
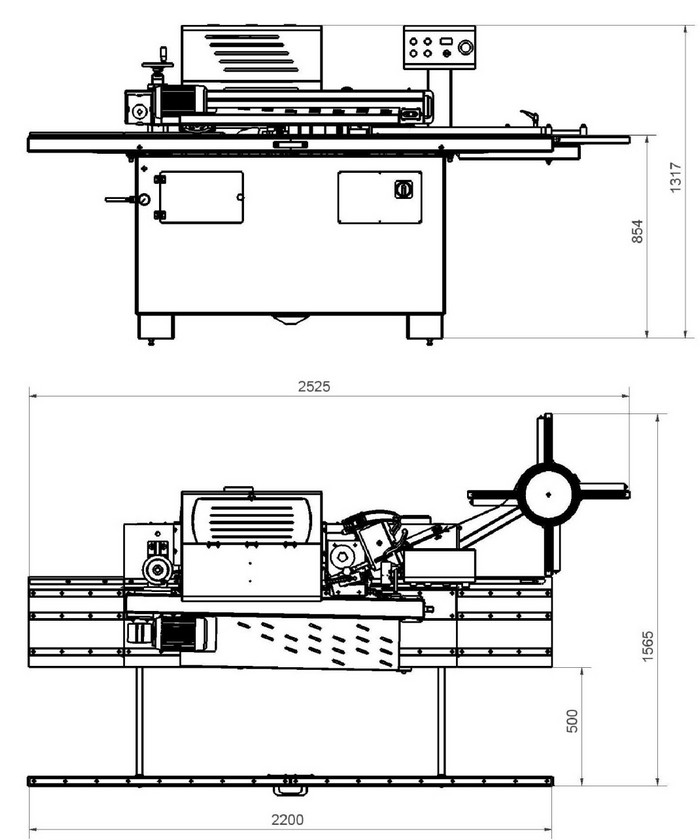
Односторонние автоматические кромкооблицовочные станки
Назначение: Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами.
Принцип работы:
- рис.4
- рис.5
- рис.6
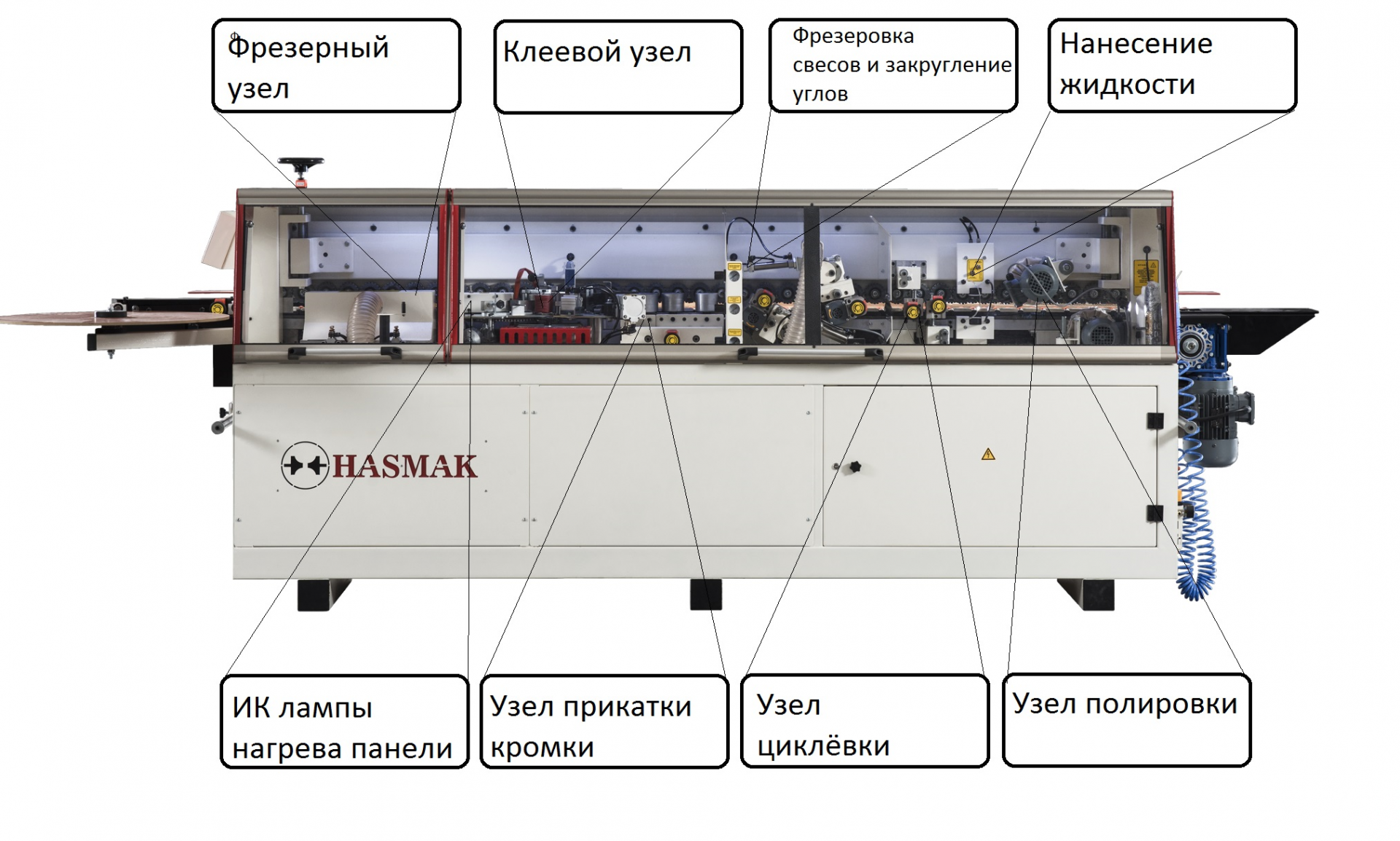
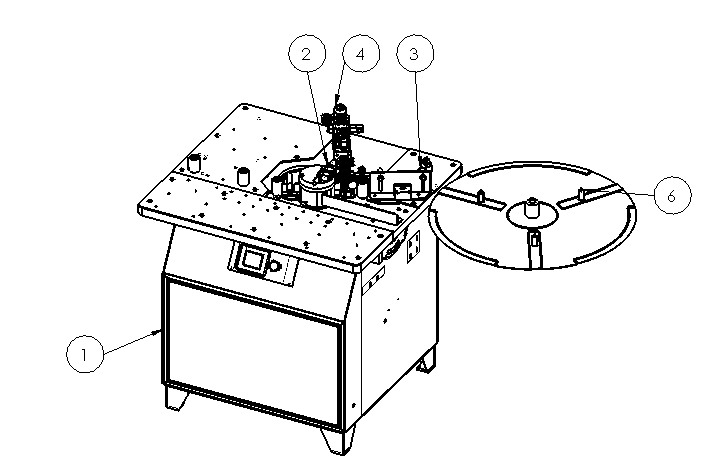
Рассмотрим принцип работы на станке с максимальной комплектацией агрегатами и устройствами , входящими в состав станков. Станки бывают с ЧПУ и без. Станки с ЧПУ управляются электронным устройством способным менять настройки станка автоматически, на станках без ЧПУ настройка оборудования происходит вручную. Заготовки в процессе обработки перемещаются посредством приводного транспортера с регулируемой скоростью подачи или без регулировки.
