
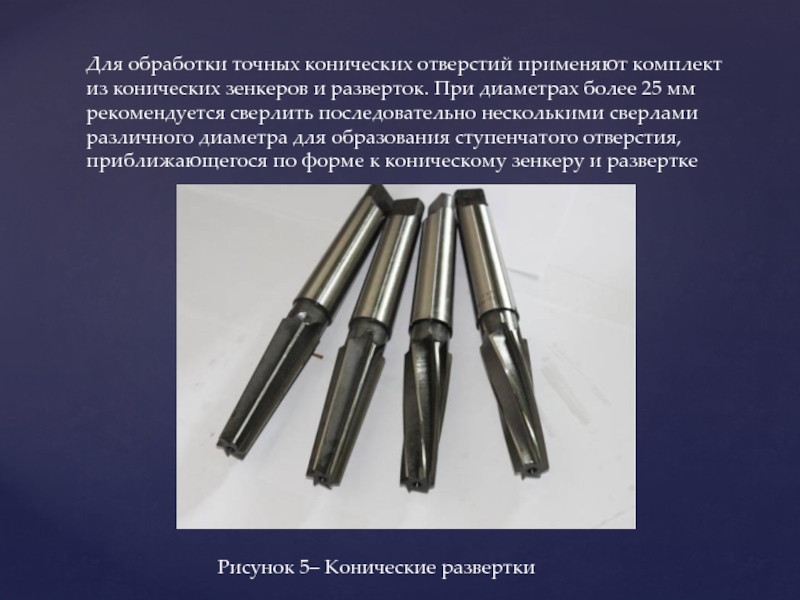
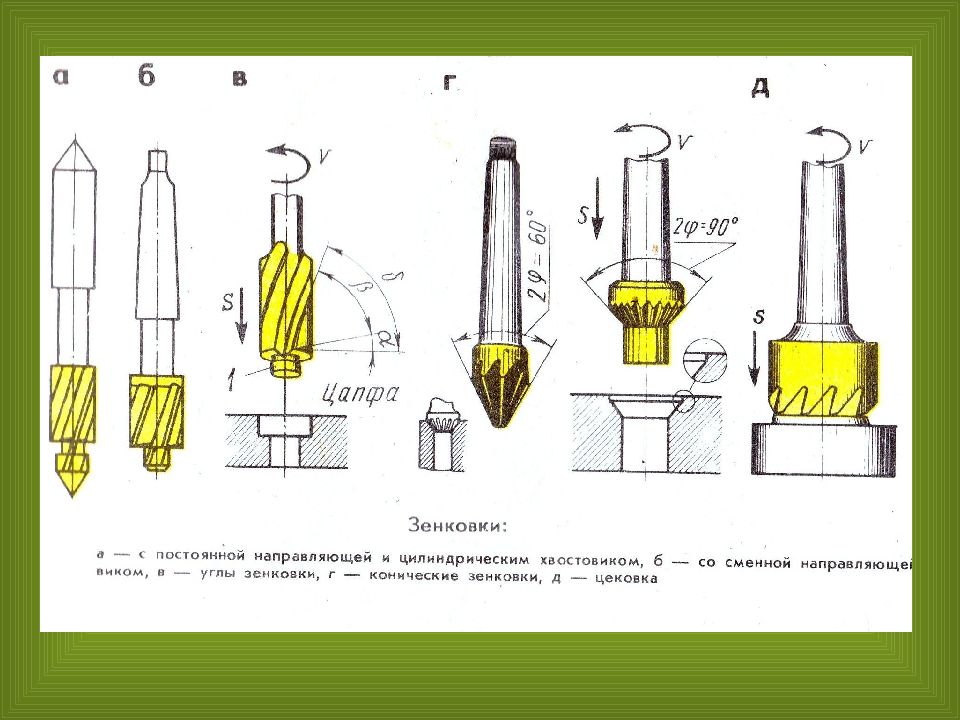
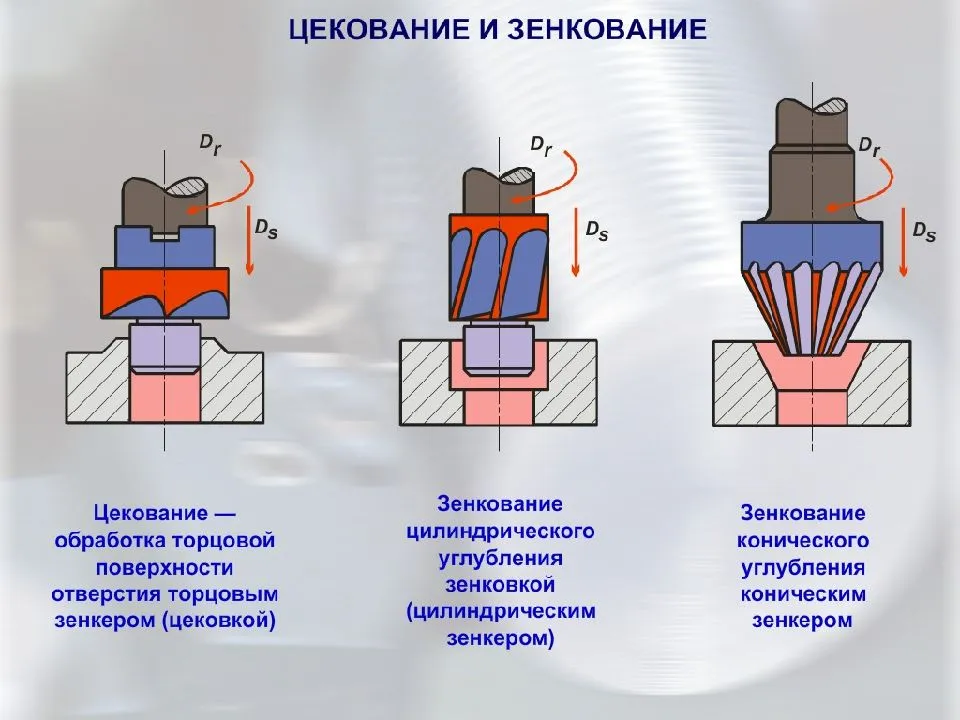
Этапы работы с конической разверткой
Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.

