Практические рекомендации по развертыванию отверстий
Операцию растачивания лучше разделить на несколько этапов: черновой и чистовой. Соответственно делится припуск и используется инструмент двух категорий:
Развертывание отверстий — процесс
- Припуск для чернового прохода составляет 0,1-0,15 мм, для чистового – 0,1-0,05 мм.
- Для повышения эффективности обработки прилегающую торцевую поверхность обтачивают. Процедура позволяет задействовать каждый зуб развертки при обработке.
- Для деталей из чугуна торец отверстия должен быть обязательно обработанным, чтобы инструмент не затупился.
- Чистовая операция развертывания требует плавности выполнения. Чем меньше будет подача, тем качественнее выйдет поверхность. Обороты выставляются невысокие.
- Из отверстия металлорежущий инструмент извлекают плавно, не допуская вращения в обратную сторону, которое способно нарушить поверхность.
- Повысить стойкость рабочего элемента и качество обработки поможет применение СОЖ. При развертывании стальных деталей в зону резания подают СОЖ с добавлением масла.
- Чугун обрабатывают с применением керосина или сжатого воздуха.
Для контроля точности готовых отверстий используют гладкие калибр-пробки и нутромеры.
Развертка относится к категории точных и дорогих инструментов. Требует соблюдения условий эксплуатации и хранения в специальных ячейках из дерева.
Машинные развертки
Появление различных станков позволяет существенно повысить производительность труда. Сверлильный станок с низким показателем скорости вращения шпинделя позволяет получать качественные отверстия за меньшее количество времени. ГОСТ также определяет классификацию инструмента по достаточно большому количеству различных признаков. Развертка машинная цилиндрическая характеризуется следующими особенностями:
- Инструмент имеет большое количество режущих кромок. Стоит учитывать, что при увеличении этого показателя существенно повышается качество поверхности.
- При изготовлении режущей части применяются твердосплавные металлы, которые могут выдерживать воздействие высокой температуры.
- Режущая часть может иметь довольно большую длину.
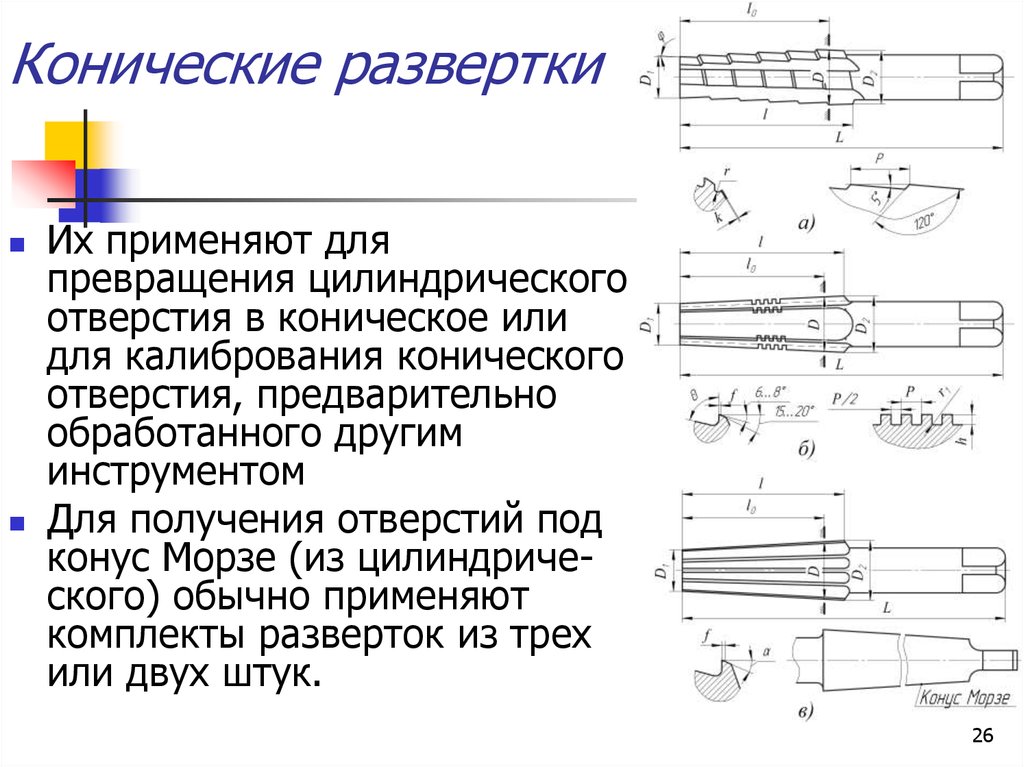
Конические развертки
Есть также коническая развертка машинная, которая предназначена для использования станков. Выполняется машинное развертывание в случае, когда нужно обеспечить высокую производительность
Стоит учитывать, что из-за большого количества режущих кромок важно точно регулировать скорость вращения
При изготовлении инструмента применяется специальная быстрорежущая сталь, которая может выдерживать длительное механическое воздействие и перепаду температуры. За счет специального хвостовика инструмент может крепиться в различной оснастке для станков.
Развертывание отверстий
Развертка – это технологическая металлорежущая операция доводки отверстия до требуемых параметров. С помощью развертки можно изменить формы и размер отверстия, его класс точности и шероховатость.
Рассмотрим основные правила проведения данной операции, на что следует обратить особое внимание для получения качественного результата
Используемый инструмент
Доводка отверстия производится специальным инструментом, «разверткой», вручную, на сверлильном или токарном станке. Он подразделяется:
- В зависимости от места установки на ручной и машинный.
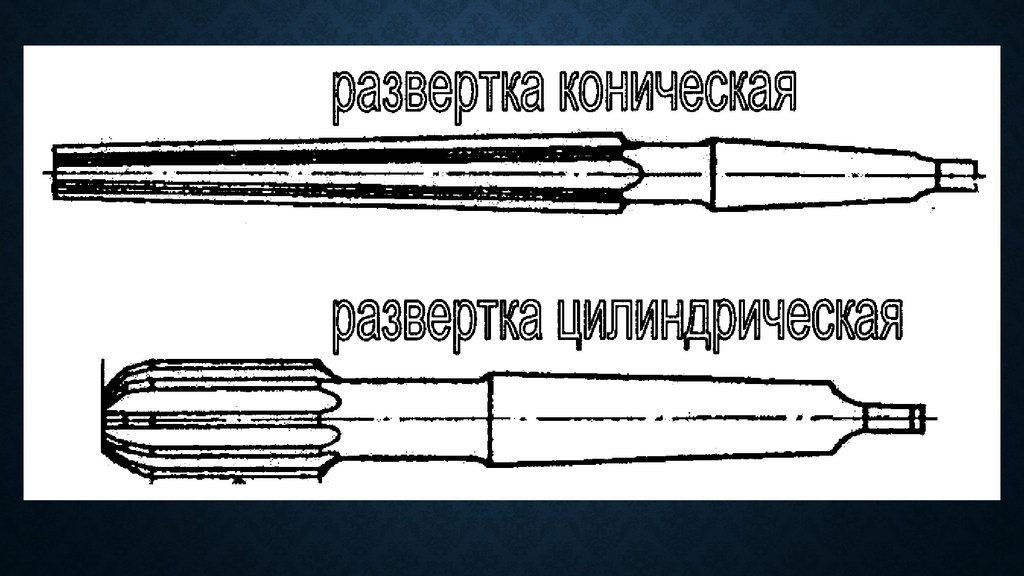
- По форме отверстия – цилиндрический и конический.