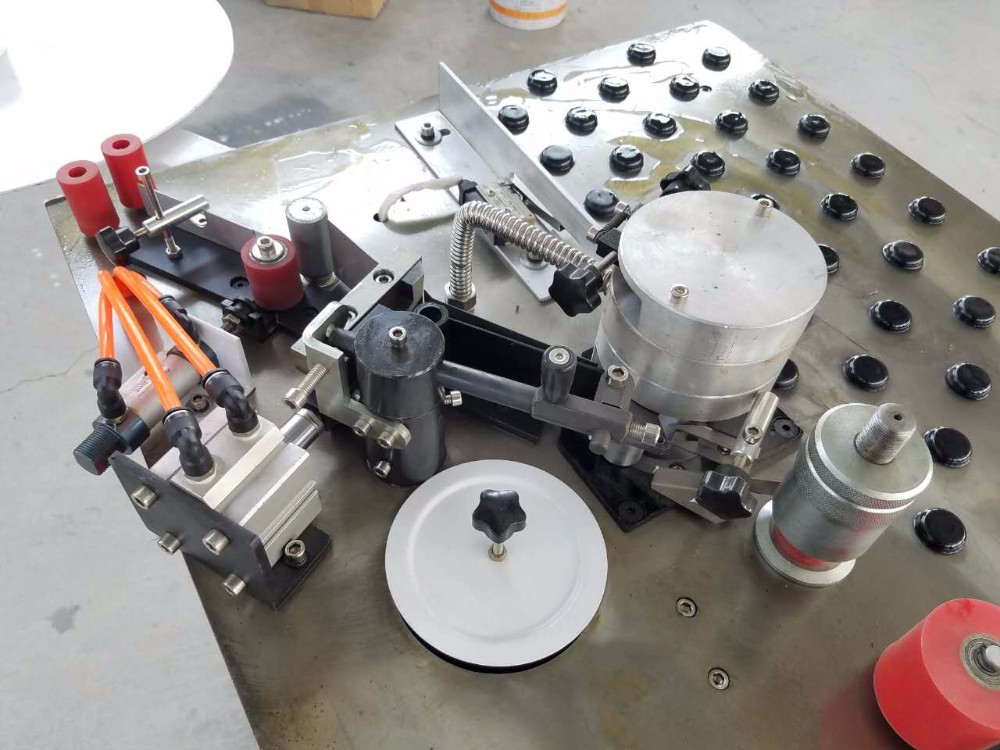
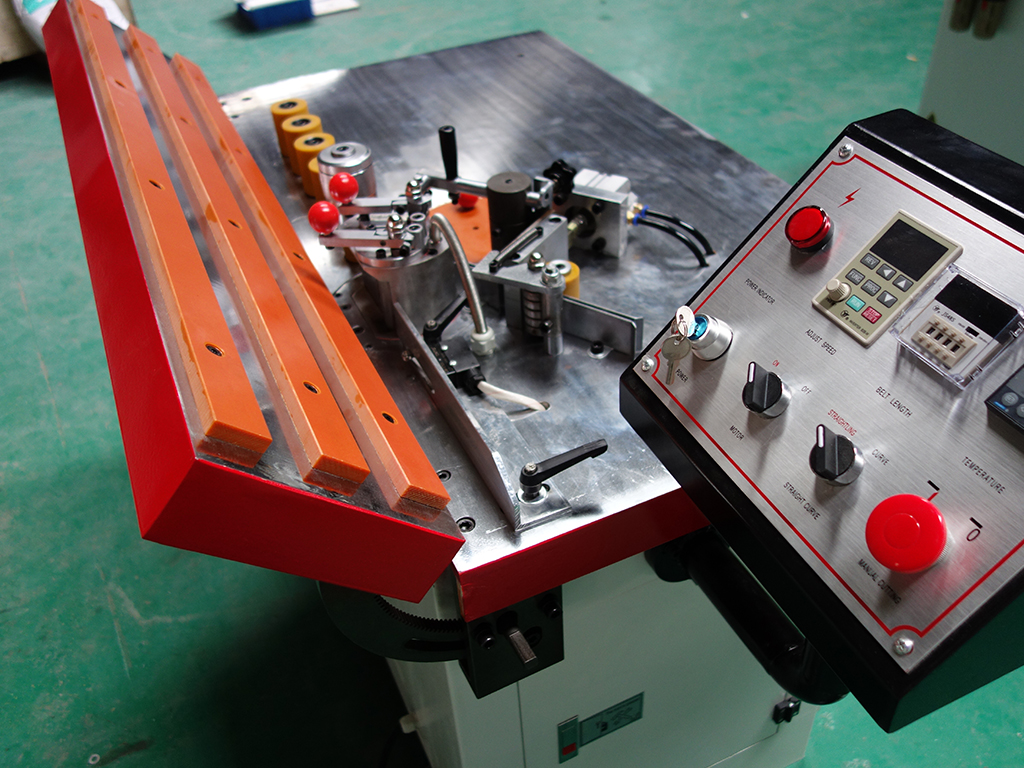
Первый узел в станках (рис.4 слева) — узел предварительного фрезерования торца заготовки. Позволяет устранить дефекты на заготовках, которые возникают вследствие раскроя (сколы, ступенька от подрезной пилы), а также дефекты связанные с низким качеством плитных материалов дсп, мдф (утолщение на торцах). Далее: Ик – лампа предварительного подогрева заготовки Позволяет осуществить предварительный прогрев торца заготовки перед клее наносящим узлом для улучшения адгезии и равномерности распределения клея – расплава. Далее: Магазин подачи кромочного материала Включает в себя приводной подающий ролик и специальную обойму для подачи полосового материала. Далее: Узел нанесения клея С помощью данного узла осуществляется нанесение и регулировка количества клея. Температура клея регулируется электронным блоком контроля, что гаранитрует поддержание нужной температуры и исключает перегревание клея.
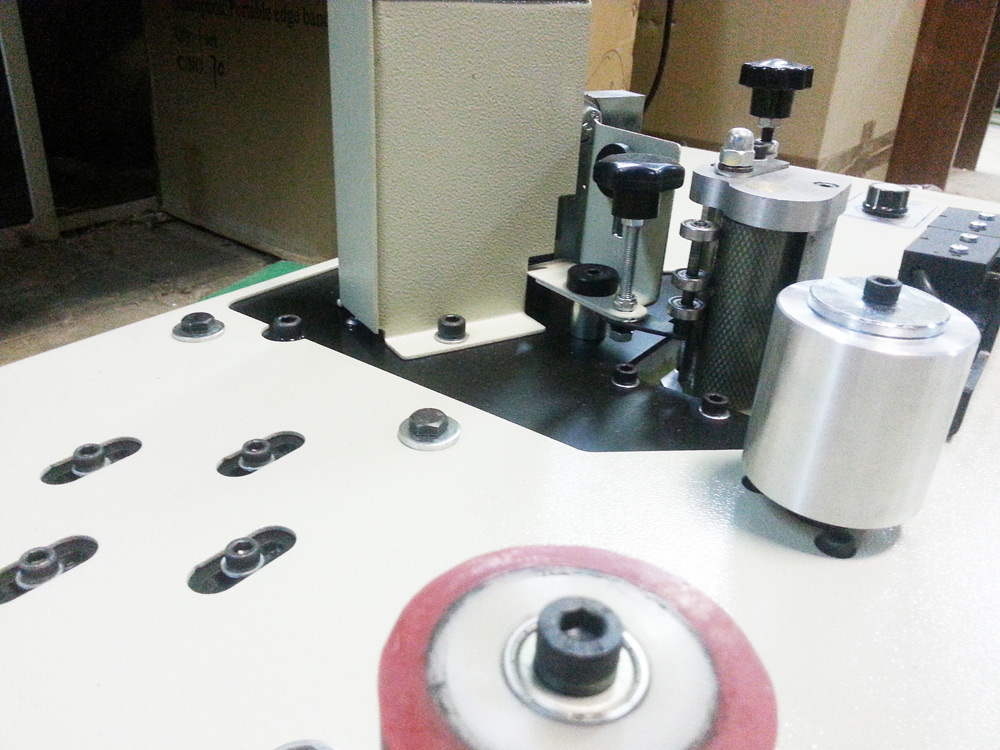
Следующие агрегаты, устанавливаемые на станке служат для обработки снятия свесов кромочного материала. Первый агрегат (рис.14 слева) — Узел торцовки свесов. Чистовая торцовка свесов кромки осуществляется автоматически, с помощью двух пил. Далее:Узел фрезерования свесов. Фрезерный узел оснащен двумя радиусными фрезами R2 и плавающими копирами, позволяющими отслеживать толщину заготовки, что обеспечивает отличное качество обрабатываемой поверхности. Далее:Узел автоматического скругления торцевых углов приклееного кромочного материала Позволяет в автоматическом режиме произвести скругление торцевых углов кромочного материала без остановки заготовки. Далее:Циклёвочный узел Осуществляет финишную обработку материала (pvс/abs) толщиной от 1 до 3 мм и полностью устраняет такой дефект как «кинематическая волна», возникающий при фрезеровки свесов кромочного материала на больших скоростях подачи.