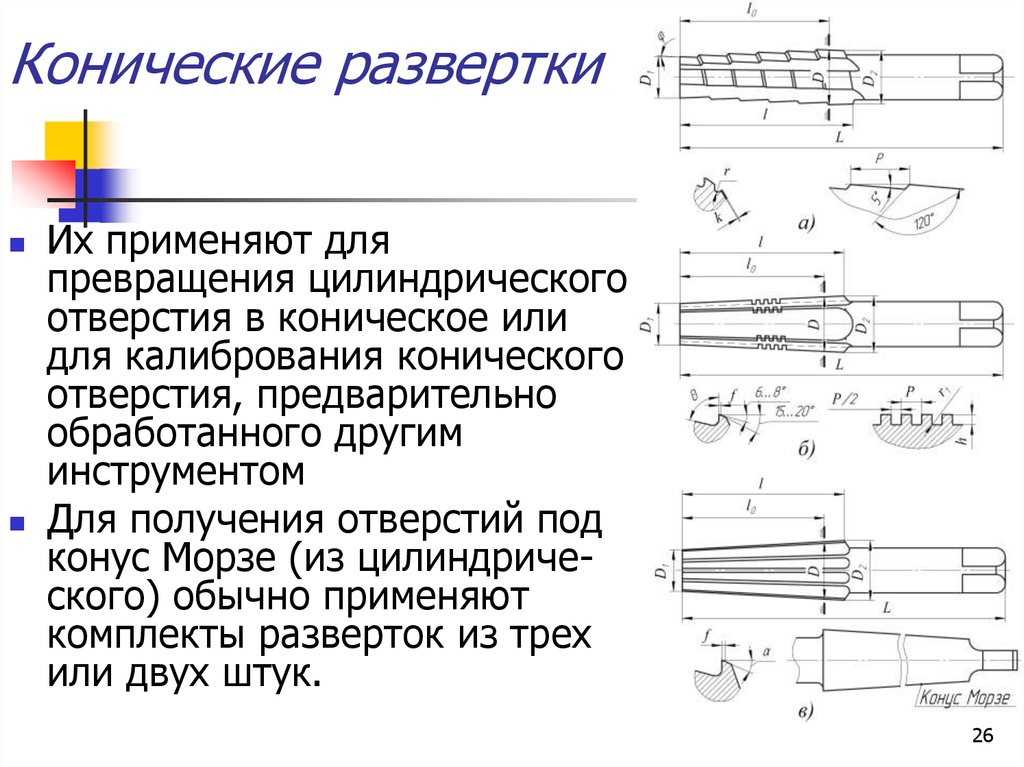
После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным.
Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.

Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны.
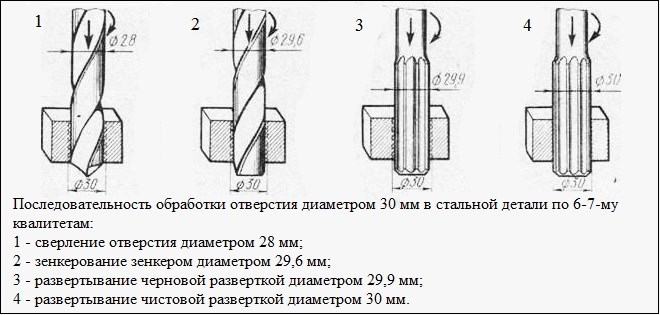
- 5
- 4
- 3
- 2
- 1
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом:
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку).
Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
Диаметр такого инструмента может достигать 30 см.
Стоимость 300 – 1300 рублей.
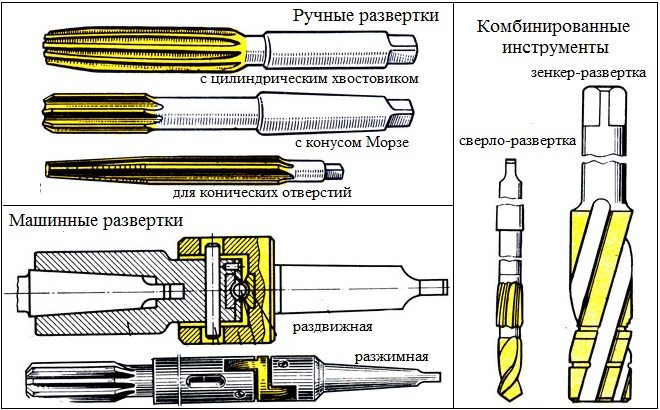
Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности.
Яркий пример: зенкер-развертка.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм.
Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.
По способу регулировки может быть разжимной и раздвижной.
Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
– четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
– разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.
По форме рабочей части развертка бывает:
Для работы по стандартным отверстиям.
Стоимость – от 50 до 100 рублей.
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента.
Формой напоминает конус со срезанной вершиной.
Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом.
Используется для работы с отверстиями в листовых металлах.
Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
Для установки в вороток, с квадратным хвостовиком.
Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
Цена – от 20 рублей.
Машинная
С коническим или цилиндрическим хвостовиком для установки в патрон металлообрабатывающего станка.
Стоимость также начинается от 20 рублей.
Последний вариант по типу рабочей части можно разделить на следующие виды:
- Насадная развертка (упоминалась ранее).
- Со сменными твердосплавными пластинами.
- С напаянными пластинами.
Также инструмент классифицируется по иным характеристикам, например:
- По металлу, который был использован в производстве.
- По количеству зубьев. Как уже говорилось, это 6 – 16 штук.
- По форме канавок – прямые и винтовые.
Стоимость разверток зависит как от типа самого инструмента, так и от его размера, класса точности.
Реальные ценники могут отличаться от приведенных.