- В зависимости от типа фиксации в патроне – хвостовые и насадные.
- По расположению режущих кромок – с равномерным и неравномерным. Последние позволяют придавать участкам обрабатываемой поверхности различную степень шероховатости.
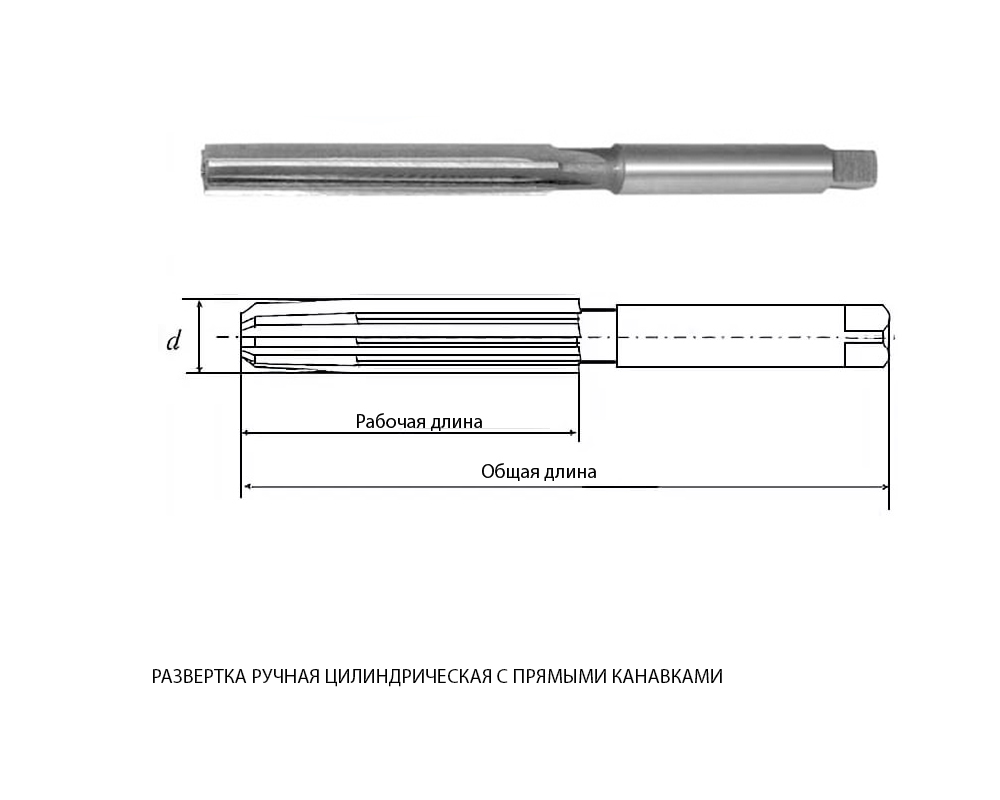
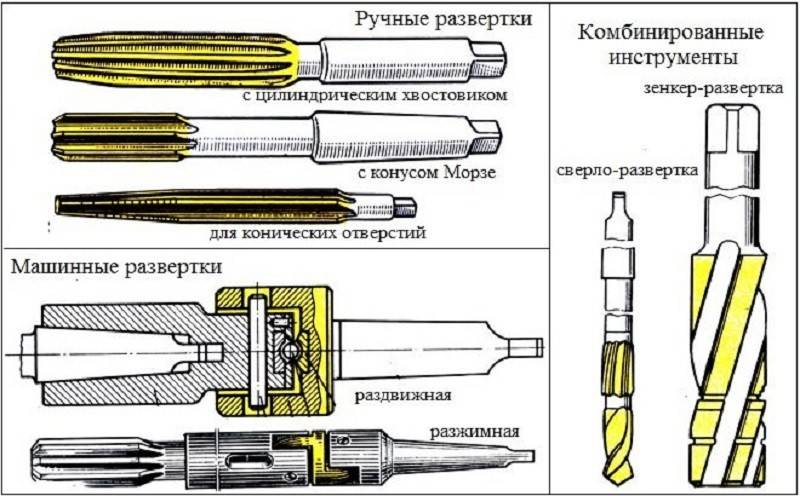
Ручные развертки отличаются от машинных удлиненными режущими зубьями и квадратным хвостовиком для установки в воротке.
Инструмент предназначенный для сверлильных станков и электродрелей позволяет обрабатывать глубокие отверстия благодаря короткой рабочей части и длинной шейке. Хвостовик имеет цилиндрическую или конусную форму.
Порядок операции
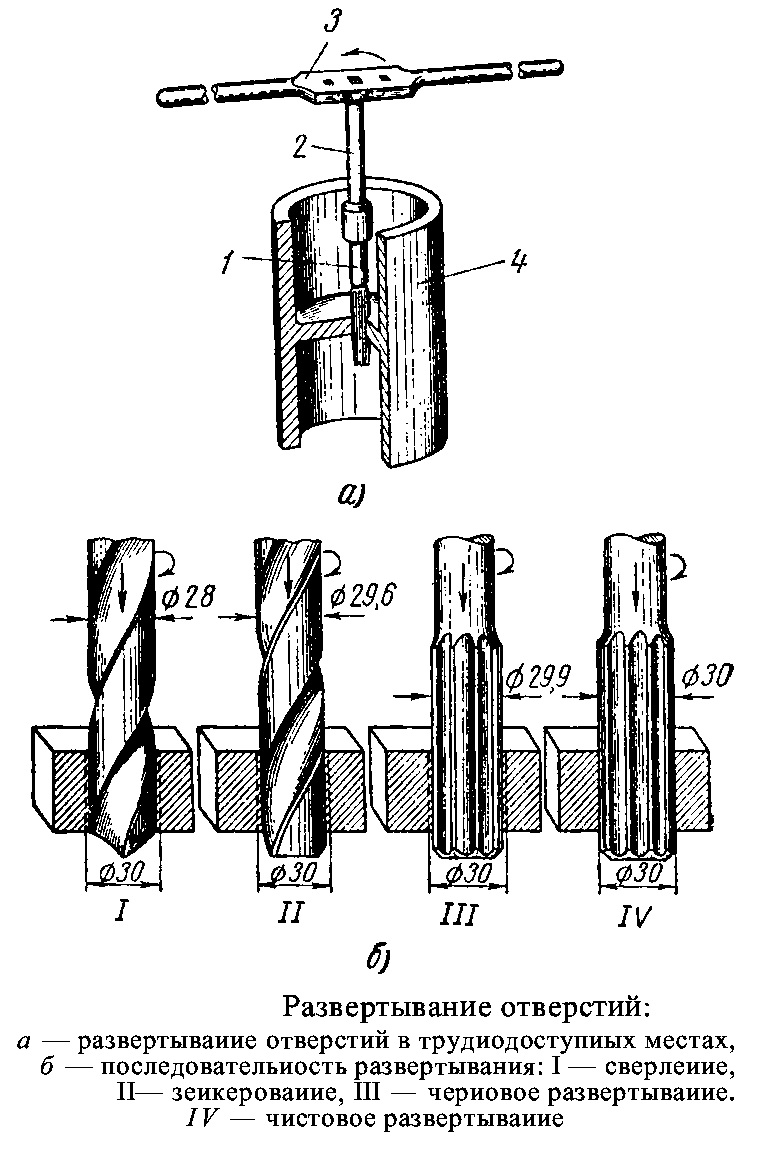
Подбор развертки осуществляется по типу инструмента (черновая, чистовая, ручная, машинная) и его диаметру. Черновые имеют припуск от 0,1 до 0,15 мм, чистовые от 0,05 до 0,1 мм. Для получения отверстия большого диаметра (например, 30 мм) с требуемым значением шероховатости необходимо:
- Просверлить отверстие диаметром 15 мм.
