
Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР. Старейшим предприятием этой отрасли является Петербургский абразивный , который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский , также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
Описание и классификация
Алмазный диск — это металлический круг небольшой толщины с зафиксированными на кромках режущими алмазными пластинами. Изготавливают их из промышленных молотых алмазов, которые впрессовывают в связующее металлическое вещество — твёрдый сплав, сталь или титан. На диски пластины крепят при помощи пайки серебром или лазерной сварки. Современные технологи соединяют режущий инструмент с металлическим основанием, используя порошковую пайку. Так они дольше служат. После того как заточка режущей части алмазного диска выполнена, он полностью готов к работе.
Для того чтобы резать железобетон или бетон, используется разнообразное оборудование, такое как: стационарные станки, штроборез, бензорез, болгарка. К ним прикрепляют круги различных марок. Их отличительными чертами являются:
- Конфигурация рабочей кромки.
- Состав вяжущего вещества.
- Количество алмазов на единицу площади.
- Качественными показателями алмазов.
Для выбора наиболее подходящего для вас варианта необходимо ознакомиться с классификацией.
Делят круги на группы по нескольким признакам. Самыми главными показателями являются: назначение и форма режущей части.
Отрезные алмазные диски
Эта группа подразделяется на три подвида. К ним относятся:
- Сегментные для сухой резки. Бетон режут сухим способом при помощи ручного инструмента. Для этих целей применяется болгарка (угловая шлифовальная машина) и штроборез. На основании сегментного круга алмазный контур расположен в виде отдельных секторов, а между ними существуют радиальные сквозные пазы. В процессе резки пластины испытывают большую нагрузку, а диски нагреваются. Прорези необходимы для снятия в резцах напряжения, удаления отходов, отвода тепла и компенсации линейного расширения. К этой группе относится алмазный инструмент для резки свежего бетона. Отличие таких кругов в том, что ими сразу после застывания резать материал. Алмазный слой обычно наполняют прямо на тело, не применяя связующее.
- Бесконечные (цельные). На таких кругах сегментов нет. А для того чтобы распределить напряжение, имеются отверстия. Применяют их в том случае, когда резка производится с водяным охлаждением. На стационарном оборудовании производится мокрая обработка. У такого оборудования имеется конструктивная возможность подавать охлаждающую жидкость.
- Диски алмазные по железобетону. Имеют такие диски сегментную конструкцию, но в зубцах содержится больше алмазов, чем в обычном типе диска. Они немного толще. Нужно учесть тот факт, что железобетон в домашних условиях очень трудно резать. Болгарка нагревается быстро, внутрь неё проникает пыль (чтобы пыль не проникала необходимы защита от пыли подшипников и пылезащищенный двигатель). С помощью ручного электроинструмента можно будет разрезать железобетон не глубже 10 сантиметров за один подход. После этого оборудование отключится для охлаждения диска и мотора.
- Турбосегментные алмазные отрезные круги. Они цельные, а их охлаждение производится за счёт волнообразной поверхности. Цена их выше обычных кругов, но эти затраты они компенсируют расширенным функционалом и длительным периодом службы. Ими можно резать даже железобетон, если диаметр арматуры не будет превышать 10 сантиметров.
Шлифовальные алмазные диски
При помощи таких кругов шлифуют бетон, если перед нанесением декоративного покрытия необходимо выровнять пол. Этот процесс производят специальной шлифмашиной или болгаркой. Отличаются круги для шлифовки тем, что режущий алмазный слой нанесён на коническую кольцевую поверхность, которая выступает по краю. Алмазный диск для механической обработки пола — это основной круг, на котором закреплено несколько шлифовальных чашек, между которыми имеются борозды для отведения пыли.
Сфера применения
Высокая надежность и износостойкость алмазной чашки ставят ее вне конкуренции среди прочих оснасток для обработки твердых материалов. С помощью насадки осуществляют обдирку и шлифовку бетона, кирпичной кладки, каменной плиты, керамогранита, тротуарной плитки. Алмазные диски широко применяются для полировки природного камня – мрамора или гранита. К операциям, выполняемым с помощью дисков, относят грубую, профилированную и финишную шлифовочные операции. Алмазные чашки используются в следующих целях:
- удаление наплывов стяжки;
- обдирка неровностей;
- выравнивание швов;
- шлифование стыков;
- зачистка поверхностей;
- удаление старого или выступающего слоя;
- финишная полировка.
При установке насадок на болгарку обычно применяют пылеотсос или смачивают обрабатываемую поверхность водой (влажная шлифовка). Это поможет снизить количество пыли и упростить уборку.
Шлифовальные диски по бетону получили широкое применение при демонтажных работах. Они эффективно снимают слои отслужившего клея, трудноудаляемых покрытий (эпоксидка, штукатурка, гипс) и обладают большим ресурсом. Шлифование алмазной чашкой позволяет сэкономить время: она не только убирает ненужные наслоения, но и сразу выравнивает поверхность.
