Сферы применения технологии
Процесс доводки и притирки очень трудоемок, поэтому прибегают к нему в тех случаях, когда необходима высокая точность сопрягаемых деталей. Во многих габаритных изделиях высокой сложности по этой технологии может быть сделать всего один или несколько узлов. Остальные при сборке монтируются без точной доработки. Доводка, притирка поверхностей, отверстий, резьбы нужна в следующих областях производства:
- при изготовлении насосов;
- при сборке двигателей;
- при доводке сопрягаемых, скользящих поверхностей в машиностроении (станки, оборудование);
- при изготовлении измерительных инструментов и высокоточных приборов.
В отдельных случаях монтаж обработанных деталей не является окончательной операцией. После установки механизм, прибор приводят в рабочее состояние и в среде мелкодисперсного абразива детали доводятся до нужных характеристик уже по месту. После чего устройство промывается, и в случае необходимости смазывается.
Суперфиниширование
В технике под суперфинишированием понимается такой метод доводки поверхностей, при котором достигается их особая чистота. Осуществляется оно при помощи колеблющихся абразивных брусков.
Суперфинишированем обрабатываются в основном наружные поверхности различных тел вращения. Суть этого метода состоит в таком принципе, как «неповторяющийся след». Его суть состоит в том, что одно и то же абразивное зерно не проходит по одному и тому же пути два раза.
При суперфинишировании главным рабочим движением является колебание головки, которая вместе с брусками продвигается вдоль оси. Ход брусков составляет от 2 до 6 миллиметров, в минуту они совершают от 200 до 1000 двойных ходов. При этом обрабатываемой детали придается вращательное движение.
Как вам такое? Слабо?
 7 раз измерь, один раз отрежь. А не как обычно
7 раз измерь, один раз отрежь. А не как обычно
Вместе со студентами я должен был выполнить (втихаря от них следя за процессом выполнения и не показывая свою работу) небольшой клепаный кронштейн из «корытца» и 2 пластин. Что может быть проще, казалось бы?
Увы, такие детали действительно все ещё проще делать руками: слишком малы габариты, слишком сложно закрепить на ленте режущего ЧПУ-станка, слишком дорого обойдется работа манипуляторов по сборке.
Не тут-то было! Поскольку на своем заводском участке я отвечаю только за сборку, монтаж и проверку оборудования, изготовление простейшей детали оказалось неподвластно с первого раза.
 Работа кипит
Работа кипит
Первый лист ушел в брак чуть больше, чем полностью. На втором получилось вырезать детали правильно с учетом всех сгибов.
Металл — не бумага, на угол тоже идет материал. Этого не замечаешь, когда руками водишь, глядя на уже привезенные «железки».
Сверление отверстий при использовании только имеющегося оборудование тоже оказалось непростым занятием. Дома я просто покупаю готовый кронштейн с «дырками». На заводе — заказываю удобную оснастку для рабочих (чаще уже готовую со склада).

А здесь есть только тиски и подставка. Попробуйте просверлить 12 отверстий в трех деталях соблюдая соосность. И тоже получится не сразу.
Допуски составляют 0,1 мм. Больше, чем на заводе (0,05-0,02 мм), но куда меньше, чем в быту (0,5-1 мм для слесарных сборок).
Популярные марки ПП на российском рынке
В России в продаже имеется множество фабричных марок ПП, которые могут иметь сильные отличия. Ниже мы рассмотрим несколько популярных марок паст.

ВМП Классическая
Самая популярная марка притирочных абразивов на российском рынке. Этим материалом можно обрабатывать как дизельные, так и бензиновые двигатели. Можно применять как для черновой, так и финальной отделки. Средний размер зерна составляет 70-90 микрометров, однако в процессе обработки зерно уменьшает в 5-10 раз, что является большим плюсом (за счет этого обеспечивается универсальность пасты). ПП не портится при хранении, ее легко использовать. Марка выпускается в виде пластиковых тюбиков с носиком, а также в пакетах. Стоимость большого тюбика весом 400 грамм составляет 700-800 рублей.
ВМП Профессиональная
Является усовершенствованной модификацией предыдущей марки. Подходит только для обработки бензиновых двигателей (для обработки дизеля рекомендуется использовать другую марку ВМП Алмазная). Можно применять для черновой или финальной обработки. Средний размер фракции составляет 45-75 микрометров, а в процессе обработки фракции уменьшаются в размере. Марка является профессиональной — с ее помощью можно обрабатывать двигатели как простых машин, так и гоночных. Также пастой можно затирать клапаны грузовиков, автобусов, различной военной техники. Выпускается паста в виде тюбиков, а также в пакетах. Стоимость тюбика весом 400 грамм находится в пределах от 900 до 1200 рублей.
ВМП Алмазная
ПП этой марки содержит алмазную крошку. Поэтому с ее помощью можно обрабатывать прочные дизельные движки. А вот применять ее для затирки бензиновых двигателей не рекомендуется — зернышки материала будут оставлять царапины, что может привести к растрескиванию клапанов. Марку применяют для черновой или чистовой обработки. ПП не рекомендуется смешивать с другими составами. Выпускается в четырех различных разновидностях (тюбики с составом + пакет 1 кг). Стоимость крупного тюбика весом 400 грамм составляет от 1300 до 1800 рублей.
ABRO GP-201
ABRO GP-201 выпускается в виде небольших баночек, где общий вес двух смесей которых составляет 140 г. Каждая баночка разделена на две секции:
- В первой секции содержится паста COARSE. Этот состав является крупнозернистым, а используется он для выполнения черновых работ, а также для обработки сверхпрочных клапанов.
- Во второй секции содержится другая ПП, которую называют FINE. Этот состав относится к категории мелкозернистых, а с его помощью выполняются финальные работы.
- Пользоваться ПП просто — сперва Вы применяете COARSE, а потом используете FINE. Такой способ обработки позволяет выполнить зачистку качественно, удобно, быстро.
ABRO GP-201 не портится при хранении. ПП относится к категории термоустойчивых, поэтому она переносит высокие температуры, которых может достичь мощный двигатель во время работы. Стоимость одной такой баночки составляет 200-400 рублей.

Притирочно-абразивный материал Done Deal
По композиции этот материал похож на пасту ABRO GP-201:
- Упаковка разделена на две автономных секции.
- В первой секции хранится универсальная среднезернистая смесь.
- Во второй секции хранится мелкозернистая смесь.
- Для затирки человек используется сперва среднюю смесь, а потом — мелкую.
Done Deal подходит для обработки бензиновых двигателей. Смесь не содержит крупные фракции, поэтому ее не рекомендуется использовать для обработки сильно поврежденных клапанов. В состав одной упаковки входит 2 одинаковых тюбика общей массой 50 г. Стоимость одной упаковки — 300-500 рублей.