Следующие агрегаты служат для придания качественного внешнего вида, получаемой мебельной заготовке. Промышленные фены (рис.15 слева). Предназначены для восстановления естественного цвета кромочного материала после обработки на узле циклёвки. Далее:Полировочный узел. Предназначен для полировки обработанной части кромки, удаления излишков клея-расплава, а также придания ей естественного цвета и блеска.
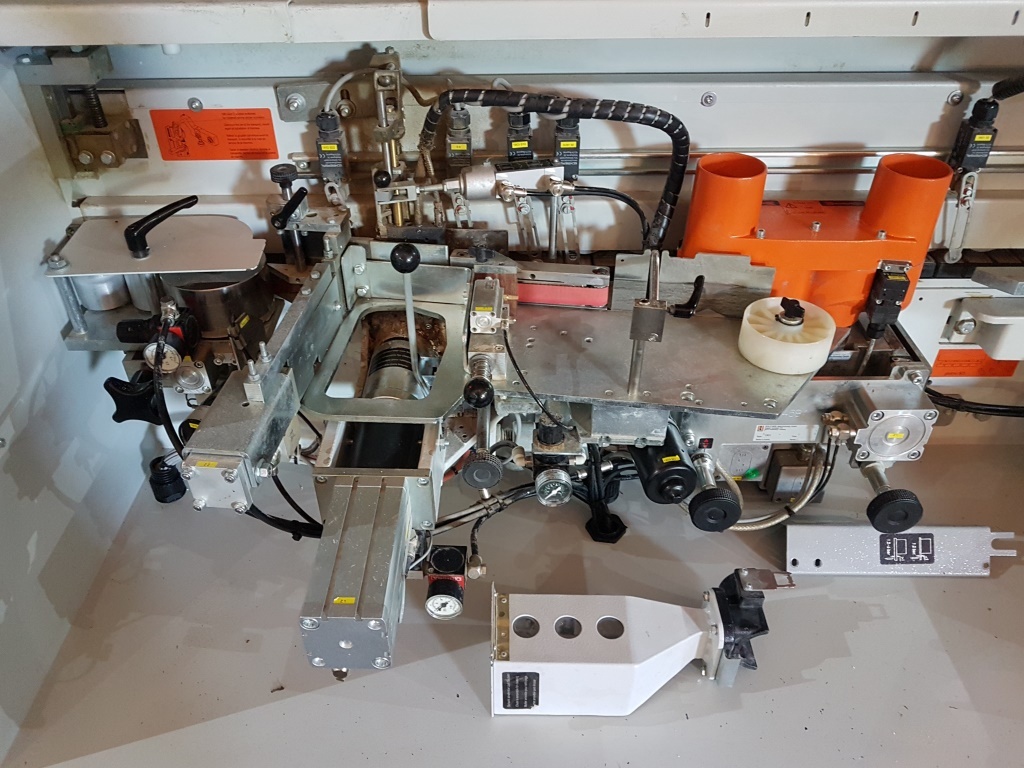
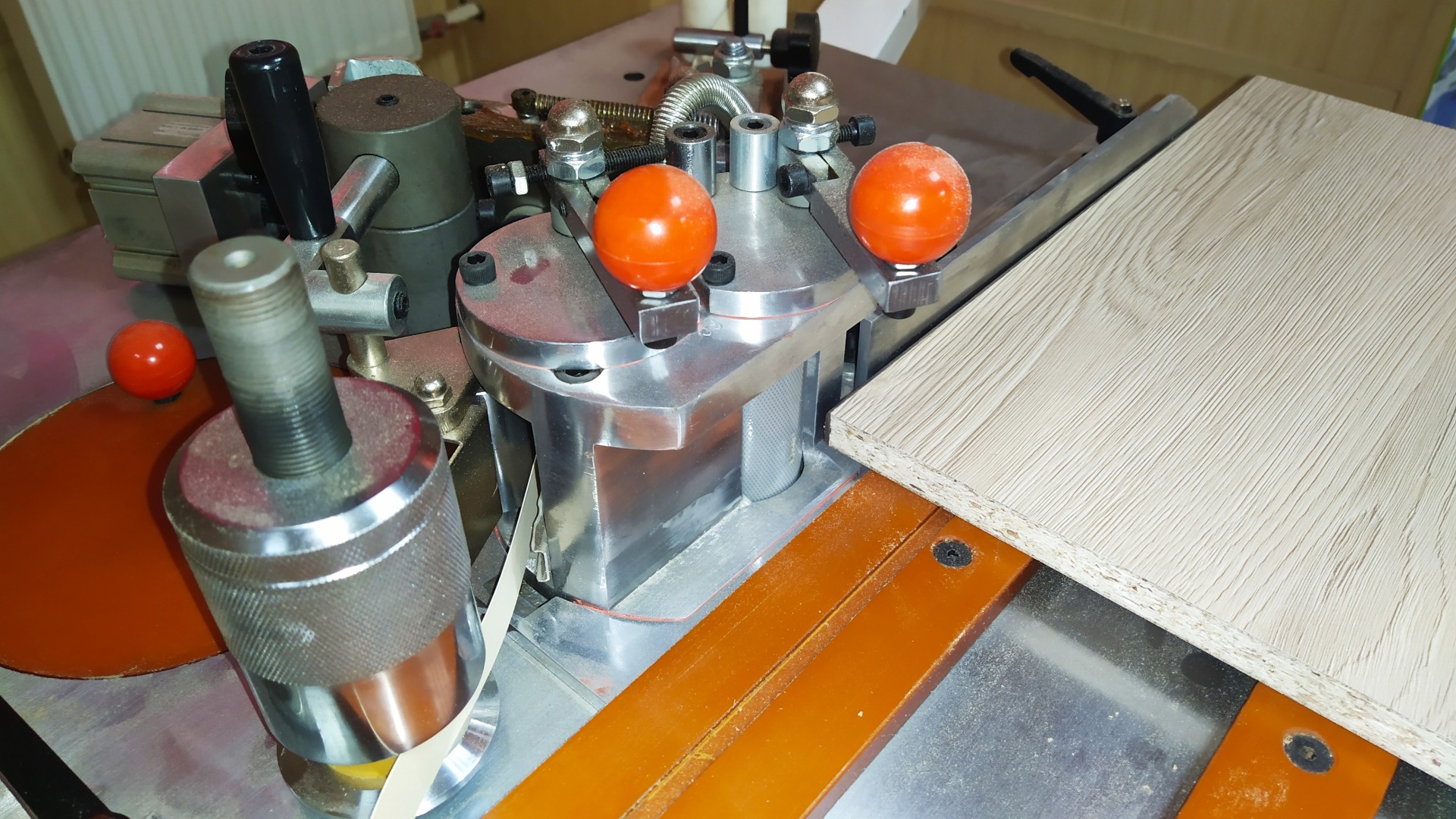
Фото станков:
- рис.7
- рис.8
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для автоматических кромкооблицовочных станков
Выбор клея-расплава производят в зависимости от применяемого оборудования и задачами, стоящими перед производством. Для средне скоростных станков наиболее подходящим является клей-расплав производства Kleiberit 788.7, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи до 15 м/мин, его технические характеристики можно посмотреть здесь. Для высоких скоростей подачи можно применять клей-расплав 744.4, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи от 20 до 40 м/мин, его технические характеристики можно посмотреть здесь. Существуют станки производства фирмы Holz-her, использующие не гранулированный клей-расплав а катриджный. Для этих станков у фирмы Kleiberit есть клей марки 782/.0, его технические характеристики можно посмотреть здесь.
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.
- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).
- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.
- Проверяем листогиб в работе и осуществляем покраску.
Устройство листогибов

Оборудование состоит из нескольких основных узлов:
- Cтанины или стойки. К узлу крепятся остальные детали, станина и стойка выполняют несущие функции.
- Прижимной и основной планки. К узлам фиксируют рабочий инструмент и заготовки. Гибка металла осуществляется перемещением гибочной балки.