Сфера потребления алмазных кругов и классификация
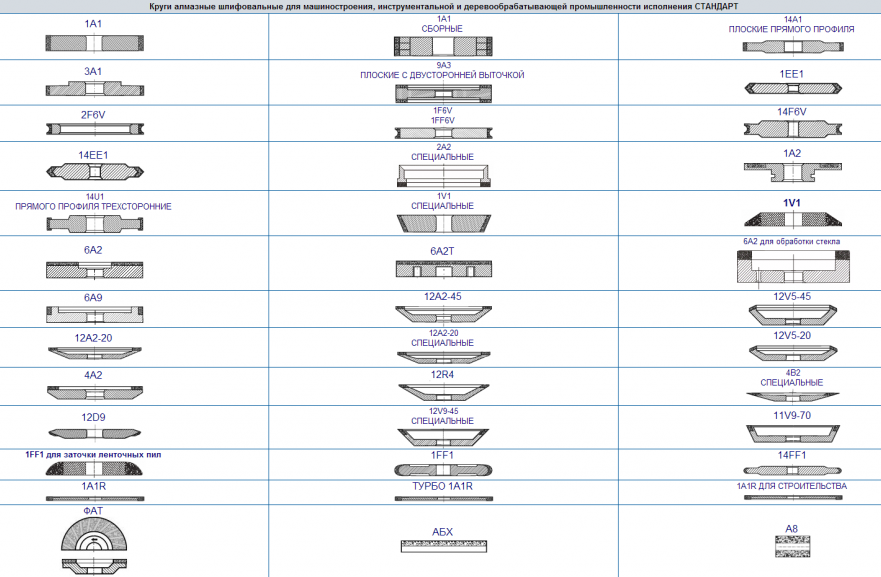
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак. Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила
Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
https://youtube.com/watch?v=q-YOP-F7jt8
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Характеристика алмазных кругов
Алмазные круги для болгарки являются самыми прочными, что дает возможность их применения для выполнения работ по резке и шлифованию различных материалов. К таковым материалам, с которыми справляется алмазный диск, относятся:
- Керамические изделия
- Твердосплавные металлы
- Различные породы камня
- Кварцевое стекло
Достоинством алмазных кругов на болгарку является способность обработки асфальтной поверхности. Это обусловлено таким свойством, как повышенная износостойкость, что позволяет пользоваться такими насадками преимущественно продолжительное время.



Алмазный диск на инструменте
Важно обратить внимание! Одним из главных параметров алмазных дисков является их степень зернистости. Чем больше показатель зернистости, например, выше 180 единиц, тем выше уровень шлифования.
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов
Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов. Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении.
Алмазные круги можно разделить на следующие виды:
- Сегментные изделия, которые имеют равномерные вырезанные части по наружной кромке. Рабочей областью называется наружная часть изделия. Применяются сегментные круги для резки железобетона, камня, арматуры и прочих материалов
Внешний вид сегментного диска
- Сплошной — он называется так по причине отсутствия граней и зубьев на рабочей поверхности. Применяется для резки керамогранита, керамической плитки и прочих видов камней натурального происхождения. Стоит отметить, что такие круги предназначаются преимущественно для мокрой резки
Внешний вид сплошного круга
- Турбо-сегментный или комбинированный — такие круги еще называются турбоволнами, так как они имеют одинаковые сегменты, которые расположены под соответствующим углом. Преимуществом таких кругов является плавность хода инструмента, а также минимальный уровень вибраций. Не рекомендуется для резки металла и железобетонных конструкций
Комбинированный круг для болгарки
В конструкции рассматриваемых изделий используется только алмазное напыление, так как именно данный вид материала является одним из самых твердых и прочных. Алмазная крошка, используемая в качестве напыления для дисков, делает изделие прочным, повышает его срок эксплуатации, исключает уменьшение диаметра, но при этом делает его более дорогостоящим по сравнению с абразивными кругами.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.
- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента. Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
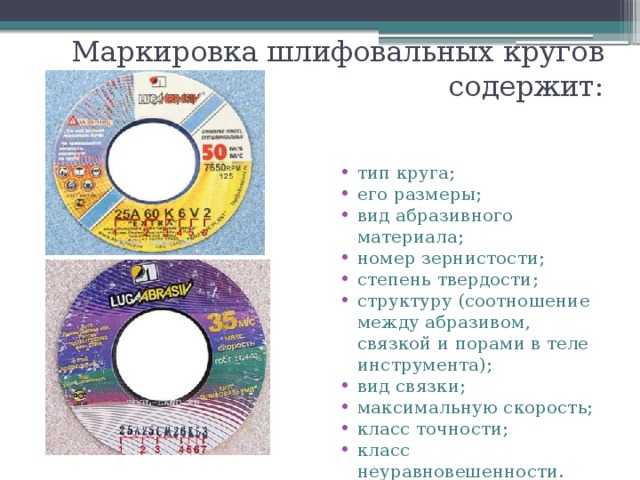
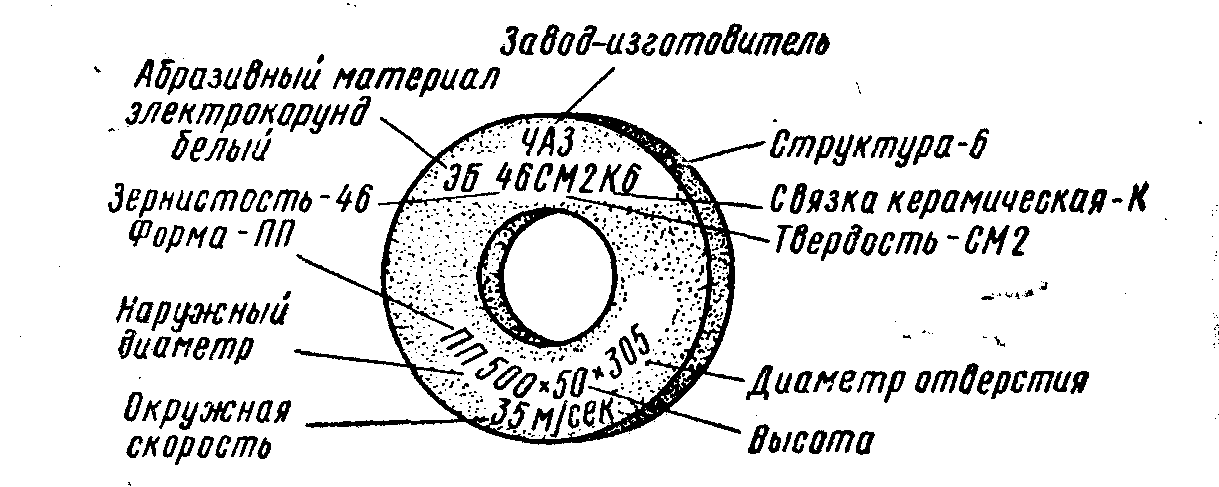
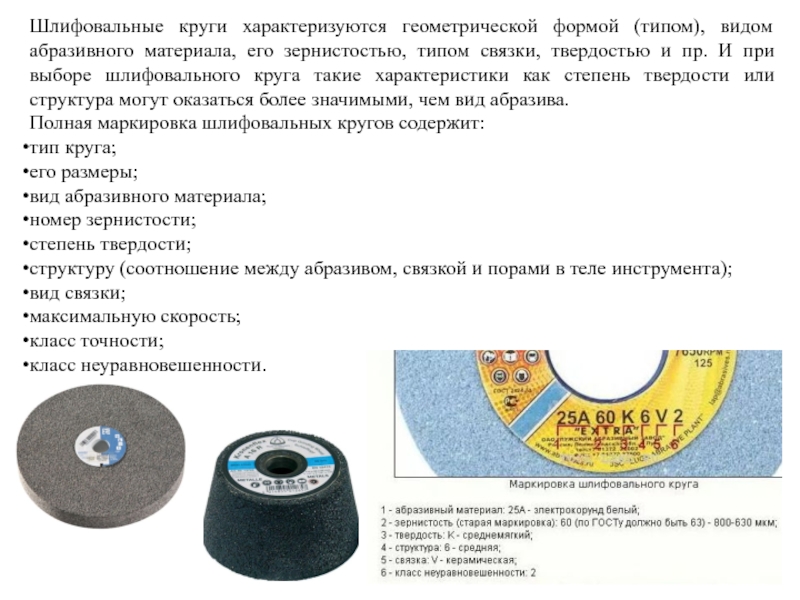
Маркировки
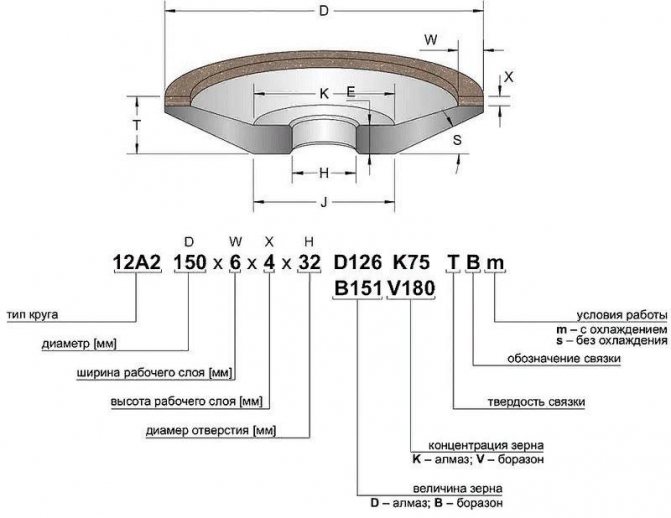
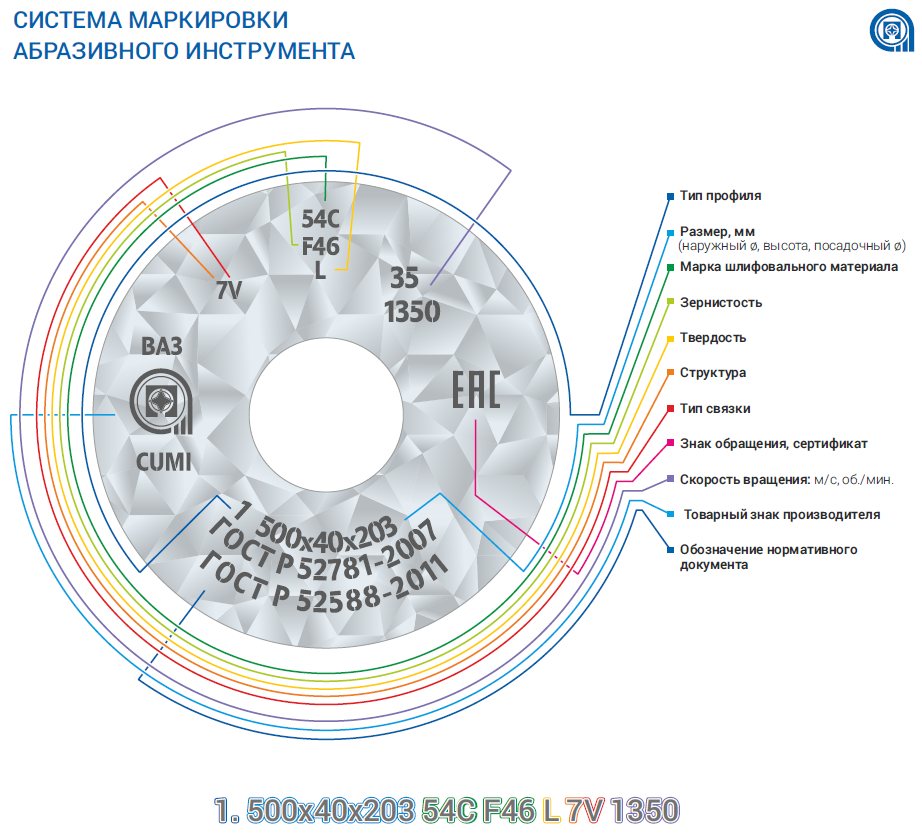
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
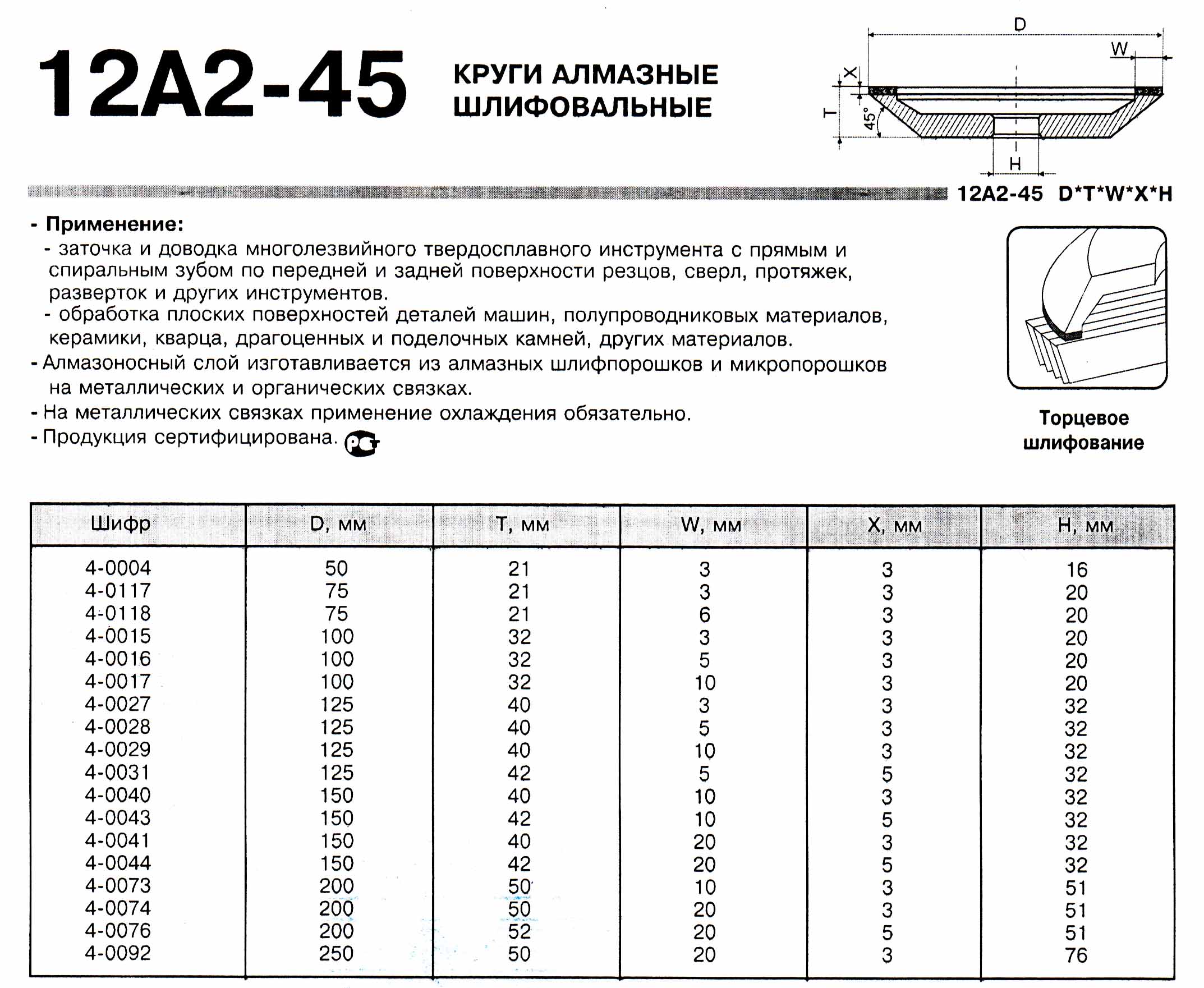
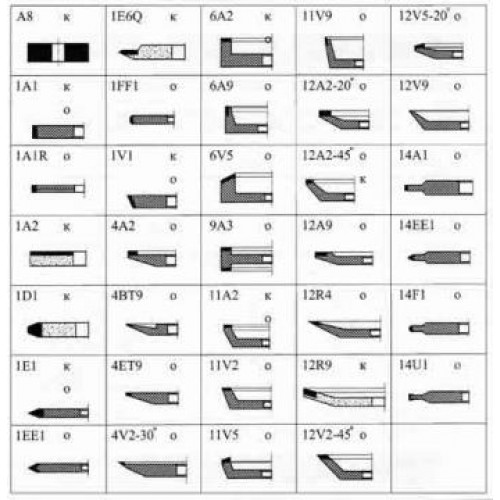
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
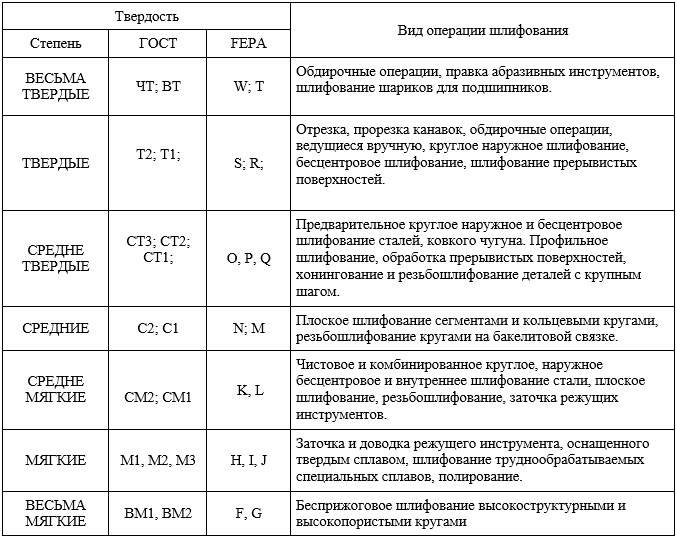
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
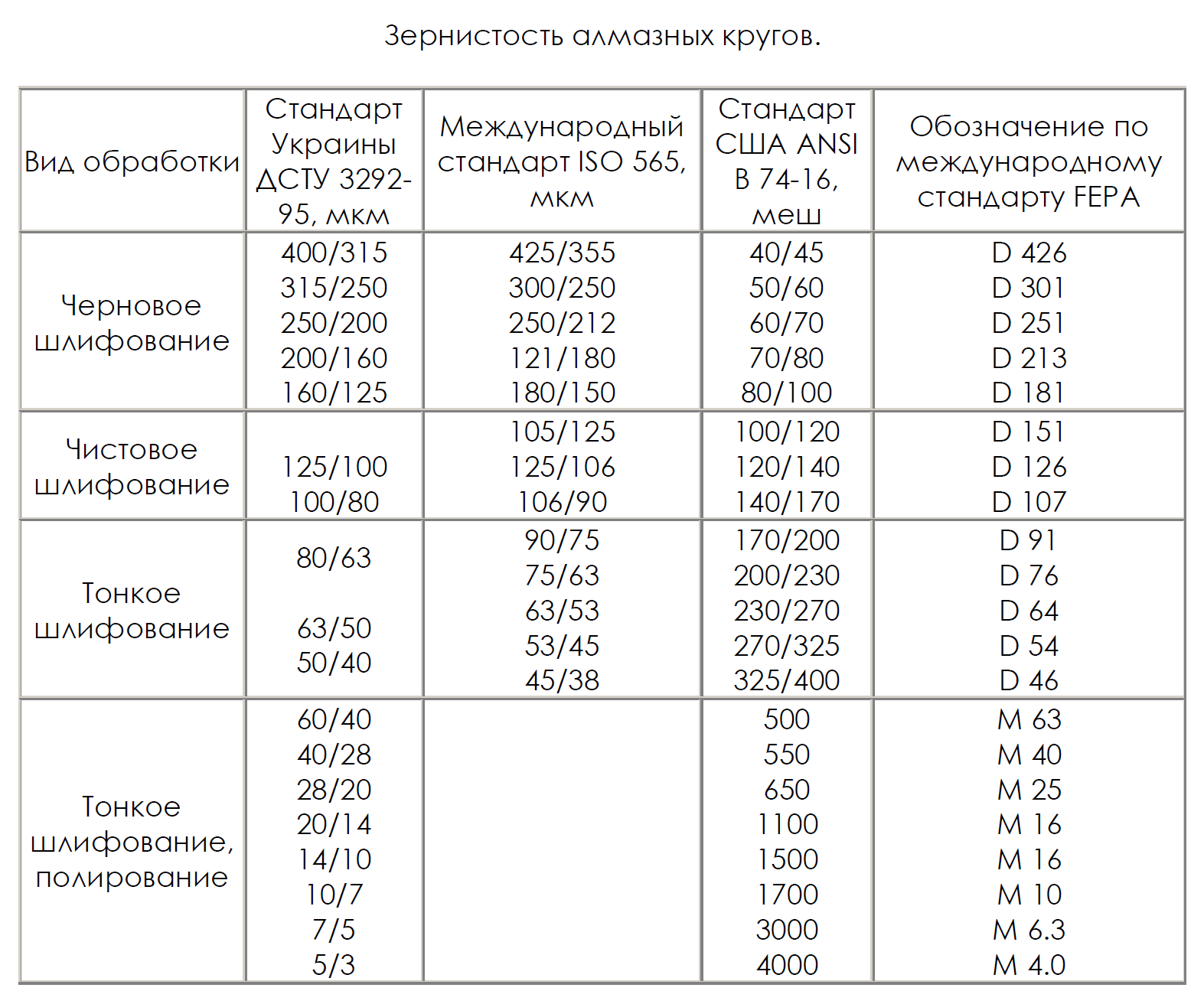
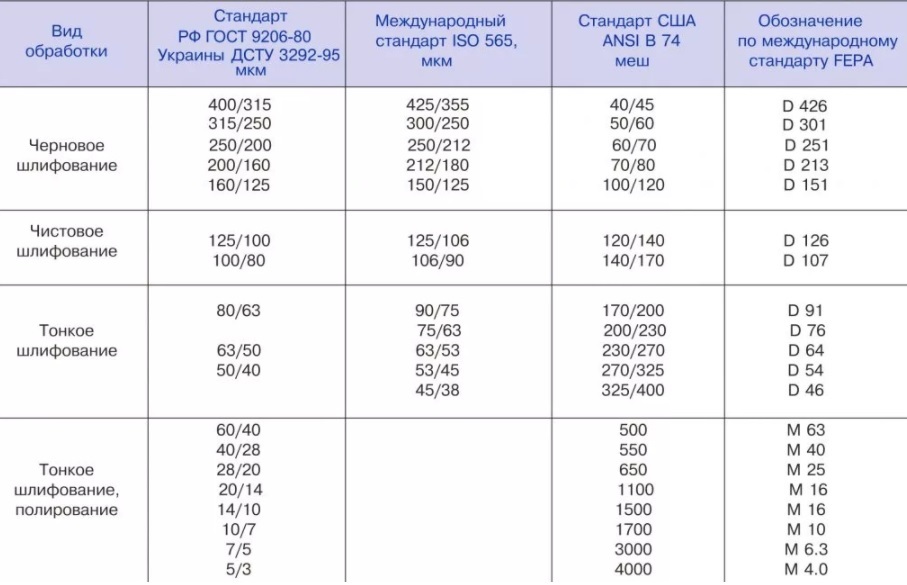
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты
Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8)
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход. Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.


Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации. Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования. В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.
Виды наждачки
Итак,современная наждачка для дерева различается по следующим признакам:
- Абразиву;
- Назначению;
- Способу нанесения абразива;
- Зернистости;
- Месту изготовления, так как от этого зависят некоторые ее эксплуатационные качества;
- Водостойкости.