ГОИ
Представляет собой притирочную пасту на основе оксида хрома и стеарина. Подходит для обработки всех бензиновых двигателей. Средняя стоимость 1 упаковки — 100-200 рублей. Выпускается в трех разновидностях в зависимости от крупности зерна:
- Опытным следует покупать крупнозернистую и мелкозернистую ГОИ, а обработку следует выполнять в два этапа.
- Новичкам рекомендуется отдать свое предпочтение универсальной среднезернистой ПП, а обработку можно выполнять в один заход.
Оборудование и инструменты для притирки и доводки металла
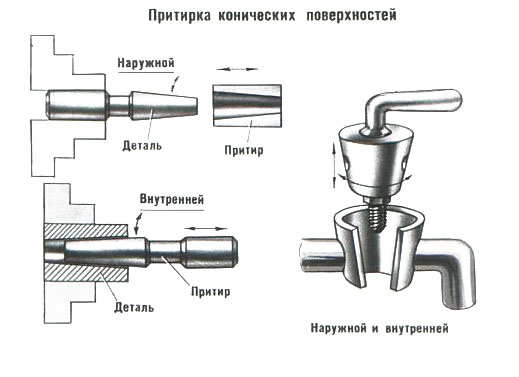
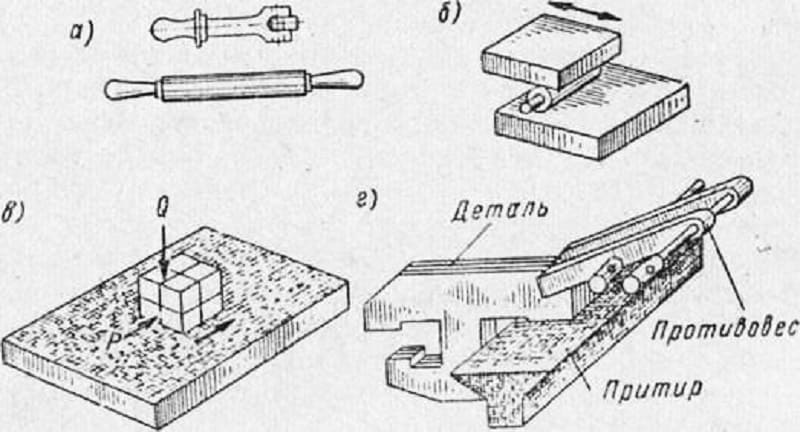
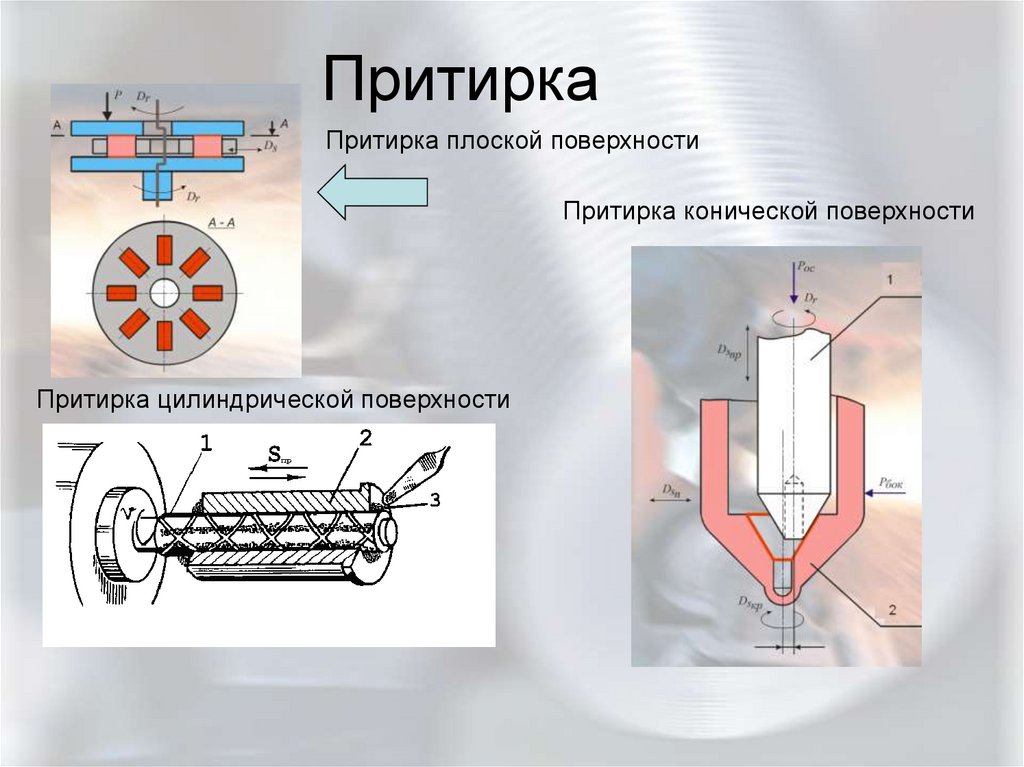
В зависимости от конфигурации и размеров обрабатываемых поверхностей, а также задач производства, притирочные операции выполняют вручную или с использованием станочного оборудования. При этом, кроме самих притиров, могут использоваться различные приспособления и оснастка. Конструкция притирочного инструмента зависит от формы обрабатываемой поверхности и технологических особенностей конкретного вида притирки. Как правило, выделяют следующие типы притиров:
- плоские (плиты, бруски, диски);
- цилиндрические с наружной рабочей поверхностью (гладкие и с канавками);
- цилиндрические охватывающие (в т. ч. регулируемые);
- фасонные (угловые, с пазами, с направляющими и т. п.);
- специальные (раздвижные, двусторонние и другие).