Советы при производстве работ по развертыванию
- В целях получения крайне чистой поверхности, а также для охлаждения прибора в процессе обработки, отверстия стоит чаще смазывать минеральным маслом.
- Если работа происходит по медному изделию, то паз лучше обработать особой эмульсией. Для алюминиевых изделий предпочтительнее скипидар, а в случае с бронзой или латунью можно вообще исключить смазки, ибо они, в силу своей мягкости, подлежат развертыванию в сухом состоянии.
- Повышения результативности работы возможно достичь, когда разверточный прибор обладает большим количеством режущих краев. Наличие множества краев позволит устанавливать минимальную степень припуска, что создаст увеличенный уровень точности.
- Не рекомендуется использовать для процесса развертывания неспециализированный инструмент, к примеру, зенкер (подобное обстоятельство является самой распространенной ошибкой). Это связано с «получистовым» назначением зенкера, что делает невозможным достижения высокоточного результат, ведь число режущих краев у него намного меньше да и предназначен он для иных операций.
- Всегда необходимо грамотно подбирать вид развертки, дабы она полностью подходила для выполнения нужной задачи.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:



- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
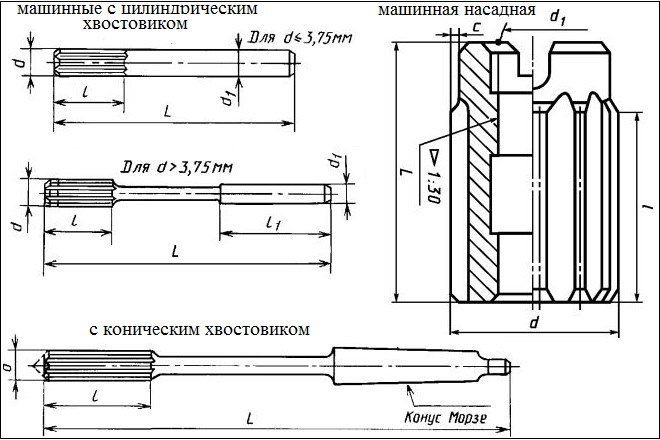
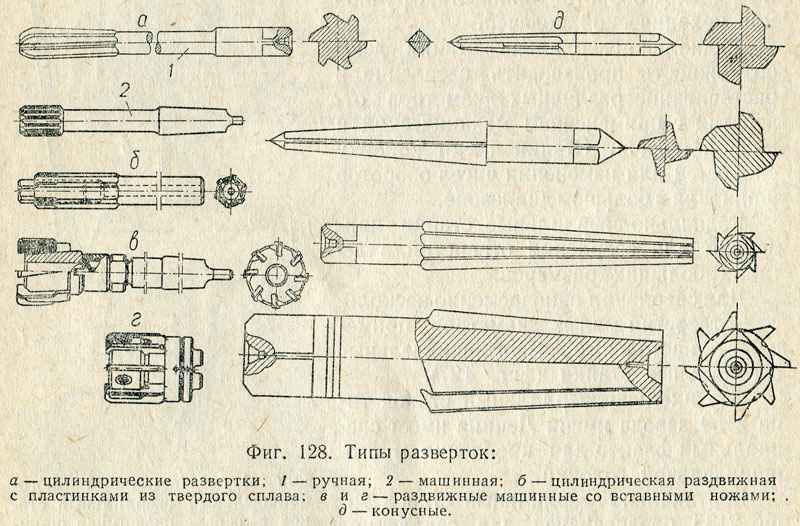
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Особенности развёртывания отверстий
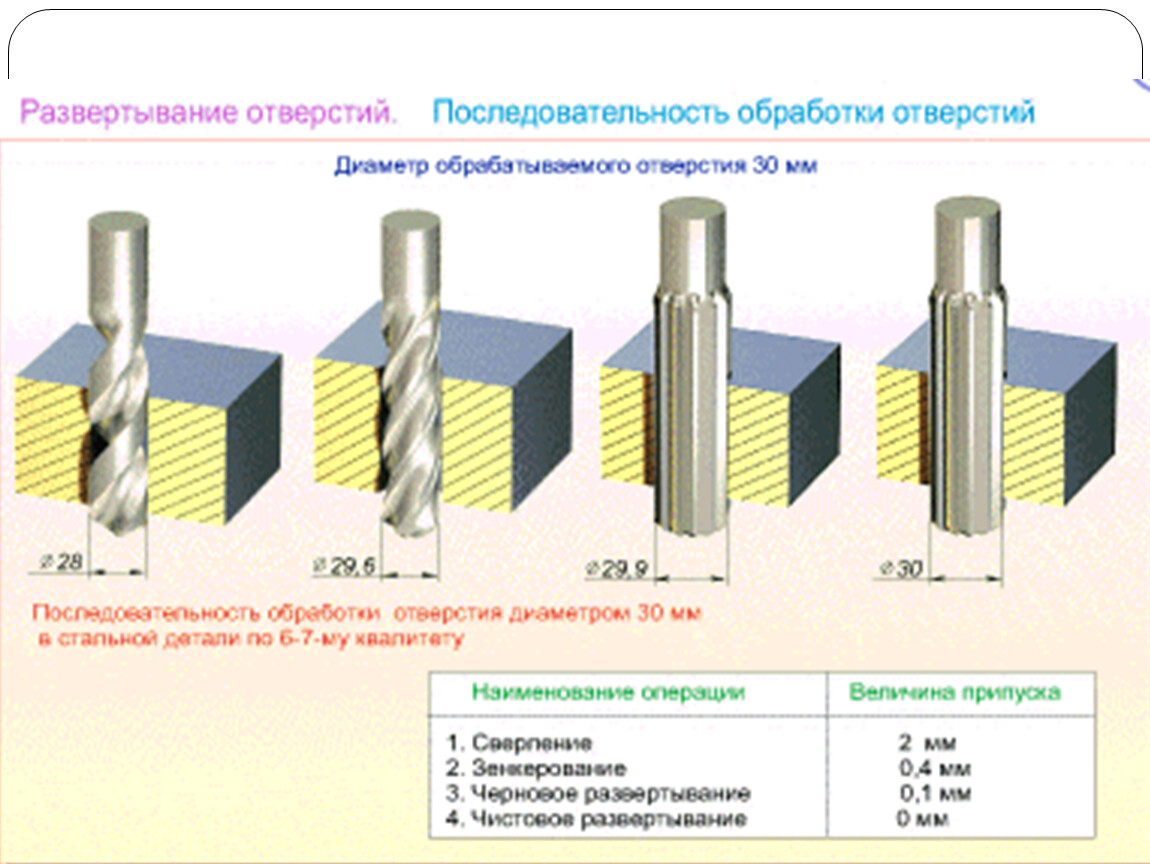
Расточку целесообразно проводить поэтапно — вначале черновой развёрткой, затем чистовой
Перед развёртыванием торцевую часть отверстия обязательно обтачивают, чтобы не затупить инструмент, особенно важно это при работе с деталями из чугуна. В процессе работы не помешает руководствоваться принципом «тише едешь — дальше будешь», и чем медленней и равномерней будет осуществляться подача инструмента в отверстие, тем более высокого качества будет полученный результат
Именно поэтому рекомендуется работать не дрелью, а воротком, чтобы иметь возможность более точно контролировать рабочий процесс.