- Привода. Оборудование комплектуется ручным, электрическим или гидравлическим приводом. Силовые агрегаты или передаточные механизмы ручных машин развивают усилие, необходимое для обработки.
- Блока управления и передаточного механизма. Узлы предназначены для включения и отключения привода, передачи и регулирование усилия гиба.
Станки также могут комплектоваться пневматическим компенсатором для компенсации усилий оператора, системой компенсации прогиба, ножной педалью включения и отключения, газовым или механическим упором для фиксации прижимной балки.
Требования охраны труда в аварийных ситуациях
4.1 При возникновении неисправностей оборудования (отказ в работе, постороннем шуме и стуке, возникновении поломок, угрожающих аварией, прекращение подачи электроэнергии, появлении постороннего запаха) необходимо прекратить эксплуатацию оборудования, выключить его. Необходимо оповестить об опасности окружающих людей и непосредственного руководителя работ.
4.2. При пожаре или обнаружении признаков горения немедленно сообщить в пожарную команду по телефону …., сообщить мастеру или вышестоящему руководителю и приступить к тушению пожара имеющимися средствами пожаротушения. При необходимости вызвать городскую пожарную службу по телефону 112, организовать встречу пожарной команды.
4.3. При несчастном случае с Вами или другим работником прекратить работу, поставить в известность мастера оказать первую доврачебную помощь пострадавшим и обратиться в здравпункт лично или позвонить по телефону …..
Обеспечить сохранность обстановки аварии или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки. При необходимости вызовите скорую медицинскую помощь по телефону 112.
4.4 При аварии систем водоснабжения, отопления и т.д. препятствующих выполнению технологических операций, прекратить работу до ликвидации аварии и её последствий.
Позиционные кромкооблицовочные станки.
Предназначены для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом.
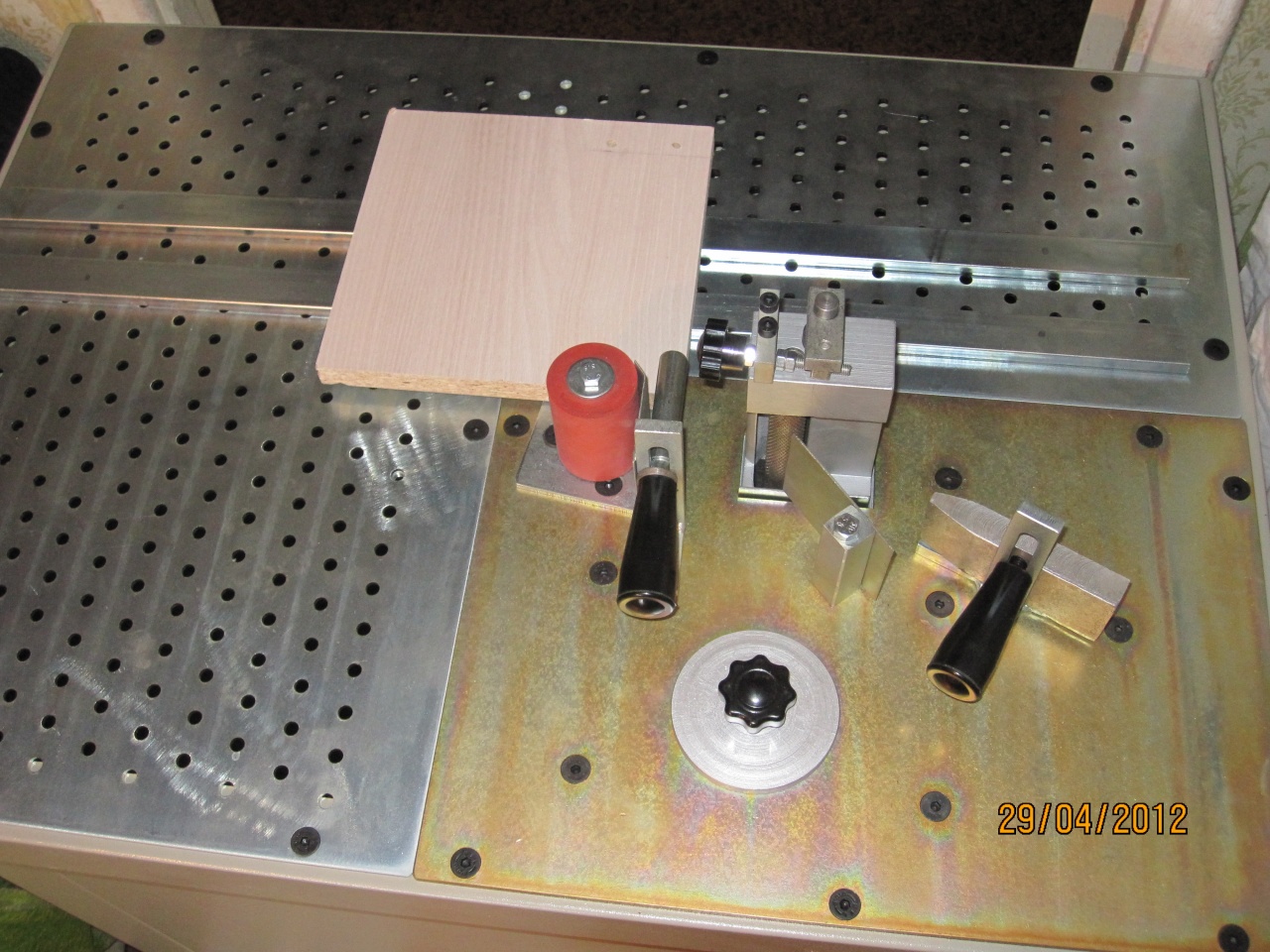
Принцип работы:
рис.1
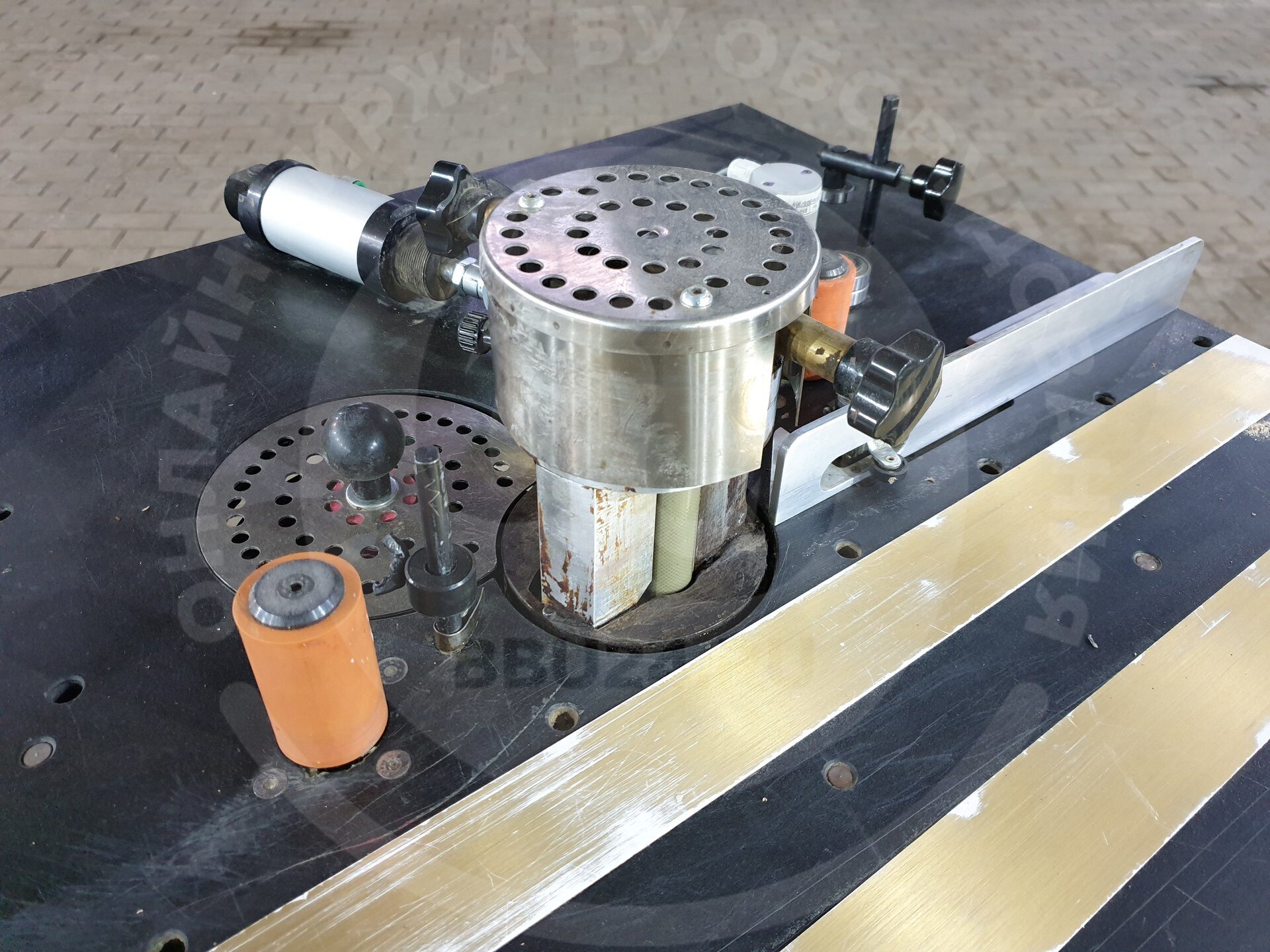
Приклеивание кромки на позиционных кромкооблицовочных станках происходит за счет гранулированного клея-расплава. Клей засыпается в ванну, где расплавляется за счет ТЕН-ов при определенной температуре, задаваемой электронным устройством. Клей-расплав из ванны подается на клее намазывающий ролик с дозирующим устройством. Дозирующее устройство служит для регулировки расхода наносимого клея. Обычно клей-расплав в этих станках наносится на кромку, но может быть и комбинированное нанесение клея на кромку и заготовку.