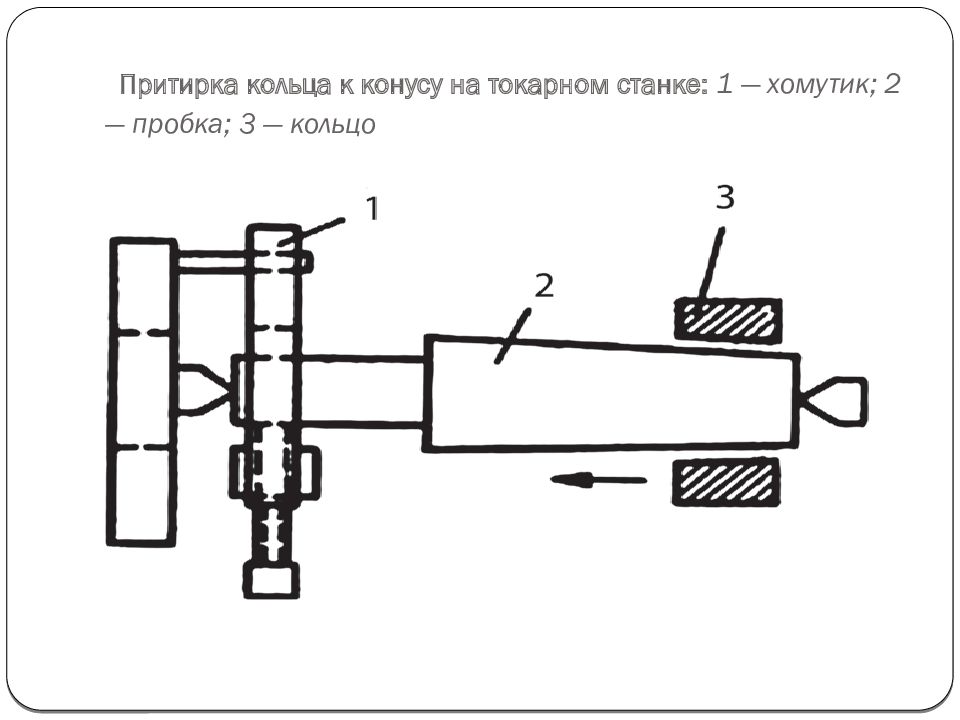
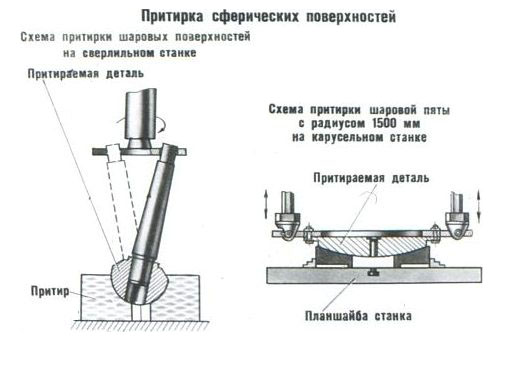
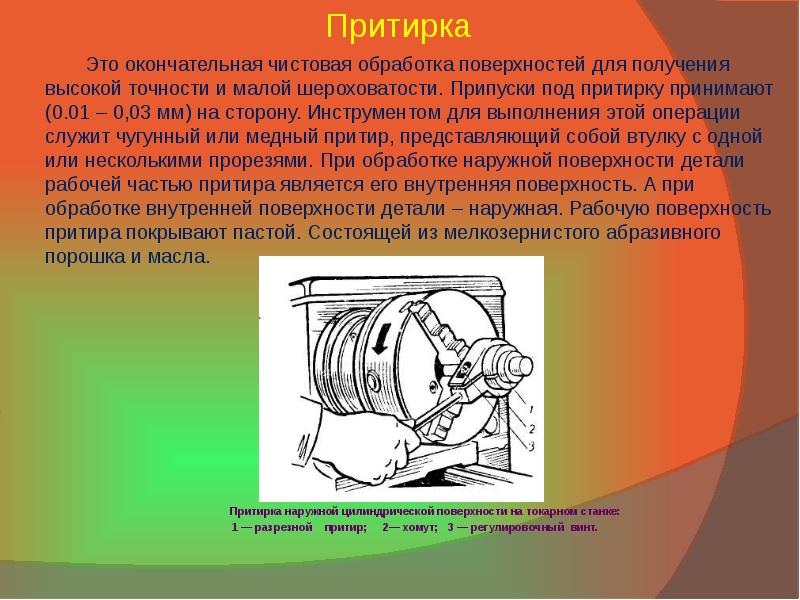
Машинная притирка используется в качестве операции доводки при серийном производстве. Ее выполняют на специализированных станках или же на сверлильном, токарном и фрезерном оборудовании, оснащенном специальным притирочном инструментом и оснасткой, которые чаще всего предназначены только для определенных видов притирок. Притирочный станок, как правило, передает вращательное или возвратно-поступательное движение одному или нескольким притирам, а деталь крепится в специальной оснастке. При массовом производстве большое количество одинаковых деталей (клапана, втулки и прочих) фиксируются в специальных приспособлениях, которые называются сепараторами, и притир обрабатывает их все одновременно.
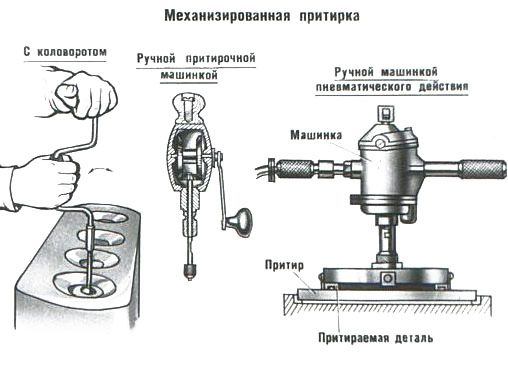
Машинная притирка
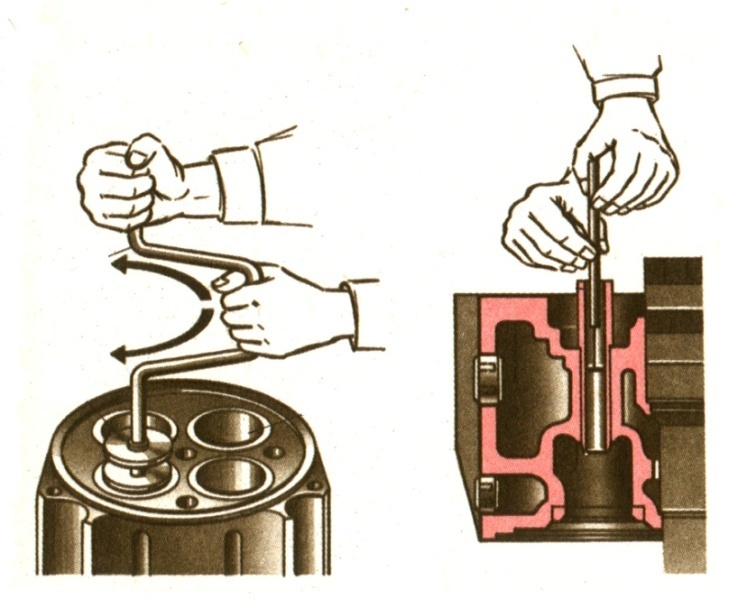
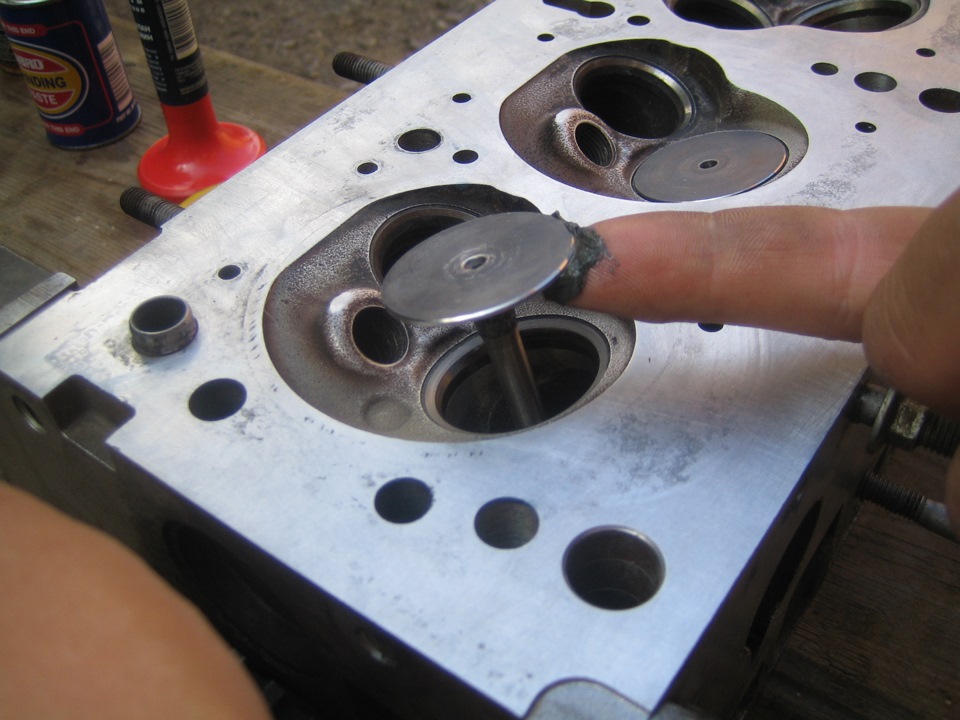
Ручную притирку, в основном, применяют при единичном изготовлении деталей и ремонте различного оборудования (запорной арматуры, блоков двигателей, измерительного инструмента и пр.), когда к шероховатостям обрабатываемых поверхностей предъявляются не слишком высокие требования. В этих случаях также используют ручные притирочные машинки и специальные насадки на пневмо— и электроинструмент. Если судить по видеороликам на YouTube, то самая распространенная операция с использованием таких насадок — это притирка клапанов автомобильного двигателя.
