
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла.
Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность — 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
Паяльные пасты могут быть нанесены двумя способами: каплеструйным и трафаретным. Первый основан на использовании диспенсеров, а второй — на применении трафаретных принтеров.
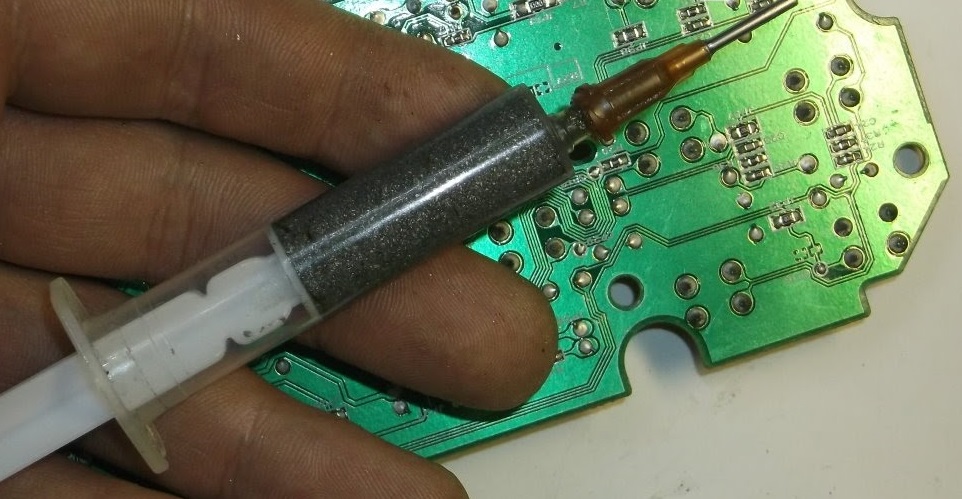
Диспенсерная печать — способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе. В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты — шприц.
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом — ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от -20 до +5°С.
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Паяльная кислота своими руками

При проведении пайки для предварительной обработки поверхности деталей во многих случаях используют флюсы кислотного характера. Степень активности материала подбирают в зависимости от типа металла и меры его загрязнения.
В продаже есть различные средства, состав которых подобран с учетом специфики предстоящей работы. Можно сделать паяльную кислоту в домашних условиях самостоятельно.
Для этого потребуется определенные знания, элементарное умение делать химические составы и небольшая сумма денег для приобретения компонентов.
Характеристики, состав и свойства
Необходимо точно знать, из чего должен состоять материал, и только потом приступать к его производству. В кислоту для спаивания входят:
- присадка смачивающая;
- хлорид амония;
- деионизированная вода;
- хлорид цинка;
- соляная кислота.
Паяльная кислота, созданная самостоятельно, может состоять из других компонентов. Необходимо только сделать все для того, чтобы флюс обладал всеми необходимыми свойствами.
Следует обеспечить высокую активность данного материала.
Он должен за минимальное количество времени вступить во взаимодействие с необходимыми материалами, а также уничтожить все вещества, которые не дают нормально спаиваться.
Однако стоит учитывать, что мелкие детали при действии кислоты могут пострадать и испортиться. Такие же свойства имеются и у паяльного активного жира.
У кислоты довольно неприятный запах, поэтому когда человек вдыхает его, то его здоровье может пострадать. Именно поэтому при работе с данным материалом обязательно рекомендуется пользоваться респиратором.
https://youtube.com/watch?v=ifD4P0e95FY
Ну а помещение для работы необходимо постоянно проветривать.
Необходимо обезопасить руки, кожные покровы и слизистые от попадания кислоты, нужно, чтобы заготовка попадала только в необходимые для спаивания места.
Материалы и инструменты для изготовления кислоты
Необходимо знать, что кислота для спаивания, сделанная самостоятельно, будет несколько другого состава, нежели покупная. Однако она будет более простой. Чтобы приготовить такую кислоту, необходимо пользоваться некоторыми приспособлениями:
- Стеклянная емкость или банка для замешивания и приготовления материала.
- Цинк в гранулах или стаканчики от использованных батареек с содержанием данного элемента.
- Водопроводная чистая вода.
- Соляная кислота концентрированная, которая способна растворять ненужные примеси и вещества.
