
Параметры для работы ручным инструментом
Для эффективного использования металлической щетки необходимо обратить внимание на:
- показатели рабочего и монтажного размера;
- оптимальные и рабочие обороты;
- интенсивность расположения ворсин;
- рекомендованное позиционирование к поверхности.
Учет этих параметров позволит выполнить задачу без опасности по отношению к собственному здоровью и без вреда для обрабатываемого участка детали
Принимая во внимание показатели, можно безошибочно выбрать металлическую щетку в зависимости от материала, степени загрязнения участка
Показатели рабочей и монтажной ширины
В период выполнения очистки учитываются понятия рабочей и монтажной ширины. Площадь контакта щетки с пораженным участком обозначается как рабочая ширина. Данный параметр может изменяться пропорционально скорости оборотов рабочего инструмента. Также для замера необходимо без особых усилий сдавливать ворс, что повышает точность обмера металлической щетки. Показатель монтажной ширины отличается от предыдущего показателя и измеряется между боковыми фланцами.
Рабочие и оптимальные обороты при работе щеток
При выполнении работ по шлифовке требуется соблюдение показателя максимального количества оборотов для детали. Приемлемое рабочее число вращений определяется параметрами линейной скорости и диаметром щетки. Именно поэтому фактическое и предпочтительное число возможных оборотов отличается. В целях защиты потребителя производитель указывает на инструменте меньшее количество оборотов.
Обратите внимание! Чтобы обезопасить свой труд, рекомендовано выбирать наибольший диаметр щетки на использованном приводе!
В зависимости от материала щетки рекомендовано использовать скорость вращательных движений:
- для насадки из гофрированной проволоки — 30—35 м/с;
- для щеток из искусственного волокна и помещенных в пластмассу — 18—22 м/с.
Плотность набивки
Число металлических волокон на конце щетки на единицу площади определяет понятие плотности набивки. В зависимости от данного параметра выделяют показатели, характеризующие его:
- Высокая интенсивность набивки. Определяет режущие свойства, устойчивость и эффективность щетки при устранении заусенцев.
- Малая интенсивность набивки. Благодаря свойству легко изменять форму позволяет использовать щетку для работы с профилированными поверхностями.
Обратите внимание! В случае если наружный диаметр металлической щетки идентичен, набивочная плотность устанавливается величиной корпуса
Рекомендованное размещение щетки
Касательно обрабатываемого участка выделяют понятие оптимального позиционирования. Данный показатель помогает в выборе режима резания для щеток с повышенной интенсивностью набивки.
В первую очередь необходимо учесть прижимное усилие, возникающее при углублении обрабатываемой конструкции в ворс металлической щетки. Для этого используют негласное «правило троекратности» к применяемому ворсу. Например, на диаметр ворса 0.35 мм используется глубина в 1 мм.
Способы очистки металла
Надёжная антикоррозионная защита металла зависит от качества очистки металлической поверхности от ржавчины, масел и старых покрытий. Эта операция достаточно трудоёмкая, но именно она определяет конечный результат.
Удаление ржавчины
Продукты коррозии можно удалять химическими средствами или механически. Про способы химической нейтрализации коррозии мы написали в статье Преобразователи ржавчины.
Самыми популярными методами механической очистки металлоконструкций являются: ручной, с помощью механизированных инструментов и абразивоструйный.
Вручную
Это метод подготовки металлических поверхностей с применением ручных инструментов, без энергопитания. Используются:
| Очиститель для чёрного металла Чистомет |
| от 159 руб./кг |
- Обрубочные молотки;
- Скребки и шпатели;
- Проволочные щётки;
- Наждаки;
- Абразивные шкурки.
С помощью обрубочных молотков удаляются толстые рыхлые слои ржавчины. Обработка молотками недостаточно чисто подготавливает поверхность, поэтому после неё металл зачищают щётками.
Ручной инструмент обычно применяют для предварительной очистки. На этом этапе снимают легко удаляемые загрязнения. Затем используют механизированные инструменты или абразивную струйную очистку.
Механизированным инструментом
Для механизированной подготовки металлических поверхностей применяют:
- Вращающиеся проволочные щётки;
- Зачистные молотки с пневмо- или электроприводом;
- Машины или диски для зачистки абразивными шкурками;
- Круги шлифовальные;
- Абразивные точильные камни;
- Игольчатые пистолеты.
Участки металлоконструкций, недоступные для инструментов, приходится обрабатывать вручную. Рекомендуется также перед обработкой инструментом сколоть все толстые слои ржавчины и удалить видимые грязь, масла, смазку.
Очистка механизированным инструментом лучше и быстрее очистки вручную, но по эффективности ниже абразивной струйной.