- Рассверлить его до диаметра 29,8 мм.
- Произвести черновое развертывание инструментом 29,95 мм.
- Завершить развертывание чистовым инструментом диаметром 30 мм снимающим припуск 0,05 мм.
Следует учесть, что точность полученной поверхности зависит не только от качества инструмента и правильности проведения операции, но и выбора смазочно-охлаждающей жидкости. Так, при обработке стальных изделий необходима эмульсия смешанная с минеральным маслом, которое не используется для бронзы и латуни.
Особенности применения
При проведении ручного развертывания отверстий необходимо придерживаться следующего порядка работ:
- Подобрать развертку исходя из требований к параметрам отверстия.
- Надежно зафиксировать деталь или заготовку в тисках.
- Вставить развертку в предварительно просверленное или полученное методом литья отверстие.
- Надеть вороток на хвостовик инструмента.
- Вращать вороток по часовой стрелке (направлению режущих кромок) избегая резких движений. В процессе работы периодически поливать СОЖ на инструмент.
- После завершения чернового прохода инструмент необходимо извлечь без обратного вращения.
- Поместить в отверстие чистовую развертку и одеть вороток.
- Произвести вращение с минимальной подачей по часовой стрелке.
- После завершения извлечь инструмент без обратного вращения и проверить шероховатость и размер отверстия при помощи калибра или других средств измерения.
Режим резания при машинном развертывании (скорость и частота вращения шпинделя) выбирается по специальным таблицам на основании диаметра отверстия, марки стали из которой изготовлена деталь и материала инструмента.
Перед проведением машинного развертывания необходимо протереть конус хвостовика и посадочное отверстие в шпинделе. При обработке ось развертки должна совпадать с осью отверстия обрабатываемой детали.
Обработка дерева и металла
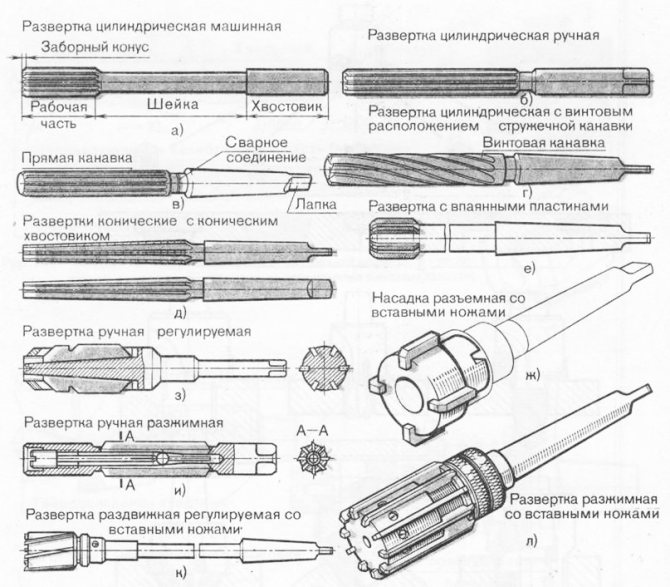
Развертывание является операцией чистовой обработки отверстий, обеспечивающей высокую точность размеров и чистоту поверхности. Эта операция выполняется с помощью инструмента, называемого разверткой.
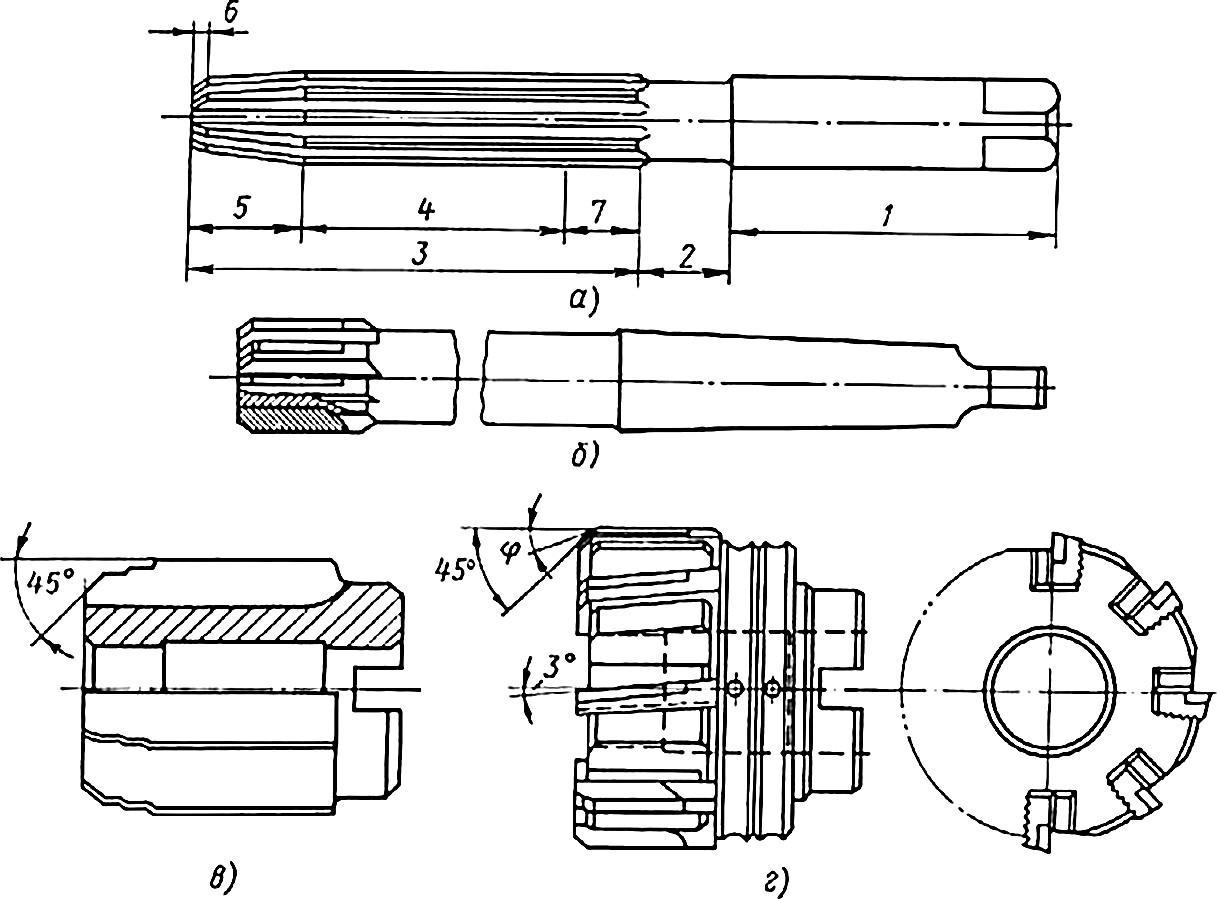
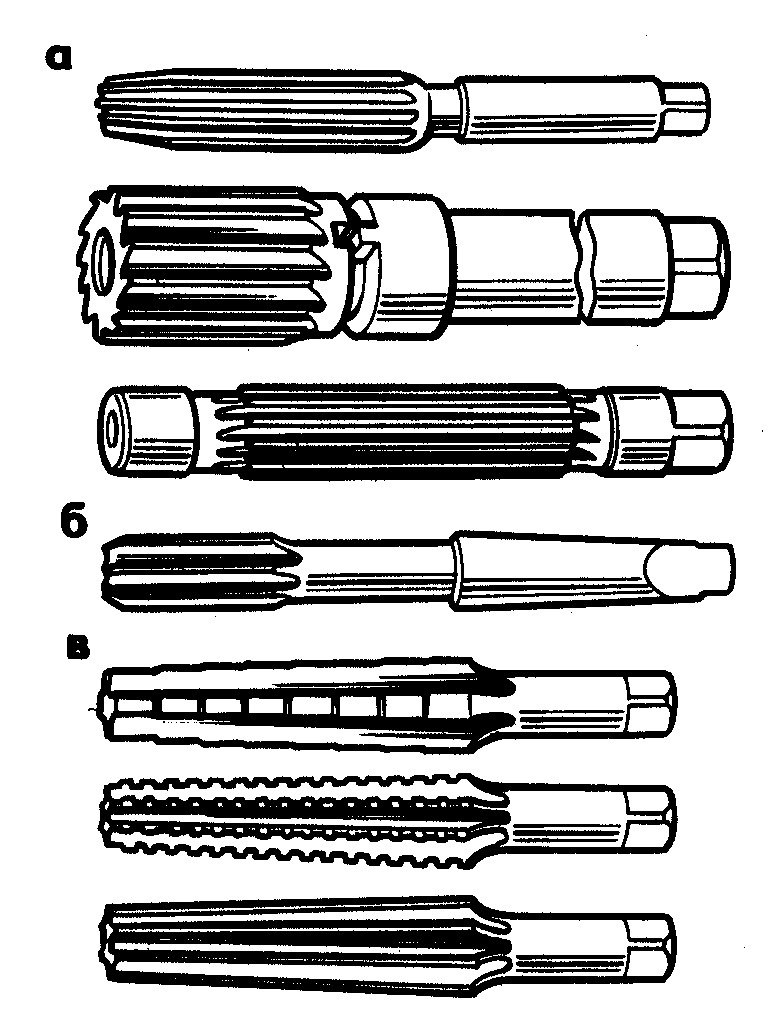
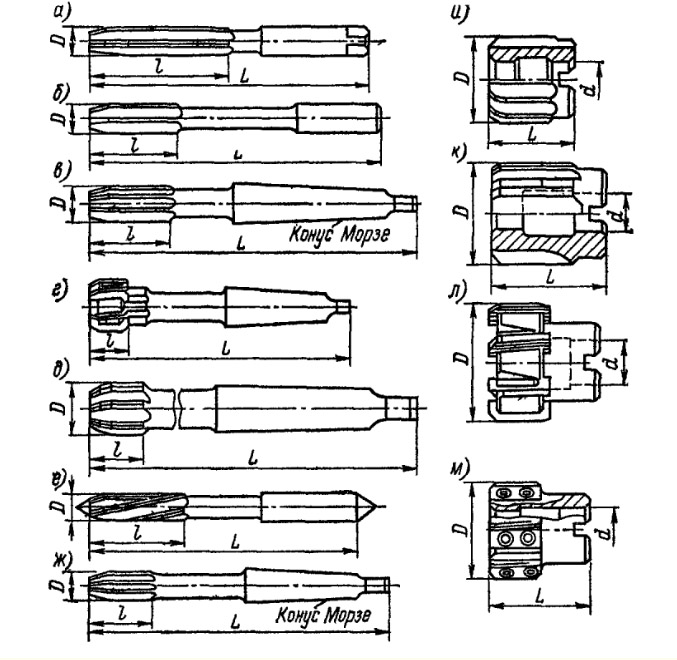
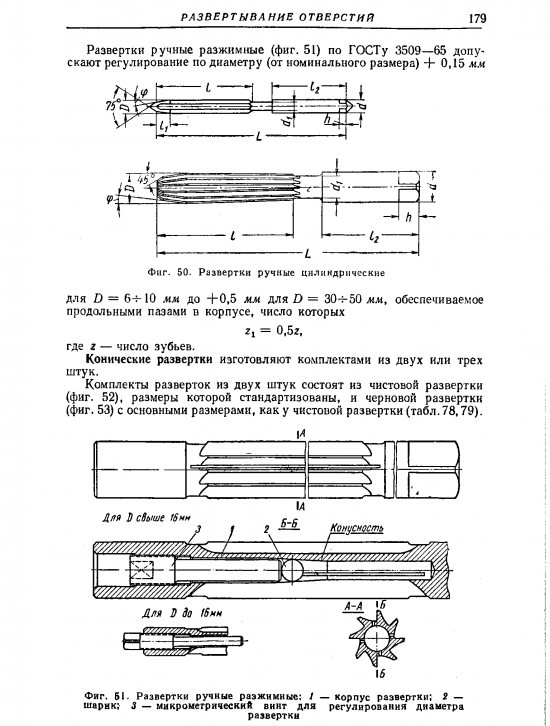
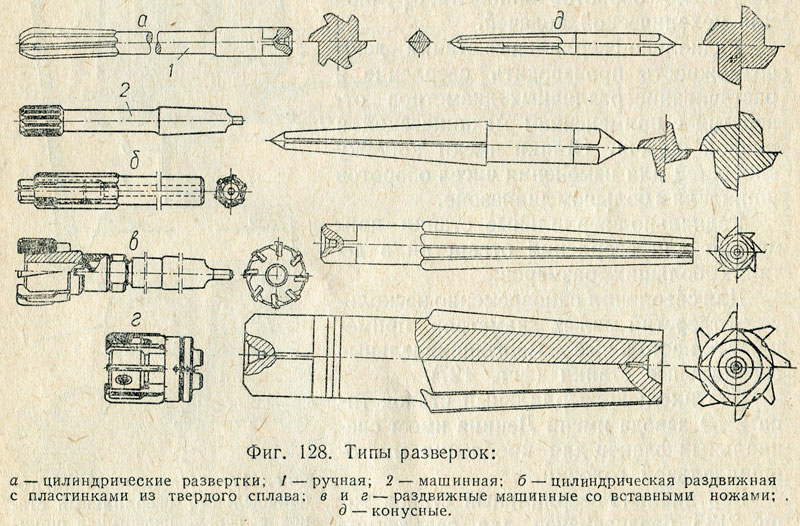
Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (рис. 1,б). Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручной развертке вращение сообщается при помощи воротка, который надевается на квадратный конец хвостовика развертки (рис. 1, а).