Итак кромочный материал приводится в движение приводным механизмом с помощью ножной педали с определенной скоростью подачи(обычно регулируется и подстраивается под заготовку ) Далее на кромку наносится клей расплав и перемещением заготовки вручную по столу оператор станка захватывает кромку с нанесенным клеем и перемещает заготовку со скоростью подачи кромки прикатывая ее прижимая заготовку к стационарным или приводному роликам. Отпуская ножную педаль кромочный материал отрезается гильотиной автоматически и прекращается его подача, тем самым станок готов для нанесения кромки на следующую заготовку.
Теперь остается снять свесы кромочного материала с заготовок ручным, электрическим инструментом или на специальном оборудовании.
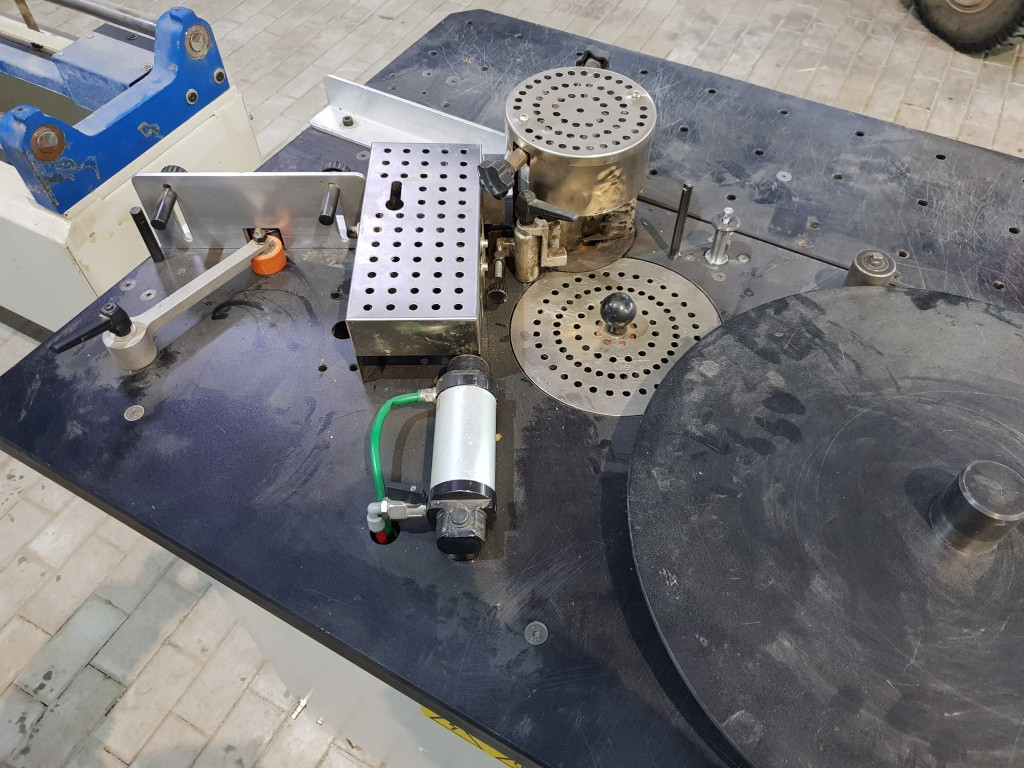
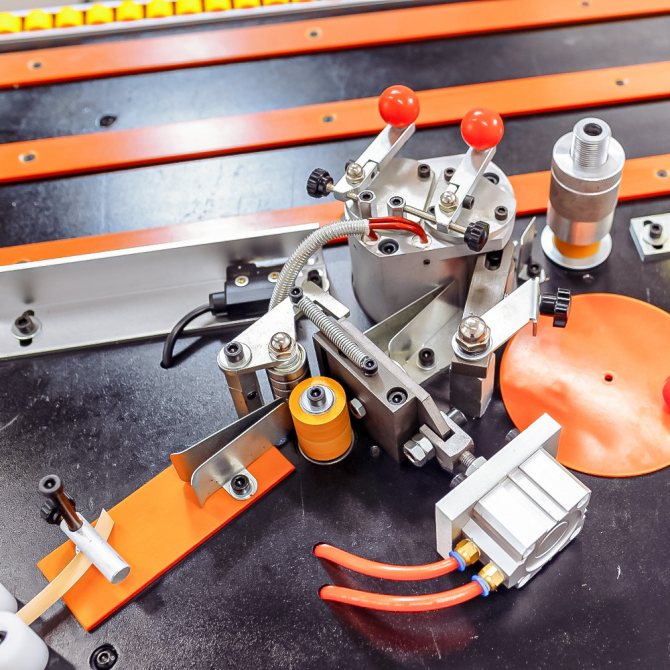
Фото станков:
- рис.2
- рис.3
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для позиционных кромкооблицовочных станков
Рекомендуем использовать клей-расплав для низких скоростей подачи и температурой плавления. Хорошо подходит для этих целей клей производства Kleiberit марки 788.3, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для ручных станков. Технические параметры клея можно посмотреть здесь.
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Общие требования охраны труда
1.1. К самостоятельной работе на листогибочном и кромкогибочном оборудованиии допускаются слесари по сборке металлоконструкций не моложе 18 лет , прошедшие специальное обучение и проверку знаний в установленном порядке, имеющие I квалификационную группу по электробезопасности, прошедшие вводный и первичный инструктаж на рабочем месте с обучением безопасным методам и приёмам ведения работ и оказанию первой доврачебной помощи пострадавшим от несчастных случаев, стажировку и получившие допуск к самостоятельной работе. Повторный инструктаж по охране труда проводится не реже 1 раза в 3 месяца. Повторная проверка знаний по безопасности труда и повторный инструктаж по электробезопасности проводится не реже 1 раза в 12 месяцев.
1.2. Соблюдать на территории завода правила внутреннего трудового распорядка предприятия. Быть внимательным по отношению к движущемуся транспорту и работающим грузоподъемным машинам.
1.3. Не включать и не останавливать машины, станки и механизмы на которых вам не поручена администрацией (кроме аварийных случаев).