Абразивоструйная очистка
Этот способ заключается в использовании абразивного порошка, распыляемого потоком воздуха или жидкости.
| Универсальная смывка старой краскиАнтикрас |
| от 273 руб./кг |
Сухая обработка поверхности
Этот метод называется «бластинг». При очистке абразивные частицы сильно ударяются о металлическую поверхность и удаляют загрязнения. Абразив подаётся с помощью центробежной силы, сжатого воздуха или эжекции. Для снижения количества пыли допускается в воздушно-абразивный поток добавлять немного воды.
Очистка сжатым воздухом
В этом случае абразивный порошок подаётся в воздушный поток и направляется на очищаемую поверхность. Подача может быть из ёмкости, находящейся под давлением. Или абразив увлекается потоком из ёмкости без давления.
Этот способ применяется в дробеструйных аппаратах.
Очистка с впрыскиванием влаги
Метод аналогичен очистке сжатым воздухом. Отличие в том, что в поток добавляют немного жидкости. Обычно это чистая пресная вода. Расход её от 15 до 25 литров в час. Вода удерживает частицы менее 50 мкм, препятствуя образованию пыли.
Струйная очистка жидкостью под давлением
Метод основан на воздействии на поверхность металла кинетической энергии водяной струи в смеси с абразивом. В поток жидкости вводят абразивный порошок и через сопло направляют на очищаемую поверхность. В качестве жидкости чаще всего применяется пресная вода.
Высоконапорная струя удаляет загрязнения разной физической природы и химического состава: ржавчину, лакокрасочные покрытия, консервационные смазки, окалину, битум, смолы, нагар и т.д. От типа загрязнений выбирают величину давления жидкости.
Очистку высокого давления называют «гидроджеттинг». Как правило, применяют следующий диапазон:
- 70-170 МПа — гидроструйная очистка высокого давления;
- свыше 170 МПа — очистка сверхвысокого давления.
Гидроджеттинг с давлением до 170 МПа удаляет большинство красок и продуктов коррозии. Более высокое давление струи используют для полного удаления всех старых покрытий и ржавчины.
Используется там, где нужно быстро и качественно очистить поверхность металла перед покраской и нанесением других покрытий.
Химическая очистка металла от старой краски и масел
Для удаления старых красок, лаков, затвердевших шпатлёвок, масел и смазок используют специальные смывки и обезжириватели металла.
Компания КрасКо разработала несколько видов средств для очистки поверхности металла.
Смывки
Это специальные составы для удаления старых лакокрасочных покрытий, затвердевших шпатлёвок и других материалов. Они впитываются в покрытие и размягчают его. Отслоившееся покрытие можно удалить с помощью шпателя, щётки или других инструментов.
Щетки из металла
Металлическая щетка, используемая как насадка для электрических дрелей, имеет несколько разновидностей, поэтому мы подробно расскажем о каждой.
Чашечная
Щетка чашечная для дрели применяется в особо трудоемких работах, чтобы очистить поверхность от разных загрязнений: сварочные окалины, следы коррозии, капли бетона, раствора или шлака. Их используют, чтобы подготовить поверхности для окрашивания или нанесения лака, грубой обработки железных заготовок.
Отлично обрабатывают значительные площади плоских стальных изделий на высокой скорости вращения. Они характеризуются такими техническими параметрами:
- диаметр — 6,5—15,0 см;
- коническая или торцевая форма;
- если применяется резьба, то только м10 и м14.
Совет! Довольно часто шлифовальные работы по металлу проводят на разных скоростях, при этом используют инструмент с регулировкой оборотов.
Такой метод позволяет более качественно обработать поверхность заготовки. Чашку выбирают конической формы, с прессованной в нее щетиной из довольно жесткой стальной проволоки, для лучшей обработки применяют щетки с различной длиной ворса. Для полировки дерева используется нейлоновая щетка аналогичной конструкции. Вначале с помощью щеток с не слишком жесткой проволокой взлохмачивают древесину, чтобы выделить ее структуру, а затем на самых быстрых оборотах полируют насадкой поверхность.










Коническая
Конического вида щетка применяется, как насадка для дрели, и используется в местах, куда трудно добраться, чтобы провести зачистку. За счет своеобразной конструкции она легко проникает в такие места, выполняя задачи, которые не по силам другим видам аналогичных насадок.
