, которая сама не будет плавиться при температуре плавления припоя, и некий нагревательный элемент. А в остальном мастер вправе действовать на своё усмотрение.
Области и особенности применения
Токсичность и вред хлорного олова стали причиной отказа от него работников медицины. Однако, кроме этой сферы, вещество используют в пищевой и промышленной областях. Хотя, следует отметить, что многие страны уже отказались от применения данного вещества для изготовления продуктов питания.
Пищевая промышленность
В пищевой промышленности хлорид олова используется достаточно давно. В международных стандартах его маркируют кодом Е512. Данная добавка выступает в качестве стабилизатора и эмульгатора. Часто используется для придания кондитерским изделиям устойчивой формы и увеличения сроков их хранения.
Хлорид олова также добавляют в соусы, т.к. он способен соединить и удержать вместе, добавляемые в них ингредиенты, например жиры и воду. Ниже представлен список продуктов, в которых может присутствовать хлорид олова (Е512):
- выпечка длительного хранения, например, кексы, круасаны или рулеты в упаковках;
- консервная продукция;
- джемы, конфитюры и желе;
- соусы, такие как майонез и подобные ему.

Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Другие сферы применения
Вторыми в списке тех, кто активно использует в своих целях хлорид олова, являются химическая и легкая промышленность. Вещество применяется для:
- производства стекла и керамики;
- отбеливания соли и сахара;
- обработки и окраски тканей из шелка и синтетики;
- изготовления мыла и косметических отдушек;
- при производстве лаков и красок.
Кроме этого из хлорида олова получают пропитку для обивочных тканей. Благодаря этому с мягкой мебели легко убираются различные загрязнения.




Хлорное олово используется при производстве лаков и красок
Если контакт, не совсем полезного, вещества с кожей будет минимален, то это не приведет к негативным последствиям, а вот употребление с хлоридом олова продуктов питания нужно исключить.
Паяльник с вечным жалом
Лужение так называемого «вечного» или несгораемого жала обычно вызывает затруднение (даже при использовании флюса). На форумах удалось отыскать методику, автор которой предлагает такую последовательность действий:
- Берётся лоскуток чистой хлопчатобумажной ткани, обильно смоченный в воде.
- Затем припой кладётся в баночку с канифолью, после чего переходят к лужению.
- Сначала горячим жалом следует пару раз пройтись по мокрой ткани, что позволит избавиться на короткое время от имеющейся на нём плёнки окисла.
- Не дожидаясь образования нового соединения, нужно быстро погрузить наконечник пальника в канифоль и утопить в ней комочек припоя, доведя его до расплавленного состояния.

Таким путём удаётся растворить в канифоли остатки окислов, которые тут же замещаются лудильным составом.
Делаем выбор
Сегодня производители предлагают множество моделей паяльных ванн для лужения и других работ, и непрофессионал может растеряться в этом многообразии
Чтобы правильно сделать выбор, учитывайте свои потребности и обращайте внимание на основные особенности ванн
Объём
Производители предлагают миниатюрные паяльные ванны. Они отлично подходят для нанесения припоя на концы проводов небольшого диаметра и работы с мелкими радиоэлектронными деталями. Важный плюс таких компактных ванн в том, что они занимают минимум места на рабочем столе.
В продаже представлены модели ванн увеличенного объёма. Их нередко называют тигелями (хоть это и не вполне корректно). В них можно расплавить большой объём припоя. Одну из таких паяльных ванн стоит купить, если вам приходится иметь дело с крупными деталями или обрабатывать провода больших диаметров. Представьте, сколько места займёт устройство на вашем столе, и решите, подойдёт ли оно вам.
Материал рабочего резервуара
Наибольшее распространение получили паяльные ванны с резервуарами из стали. Причиной тому послужило их, пожалуй, единственное достоинство — невысокие цены. У них есть и недостатки — на поверхности их резервуаров скапливается припой, они быстро загрязняются и сравнительно недолго служат.