Основные этапы работ
Полученный порошок автор смешивает с солью. Причем нужно использовать только соль крупного помола (мелкая не подойдет). После этого измельчаем порошок пестиком.

Далее готовый порошок заливается водой — нужно несколько раз промыть осадок. Потом осадок надо отжать и высушить на батарее (около 10 минут). слипшиеся комочки растираются в мелкий порошок.
Cоветуем: Как сделать хомутатель с электрическим приводом
На следующем этапе порошок нужно разделить на фракции. И для этого автор использует крахмал, из которого надо сделать жидкий кисель. Перед тем, как добавлять порошок, его нужно разбавить водой, иначе будут комки.







Крахмал можно заменить желатином, комочков гарантированно не будет, но придется ждать пару часов, пока желе остынет и схватится.
В конечном итоге получаем мелкий осадок и крупный осадок. Пересыпаем их по разным коробочкам. Для пасты, конечно же, лучше использовать мелкий порошок.

Как правильно использовать
После покупки паяльного жирового состава останется узнать правила его применения. Чтобы подобный флюс для пайки выполнил свою задачу, нужно выполнить такие шаги:
- Обеспечить хорошее проветривание помещения, защиту для органов дыхания.
- Подготовить поверхность, зачистив ее и обезжирив.
- Сделать лужение. Жало паяльника перед этим сначала помещается во флюс, а уже потом берется немного специального припоя. Расплавленное олово поможет припою лучше распределиться.
- Поверхность, на которой будет производиться пайка, тоже покрывается жиром. Слой должен быть тонким, но достаточным, чтобы покрыть собой все неровности и зазоры.
- Поверхность пайки нагревается жалом паяльника, из-за чего нагреется и жировой состав. При плавлении он устранит окислы, растягиваясь по поверхности. Когда флюс полностью выгорит, останется пленка, которая защитит металл от коррозии и окисления. Теперь можно наносить припой.
- Детали, которые должны быть спаяны, соединяются друг с другом. На них припой накладывается толстым слоем. Он покрывает собой весь шов с небольшим запасом.
Останется только очистить место пайки от следов жирового флюса. Для этого используется изопропанол или бензин.
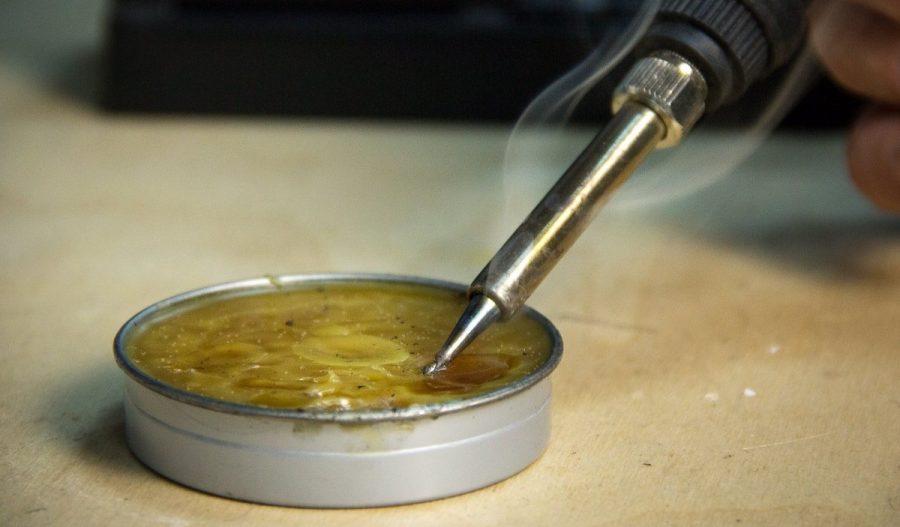
Перед началом работы стоит также проверять, не испортился ли паяльный жир. Для этого немного флюса помещают на металл, а потом прогревают. Влага испарится, останется белый налет, который тоже должен начать плавиться и растягиваться ровным слоем. Но иногда этого не происходит, налет начинает стягиваться в шарики. Это значит, что пользоваться жировым составом больше нельзя.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах.
- Флюсы.Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.
В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:
- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда.
- Верстаки для лужения и выполнения вспомогательных работ. Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
После подготовки можно проводить лужение деталей.