Ниже подробней ознакомимся со всеми ее видами.
Гранатовая наждачка
Виды абразива
Натуральный наждак является результатом смешения магнетита с корундом. Однако, в современных условиях эти материалы практически не применяются. Наиболее же распространенными являются следующие виды абразивов:
| Тип абразивный | Особенности |
| Электрокорундовый | Наиболее жесткий вид шкурки, который обладает отличной режущей способностью, а также устойчивостью к давлению. Данный абразив получают путем восстановительной плавки в шихте. |
| Карбид кремния | Представляет собой очень острые, но в то же время хрупкие крупинки, которые крошатся под давлением. Получают данный абразив из сплава графита и кремнезема. Такую шкурку чаще используют для обработки металла и пластика. |
| Гранатовый | Достаточно хрупкий абразив, но при этом позволяющий получить идеально гладкую поверхность. Поэтому часто применяется для обработки дерева. |
| Алмазный | Является наиболее твердым и долговечным типом абразива, но в то же время и цена его очень высокая. Поэтому данная наждачная бумага не применяется для обработки дерева. |
Карбид-кремниевая шкурка
Технология нанесения
Некоторые эксплуатационные свойства шкурки зависят от метода нанесения абразива.
В настоящее время на производствах чаще всего используют следующие методы:
- Механическое нанесение – под действием сил земного тяготения частички в хаотическом порядке наносятся на полотно.