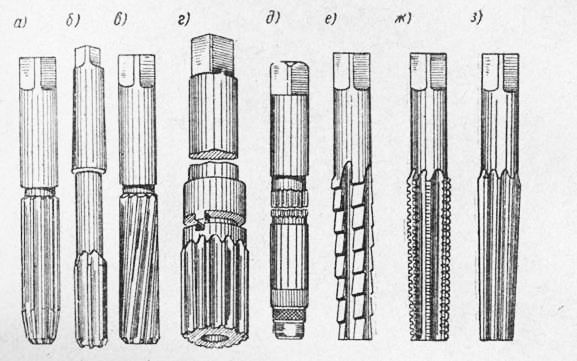
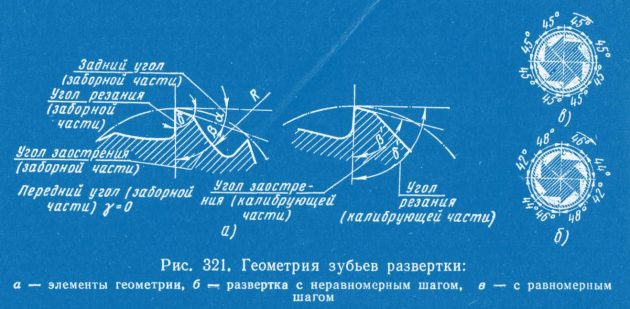
Расположенные на рабочей части развертки режущие зубья выполняются прямыми (прямозубые развертки, рис. 1, а) или с винтовыми канавками (спиральные развертки, рис. 1, в). Для развертывания прерывистых отверстий (например, с продольными канавками) применяются не прямозубые, а спиральные развертки. Развертки с правой винтовой канавкой называются праворежущими, а с левой — леворежу-Щ и м и.
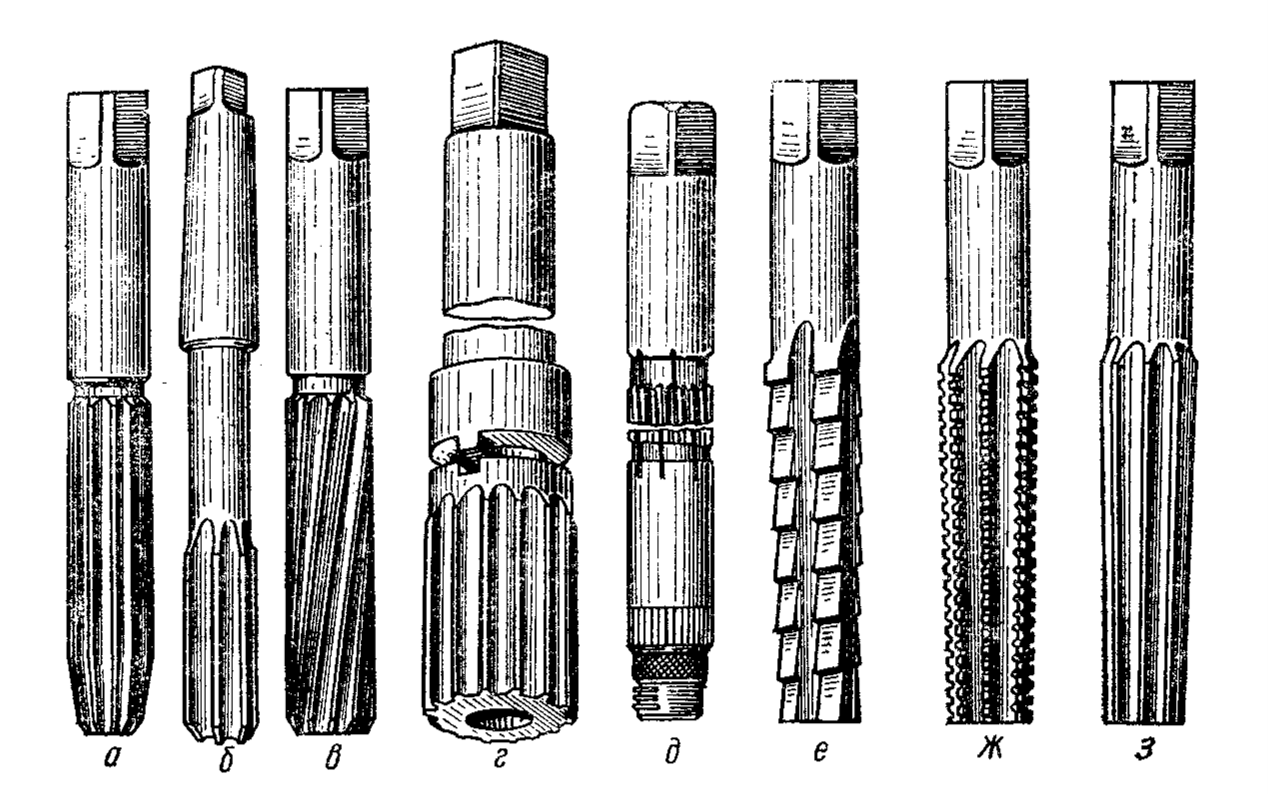
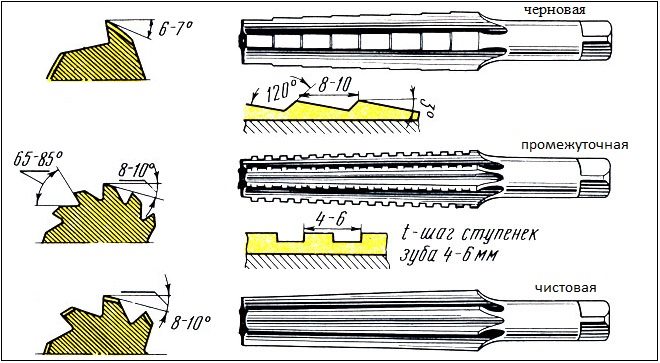
По форме обрабатываемых отверстий развертки Делятся на цилиндрические (рис. 1, а, б, в, г, д) и конические (рис. 1,в, ж, з). Конические развертки применяются для развертывания отверстий: под коническую резьбу от Vie До 2”; под конус Морзе от № О до № 6; под метрический конус от № 4 до № 140; под конические штифты конусностью 1 : 50 и 1 : 30. Эти развертки делают комплектами из двух или трех разверток в комплекте. Одна является черновой, вторая—промежуточной, а третья — чистовой (рис. 1, е, ж, з).
По своему устройству развертки подразделяются на дельные и насадные (рис. 1, г), с прямыми и винтовыми зубьями, постоянные и регулируемые.
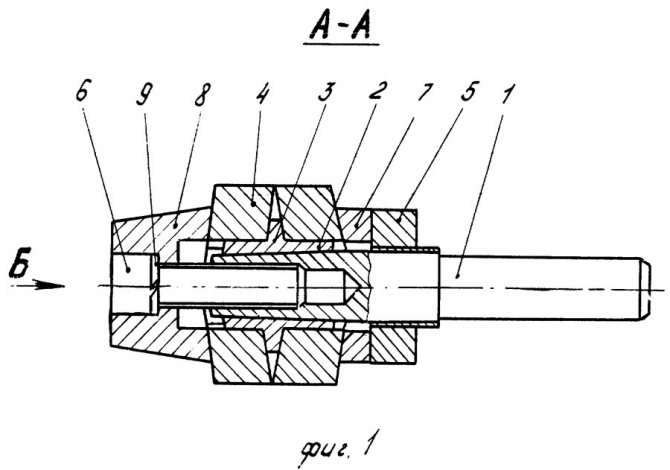
Корпус регулируемой развертки сделан полым коническим с продольными канавками, прорезанными между зубьями на длине рабочей части (рис. 1, д). При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки.