Способ третий (на растительном масле)
Множество людей рекомендуют использовать для припойной пасты-флюса масло из косточек пальмы. Оно само по себе уже обладает подходящей консистенцией, дает возможность производить самую филигранную пайку при выполнении электротехнических работ.
Повысить активность данной припойной пасты можно добавлением хлористого аммония (нашатыря). Дозу добавки меняют от 5% до 10%. Отдельные домашние мастера считают важным вводить в паяльную массу еще анилин солянокислый.
Необходимо взять 100 граммов простого растительного масла.
Лучше применять рафинированный продукт: он очищен от включений, не станет запенивать припойную пасту при увеличении температуры. Потребуется еще 300 граммов чистого говяжьего жира. Желательно брать перетопленный жир, не содержащий включений волокон и соединительных тканей.
Главный ингредиент домашней припойной пасты – канифоль. Ее потребуется 500 граммов
Все это необходимо объединить в фарфоровой чашке, осторожно смешать, нагревая на водяной бане до абсолютного расплавления

В получившуюся смесь необходимо добавить 100 граммов тонкоизмельченного хлористого аммония, размешивая до растворения. Нагретую припойную пасту необходимо сразу же поместить в банку для дальнейшего хранения. Оставлять смесь в чашке нежелательно.

Особенности состава и преимущества
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь. Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь. Сюда же могут выборочно входить:
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- Содержание галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.
Рецепты приготовления
Иногда, при ремонте электроприборов в домашних условиях, возникает крайняя необходимость в создании паяльной смеси своими руками. Сам процесс изготовления не требуется больших усилий и средств, главное иметь в наличии нужный материал и соблюдать последовательность действий.
Для получения нейтрального паяльного жира, необходимо канифоль поместить в емкость, довести до стадии расплавления. Затем, помешивая, добавить стеарин. Во время остывания массы можно определить ее вязкость. При быстром затвердении жира процедуру повторяют, добавляя стеарин до получения нужной консистенции.
Приготовление активной смеси в домашних условиях является процессом непростым, требующим точного процентного соотношения всех компонентов. Для жира необходимо:
- воды – 2%;
- технического вазелина – 10%;
- хлористого цинка – 10%;
- пасты ГОИ 54 – 78%.
В посуду из фарфора всыпают порошок из хлористого цинка, заливают водой и не спеша, аккуратно размешивают. В полученную массу добавляют технический вазелин. Все перемешивается до образования однородной жидкости.
В полученную эмульсию не большими порциями вводят пасту ГОИ. Готовую смесь тщательно размешивают для равномерного распределения всех компонентов, помещают в банку.
Важным условием при ремонте аппаратуры с использованием паяльных смесей является стабильное качественное соединение деталей. Иногда, чаще всего у начинающих паяльщиков, получается брак при пайке контактных узлов.
Причиной этому может служить нарушение химического состава флюса, когда удельный вес превышает установленную норму, и в процессе действия вещество не всплывает на поверхность. Растворяясь в деталях, не лучшим образом на них влияет.
Чтобы избежать таких ситуаций, перед началом работы необходимо проверить паяльный жир на пригодность. Для этого смесь наносят на пластину основного металла, разогревают на небольшом огне.
Появившийся белый налет после испарения влаги, должен плавиться и плавно растекаться. Если жир собирается в шарики, это говорит о его непригодности.









Для проверки нейтральности смеси, приготовленной в домашних условиях, необходимо один грамм вещества нанести на бумагу.
В образовавшееся пятно ввести каплю кислотно – щелочного индикатора, который быстро проведет наглядное исследование. При правильной концентрации компонентов, вещество свой цвет не меняет.
Людям, которые хоть раз паяли, известно, что для этого процесса необходим паяльник, припой (олово) и флюс. Паяльный жир – одна из разновидностей флюса, который имеет свои отличительные особенности и используется при определенных типах паяния. Обычно это вещество применяют опытные профессионалы данного процесса, а новички останавливают свой выбор на канифольном материале.
Важные технические характеристики
Если вас интересует вопрос, какую паяльную пасту выбрать, то необходимо обратить внимание на физико-химические свойства смеси. Они зависят от наличия связующих компонентов, влияющих на консистенцию, клеящие параметры, уровень адгезии
К таким свойствам относят:
- состав элементов – присутствие или отсутствие свинца, наличие легирующих добавок;
- величина припойных частиц по IliS;
- форма частичек, что влияет на возможности дозировки;
- вязкость, влияющая на технологию нанесения – потребность в дозаторе или трафарете;
- уровень паяемости, определяемый окисленностью и загрязненностью припойных частиц.