- Электростатический метод – отрицательно заряженные частицы в электростатическом поле притягиваются к клеевой основе. Особенность данного метода заключается в том, что наждачный слой получается очень острым.
- При помощи связующих – материал, который отличается большей прочностью, чем абразив, служит связующим между полотном и наждачным слоем.
- С использованием клеев и смол – не редко последние имеют противогрязевые и антистатические добавки, которые увеличивают долговечность шкурки.
На фото – крупнозернистая наждачка
Зернистость
По плотности расположения зерен на квадратный дюйм или, проще говоря, по зернистости наждачная бумага различается на следующие типы:
| Зернистость | Область применения |
| 40-60 | Далеко расположенные друг от друга крупные зерна. Такая шкурка применяется при выполнении черновых работ. |
| 80-120 | Используется для удаления незначительных неровностей. Поэтому такую наждачку еще называют сглаживающей. |
| 150-180 | Применяется для финишной обработки. |
| 220-240 | Используется для затирки перед покраской. |
| 280-320 | Отлично подходит для удаления отметин перед покраской. |
| 360-600 | Применяется для шлифовки. |
Таким образом, выбирая какой наждачкой шкурить дерево, следует ориентироваться на тип обработки. Однако, в любом случае, мелкая шкурка для обработки дерева не используется, так как она быстро забивается.