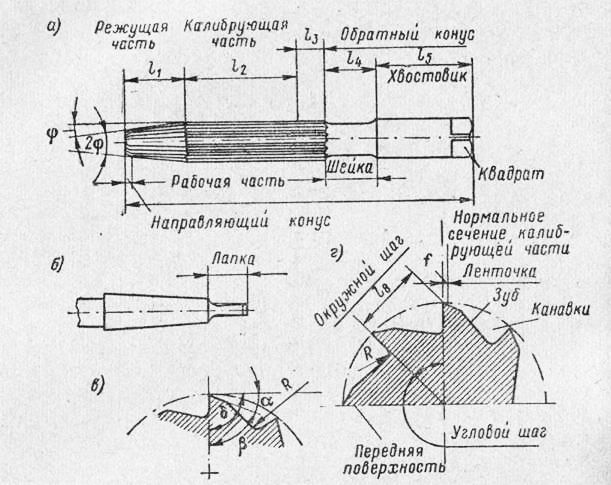
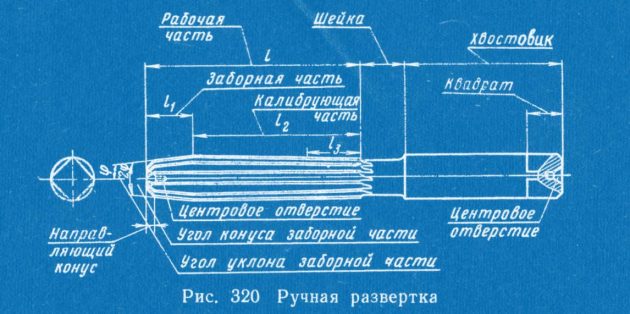
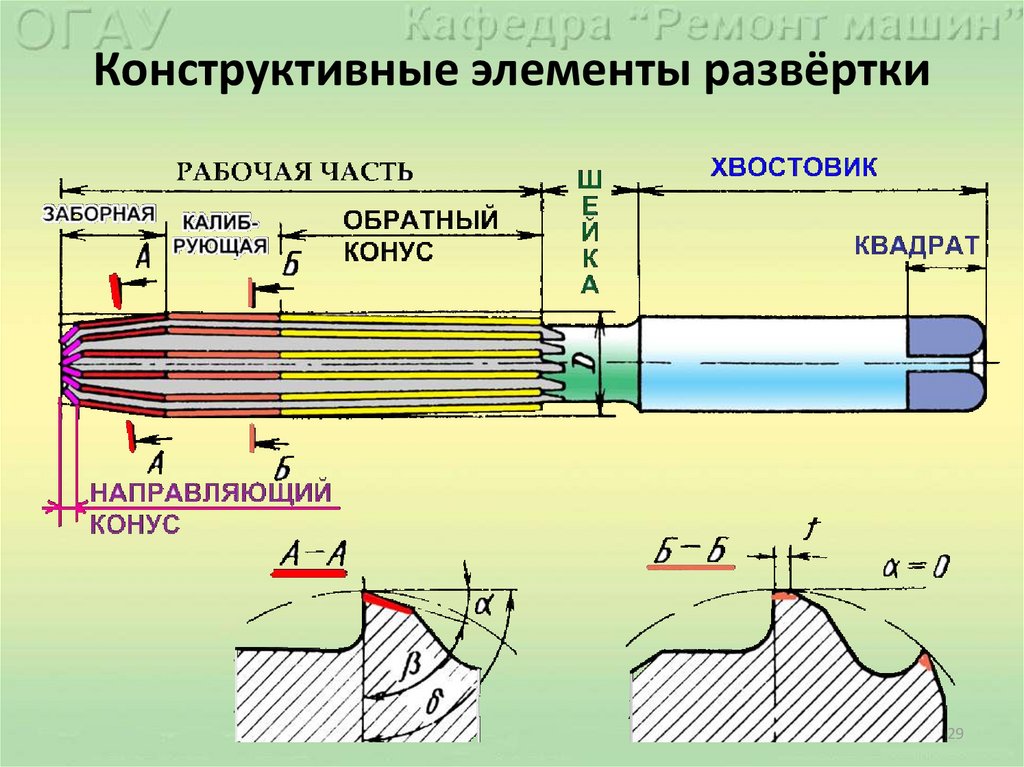
Развертка состоит из трех частей: рабочей части, шейки и хвостовика (рис. 2, а).
Основные виды
С учетом толщины снимаемого слоя, обработка производится одним инструментом, либо комплектом из черновой и чистовой развертки, а иногда и получистовой. Орудие для предварительной и финишной обработки отличается видом режущих лезвий и их численностью. Вдоль линии зуба черновой и получистовой разверток имеются зубцы или выступы.
Стандарт предусматривает классификацию типов разверток по следующим критериям:
- Вид обрабатываемого отверстия – цилиндрическая развертка и коническая;
- Тип обработки (черновая, чистовая);
- Метод фиксации инструмента;
- Конструкция режущих кромок;
- Расположение зубьев;
- С настройкой на размер обработки;
- Материал для изготовления.
В ГОСТ 1672-80 изложены нормы изготовления конических разверток, формирующих точные конусные отверстия. Существующие модели позволяют обрабатывать конуса такого назначения:
Развертка ГОСТ 1672-80
- Для последующего нарезания конических резьб;
- Под установку конических штифтов;
- Для установки метрического конуса;
- Отверстие сопряжения «Конус Морзе»;
- Под стандартный ряд конусностей 1:20, 1:30 и другие.
Нормативный документ регламентирует геометрию конических разверток, шероховатость, допустимые отклонения размеров и класс точности отверстий, получаемых после механообработки.
Металлорежущий инструмент для развертывания поделен на 2 большие группы: ручной и машинный. Машинные развертки применяются в сверлильных, токарных и расточных станках.
Между группами существуют видимые отличия. Ручные орудия — с более длинными рабочими кромками и квадратом. Машинные — с укороченной рабочей частью и длинным пояском. Крепятся в державках, которые монтируются в шпиндель.
