
Виды флюса
Для разных сфер применения канифоль выпускается в чистом и разбавленном виде. Существует три вида флюсов на основе колофонской смолы: твердый, жидкий и гелеобразный. Более дорогими и сложными в производстве являются флюсы жидкого и гелеобразного типов.
Допустимо применение флюсов на основе канифоли к узлам небольшого размера, определенного состава металлов. Для обработки больших соединений, сложных сплавов, редких металлов и в промышленных масштабах используются другие виды флюсов.
- Твердый флюс — это канифоль в чистом виде. Он является самым популярным и имеет как несомненные плюсы так и минусы. Основной недостаток — неудобство, неточность нанесения в труднодоступные места спайки.
- Флюс на основе спиртового раствора, разводится в равных пропорциях спирта и твердой канифоли. Очень удобен при нанесении его кистью на поверхности деталей, которые будут соединяться с помощь спайки.
- Флюс из канифоли на основе геля. Вязкая консистенция позволяет точно дозировать наносимый состав, легко обработать самые сложные места соединяемых деталей. Гель высыхает дольше, по сравнению со спиртовым составом. Это дает некоторый запас времени для проведения спайки, он более пластичен и податлив, по сравнению с флюсом из твердой канифоли.
Жидкий или гелеобразный флюс наносятся кистью предварительно на места спайки и начинают работать без одновременного температурного воздействия.
Самостоятельное изготовление
Имеется возможность изготовить флюс для пайки алюминия своими руками. Для изготовления подойдут вещества, которые обладают хорошей растворяемостью и антиокислительными качествами. Когда готовят флюс для алюминия своими руками, то за основу берутся спирт, кислоты, масла.
Самый простой флюс можно приготовить, растворив воде таблетку ацетилсалициловой кислоты, наиболее известной под названием аспирин. Растворять таблетку следует до исчезновения осадка. Также можно использовать гранулы лимонной кислоты.
Хороший флюс можно получить, растворив в этиловом спирте канифоль. Поскольку она растворяется медленно, то ее следует измельчить как можно более тщательно. Для завершения растворения раствор следует оставить на некоторое время. Этот процесс можно ускорить, поместив раствор в стеклянную баночку и нагревать в водяной бане до температуры 80 градусов.
Преимущество флюса, полученного из растворенной в спирте канифоли, заключается в его нейтральности, что позволяет не смывать его остатки после окончания процесса пайки. Допускается растворение не в этиловом спирте, а в глицерине. Такой флюс будет более густым и удобным при применении.
Флюс-гель Rexant «BGA и SMD»
Данный флюс особенно подходит для тех людей, которые занимаются пайкой BGA компонентов, а также SMD чипов. Флюс широко применяется для ремонта компьютерной техники: ноутбуков, стационарных ПК, а также приставок и мобильных телефонов.

Поэтому если перед вами стоит задача паять именно BGA компоненты, то стоит свое внимание обратить именно на флюс-гель Rexant «BGA и SMD». Состав этого флюса подобран, таким образом, что он легко наносится на плату и не растекается на ней, что очень удобно и безопасно для компонентов
В процессе нанесения, флюс образует в местах пайки надежное антикоррозийное покрытие, которое имеет максимальную устойчивость к влаге. Флюс Rexant «BGA и SMD» не требует смывки, он легко наносится на место пайки тонким слоем в 0,5 мм, применять дозатор при его нанесении, совсем необязательно.
В состав флюса Rexant «BGA и SMD» входит более 20 различных химических веществ и микродобавок. Температура пайки данным флюсом составляет порядка 250 градусов. Емкость тюбика 12 мл.