Набирают популярность модели с резервуарами из керамики. Последние не смачиваются припоем и легко очищаются от скоплений шлама, и в этом их плюсы. Паяльные ванны с резервуарами из керамики дороже, чем модели с ёмкостями из стали, и это сдерживает их повсеместное распространение.
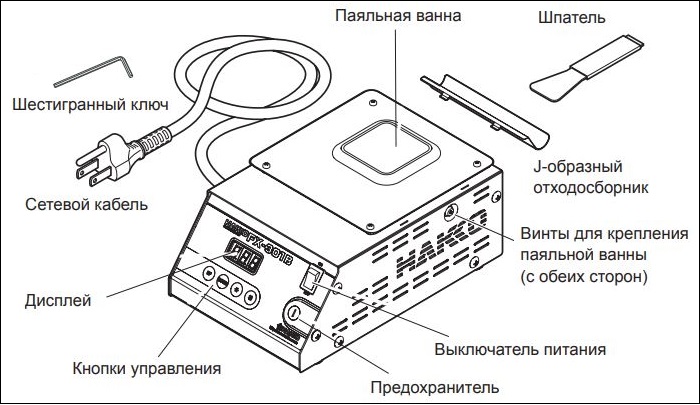
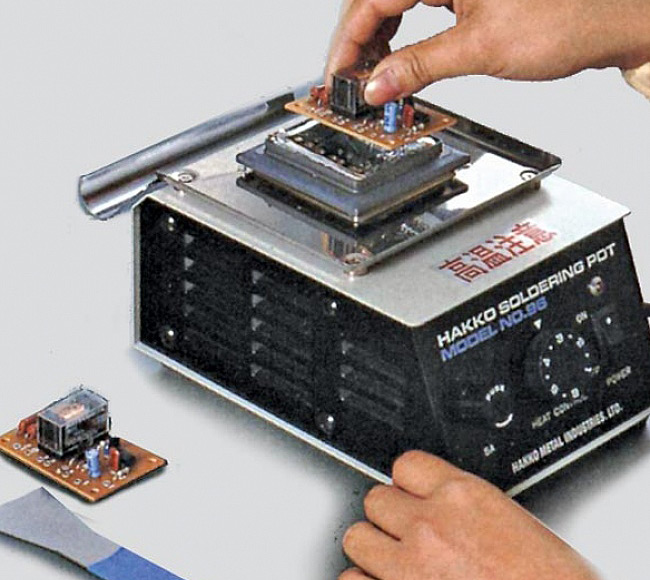
В последние годы производители стали применять комбинированные решения, делающие устройства максимально удобными. Так, у корпорации HAKKO можно купить паяльную ванну, сменный резервуар которой изготовлен из прочной нержавеющей стали и дополнительно обработан специальным жаростойким покрытием. Есть возможность менять резервуар. Такие устройства даже при их интенсивном использовании успешно служат не меньше 5 лет, а их цены при этом вполне доступны.

Функциональность и удобство
Обращайте внимание на такие особенности ванн, как:
наличие термометра, индикатора температуры и терморегулятора. Если они есть, вы сможете точно задавать необходимую рабочую температуру. Это позволит вам работать с припоями разных марок и предотвратит перегревание электронных компонентов
Обратите внимание на то, чтобы температура на индикаторе отображалась в градусах Цельсия, а не Фаренгейта;

наличие таймера. Если он есть, вы сможете чётко выдерживать временной режим обработки деталей;
наличие ёмкости, предназначенной для сбора отходов пайки. Если она есть, вам будет легко поддерживать свое рабочее место в чистоте, а значит, работа будет приятной и удобной. Ёмкость для сбора отходов, как правило, находится под ободком основного резервуара.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.

Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
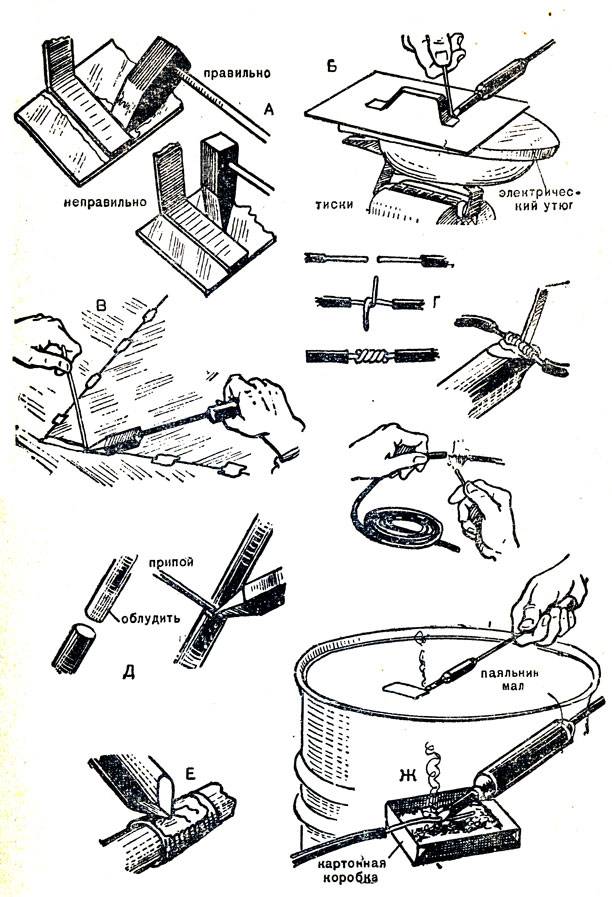
Подготовка и обслуживание паяльника
Домашний паяльный инструмент требует ухода. В процессе работы его жало выгорает, образуются неровности, которые следует периодически устранять.
Как правильно подготовить и облудить жало нового паяльника
Новый паяльник
Сразу выполнить пайку только что купленным инструментом не получится. Предварительно его нужно подготовить к работе. Перед тем как облудить жало нового паяльника требуется выполнить ряд последовательных действий:
- Удалить упаковку, осмотреть прибор.
- Придать кончику стержня необходимую форму (ковкой или напильником).
- Положить паяльник на подставку.
- Включить в сеть и прокалить жало до появления красновато-жёлтого оттенка. Этим достигается выжигание консервационного состава и окислов на внешней поверхности.
- Соскрести образовавшийся нагар.
Только после этого можно производить лужение рабочей зоны одним из способов, описанных ниже.
Обслуживание
От постоянного нагрева рабочий стержень покрывается окалиной. Это ухудшает передачу тепла от нагревательного элемента. Последовательность удаления окалины:
- Из холодного паяльника вытаскивают стержень.
- Мелкозернистой наждачной шкуркой удаляют образовавшийся рыхлый слой.
- Наклонив отверстием вниз, легко постукивают по нагревательной части для высыпания шлака.
- Устанавливают рабочий стержень в паяльник.
Инструмент питается от электрической сети 220 В при помощи шнура с вилкой. Перед работой следует обязательно проверять их состояние. Перелом провода или плохой контакт приводят к перебоям в работе или полному отказу.
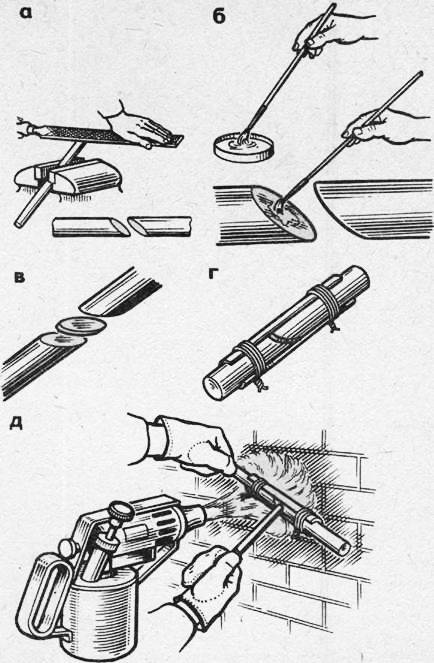
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.
Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.





Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
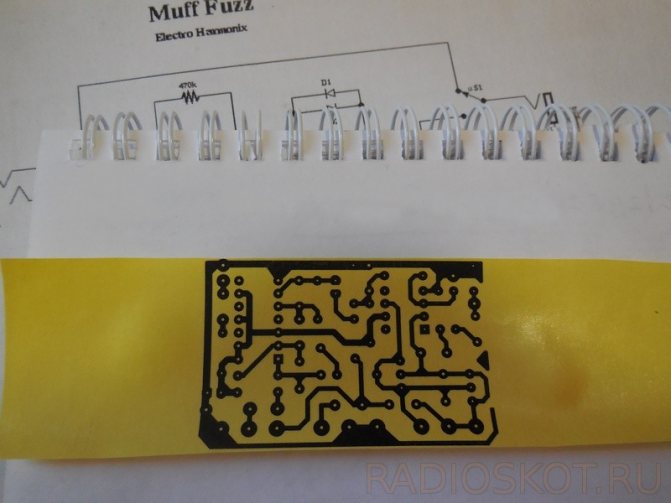
Печать рисунка платы
1) Печать рисунка на термотрансферной бумаге. Купить такую бумагу можно, например, на Алиэкспресс, там она стоит сущие копейки – по 10 рублей за лист формата А4. Вместо неё можно использовать любую другую глянцевую бумагу, например, из журналов. Однако качество переноса тонера с такой бумаги может оказаться гораздо хуже. Некоторые используют глянцевую фотобумагу «Ломонд», хороший вариант, если бы не цена – стоит такая фотобумага куда дороже. Рекомендую попробовать распечатать рисунок на разных бумагах, а затем сравнить, с какой из них получится самый лучший результат.
Ещё один важный момент при печати рисунка – настройки принтера. В обязательном порядке нужно отключить экономию тонера, плотность же стоит выставить максимальную, ведь чем толще слой тонера, тем лучше для наших целей.
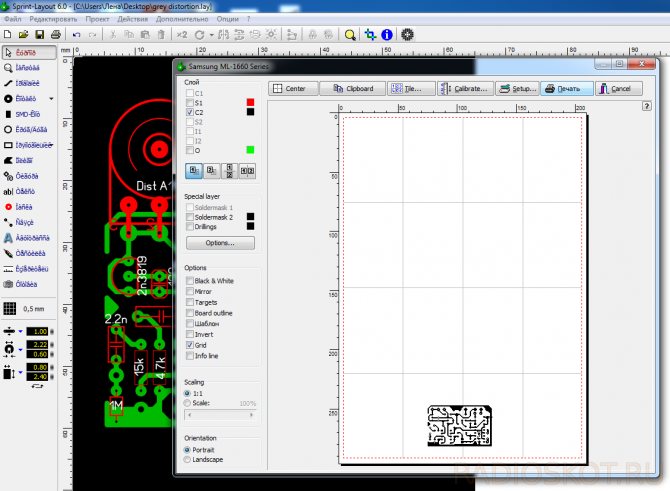
Также нужно учитывать такой момент, что на текстолит рисунок переведётся в зеркальном отображении, поэтому нужно заранее предусмотреть, нужно или не нужно отзеркалить рисунок перед печатью. Особенно критично это на платах с микросхемами, ведь другой стороной их поставить не удастся.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
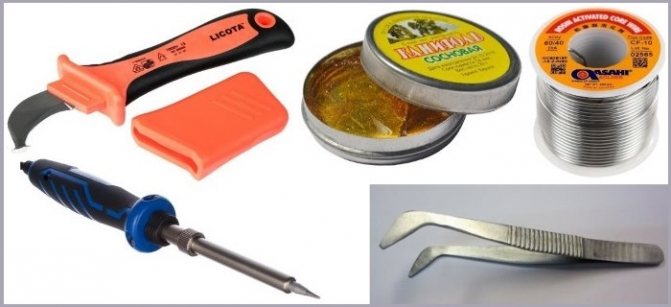
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.