Ручные
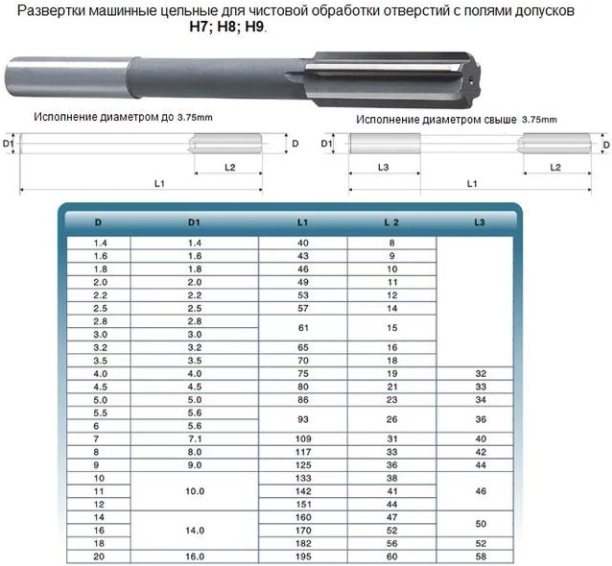
Развертки выпускаются по ГОСТ 7722-77 с размерным рядом 3-58 мм с шагом исполнения 1 мм и 0,5 мм до диаметра 15,5 мм. Набор с широким охватом диаметров позволяет обрабатывать самые разнообразные отверстия в деталях.
Развертывание ручным инструментом выполняется с помощью воротка для крепления и придания движения резания. Соединение с воротком осуществляется через квадратный участок на краю хвостовика и паз соответствующего размера.
Ручная развертка начинается с рабочей зоны и захода. Заходная часть выполнена под углом к оси и имеет меньший исходный диаметр на краю. Участок в виде пологой фаски облегчает позиционирование и врезание в припуск.
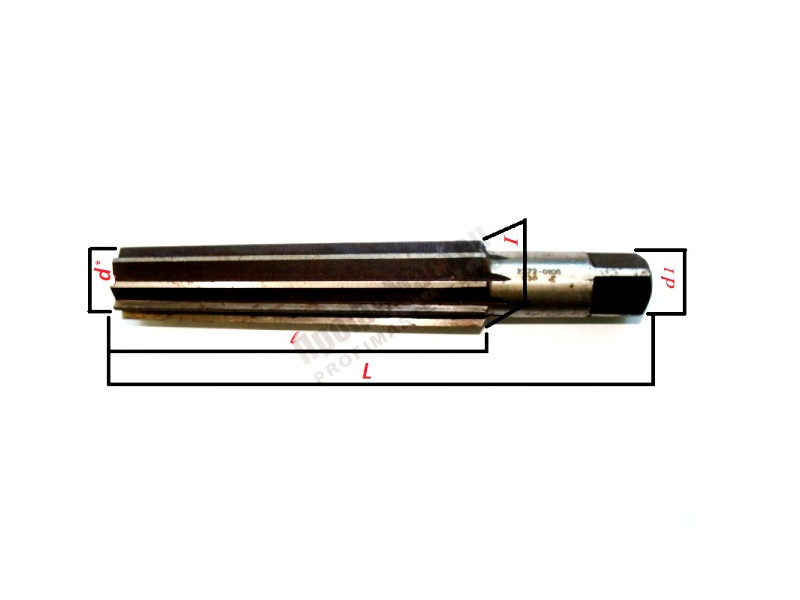
Машинные
Для разворачивания машинным инструментом используются металлорежущие станки с конусным патроном, в котором закрепляется хвостовая часть. Конические хвостовики нормализованы, и номер применяемого конуса связан с диаметром развертки. Такое орудие резания изготавливается цельным из быстрорежущей стали.




Производится несколько вариантов разверток. Конструкцию и геометрию определяет ГОСТ 1672-80.
Машинные развертки бывают:
- С цилиндрической и конической формой хвостовика;
- Насадного типа;
- Со сменными или регулируемыми ножами;
- С напайными пластинами.
Машинная развертка
Регулируемые
Регулируемые развертки позволяют изменять наружный размер режущей головки под конкретный диаметр отверстия. Это особенно необходимо, если диаметр обработки не целое число, а дробное, например, Ø15,3 мм или Ø 10,75 мм.
Развертка регулируемая реечная 10.0-10.5 мм
Инструмент малого диаметра позволяет регулировать размер обработки в пределах 1 мм. Для больших диаметров предусмотрена возможность более широкой настройки на 1-3 мм.
В таких развертках устанавливаются сменные ножи из быстрорежущей стали, которые фиксируются клиновыми вставками с накладками. Наборная головка закрепляется двумя гайками. После ослабления контргайки ножи выставляются на диаметр обработки, вымеряются с помощью штангенциркуля и микрометра и снова закрепляются.
При затягивании регулировочной гайки ножи подаются вверх, тем самым увеличивая диаметр инструмента. Ослаблением гайки удается уменьшить размер. Для удобства при настройке орудие обработки придерживают за квадрат.
Разжимные развёртки
Развертки разжимные — описание
В силу конструктивных особенностей развертки называют разжимными. Принцип регулировки разжимной развертки основан на перемещении шарика и винта. При вращении винта с нижней стороны шарик перемещается и распирает грани. Они расходятся от центра и наружный размер увеличивается.
Предел регулирования у такого инструмента меньше. Он составляет 0,15-0,5 мм и зависит от размера развертки. Усилие при настройке рекомендуется контролировать, чтобы избежать повреждения корпуса.
В производстве разверток применяется инструментальная и быстрорежущая сталь – 9ХС, Р6М5, Р18, Р6М5. В каталогах инструмента зарубежных компаний материал обозначается HSS.
Конструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок
Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне
Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.
Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
- Часть, отвечающая за калибровку инструмента перед его применением.
Конструкция сверл
Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетовApache OpenOffice илиLibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1.
Записываем наружный диаметр трубыD в миллиметрах
в ячейку D4: 57,0
2.
Значение внутреннего диаметра трубыd в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, тоd=0!3. Длину первого прямого участкаL 1 в миллиметрах вводим
Длину первого прямого участкаL 1 в миллиметрах вводим
в ячейку D6: 200,0
4.
Осевой радиус сгиба первого кривого участкаR 1 в миллиметрах записываем
в ячейку D7: 300,0
5.
Угол сгиба первого кривого участкаα 1 в градусах пишем
в ячейку D8: 90,0
6.
Длину второго прямого участка деталиL 2 в миллиметрах вводим
в ячейку D9: 100,0
7.
Осевой радиус сгиба второго изогнутого участкаR 2 в миллиметрах записываем
в ячейку D10: 200,0
8.
Угол сгиба второго изогнутого участкаα 2 в градусах пишем
в ячейку D11: 135,0
9.
Длину третьего прямого участка деталиL 3 в миллиметрах вводим
в ячейку D12: 300,0
10-15.
Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.






Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16.
Длину первого изогнутого участкаL 1 в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17.
Длину второго изогнутого участкаL 2 в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19.
Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20.