1.4. Соблюдать установленный на предприятии режим труда и отдыха. Нормальная продолжительность рабочего времени не должна превышать 40 часов в неделю. Обеденный перерыв 30 мин. Суммарное время на отдых и естественные надобности в течение смены 48 мин.
1.5. При работе на листогибочном и кромкогибочном оборудовании опасными и вредными производственными факторами, действующими в процессе работы являются:
движущиеся машины и механизмы, подвижные части оборудования, приспособлений и инструмента, которые могут привести к травме;
обрабатываемый материал, заготовки при неправильном и неаккуратном обращением с которыми, а также случайном падении могут привести к травме;
недостаточная освещённость рабочей зоны может привести к ухудшению зрения;
повышенный уровень шума на рабочем месте может привести к поражению органов слуха;
опасный уровень напряжения в электроцепи может привести к электротравме;
1.6. Для безопасной работы на кромкогибочном оборудовании необходимо применять средства индивидуальной защиты
| Средства индивидуальной
защиты |
ГОСТ или ТУ | Срок носки
(месяцев) |
| Костюм х/б | ГОСТ 27575-87 | 12 |
| Ботинки кожаные | ГОСТ 12.4. 187-97 | 12 |
| Рукавицы комбинированные | ГОСТ 12.4. 10-75 | 1 |
| Очки защитные | ГОСТ 12.4. 13-85 | до износа |
Каждый рабочий должен знать и выполнять инструкцию по эксплуатации оборудования.
При любом перерыве в подаче электроэнергии, сжатого воздуха, падении давления в гидро и пневмосистемах необходимо выключить оборудование.
При обнаружении на металлических частях оборудования электрического тока, ненормальной работы электродвигателя (повышенный шум и вибрация), обрыва заземляющего провода необходимо выключить оборудование и
. доложить мастеру о неисправностях. Самостоятельный ремонт вышедшего из строя электрооборудования запрещается.
Каждый работник должен получить противопожарный инструктаж, уметь пользоваться подручными средствами пожаротушения. В случае возникновения пожара или при обнаружении признаков горения немедленно сообщить в пожарную команду завода по тел. …, доложить мастеру или другому лицу администрации цеха и приступить к пожаротушению имеющимися средствами (огнетушитель, песок, и другим пожарным инвентарем).
Немедленно известить своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья. Оказать пострадавшим при травмирование или внезапном заболевании первую доврачебную помощь.
При обнаружении каких-либо недостатков на рабочем месте или неисправностей оборудования, грузоподъемных машин, инструментов, приспособлений, сообщить мастеру или руководителю работ. Самостоятельно устранять какие-либо неисправности, если такая работа не входит в круг ваших обязанностей запрещается.
Соблюдать правила личной гигиены, перед едой мыть руки с мылом, не принимать пищу на рабочем месте, а использовать для этой цели специальное помещение. Носить на работе исправную и чистую не промасленную одежду и обувь.
Каждый рабочий обязан хорошо знать и неуклонно выполнять все требования, изложенные в настоящей инструкции.
Лица, нарушившие настоящую инструкцию, несут ответственность в соответствии с законодательством Российской Федерации.
Автоматические штамповочные линии
Это передовые и многофункциональные комплексы, оснащенные ЧПУ-системами, с наглядными и удобными в пользовании сенсорными дисплеями. У них есть все, чтобы минимизировать работу оператора, полностью исключить ошибки, вызванные «человеческим фактором», обеспечить высокую производительность труда. Единственное НО: они должны функционировать строго по алгоритму, заданному опытным инженером-технологом.
Мы детально рассмотрели все основные и популярные варианты оборудования, постарались наглядно показать преимущества и недостатки каждого из них. Для более подробной консультации обращайтесь к менеджерам : они помогут подобрать станок, чтобы поставить нужную вам разновидность штамповки на поток.
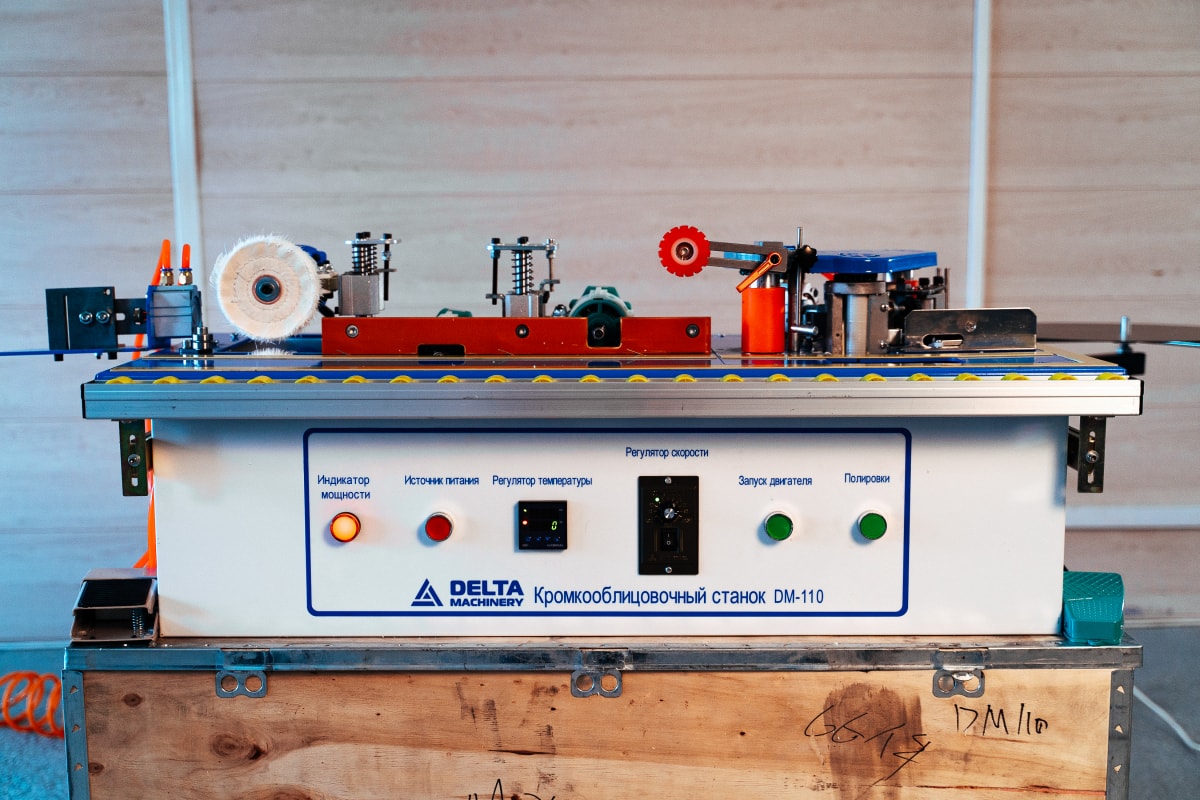
Оборудование станка
Станок зачастую снабжается системой для нагрева и нанесения клея. Это производится в двух различных альтернативах — для того чтобы кромочный материал поставлялся со клеем и без него. При 1 варианте суперклей уже находится в ленте, однако, он подогревается нагретым воздухом при помощи фена. Во 2 случае суперклей разогревается в ванночке и наносится на плоскость ленты с помощью ролика. Нужно отметить, что определённые модификации имеют 2 ролика, с которых второй нужен для нанесения приклеивающего состава на кромку детали.
Следующий компонент — это клеевая ванночка, где суперклей для кромкооблицовочного станка разогревается до температуры 200 градусов, не пригорает, имеет однородную густоту и хорошо циркулирует.
В большей степени применяются:
- ванночки с тефлоновым покрытием;
- датчики температуры.
Определённые модификации имеют картридж для нанесения выбранного клея на плоскость.