Если безотмывочные пасты не вызывают коррозии, то водосмывные способны вызвать такие процессы на месте пайки, поскольку включают в себя некоторые органические компоненты.
Варианты изготовления
Исходя из типа производимых работ, для изготовления состава можно воспользоваться одним из нескольких способов, описанных ниже.
Способ первый
- Берем пруток олова и надфиль (напильник) и начинаем точить олово в крошку.
- Затем высыпаем полученные опилки в емкость.
- Чтобы соединить опилки, нам потребуется паяльный жир либо густой флюс. Флюса необходимо брать небольшое количество, иначе можно испортить припойную пасту.
- Помещаем паяльный жир в посуду вместе с опилками и начинаем смешивать (как тесто). Перемешивать нужно тщательно до получения густой и однородной консистенции.
- Под конец нам необходимо добавить в полученную массу флюс из глицерина. Как и в первом случае, не надо применять флюс в большом объеме – хватит и пары капель.
- Еще раз тщательным образом перемешиваем.
Наша припойная паста готова. Хранить ее можно в шприце либо в плотно закрытой баночке. Это даст возможность пользоваться пастой в течение продолжительного времени. Подобный способ хранения очень полезен, когда вы приготовили припойную пасту в большом объеме и собираетесь использовать часто.
Способ второй
Подготовка куска припоя для плавления
- Разрежьте кусок на кусочки либо полоски. Соорудите емкость для плавки из алюминиевой фольги. Сделайте «миску» либо «лодочку». Сверните фольгу в несколько слоев так, чтобы свинец не просачивался и не портил ваш духовой шкаф (печь).
- Произведите тепловую обработку припоя. Поместите лодочку из фольги в духовку. Вам необходимо довести твердый кусок припоя до жидкого состояния.
- Измельчение припоя
- Посредством напильника измельчите полученный кусок в мелкий порошок.
- Имейте в виду, что при сильном трении опилки будут чересчур крупными. Обязательно используйте перчатки и защитную маску.
- Тщательно перемешайте полученное сырье с флюсом. Припойная паста готова.
Способ третий (на растительном масле)
Множество людей рекомендуют использовать для припойной пасты-флюса масло из косточек пальмы. Оно само по себе уже обладает подходящей консистенцией, дает возможность производить самую филигранную пайку при выполнении электротехнических работ.
Повысить активность данной припойной пасты можно добавлением хлористого аммония (нашатыря). Дозу добавки меняют от 5% до 10%. Отдельные домашние мастера считают важным вводить в паяльную массу еще анилин солянокислый.
При осуществлении тонкой работы прекрасно показала себя припойная флюсовая паста, изготовленная дома собственными руками из наиболее доступных средств.
Необходимо взять 100 граммов простого растительного масла. Лучше применять рафинированный продукт: он очищен от включений, не станет запенивать припойную пасту при увеличении температуры. Потребуется еще 300 граммов чистого говяжьего жира. Желательно брать перетопленный жир, не содержащий включений волокон и соединительных тканей. Главный ингредиент домашней припойной пасты – канифоль. Ее потребуется 500 граммов
Все это необходимо объединить в фарфоровой чашке, осторожно смешать, нагревая на водяной бане до абсолютного расплавления. В получившуюся смесь необходимо добавить 100 граммов тонкоизмельченного хлористого аммония, размешивая до растворения
Нагретую припойную пасту необходимо сразу же поместить в банку для дальнейшего хранения. Оставлять смесь в чашке нежелательно.
Вариант четвертый (на минеральном масле)
- Мелкие радиодетали удобно паять посредством самодельной флюсовой пасты из 2-х ингредиентов. Для ее самостоятельного приготовления необходимо взять какое угодно минеральное масло (продукт нефтепереработки) в объеме 900 граммов.
- Оно не должно заключать в себе веществ кислотного характера. В масло необходимо помаленьку ввести 100 граммов хлористого аммония, растирая состав до гомогенного состояния.
- Подготовленный продукт сразу же поместите в герметичную посуду.