Как выбрать приспособление

Где купить инструмент, вопрос не стоит. Специализированные торговые точки предложат на выбор огромный ассортимент дешевой и дорогостоящей продукции. Причем ежегодно выпускаются усовершенствованные новинки. А вот к приобретению изделия специалисты советуют относиться с полной серьезностью. Критерии выбора у всех разные. Но главное, определиться, при строительстве или ремонте будет задействовано оборудование, и с какой поверхностью предстоит иметь дело. Чтобы достичь положительного результата (итоговой шероховатости и точности) следует внимательно отнестись к таким рекомендациям мастеров:
- Если предстоит ручная работа, то стоит отдать предпочтение устройствам, оборудованным квадратным хвостовиком. При работе на станках подойдут модели с конусом Морзе или цилиндрические.
- Не рекомендуется применять устройства с прямыми канавками или плавающие развертки, если возникла необходимость развернуть прерывистое отверстие, имеющее шпоночный паз. Идеальный вариант – приспособление, у которого зубья расположены винтовым образом.
- Бывают случаи, когда приходится иметь дело с большой глубиной выемки или специальной переходной втулкой, где невозможно использовать стандартные изделия. Тогда на помощь придет модель, в которой рабочая часть сильно удлинена или насадка, оснащенная удлиненной оправкой.
- Для бытового применения достаточно подобрать подходящее приспособление для выполнения определенного объема работ. Занятие профессиональной деятельностью – совсем другое дело. Тут поможет только комплект разверток, отличающихся размерами. Такие наборы реализуются в практичных и надежных коробках, выполненных их пластика или дерева.
Большое влияние на выбор инструмента оказывает предполагаемый объем работ. Если в планах заниматься развертыванием на профессиональном уровне и в больших масштабах, то лучше отдать предпочтение универсальным конструкциям. Их можно настроить на нужный лад, подрегулировать, починить или переточить. Можно остановиться на продукции со съемными ножками или регулируемыми конструктивными элементами. Стоит иметь в виду, что для работы с твердыми и закаленными металлами необходимо приобрести модели с твердосплавными пластинами.
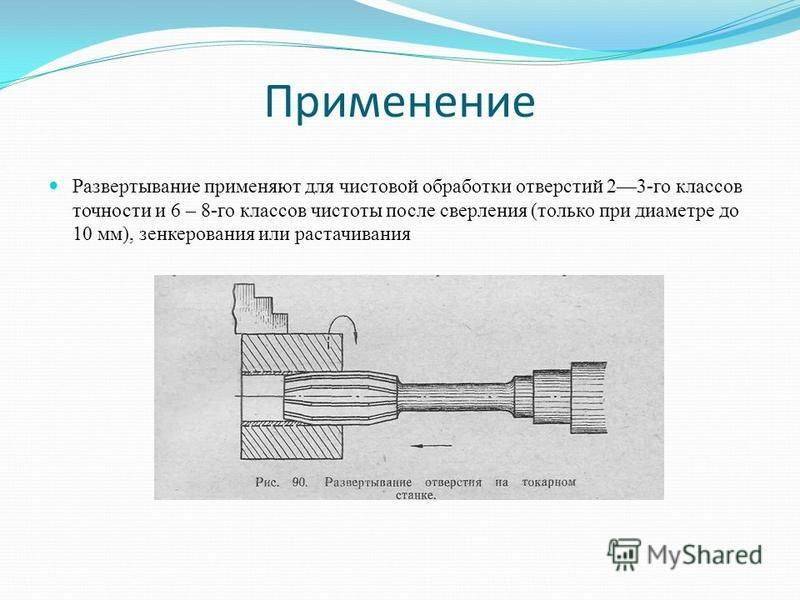
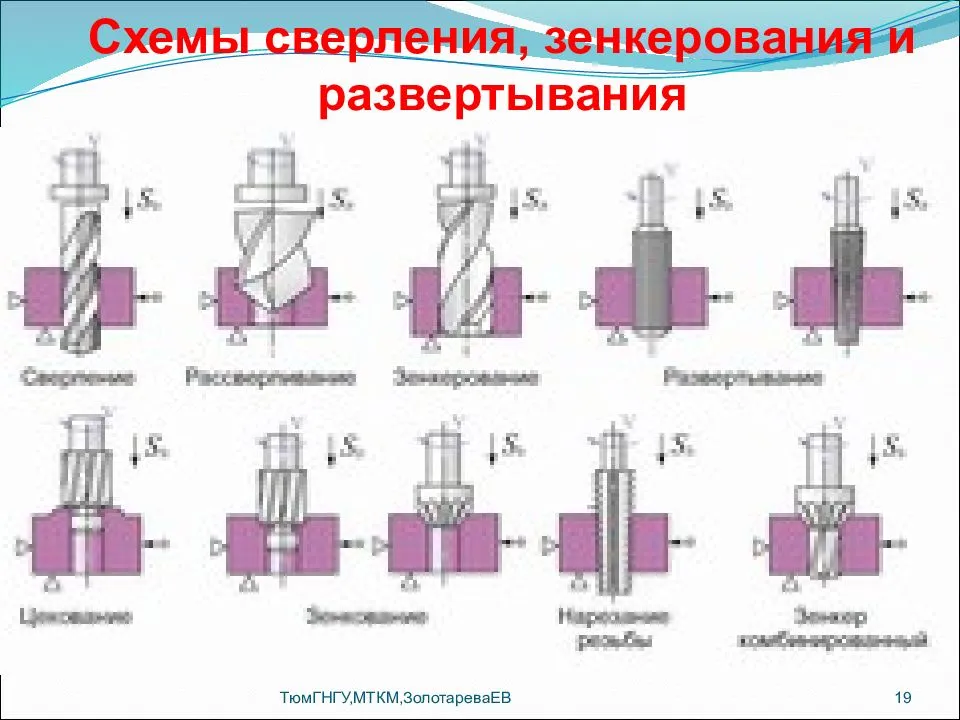
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:
- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор?