Внимание! При попадании флюса на кожу рук, необходимо обязательно промыть кожу чистой водой с мылом
Плюсы и минусы флюса
Флюс обладает способностью защиты соединений из металла от их окисления, улучшая качество пайки и способствуя равномерному распределению припоя
Среди достоинств материала можно обратить внимание на такие:
- низкая температура плавления;
- небольшой удельный вес;
- хорошо и быстро растекается, смачивая поверхность рабочей поверхности;
- устойчивость к выгоранию и испарению;
- легкость удаления растворителем;
- не способствует развитию коррозии;
- совместимость с растворимыми жирами и оксидными пленками.
Нельзя не упомянуть и о некоторых недостатках флюса для пайки. Например:
- во время работы выделяются продукты взаимодействия, вредные для здоровья;
- гигроскопичность.
В связи с воздействием высокой температуры изменяется структура материала, его вторичное использование становится невозможным.
Обзор популярных марок
Ниже представлена таблица, в которой подробно рассматриваются наиболее популярные марки, их преимущества и недостатки.
| Марка флюса | Плюсы | Минусы |
| Средство ортофосфорной кислоты | Быстро спаивает практически любые материалы. Стоит недорого. | Токсичность. Образование ожогов при попадании на кожу. |
| Бура | Используется для образования сплавов при воздействии высокой температуры. | В результате требуется смывать флюс, иначе он разъест горелку. |
| Паяльный жир | Долго испаряется с поверхности паяльника, что говорит о его экономном использовании. Также практически не оставляет нагара. Дешевый. | Твердая консистенция. Ее сложно наносить, а также убирать, если обнаружены остатки. |
| ЛТИ 120 , ТАГС, ЗИЛ, флюс- гель ТТ , Ф64 | Возможность использования для спаивания различных материалов при разных температурах, стоят недорого. | Активные флюсы, их нужно отмыть после использования. |
| Канифоль | Неактивный флюс. Сплав не смыть после применения. Издает приятный запах во время нагрева. | Выделяется огромное количество дыма, если качество средства достаточно низкое. |
| СКФ 64 | Доступность, популярность, практически полное отсутствие дыма. | Сильно испаряется в процессе нагрева, начинает издавать характерный шипящий звук. |
| Amtech RMA-223 | Удобно наносится, хорошо соединяет материалы, считается неактивным средством – безотмывочным. | Много подделок, из-за использования которых образуется дым. |
| EFD NC-D500 6-412-A Flux- OFF Rexant | Неактивное вещество, не образует дыма, легко поддается пайке. | Высокая цена. |
| Униспа -3 | Раствор ортофосфорной кислоты, имеющий форму пасты , применяемой для нержавеющих сталей. | Стоит довольно дорого, возможны подделки. |
| Флюсы Interflux | Имеет различную текучесть, вязкость, характеристики, что позволяет использовать практически везде. | Высокая стоимость. |
| KINGBO RMA-218 | Хорошее средство, выпускаемое в виде геля или пасты. | Высокая стоимость. |
Таким образом, на основе таблицы можно понять, что средств для организации качественного сплавления материалов достаточно много.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.








Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.
Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Особенности пайки металлов
Паяльная кислота используется во многих случаях, перед работами важно следовать шагам:
- Грубые загрязнения, окисления металла очищаются наждачной бумагой или напильником.
- Аккуратно наносится флюс с помощью кисточки или специального дозатора, раствор находится в жидком состоянии, поэтому легко растекается по поверхности.
- Лужение происходит с нанесением припоя, изделия скрепляются между собой.
После окончания процесса необходимо удалить остатки раствора. Сделать это можно обычной мыльной водой или раствором соды.
Обзор популярных марок
Ниже представлена таблица, в которой подробно рассматриваются наиболее популярные марки, их преимущества и недостатки.
| Марка флюса | Плюсы | Минусы |
| Средство ортофосфорной кислоты | Быстро спаивает практически любые материалы. Стоит недорого. | Токсичность. Образование ожогов при попадании на кожу. |
| Бура | Используется для образования сплавов при воздействии высокой температуры. | В результате требуется смывать флюс, иначе он разъест горелку. |
| Паяльный жир | Долго испаряется с поверхности паяльника, что говорит о его экономном использовании. Также практически не оставляет нагара. Дешевый. | Твердая консистенция. Ее сложно наносить, а также убирать, если обнаружены остатки. |
| ЛТИ 120 , ТАГС, ЗИЛ, флюс- гель ТТ , Ф64 | Возможность использования для спаивания различных материалов при разных температурах, стоят недорого. | Активные флюсы, их нужно отмыть после использования. |
| Канифоль | Неактивный флюс. Сплав не смыть после применения. Издает приятный запах во время нагрева. | Выделяется огромное количество дыма, если качество средства достаточно низкое. |
| СКФ 64 | Доступность, популярность, практически полное отсутствие дыма. | Сильно испаряется в процессе нагрева, начинает издавать характерный шипящий звук. |
| Amtech RMA-223 | Удобно наносится, хорошо соединяет материалы, считается неактивным средством – безотмывочным. | Много подделок, из-за использования которых образуется дым. |
| EFD NC-D500 6-412-A Flux- OFF Rexant | Неактивное вещество, не образует дыма, легко поддается пайке. | Высокая цена. |
| Униспа -3 | Раствор ортофосфорной кислоты, имеющий форму пасты , применяемой для нержавеющих сталей. | Стоит довольно дорого, возможны подделки. |
| Флюсы Interflux | Имеет различную текучесть, вязкость, характеристики, что позволяет использовать практически везде. | Высокая стоимость. |
| KINGBO RMA-218 | Хорошее средство, выпускаемое в виде геля или пасты. | Высокая стоимость. |
Таким образом, на основе таблицы можно понять, что средств для организации качественного сплавления материалов достаточно много.
Принципы классификации

Каждый, кто занимается пайкой, должен иметь представление о том, какие флюсы существуют. Есть несколько общеизвестных и вполне доступных веществ, например, бура или канифоль, на основе которых делают другие составы.