Автор статьи
Эксперт по обработке металлов давлением
Поиск записей с помощью фильтра:
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить , необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента
Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.
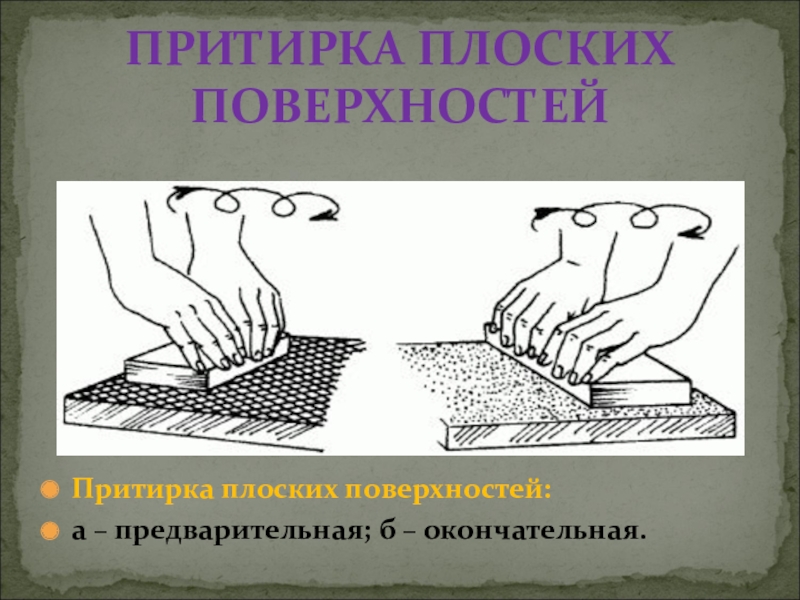
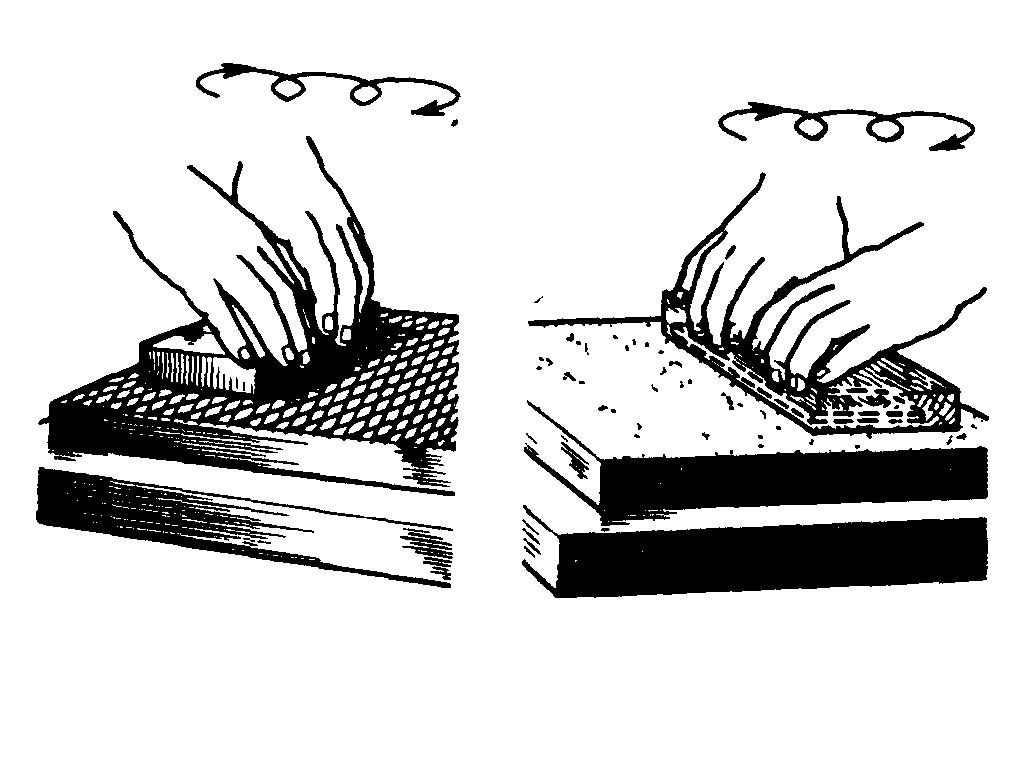
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у ) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.