- Отдельным мастерам нравится работать с вязкими растворами. Для подобных моментов рекомендуется хлорид аммония в обозначенной пропорции развести в керосине.
Вариант пятый (для лужения пайки и меди)
Для изготовления подобного состава понадобятся следующие составляющие:
- прут оловянно-свинцового припоя;
- паяльный жир.
Посредством напильника, надфиля или механической насадки на электродрель необходимо размельчить прут в мелкую крошку и перемешать ее в одинаковых пропорциях с паяльным жиром, нагревая на водяной бане. Когда состав приобретет гомогенную консистенцию, его помещают в большой медицинский шприц.
Паяльная паста своими руками для пайки

Все, кто занимался пайкой, знают, что для этой процедуры требуется олово (припой) и флюс. Существует много разновидностей последнего, которые подбираются в зависимости от технологии процесса, паяльный жир – один из них. Одна часть новичков и любителей, предпочитают использовать канифоль или паяльный флюс, поскольку считают такой способ более удобным. Другие просто не знают о существовании паяльного жира и его отличительных качествах.
Чтобы устранить этот пробел в знаниях, давайте рассмотрим, что представляет собой это вещество, какими свойствами оно обладает, а также узнаем его область применения.
Что это такое
Данный вид флюса довольно специфичен, он активно применяется профессионалами и практически не используется новичками, хотя существенно помог бы последним поднять качество пайки.
За счет специального химического состава консистенция вещества несколько схожа с жировыми отложениями (см. рисунок 1), что и дало ему соответствующее название.
Рисунок 1. Паяльный и животный жир имеют только внешнее сходство
Состав и свойства
Существует два вида паяльного жира: активный и нейтральный (их обзор будет представлен ниже), каждый из них обладает определенным составом (ГОСТ 19250-73, ТУ 36-1170-79) и свойствами.
В качестве основы для изготовления нейтрального жира используется смесь канифоли и стеарина. Благодаря свойствам этих материалов, флюс не только растворяет оксидную пленку на соединяемых поверхностях, а и обеспечивает легкий и мягкий процесс пайки. Повышается текучесть припоя, что способствует его равномерному распределению и проникновению в любую неровность или щель. Поскольку данное вещество обладает хорошей растворимостью, смыть его с платы можно обычной водой или любым органическим растворителем.
Принцип действия нейтрального жира следующий: по мере того, как паяльное жало нагревает его, он переходит в жидкое состояние, после чего полностью выгорает, образуя при этом защитную пленку, которая препятствует окислению.
Рисунок 2. Применение нейтрального жира
Назначение: данный тип используется совместно с легкоплавким припоем, его задача – растворить оксидную пленку в месте соединения. Для алюминия или сплава на его основе не применяется.
Что касается активного жира, то он производится из вазелина, хлоридов аммония и цинка, деионизированной воды, а также парафина. В отличие от предыдущего типа, появляется возможность производить пайку деталей из сложноспаиваимых металлов или сильно окислившихся поверхностей.







Из-за наличия активных веществ данное средство не рекомендуется использовать при работе с электроникой или для деликатной пайки, поскольку под воздействием агрессивной среды мелкие детали могут быть разрушены. Чтобы на месте соединения не образовывалась коррозия, остатки жира необходимо обязательно смывать.
Стоит также обратить внимание на вредность входящих в его состав веществ, поэтому необходимо позаботиться о хорошей вентиляции рабочего места
Преимущества
- Применение паяльного жира обеспечивает более гладкое лужение и ровное растекание припоя;
- Материал обладает лучшими паяльными качествами, чем ближайшие конкуренты;
- Стоимость флюса является относительно невысокой, а также он доступен практически во всех местах;
- Вязкость материала обеспечивает легкую точность дозировки, а также сохранение формы при точном расположении на мелких деталях;
- При использовании практически не остается следов;
- Если после пайки жир остается на поверхности, то его легко убрать при помощи воды.
Недостатки
- Пайка паяльным жиром, особенно, если речь идет об активной разновидности, оказывает вред здоровью за счет химических испарений, которые находятся в составе;
- Во время работы практически все детали становятся жирными и требуют обязательной очистки, что может повредить тонким микросхемам;
- Сам контакт с данным флюсом оказывается не очень приятным в работе из-за запаха и консистенции.