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
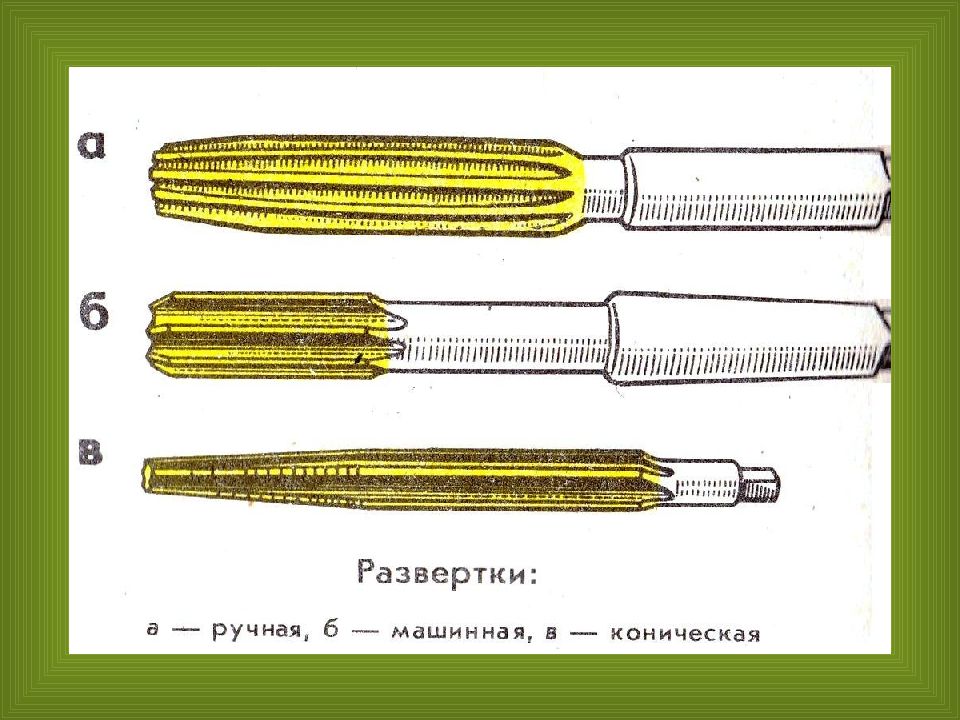
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
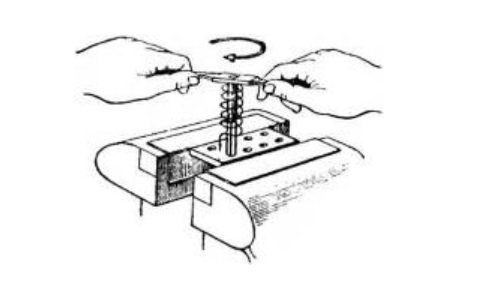
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.

Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.



Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

Фотография №7: регулируемая развертка по металлу
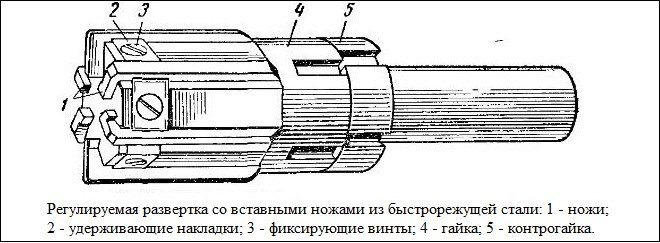
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Устройство и характеристики
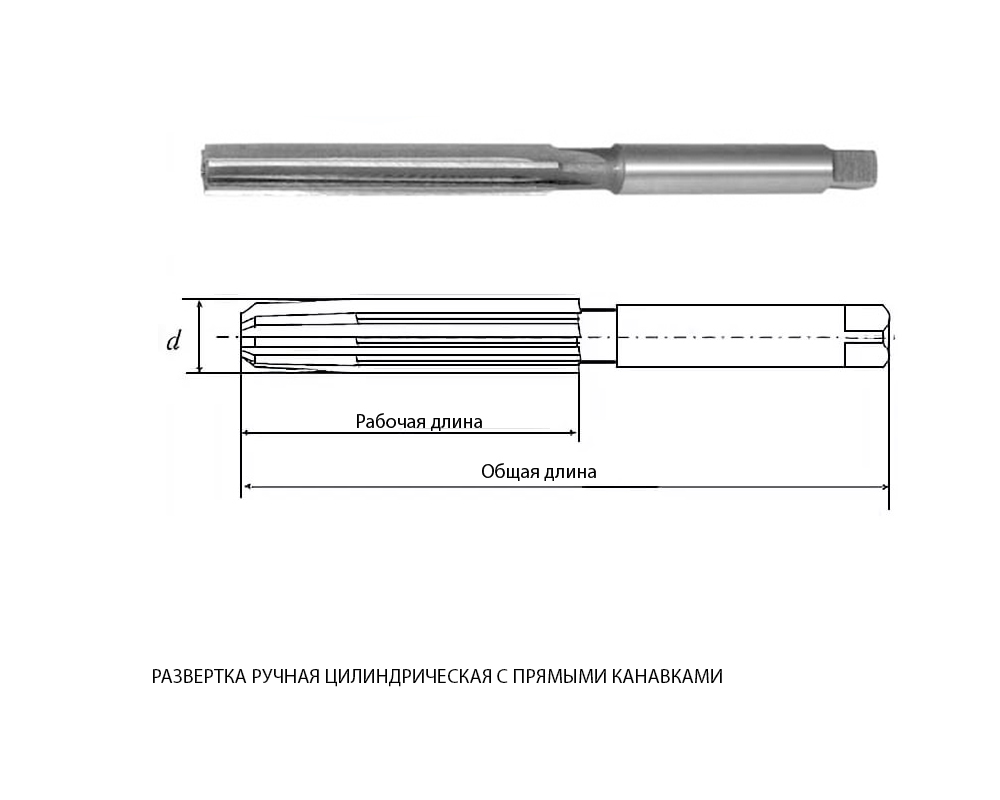
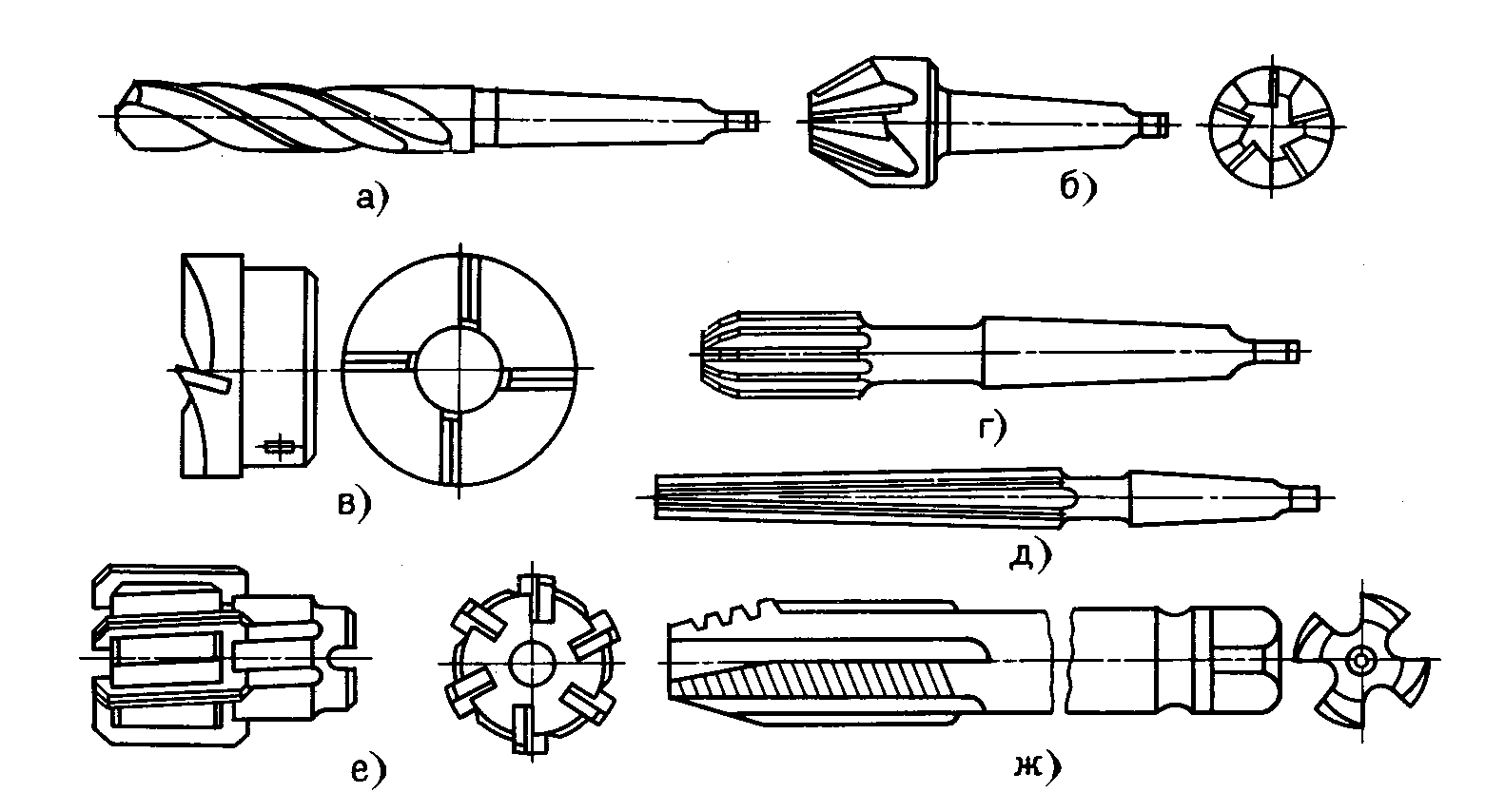
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

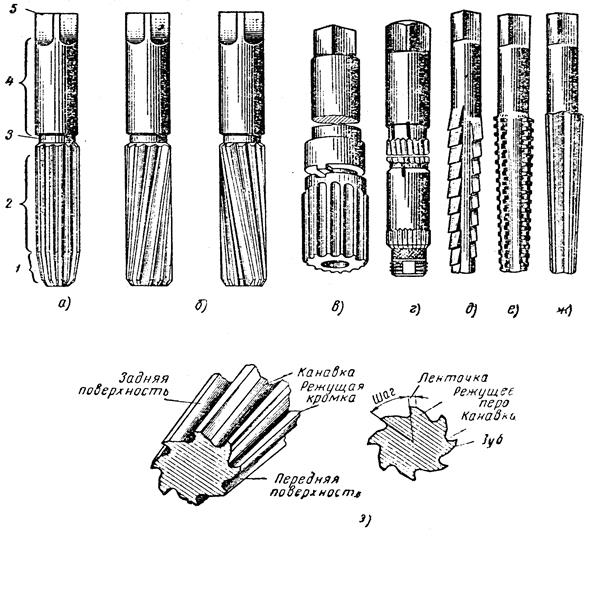
Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
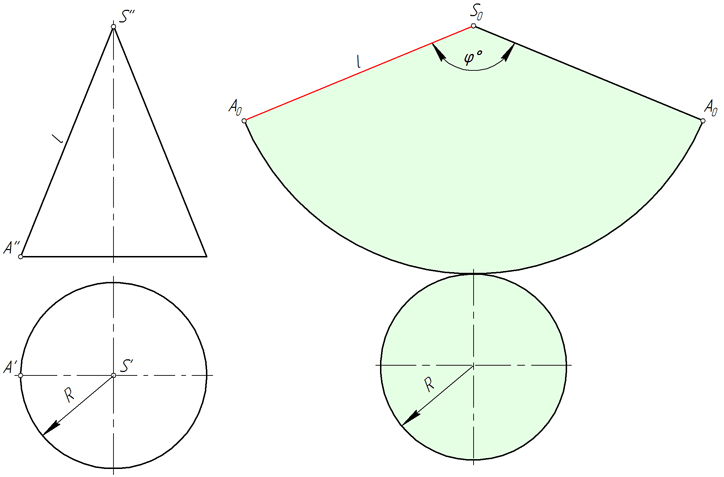
Развертка прямого кругового конуса
Развертка боковой поверхности прямого кругового конуса представляет собой круговой сектор, радиус которого равен длине образующей конической поверхности l, а центральный угол φ определяется по формуле φ=360*R/l, где R – радиус окружности основания конуса.
В ряде задач начертательной геометрии предпочтительным решением является аппроксимация (замена) конуса вписанной в него пирамидой и построение приближенной развертки, на которую удобно наносить линии, лежащие на конической поверхности.
Алгоритм построения
- Вписываем в коническую поверхность многоугольную пирамиду. Чем больше боковых граней у вписанной пирамиды, тем точнее соответствие между действительной и приближенной разверткой.
- Строим развертку боковой поверхности пирамиды способом треугольников. Точки, принадлежащие основанию конуса, соединяем плавной кривой.