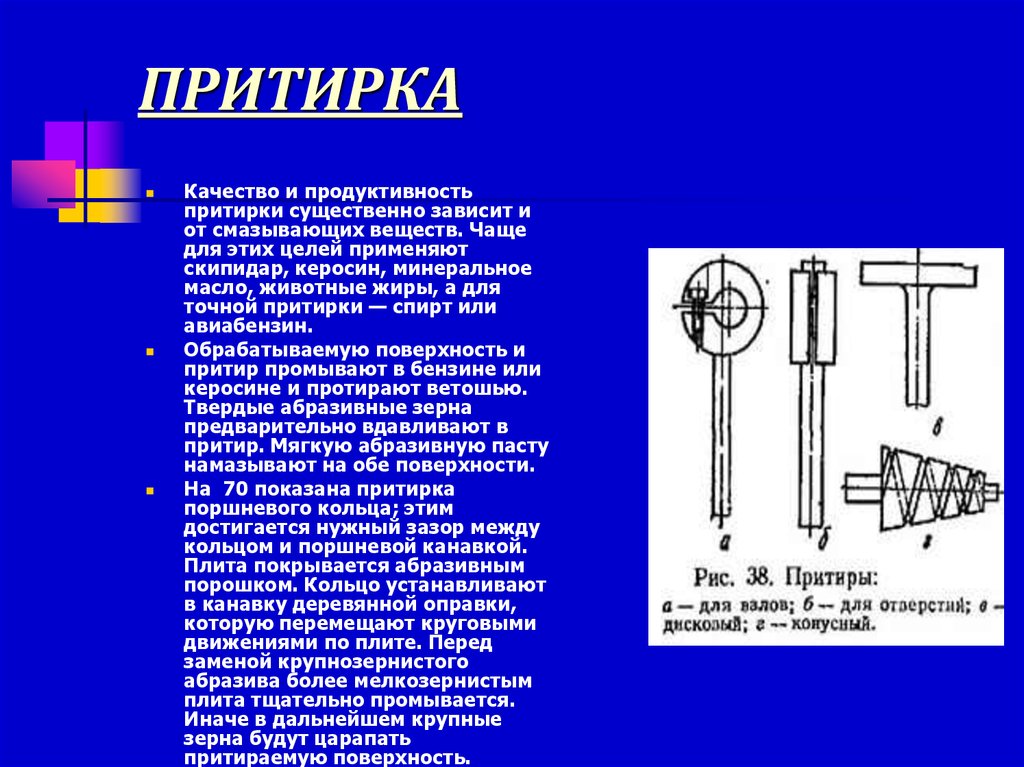
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.
Суть технологии
Целью операции является доведение поверхностей деталей до оптимальных характеристик, необходимых для совместной работы с другими элементами конструкции. Часто узлы механизма при эксплуатации работают при взаимном трении, например, поршень и цилиндр. Допуск в этом случае около 0,001 мм, что обеспечивает необходимую герметичность и свободный ход без заклинивания. Добиться такой точности позволяет операция по доводке и притирке. Но во время ее проведения слой металла частично удаляется, поэтому при производстве заготовок оставляют припуск 0,01-0,02 мм, чтобы в конечном результате получить деталь с точностью 0,001-0,002 мм.
![Глава xvii. притирка и доводка [1980 макиенко н.и. - общий курс слесарного дела]](https://takorest.ru/wp-content/uploads/c/4/7/c4743d5e7b7d1ea69f102b3a24c176a9.jpeg)


Не следует считать термины синонимами, притирка отличается от доводки согласно действующим нормам ГОСТ 23505-79. В рабочей документации следует точно указывать название операции.
Главной задачей при доводке является получение гладкой поверхности и соблюдение геометрической точности детали согласно чертежу. При этом характеристики по чистоте обработки, допуски могут полностью совпадать в обоих видах работ. Поэтому в реестре рабочих специальностей утвержден профессиональный стандарт специальности — «доводчик-притирщик». Обе операции финишные и если технология изготовления детали требует термической обработки детали то делают ее до слесарной работы.
Технология доводки и притирки заключается в нанесении абразивных смесей в виде паст, гелей, жидкостей на поверхность детали из стали, алюминия и других металлов и последующей механической обработкой специальными приспособлениями. Необходимый для работы инструмент и использующиеся расходные материалы указаны в инженерной документации. Доводкой сглаживают поверхность до нужных значений, удаляя излишки металла абразивными частицами, находящимися на поверхности обрабатывающего инструмента. Различают прямое и косвенное покрытие притирочной смеси. В первом случае абразив до начала операции вдавливается в поверхность приспособления, а во втором равномерно размещается по всей площади детали.
Чаще всего в роли притира используется брусок из чугуна, который хорошо удерживает абразив на поверхности. Уступая часто по прочности он эффективно обрабатывает закаленный металл. На практике используются свинцовые и деревянные притиры. Для холодной притирки сложных поверхностей применяются дополнительные устройства, например, стягивающая гайка при доводке резьбы. Возможны по технологии и предварительные операции. В станкостроении, к примеру, часто поверхности перед обработкой абразивными смесями шабрят. Это улучшает геометрию поверхности и ускоряет процесс.
Обработка деталей перед шлифовкой металлических изделий
Сперва производятся прочие операции по разрезанию стали, а также по преданию ей формы. Это может быть литье, штамповка, резание, фрезерование и пр. некоторые элементы проходят дополнительную термообработку для придания прочности — закалку, ковку, обжиг. Затем заготовку следует очистить от стружки, грубых окалин и наплавов, например, после сваривания. Если на поверхности остались масляные пятна или прочие загрязнения, их следует убрать. В обратном случае срез будет неровным, останутся бугры, а сам шлиф металла (отполированная плоскость) останется с повышенной шероховатостью.