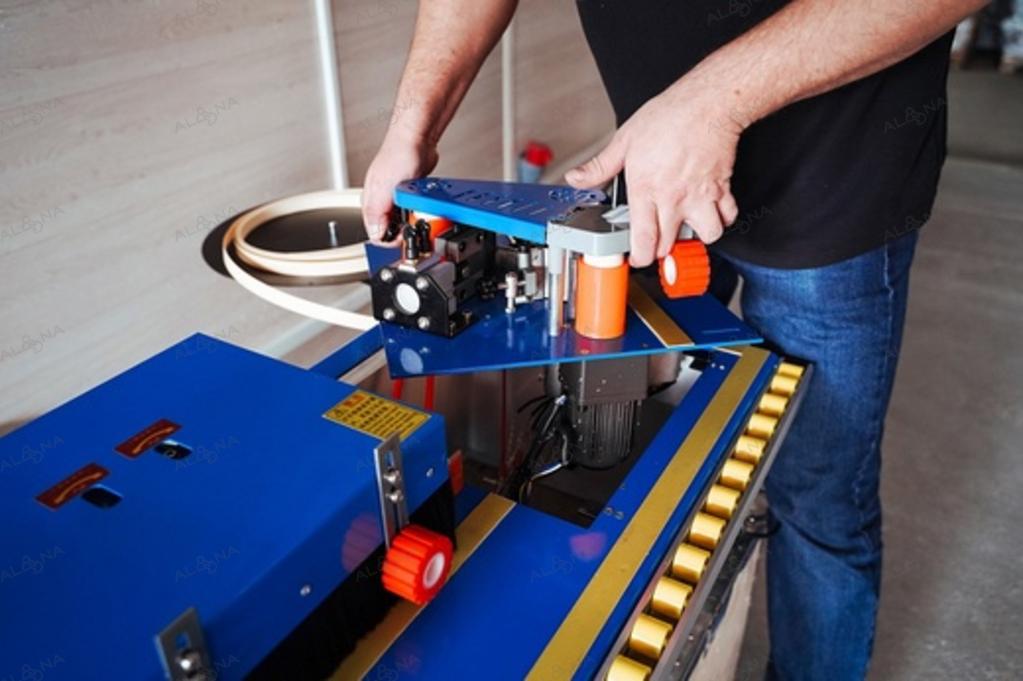
Система нажима имеет вид основного ролика. Если лента соприкасается с отделочным материалом, появляется конкретное усилие сжатия данных частей. В случае если ручной кромкооблицовочный станок имеет механическую подачу, то лента вжимается на кромку одним или несколькими роликами, какие размещены поочерёдно.
В оснастках с ручной подачей детали данную функцию может осуществлять человек, какой подаёт деталь и одновременно придавливает её к выходящей ленте.
В качестве опоры используют один либо 2−3 ролика. Однако этот способ потребует хороших умений. Помимо размеренного порядка, постоянно регулируется темп подачи заготовки и ленты, для того чтобы исключить разрыва либо сборки ленты. Наиболее сложное оборудование даёт возможность управлять станком в авторежиме, при помощи электроники.
Преимущества использования
Как и любое другое оборудование, эти аппараты имеют в работе плюсы и минусы. Не подвергающимся сомнению плюсами является то, что:
- получившиеся во время работы изделия отличаются высокой прочностью;
- используя станок, можно согнуть лист под углом без образования какого-либо шва на заготовке;
- практически исключено образование коррозию сгиба;
- гибочные станки позволяют создавать цельную металлическую конструкцию.
Таким образом, можно создавать продукцию самого высокого уровня качества и не опасаться, что она будет иметь те или иные изъяны или будет подвержена неблагоприятному воздействию.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.




Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Ручные Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
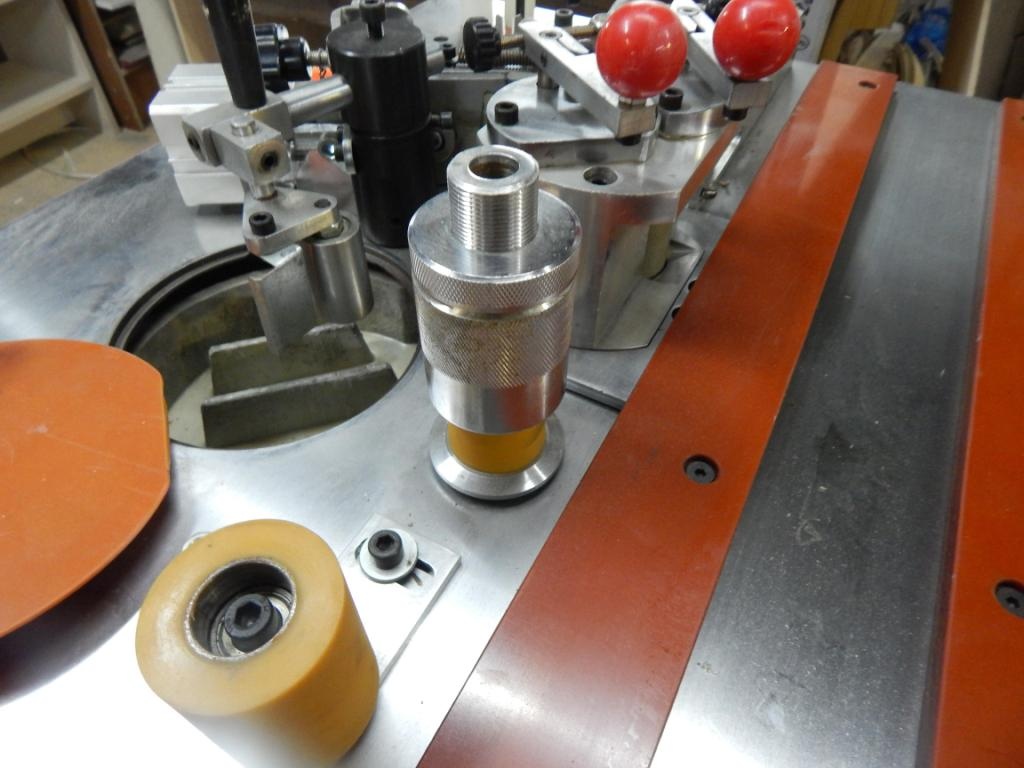
Компоновка станка
Правильная компоновка станка- это одно из важных составляющих в производстве. На качество работ влияют прочность закрепления материала для кромки на деталях. А это несомненно зависит от нужной температуры клея-расплава, на сколько сильно сжимаются мебельные элементы и ленты и время просушки изделий. При несоблюдении этих условий деталь уходит в брак. Чтобы этого не возникло, конструкцию станка постоянно улучшают.
Так существует базовый модуль станка из нескольких узлов:
- Узел подачи облицовочного материала. В нём имеются ролики, нож для обрезания ленты и магазин для рулона. Скорость движения ленты для облицовывания здесь можно выбрать путём регулировки оборотов роликов. Момент для обрезания ленты регулирует датчик положения детали.
- Узел нанесения и разогрева клея. Клей на ленте нагревается при помощи специального фена.
- Узел прижима. В момент контакта детали и ленты с расплавленным клеем осуществляет прижим опорными роликами с нужными усилиями.
Дополнительно в станке имеется встроенный фрезерный узел, для среза излишков, то есть свесов. Также торцовочный узел, для закрытия торца, обеспечивается более длинной лентой, нежели сама деталь.