Общая длина развертки деталиL в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
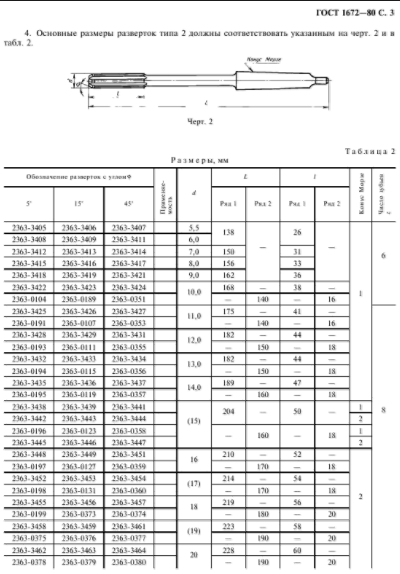
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||
| 0132> | 9,045 | 95 | 64 | 48 | 6,2 | 1 | |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||
| — | 0а | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||
| 0131 | 9,045 | 140 | 64 | 48 | — | 1 | |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 |
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ72-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134
Назначение и принцип действия

Это процесс механической обработки и очистки отверстий. На первый взгляд, он схож со сверлением и зенкерованием. Но применяется на более позднем этапе, а также имеет совершенно иное назначение. После формирования паза в нем практически всегда присутствуют серьезные отклонения по уровню допуска и квалитету от исходных параметров, указанных в чертеже. Это особенность инструмента и человеческого фактора. Идеальной точности добиться просто невозможно. Но финишная обработка максимально приближает изделие к заданной по схеме планке. И вот тут становится понятно, что такое развертка, для чего используется процесс. Это возможность достичь необходимого уровня квалитета. Выровнять геометрию, избавиться от заусенцев и неровностей на металле. Соответственно, процедура особенно актуально, если к обрабатываемому изделию вставляется в требованиях высокий класс точности. Да, достичь восьмого или седьмого класса вполне можно и обычным сверлением. Зенкерование позволит приблизиться к пятому, а в некоторых случаях даже четвертому классу. Но выше – это уже удел финишной обработки. Сам инструмент отличается большим количеством зубьев. Благодаря высоким оборотам круговых движений, а также продольной подачи, стержень выскабливает любые неровности, а также снимает стенки отверстия в самом маленьком значении. За заход стачивается буквально десятые доли миллиметр, позволяя приблизиться к идеальным параметрам, обозначенным на чертеже.
Поэтому слесарная механическая развертка – это единственный способ достичь неплохих показателей точности даже вне производственных цехов.
Как сверлить металл дрелью
Главной проблемой при работе с дрелью является ее ручное удержание. При этом необходимо строго соблюдать направление, обеспечивать необходимое прижимное усилие и контролировать скорость сверления.
Поставив необходимые метки на изделии, центра будущих мест сверления требуется накернить, что не даст буравчику сместиться. Заготовку можно закрепить в зажимах или же расположить на специальной подставке. При использовании ручного инструмента для отверстий в металлах требуется следить за строгим перпендикулярным расположением бурава.
Нельзя оказывать на инструмент чрезмерное давление во время работы. По мере прохода усилие уменьшается, что снижает образование заусенцев на выходе и предотвращает поломку сверла. При закусывании бурава он высвобождается путем обратного вращения.
Если необходима большая глубина сверления (более пяти диаметров сверла) следует особое внимание уделять охлаждению режущего предмета и постоянному удалению металлической стружки. Предварительно используется сверло короткого типа для получения требуемой центровки и направления подачи
Удаление стружки выполняют с помощью переворачивания детали, охлаждающей жидкостью, а также крючками либо магнитами.
Требования к сверлам
Чтобы качественно просверлить отверстие в металле требуется правильно подобрать сверла, учитывая диаметры, а также свойства материала. Для этого используется быстрорежущая инструментальная сталь. При высверливании легированных и углеродистых стальных предметов закаленного типа, чугуна, нержавейки и прочих труднообрабатываемых материалов применяют сверла твердосплавного вида.
Перед тем как просверлить отверстие в твердом металле необходимо его предварительно рассверлить инструментом меньшего размера. Некоторые режущие изделия имеют в составе кобальтовые добавки, которые увеличивают его износостойкость, а также долговечность. В маркировку данного инструмента добавляют литеру «К».
Мощность и обороты при работе
От мощности оборудования, выполняющего сверление металла, зависят его возможности. Ручные дрели, имеющие мощность порядка 500-700 Вт предназначены для высверливания участков максимум до 10-13 мм в диаметре.
Скорость вращения режущего инструмента при работе по обычному металлу используется малая и средняя (500-1000 об/мин). Использование высоких оборотов чревато быстрым нагревом сверла, что вызывает его отжиг с разупрочнением. Высверливание глубоких отверстий в металле следует выполнять с умеренным нажимом и невысоких скоростях.
Развертка из напильника своими руками
Здравствуйте, уважаемые читатели и самоделкины! В данной статье, автор YouTube канала «TOKARKA» расскажет Вам про изготовление интересного инструмента — развертки. Она пригодится для увеличения диаметра отверстий вручную.
Материалы. — Старый треугольный напильник — Деревянная рукоятка — Латунный кругляк — Шпилька М12 — Эпоксидный клей — Машинное масло — Паркетный лак — Наждачная бумага — Флюс, припой, паста ГОИ. Инструменты, использованные автором. — Ленточная шлифовальная машинка — Болгарка, шлифовальный и отрезной диски — Паяльник — Точильный и токарный станки — Небольшой горн — Газовая горелка — Тиски, шило. Процесс изготовления. Итак, мастер нашел у себя старый треугольный напильник. Для начала он обтачивает его грани шлифовальным диском. Доводку поверхностей он выполняет на ленточной шлифовальной машинке. Это довольно длительный процесс, обязательно нужно охлаждать заготовку в воде. Теперь заготовку необходимо закалить. Автор разогревает ее в простейшем горне до малинового цвета, и охлаждает в масле. После этого можно сделать отпуск металла. Кстати, в этой статье можно ознакомиться со способом изготовления простенького горна.
Далее мастер стачивает заднюю часть напильника так, чтобы на нее можно было приделать рукоятку. Штатный хвостовик можно обрезать, и основная часть инструмента уже готова!
В качестве рукоятки можно использовать старые ручки от стамесок, или отверток. Для того, чтобы хвостовик не провернулся в них, на нем нужно сделать насечку болгаркой, и соединить при помощи эпоксидного клея. Но у автора имеется токарный станок, и он сделает рукоятку самостоятельно. Сначала он обтачивает шпильку M12, оставляя 35 мм резьбы. Одной стороной она будет закручиваться в шарообразную рукоятку, а другой — впаиваться в латунный переходник. Затем высверливает в латунном кругляке сквозное отверстие.
И обтачивает деталь до приемлемой формы.
Теперь ему потребуется залудить хвостовик напильника, и шпильки.
Шпильку он сразу впаял в латунный переходник, зашлифовал его наждачной бумагой, и отполировал при помощи пасты ГОИ.
Зафиксировал заготовку в тисках, разогрел ее газовой горелкой, и впаял хвостовик напильника. Также у мастера нашелся готовый деревянный шарик с подходящим отверстием. В него и вклеивается шпилька при помощи эпоксидного клея. Мастер покрыл деревянную рукоятку несколькими слоями паркетного лака, он высох, и инструмент готов к испытаниям!
Первым подопытным будет кусок ДВП. Автор проколол его шилом, и сделал несколько оборотов разверткой. Небольшие заусенцы легко срезаются острой гранью инструмента. Материал очень легко поддается, и отверстия получаются буквально за секунды. В пластмассовом корпусе, даже без предварительного отверстия, этот инструмент сделал его очень быстро.
Да и деревянная доска тоже сдалась почти сразу. Вот такой «заменитель» сверл, ближайшим аналогом которого является ступенчатое сверло, получился.
Алюминиевый лист толщиной 2 мм автор предварительно просверлил, и с небольшим усилием смог расширить отверстие. Спасибо автору за простое, но полезное приспособление для дома и мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.