Суть технологии
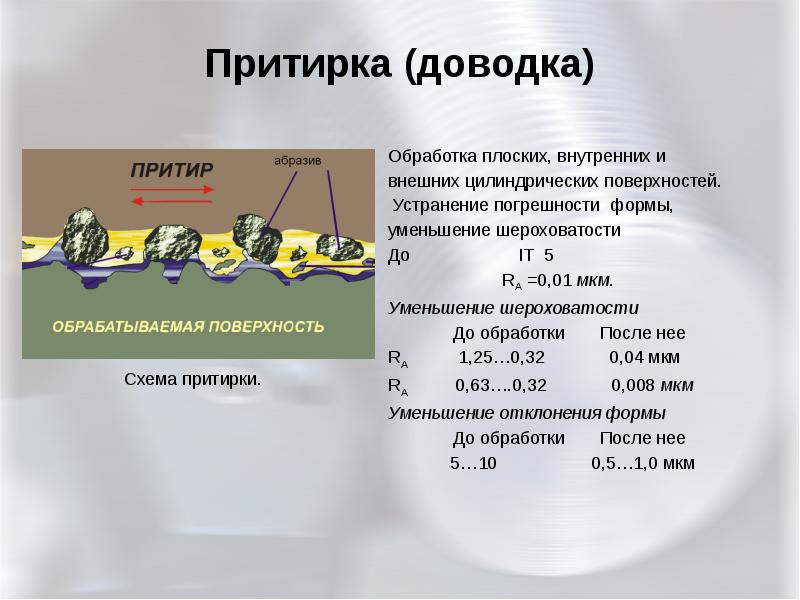
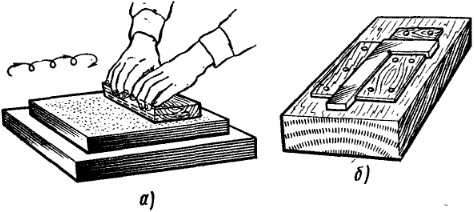
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
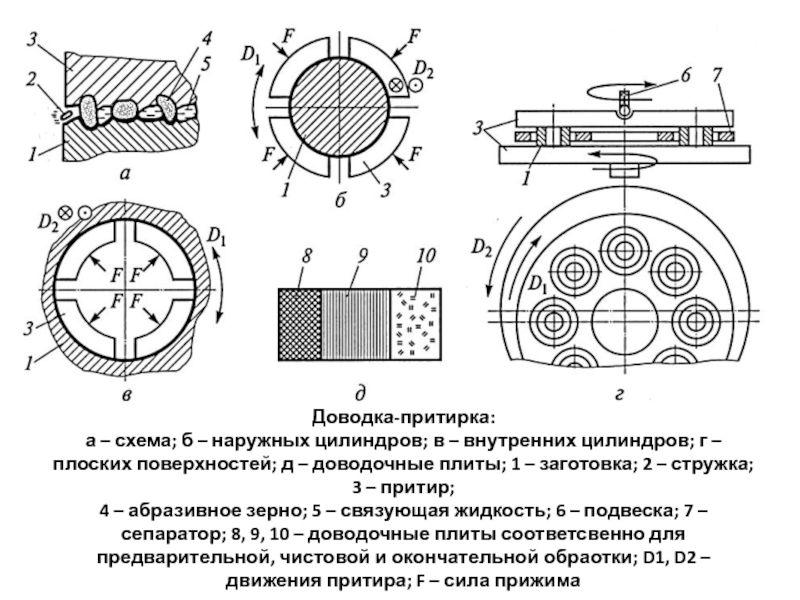
Схемы доводки
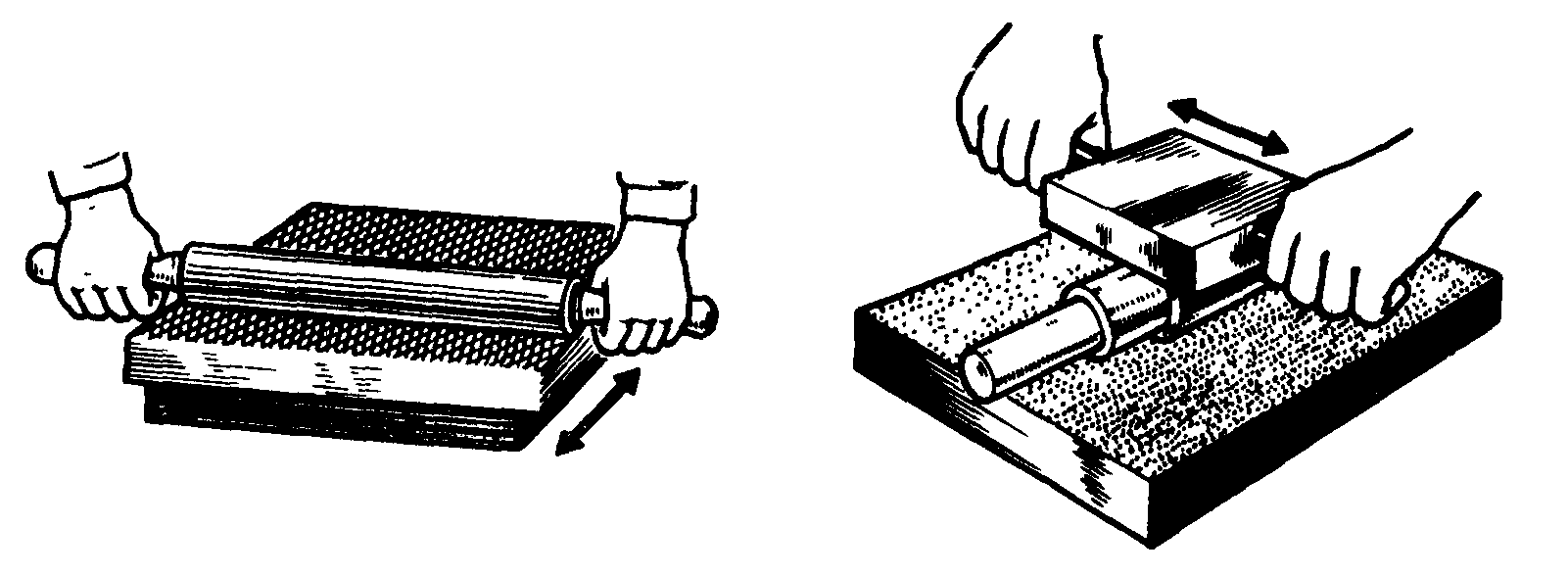
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