Пример
На рисунке ниже в прямой круговой конус вписана правильная шестиугольная пирамида SABCDEF, и приближенная развертка его боковой поверхности состоит из шести равнобедренных треугольников – граней пирамиды.
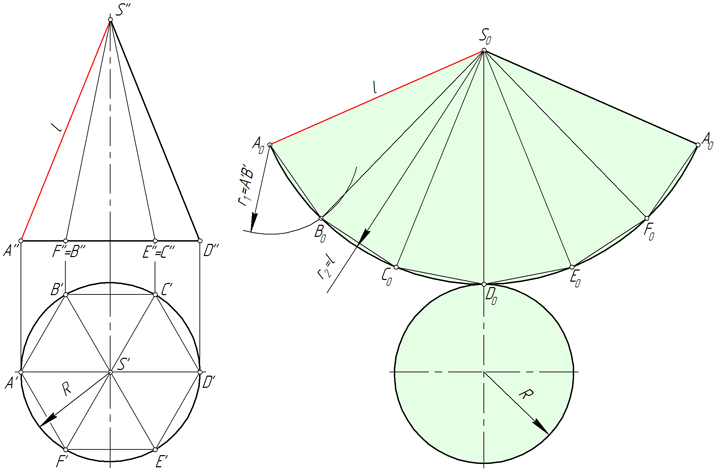
Рассмотрим треугольник S0A0B0. Длины его сторон S0A0 и S0B0 равны образующей l конической поверхности. Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.


Грани S0B0C0, S0C0D0, S0D0E0, S0E0F0, S0F0A0 пирамиды SABCDEF строим аналогично треугольнику S0A0B0.
Точки A, B, C, D, E и F, лежащие в основании конуса, соединяем плавной кривой – дугой окружности, радиус которой равен l.
Производители
На текущий момент на рынке не так и много видных брендов, которые достойны упоминания. Среди зарубежных компаний отдельно хотелось бы отметить, Bahco и Licota, а также внимания заслуживает Rock FORCE.
А вот наш отечественный производитель зачастую при неплохом качестве выставляет более приятные цены. ТЕХМАШ или Русский инструмент, а также АвтоДело – эти фирмы смогут дать серьезный конкурентный бой зарубежным компаниям.
Что же, наш обзор подошел к завершению. Теперь вы точно знаете, для чего применяют развертки. И без труда сможете подобрать для себя самую результативную и подходящую продукцию.