Вообще же, виды флюсов разнообразны, как разнообразны материалы деталей и способы пайки. Подходы к классификации отображает ГОСТ. Деление на группы происходит по нескольким признакам:
- температурному диапазону применения;
- виду растворителя (спиртом или водой растворяются флюсовые вещества);
- виду активатора (основное вещество, вызывающее защитные процессы);
- физическому состоянию (порошок, жидкость, паста, гель).
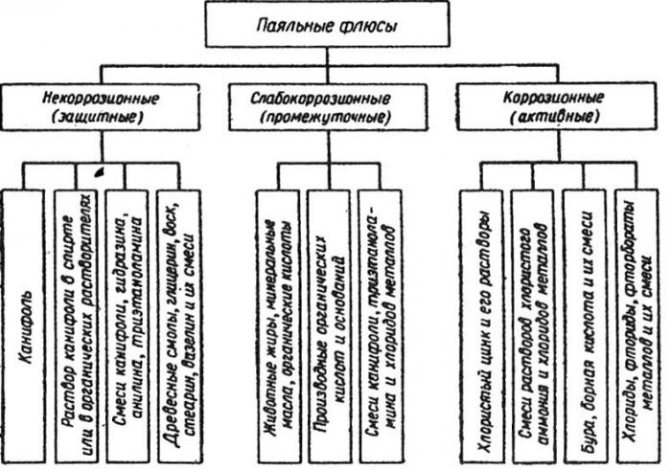
Флюсы проявляют максимальную активность в разных диапазонах температур. Одна группа рекомендована для пайки при относительно низких температурных показателях, до 450 ℃; вторая – при температурах, превышающих указанное значение.
Существует также деление флюсов по механизму действия, тесно связанному со свойствами активатора. Реакции взаимодействия с материалами деталей могут иметь химический или электрохимический характер. В некоторых ситуациях флюсы обеспечивают только защиту, в других оказывают реактивное действие.
Несмотря на разнообразные характеристики составов, требования к ним едины. Средство должно обладать строго определенной текучестью, чтобы состав покрывал рабочую площадь деталей, но не вытекал за ее пределы.
Препараты не должны вступать в неконтролируемые реакции. Флюс всегда должен иметь меньшую плотность и способность к адгезии (прилипчивость), чем масса припоя.
Флюсовые компоненты не могут подлежать выгоранию или испарению. Очень важна заключительная стадия. Нужно иметь возможность после окончания работы легко очистить место пайки от налета.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто – канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино – канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Читать также: Как проверить работоспособность реле регулятора
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.








В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Чем заменить флюс для пайки
Если необходимый флюс по каким-то причинам отсутствует, его можно заменить следующими подручными веществами:
- Водный раствор аспирина;
- Лимонная кислота;
- Уксус;
- Канифоль с обычным свиным жиром.
Все данные подручные средства хоть и не обладают всеми достоинствами специализированных составов, но при правильном использовании пайка с их использованием будет достаточно качественной и надежной.
Таким образом, разобравшись с тем, что собой представляет паяльный флюс, и для чего он нужен, можно сказать, что его применение является неотъемлемым этапом в технологии паечных работ, без которого получаемое соединение будет ненадежным и недолговечным.
В заключение
Правильный подбор подходящих расходных материалов при выполнении пайки является гарантией качественно выполненной работы. Помимо выбора хорошего флюса требуется выбор соответствующего характеру пайки припоя, насадки для фена, жала паяльника, прочего.
Даже применяя в работе наиболее передовые паяльные станции при наличии неподходящего флюса, припоя или жала, в итоге можно получить совершенно не тот результат, на который рассчитывалось. Достаточно утекло воды с тех пор, когда специалистами активно применялись классические паяльники мощностью до 60 Вт с самодельным, выточенным напильником медным жалом, а также обычная канифоль в качестве флюса. В настоящее время применение такой материально-технической базы оказывается крайне неэффективным.