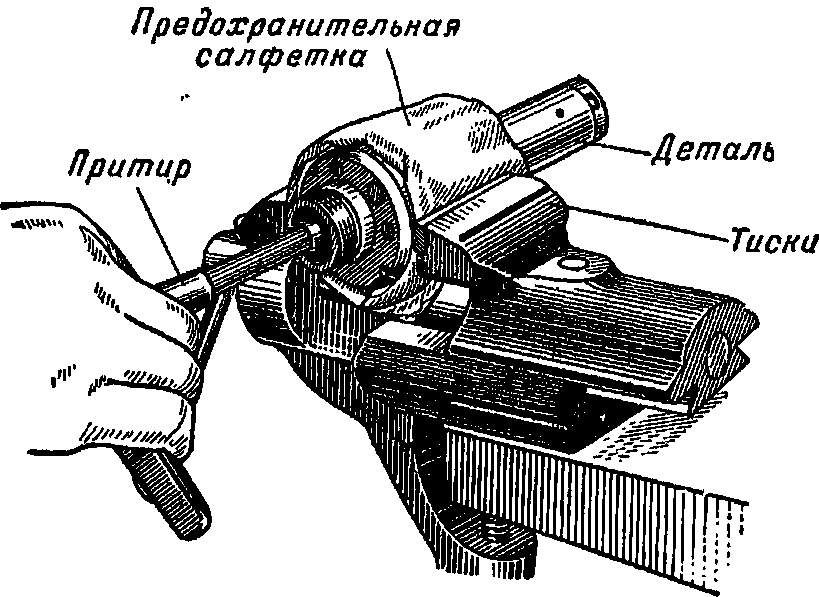
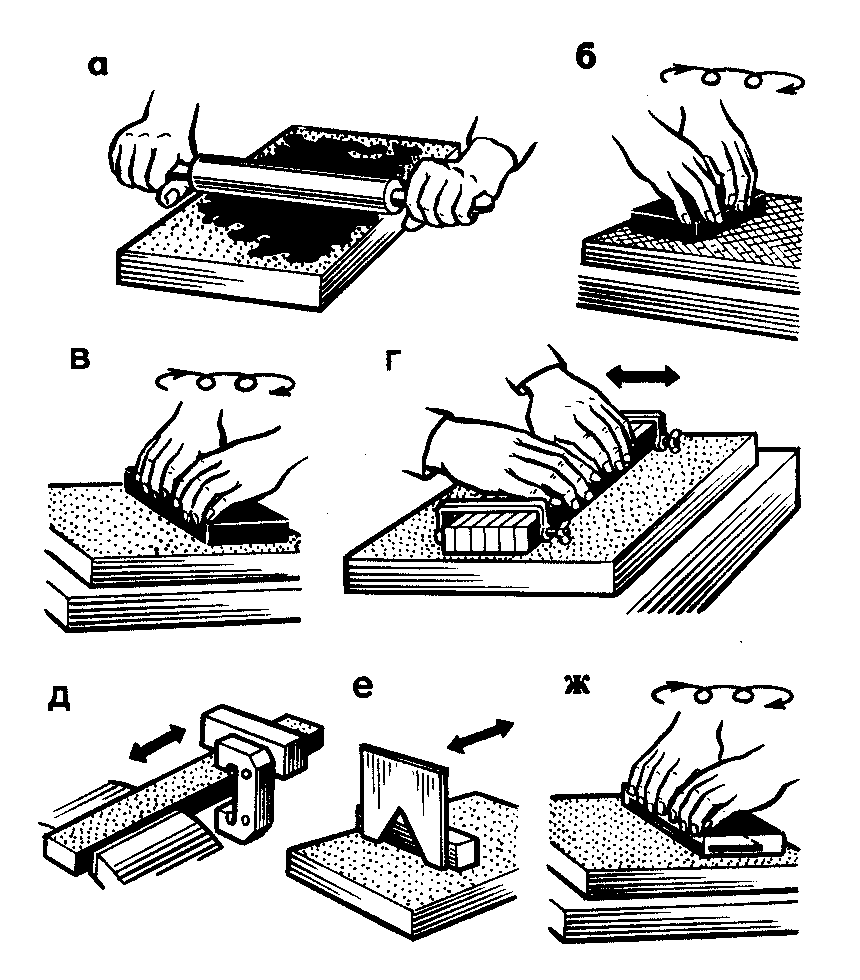
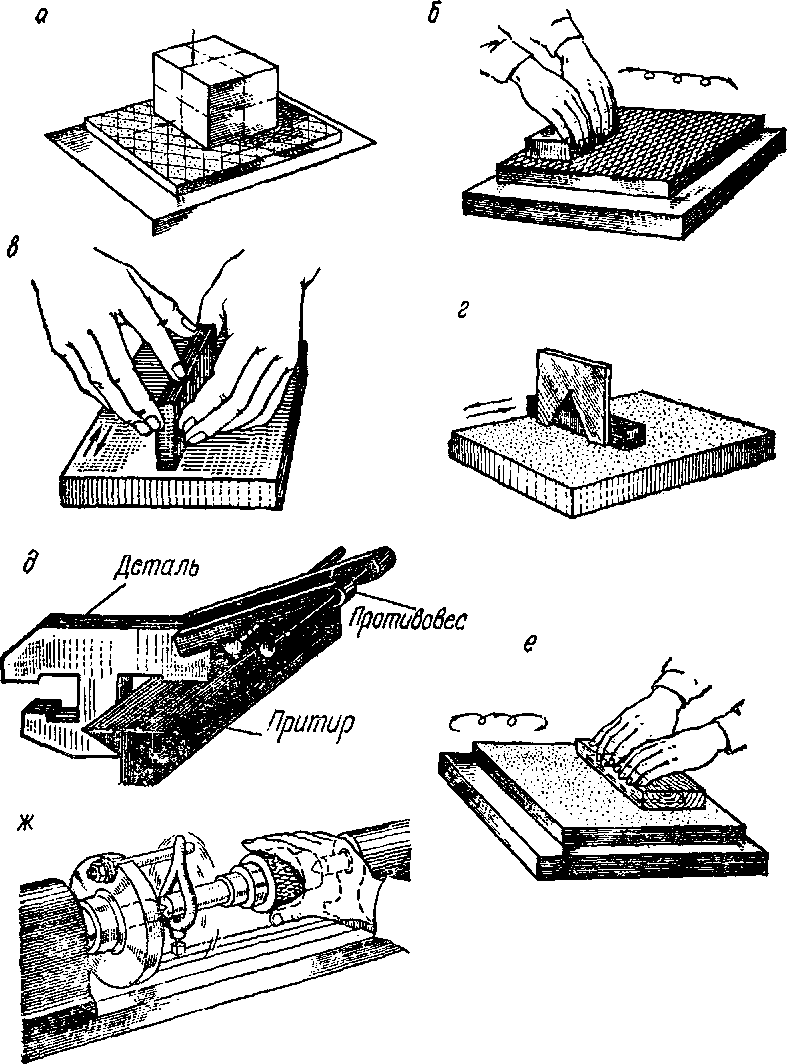
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
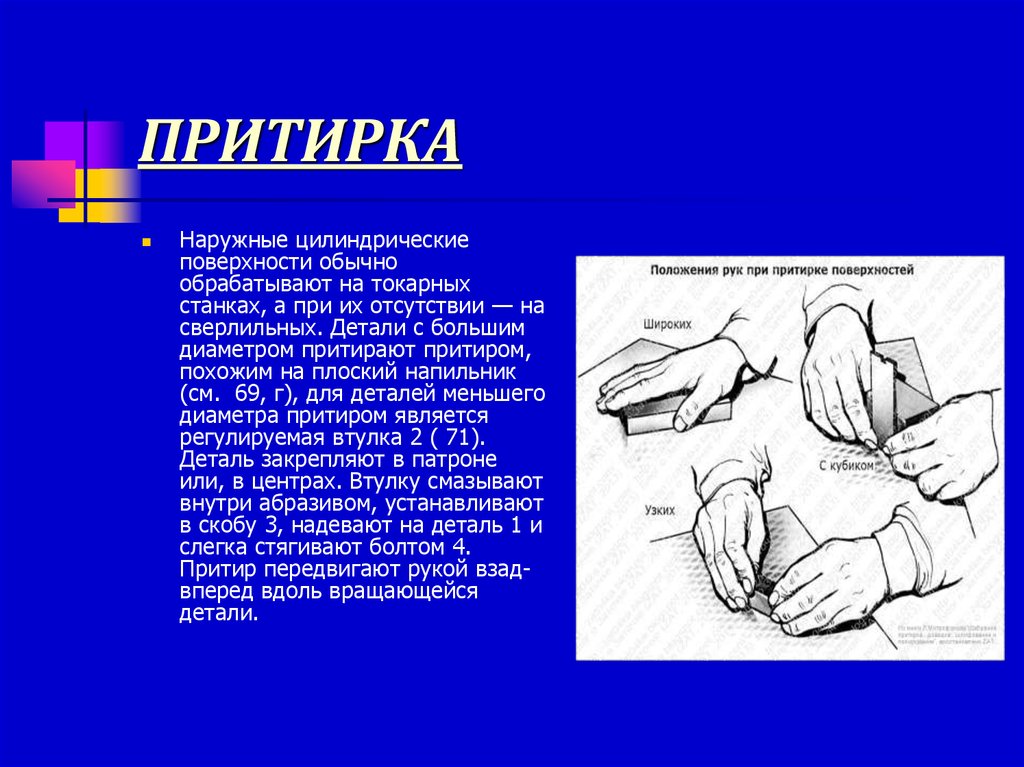
Положение рук при притирке металлических поверхностей
Информация о файле
Попов С. А.