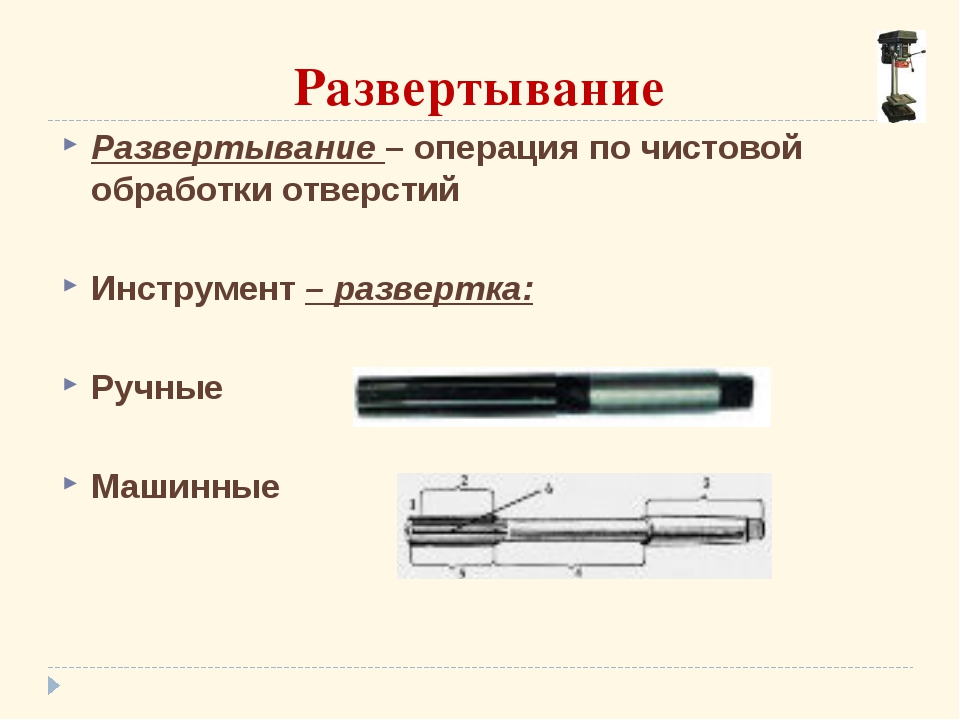
Виды и особенности развёрток
Развёртка или развёртываемый инструмент как осевой многолезвийный режущий инструмент, применяется для чистовой обработки ранее подготовленных отверстий (после операций сверления, растачивания), увеличения их диаметра и достижения высокой точности и качества внутренних поверхностей.
Развёртки имеют большое число зубьев и, как следствие, лучшее направление в отверстии и снимают относительно малый припуск. С целью достижения минимального значения шероховатости поверхности при работе по стали используют малую скорость резания, для уменьшения вероятного нароста на режущей части.
Для получения отверстий высокой точности развёртки изготавливают с более жёсткими допусками, чем другой инструмент.
Виды развёрток разделяют по следующим признакам:
- Вид привода – ручные и машинные;
- Способ крепления – хвостовые и насадные;
- Вид обрабатываемого отверстия – цилиндрические и конические;
- Материал развёртки – быстрорежущая сталь, твёрдосплавные и алмазные;
- Конструкция – цельные и сборные (со вставными ножами).
Развёртки применяют для обработки отверстий на сверлильных, токарных, револьверных, координатно-расточных и других станках. Хвостовики развёрток бывают цилиндрические и конические.
Мы предлагаем купить развёртки из твёрдого сплава нескольких распространённых видов применения:
- Для обработки сквозных и глухих отверстий, с продольными канавками на хвостовике для подвода СОЖ, с неравномерным шагом зубьев, с прямыми канавками. Цилиндрический хвостовик с допуском h6 для установки в гидропластовый или термопатрон.
- Цилиндрические или прямые развёртки – их используют для обработки стандартных прямых отверстий. Режущая кромка и канавка прямая или винтовая.
- Для работы по стали и алюминию и его сплавам
Возможности применения
В зависимости от конструкции регулируемые развертки подразделяются на разжимные и раздвижные. Принцип действия инструмента одинаков – при смещении вверх или вниз режущих пластин, соответственно, увеличивается или уменьшается диаметр. Разница в способе затяжки и диапазоне регулируемого диаметра. В разжимных для этого имеется две гайки (верхняя и нижняя) и максимальное увеличение размера составляет от 0,25 до 3 мм. в зависимости от диаметра. Размер раздвижных регулируемых разверток изменяется путем подтяжки винта, обеспечивающего движения шарика внутри корпуса разжимающего ножи. Раздвижные развертки более точные, максимальное увеличение диаметра составляет 0,15 – 0,5 мм.
В остальном конструкция разверток схожа и состоит из корпуса изготовленного из недорогих конструкционных сталей и вставных ножей. Последние изготовлены из тонких пластинок более дорогой инструментальной стали и их можно снять, заточить или заменить при износе на новые.
В отличие от цельных, регулируемые развертки позволяют изменять диаметр на десятые и даже сотые доли миллиметра, более экономически выгодны благодаря возможности замены ножей. В зависимости от способа применения могут быть ручными или машинными, иметь цилиндрический или квадратный хвостовик под быстрозажимной патрон.
Заключение

Развертка является металлорежущим инструментом. Выполняет основную задачу – финишную обработку просверленных отверстий, доводя их геометрические показатель и шероховатость до нужного предела. Обладает высокой точностью и функциональностью. Выгодно отличается от сверла точностью работы. Изделия выпускаются различных видов. Выбирается подходящий вариант в зависимости от условий развертывания и требований, которые предъявляются к качеству обработки.
Применяется приспособление в том случае, если предстоит предать отверстию точность в диапазоне от 6 до 9. Высокая точность достигается благодаря наличию у инструмента большого количества режущих кромок (от 4 до 14 штук). Предусмотрена ручная или механическая обработка. Вне зависимости от ее вида, происходит аккуратный съем тончайших слоев металла (сотые доли миллиметра). Развертыванию подлежат как кинические, так и цилиндрические отверстия.
На качество работы оказывают влияние такие факторы:
- степень заточки режущей кромки;
- особенности приспособления;
- выбранный режим работы;
- показатель припуска, который аккуратно нужно снять.
Устройства разнятся не только типом и количеством зубьев, но и материалом изготовления. При производстве, в основном применяются металлы М5, М7, М24, М36. Все они прочные и износостойкие, в состоянии выдержать существенные нагрузки. Приспособления выпускаются ручного и машинного типа. Первые используются в быту, вторые – на профессиональном уровне. Однако, все они осилят обработку металла любой прочности.