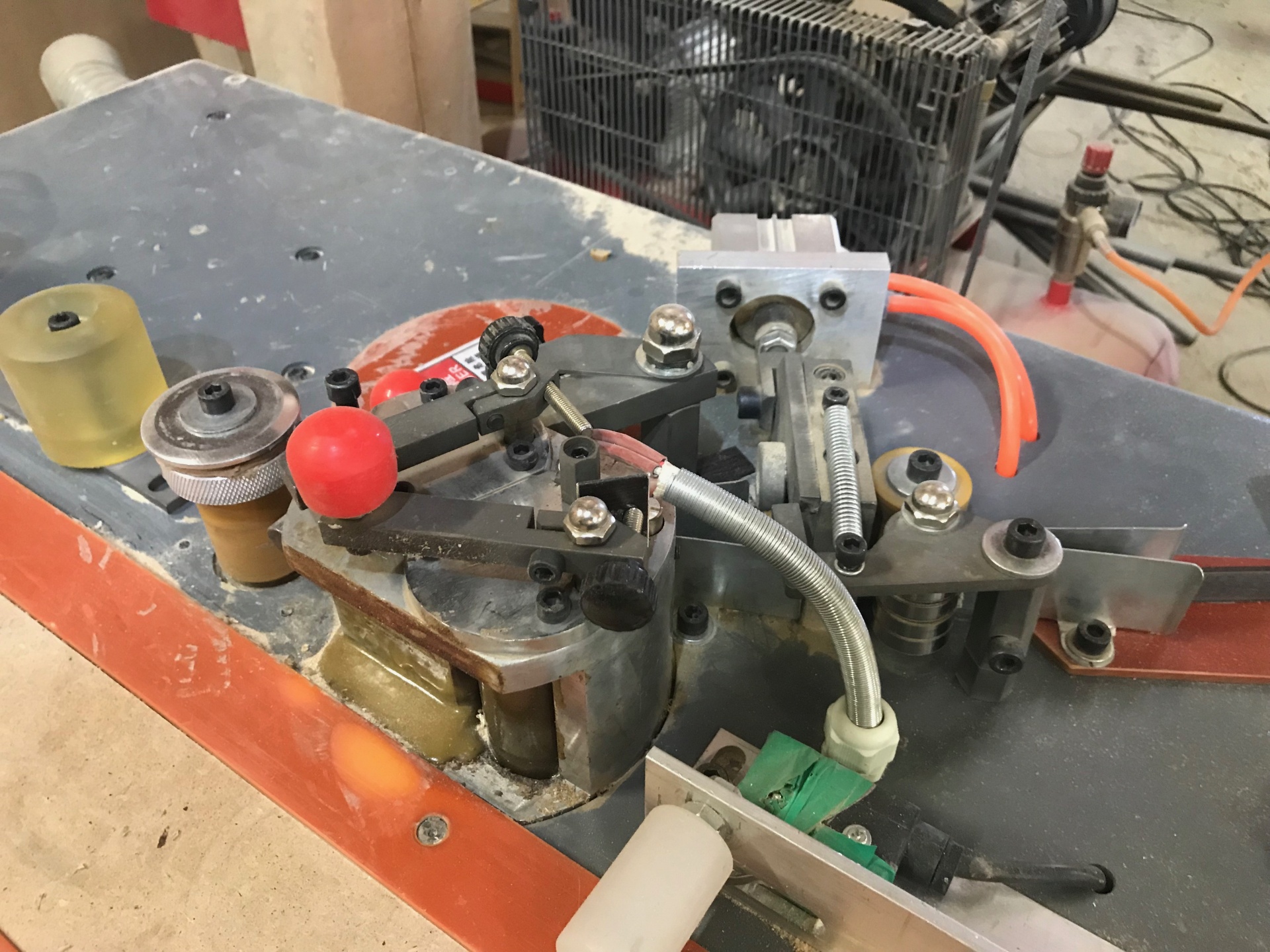
Конструкция прибора
В станине оборудования располагают столик из текстолита или похожего материала, который не даёт возможность испортить заготовку. На столе устанавливается основной модуль, за которым может располагаться фрезеровочный узел для ликвидации свесов. Плюсом подобного оснащения можно охарактеризовать его подвижность, поскольку габариты дают возможность транспортировать электростанок к месту расположения детали. Кроме того, существуют вставные направляющие, чтобы функционировать с твёрдой полосной облицовкой.
Система подачи включает:
- рулон;
- гильотину;
- ролики.
Для основы в магазин вводится материал для облицовки, из которого роликами притягивается лента в область приклеивания. Чтобы настроить темп подачи ленты, электропривод роликов должен иметь контролируемую частоту верчения. Гильотина отрезает ленту таким способом, чтобы её длины хватало для возмещения всей кромки и 25 мм для припуска. Электропривод гильотины может быть автоматическим либо пневматическим. С помощью датчика расположения заготовки обусловливается момент сработки гильотины.
Совет № 5. Заявления и ходатайства оформляйте письменно
Заявления – обращение к суду с просьбой что-либо сделать.
Ходатайство (ударение на второй слог) – также обращение к суду с просьбой что-либо сделать, но негласно между ними есть различия. Заявленное ходатайство подразумевает, что суд, рассмотрев его, должен принять одно из решений: удовлетворить ходатайство или нет. Заявления, как правило, такого реагирования суда не требуют, и служат для целей отражения каких-либо фактов или требования от суда или лиц, участвующих в деле, совершения действий, разрешения на которые не требуется. Например, перед началом судебного заседания можно сделать заявление о том, что участник намерен вести аудиозапись судебного заседания (как мы помним, разрешения судьи на такое действие не требуется, если проходит открытое судебное заседание).
ФОРМЫ
о приобщении к делу доказательств о приобщении к делу аудиозаписи в качестве доказательства (гражданский процесс)
Рассмотрим ситуацию с ходатайством о приобщении доказательства к материалам дела.
Проще всего представить доказательства в суд в том случае, когда они приложены к исковому заявлению. В таком случае суд не рассматривает вопрос о приобщении доказательств к материалам дела, а принимает их вместе с иском. В тех же случаях, когда доказательства приобщаются к материалам дела (именно так мы называем процесс попадания того или иного доказательства в дело) уже после возбуждения дела, это делается с позволения судьи и с учетом мнения других лиц, участвующих в деле, и только в судебном заседании.
Для того чтобы приобщить какое-либо доказательство в дело, например, письменное доказательство в судебном заседании, нужно заявить соответствующее ходатайство. Выглядит это, примерно, так: «Уважаемый суд, прошу приобщить к материалам дела письменное доказательство, доказывающее вот это и вот это…». Судья, рассмотрев представленное письменное доказательство, ходатайство либо удовлетворяет и приобщает доказательство к делу, либо ходатайство отклоняет и возвращает доказательство заявителю ходатайства.
Здесь есть одна хитрость. В том случае, если ходатайство о приобщении доказательства заявлено устно и судья, отклонив его, вернет письменный документ заявителю, никто из вышестоящего суда в случае дальнейшей проверки дела может и не узнать о том, что такой документ просили приобщить к делу. Но вот если ходатайство оформлено письменно и к нему приложено доказательство, о приобщении которого просит заявитель, в таком случае, отклоняя ходатайство о приобщении и даже вернув письменное доказательство, судья должен приобщить письменное ходатайство в дело. И на приобщении письменного ходатайства (даже отклоненного) следует настоять. У вышестоящего суда будет возможность увидеть, что лицо соответствующее доказательство просило приобщить.
Станки с системой ЧПУ
В последнее время большой популярностью пользуются листогибочные гидравлические прессы, в оснащении которых присутствует числовой программный блок, отвечающий за управление устройством. Такое оборудование, в качестве которого может выступать и листогиб с поворотной балкой, и станки любого другого типа, позволяет выполнять технологические операции с высокой точностью и производительностью.

На гибочные станки ADIRA серии PM устанавливается традиционная для вертикальных прессов гидравлическая система, состоящая из гидростанции и двух гидроцилиндров
Большую популярность среди отечественных производителей из-за своей надежности и широких функциональных возможностей завоевали листогибочные станки с ЧПУ, выпускаемые в Португалии под торговой маркой Adira. Гидравлический листогибочный пресс с ЧПУ данной торговой марки представлен на отечественном рынке моделями различной мощности и функциональности, но все их отличают следующие достоинства:
- прочная траверса, изготовленная в моноблочном исполнении;
- компактные размеры установленного на станках гидравлического оборудования;
- наличие двух типов защиты от перегрузок: гидравлической и электрической;
- наличие в конструкции станка двух сервоклапанов, которые управляются в автоматическом режиме;
- простота настройки всех режимов работы;
- высокая производительность и русифицированность контроллеров, установленных на данный листогиб с ЧПУ;
- мощная конструкция заднего упора, оснащенного четырьмя управляемыми осями.

Полное управление станками осуществляется с помощью ЧПУ, в состав корой входит система управления оборотами двигателя гидростанции
Листогиб с ЧПУ от португальского производителя – это не единственное листогибочное оборудование от зарубежных компаний, пользующееся популярностью у отечественных специалистов. Не меньшей популярностью пользуются листогибочные прессы, выпускаемые под торговой маркой MetalMaster, которые также представлены на отечественном рынке большим разнообразием моделей.



Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.
Самодельный 3-х валковый листогибочный станок
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.