Заточка и доводка режущего инструмента.
Учебник для сред. ПТУ. 2-е изд., перераб. и доп. М.: Высшая школа,1986. 223 с.: ил. (Профтехобразование)
5357315
Изложены основные сведения о современной технологии заточки и доводки режущих инструментов; устройстве, конструктивных особенностях и наладке заточных станков, а также безопасности труда при их эксплуатации; основных видах абразивных, алмазных и эльборовых инструментов для заточки и доводки;
механизации и автоматизации операций заточки. Второе издание (1-e – в 1981 г.) дополнено сведениями о заточке инструментов, оснащенных поликристаллами сверхтвердых материалов. Учебник может быть использован при профессиональном обучении рабочих на производстве.
Отдельное спасибо форумчанину Andy-aaa за предоставленную книгу.
Введение
Основные сведения об обработке резанием и режущем инструменте
Общие понятия о лезвийной обработке.
Определение общих понятий по абразивной обработке.
Основные сведения об абразивных инструментах и их характеристиках.
Заточные и шлифовальные станки и их назначение.
Понятие об организации рабочего места, техническом обслуживании и наладке станка.
Безопасность труда при выполнении работ абразивным инструментом.
Элементы механизмов и детали машин
Основные понятия.
Подшипники скольжения и качения.
Валы, оси, муфты и передачи.
Устройство и кинематические схемы станков и приспособлений для заточки режущего инструмента
Универсально-заточной станок.
Заточной электрохимический станок.
Технологический процесс и технологическая документация
Основные понятия о технологической подготовке производства.
Технологический процесс.
Технологическая документация.
Технологические базы.
Точность обработки.
Припуски на обработку резанием.
Шероховатость и волнистость поверхности.
Технологичность конструкций.
Основы резания материалов абразивными инструментами
Основные схемы взаимодействия абразива с заготовкой при абразивной обработке.
Режущая поверхность абразивного инструмента.
Образование поверхности на заготовке при абразивной обработке.
Силы резания, работа и мощность при шлифовании.
Тепловые явления и охлаждение при шлифовании.
Износ рабочей поверхности круга при шлифовании и правке кругов.
Балансировка шлифовальных кругов.
Шлифовальные круги и выбор их характеристики
Геометрическая форма и размеры абразивных инструментов.
Абразивные материалы.
Зернистость шлифовальных материалов и инструментов.
Концентрация зерен и структура абразивного инструмента.
Связка абразивных инструментов.
Твердость абразивных инструментов.
Классы точности абразивных инструментов.
Классы неуравновешенности шлифовальных кругов.
Маркировка шлифовальных кругов.
Заточка и доводка резцов
Назначение заточки и доводки режущего инструмента.
Конструктивные элементы и геометрические параметры режущей части резцов.
Схемы заточки и доводки резцов и технологическая оснастка для закрепления и установки резцов при заточке.
Режимы заточки и доводки резцов.
Станки для заточки резцов.
Контроль качества заточки резцов.
Заточка сверл
Конструктивные элементы и геометрические параметры режущих элементов сверл.
Методы заточки спиральных сверл.
Станки для заточки сверл.
Технология заточки и подточки сверл.
Контроль качества заточки сверл.
Заточка зенкеров и разверток
Конструктивные элементы и геометрические Параметры режущей части зенкеров и разверток.
Схемы заточки зенкеров и разверток. Станки и приспособления для заточки.




Контроль качества заточки зенкеров и разверток.
Заточка фрез
Конструктивные элементы и геометрические параметры фрез.
Схемы заточки фрез и оснастка для установки фрез при заточке.
Технология заточки фрез и фрезерных головок.
Контроль качества заточки фрез.
Инструменты, оснащенные поликристаллами сверхтвердых материалов и их заточка.
Заточка метчиков и плашек
Конструктивные элементы и геометрические параметры режущей части метчиков и плашек.
Технология заточки метчиков и плашек. Оборудование для заточки.
Контроль качества заточки метчиков и плашек.
Заточка протяжек
Назначение и типы протяжек, их конструктивные и геометрические особенности.
Износ протяжек и величина слоя, сошлифовываемого при переточках.
Технологический процесс заточки и доводки протяжек.
Контроль качества заточки протяжек.
Заточка зуборезного инструмента
Основные элементы зубчатого колеса и зубчатого зацепления.
Особенности конструкции зуборезного инструмента.
Технология заточки зуборезных инструментов.
Контроль качества заточки зуборезного инструмента.
Список рекомендуемой литературы
Старичков В. С. Практикум по слесарным работам: Учеб. пособие для подготовки рабочих на производстве. — 3-е изд., перераб и доп. — М.: Машиностроение, 1983, — 220 с., ил.
Данное учебное пособие, в отличие от других учебников и пособий по слесарному делу, содержит подробное описание конкретных рабочих приемов и способов практического выполнения основных слесарных операций и видов работ в определенной технологической последовательности.
Учебное пособие предназначено инструкторам производственного обучения для оказания помощи по проведению практических занятий при подготовке слесарей различных специальностей: слесарей механосборочных работ, слесарей по контрольно-измерительным приборам и автоматике, слесарей-ремонтников, слесарей по ремонту автомобилей и рабочих других специальностей.
Почему ножи теряют остроту
Нож, независимо от того дешёвый он или дорогой, из мягкой стали или закалённый, со временем затупится. На режущую кромку воздействуют несколько факторов:
- Мягкие продукты питания или плотное дерево имеют свою жёсткость и неоднородный состав. Нож, встречаясь с такими препятствиями, теряет частички с режущей кромки. Таким образом происходит её деформация, и нож начинает резать хуже от естественного износа.
- Режущая кромка загибается. Даже мягкий материал, даёт противодействие при разрезании. Режущая кромка, встречая боковое сопротивление, загибается или откалывается.
В зависимости от марки стали, из которой сделано лезвие, и её закалки результат работ будет следующим:
- В случае с мягкой сталью, кромка всегда будет загибаться. Достаточно сделать правку камнем и можно продолжать работу, но это действие придётся повторять часто.
- Когда сталь излишне жёсткая, режущая кромка клинка отламывается. У неё недостаточно гибкости, чтобы реагировать на излом. Таким ножом работать не получится.
Поэтому клинки, в зависимости от сферы использования, делают либо из нескольких слоёв металла, либо из стали, не имеющей максимальных показателей закалки.