Наждачка с мелким напылением
Маркировка
Маркировка зависит от того,в какой стране сделана наждачная бумага, так как в каждой стране имеется своя системообразующая основа.
Выделяют следующие зарубежные группы:
- Япония;
- США;
- Канада;
- Китай.
Кроме того существует общепринятый стандарт FEPA, который соответствует российскому стандарту. Данная система основана на обозначении количества зерен, которых может быть от 12 до 5000. Чем больше зерен, тем менее зернистой является шкурка.
К примеру, шкурка Р22/24/36 предназначена для черновой обработки, так как содержит крупные зерна, а наждачная бумага по дереву марки Р240/280 применяется для шлифовки деревянных поверхностей. Шкурка марки Р2000/2500 используется для полировки лакокрасочных покрытий.
Водостойкая шкурка
Водостойкость
Еще одним важным параметром шкурки является водостойкость. Следует отметить, что устойчивая к влаге наждачная бумага часто используется для деревообработки в промышленных условиях, в частности, для изготовления мебели.
Этот расходный материал также отличается повышенной эластичностью благодаря использованию тканевой основы и особых смол. Специалисты рекомендуют перед его применением некоторое время вымочить в воде. Однако, следует учитывать, что инструкция по использованию наждачной бумаги во многом зависит от типа выполняемой операции.
В продажу водостойкая шкурка поступает зернистостью в пределах Р80 – Р2000. Т.е. ее можно использовать на всех этапах обработки поверхности.
Вот, пожалуй, и все основные виды наждачной бумаги, ознакомившись с которыми можно подобрать наиболее подходящую шкурку для выполнения тех или иных видов работ по дереву.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.

Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
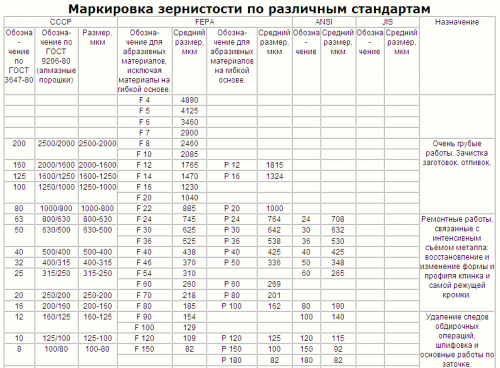
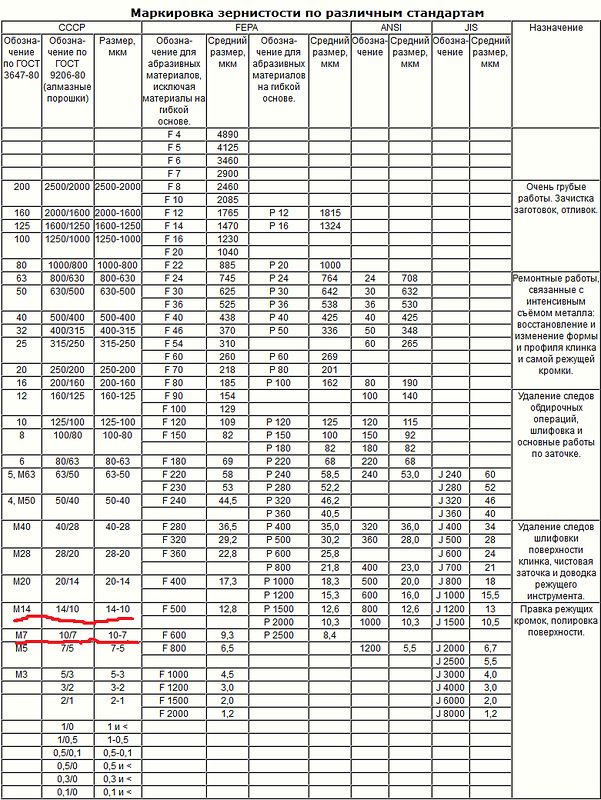
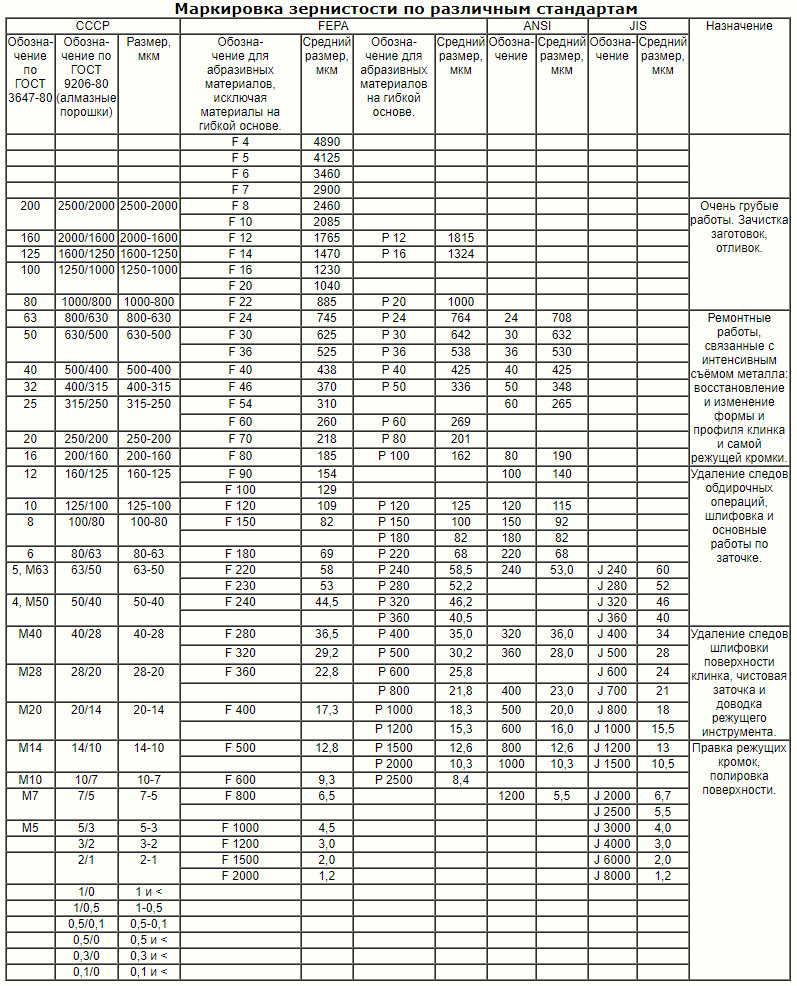
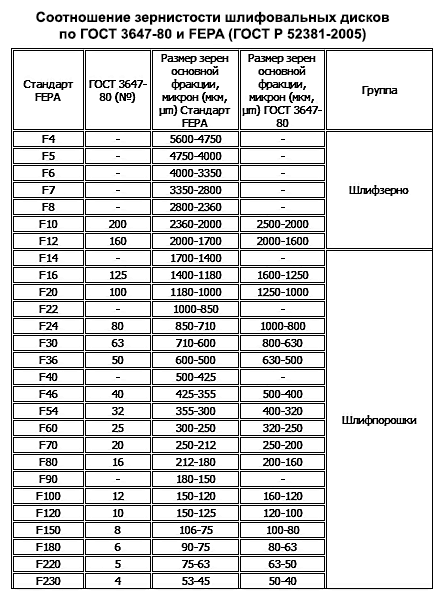
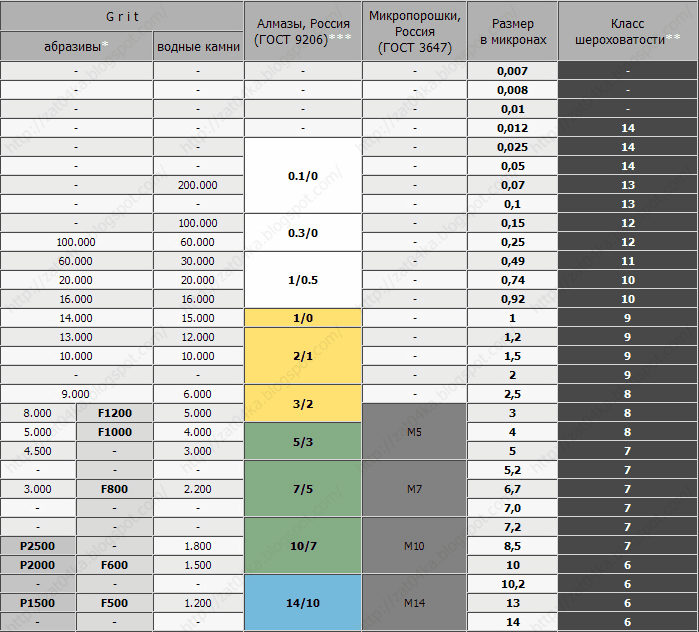
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
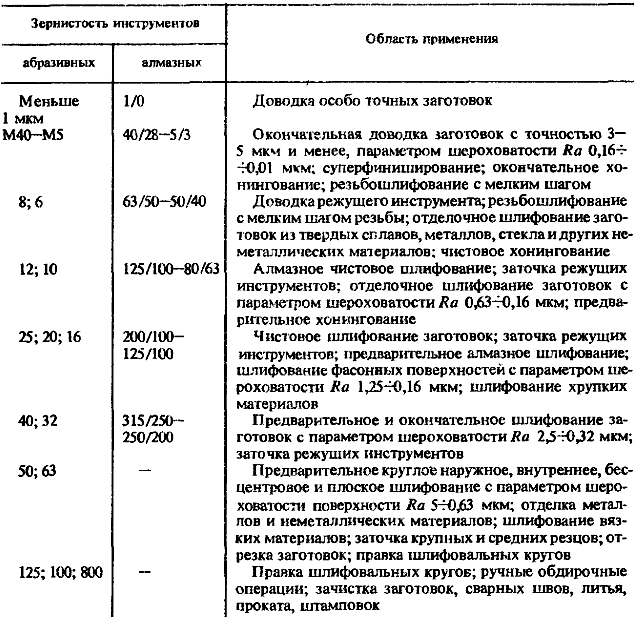
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Читать также: Проверка вв проводов мультиметром ваз 2114