Состав и физико-химические свойства паяльного жира
Состав паяльного жира зависит от того, к какой именно разновидности он относится. Самым простым является нейтральный, так как в нем имеется лишь канифольно-стеариновая основа. Активный паяльный жир состоит из следующих компонентов:
- Парафин;
- Вазелин;
- Вода деионизированная;
- Хлорид цинка;
- Хлорид амония.
Свойства флюса обеспечивают мягкость проведения самого процесса. Благодаря нему припой сам принимает подобную жиру форму и легко растекается по поверхности. В отличие от других флюсов, этот обеспечивает ровную поверхность растекшегося металла без деформированных участков. Это заметно еще во время лужения, так как пленка припоя накладывается на основной металл без бугорков и резких переходов одним легким движением.
Растворить паяльный жир можно в органических растворителях, что хорошо проходит при высоких температурах. Во время пайки он сам легко меняет свою структуру, становясь более податливым. Вязкость вещества перед самим процессом обеспечивает легкую подготовку и расположение флюса, а далее переход в жидко состояние при повышении температуры помогает лучшему растеканию
Особенности выбора
Прежде чем выбирать, следует определиться для чего нужен паяльный жир, так как от этого зависит разновидность. Если вам требуется выполнять обыкновенные процедуры по пайке, не сталкиваясь с особенно сложными условиями и старыми деталями, то вполне подойдет обыкновенный нейтральный паяльный жир. Он безопаснее и проще в использовании, а также не вызывает коррозию на металле.
Если вам необходимо подготовить к спайке металлические изделия, которые давно были в эксплуатации и сильно пострадали от ржавчины и других типов загрязнения, то здесь уже желательно применять активный жир. Для стандартных процедур его не стоит выбирать, так как он дает большую вероятность возникновения коррозии на месте соединения. Чтобы этого не допустить, требуется тщательно очищать место спайки после процедуры, так как жир всегда оставляет следы.
Также стоит рассмотреть объемы и тару, в которых ведется поставка. Если вы решили использовать именно этот флюс и дискомфорт применения, а также небольшой риск возникновения коррозии, вас не пугает, то желательно брать объем побольше, так как это действительно качественное вещество, которое поможет улучшить качество пайки. Если вы берете ее для первого раза, то следует подобрать минимальный объем, который можно будет быстро использовать и понять, насколько она подходит лично для вас.
Особенности применения и пайки
Многие люди, которые впервые сталкиваются с подобным веществом, задаются вопросом, как паять паяльным жиром. Здесь нет особых сложностей, так как сам процесс пайки очень поход на все остальные. В первую очередь нужно подготовить поверхность основного металла, чтобы она была максимально чистая.
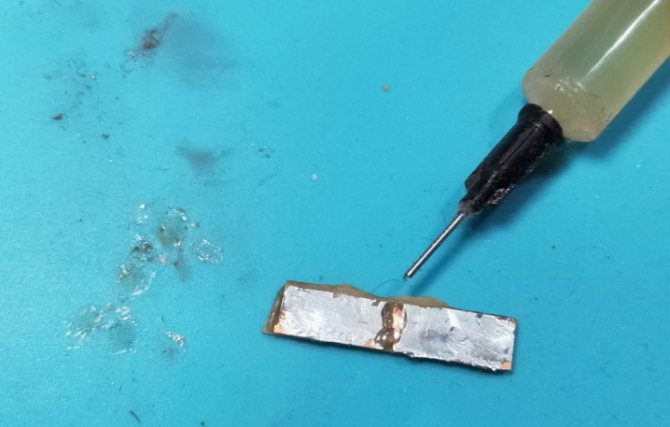
Дальнейшим этапом идет лужение спаиваемых поверхностей. Для этого жало паяльника, макается во флюс и берется небольшое количество припоя.
Процесс лужения поверхностей
Поверхность пайки также должна быть покрыта жиром. Затем расплавленный припой покрывает тонким слоем всю поверхность, что позволяет защитить его тот повторного образования окислов и прочих налетов. Жировая пленка от такого флюса не образуется.
Расплавление паяльного жира
Затем детали соединяются между собой и на них накладывается более толстый слой припоя, который должен обволакивать полную площадь соединения с небольшим запасом. После этого нужно очистить поверхность при помощи.