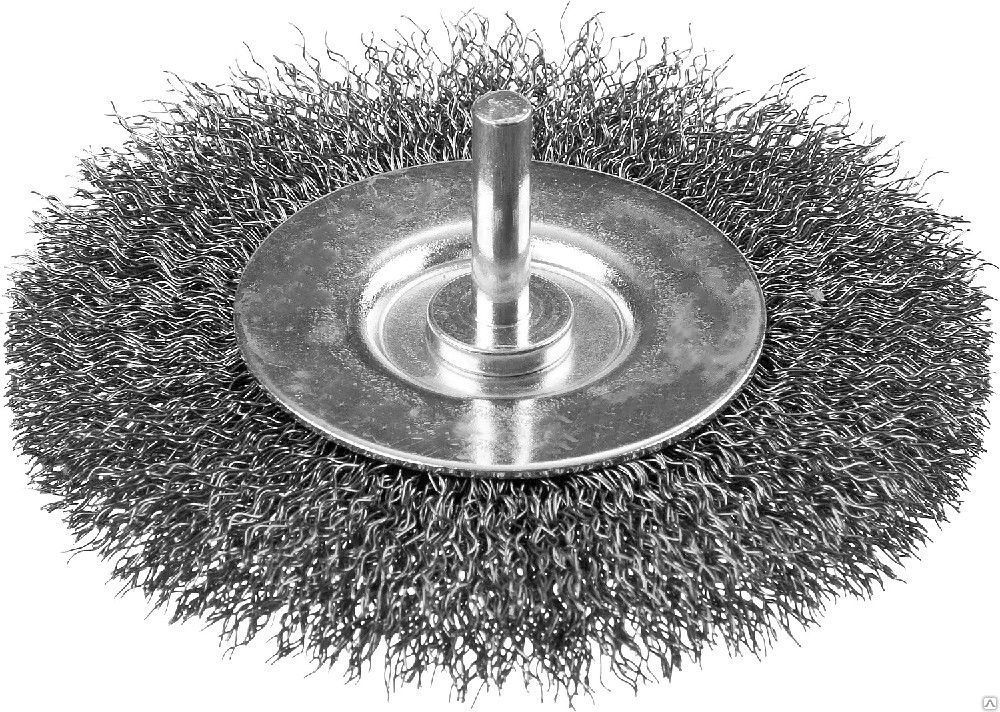
Дисковая
Щетка дисковая для дрели (их часто называют круговыми или овальными) используется как насадка для дрели, предназначенная для работы в особо труднодоступных местах для обработки больших участков поверхностей во время ремонта или строительства.
Основным компонентом шлифовки являются скрученные стальные нити, область применения — обработка сварочных соединений (швов и стыков). Качественное полирование придает всем деталям товарный вид. Щетки отличаются весьма высокой жесткостью и запасом прочности, длительностью активной эксплуатации.
Основные технические показатели:
- диаметр: 11,5—20 см;
- длина стального ворса — 7 см, диаметр отдельных нитей от 0,3 до 0,5 мм;
- толщина одного свитого жгута — 6—20 мм;
- резьба: м10, м14;
- рекомендованная скорость вращения при обработке — 12,5 тыс. об/м.
Для дрелей щетки по металлу изготавливают по специальной технологии — ворс заливается расплавленным пластиком, что значительно увеличивает прочность изделия и его назначенный ресурс эксплуатации.
Корщетка
Еще одно довольно специфическое название для такого вида насадок — корщетка для дрели. Корщетка для пневматической промышленной дрели используется для зачистки различных деталей от ржавчины, налетов флюса или во время полировки изделий для придания им товарного вида. Хвостовик 6 см длиной жестко закрепляется в патроне инструмента, нейлоновая основа отлично полирует тонкий стальной лист, не допуская при этом его повреждений за счет своей мягкости.
Одним из отечественных поставщиков таких насадок является завод механизированного инструмента из города Конаково, Тверской области. Предприятие имеет почти полувековой опыт производства ручного электрического и пневматического инструмента для промышленного использования.
Конаковской продукцией снабжаются многие промышленные предприятия России.
Эксплуатация
Использовать ручной инструмент просто. При этом не нужно следовать каким-либо правилам. Достаточно после каждого применения очищать ворс, металлические поверхности от стружки, ржавчины, грязи.
Чтобы эффективно использовать оснастку для электроинструментов, нужно научиться правильно зажимать ее в болгарке или дрели
Важно проверить насколько прочно держатся крепления. Рекомендуется выполнить пробный запуск электроинструмента. При очистке металлических поверхностей оснасткой для болгарки, дрели, нужно правильно выставлять количество оборотов
Ворсом из металла нельзя чистить лицевые стороны. Он оставит множество царапин, которые нужно будет исправлять, полировать. Убрать царапины можно полиролью, мелкой наждачной бумагой
При очистке металлических поверхностей оснасткой для болгарки, дрели, нужно правильно выставлять количество оборотов. Ворсом из металла нельзя чистить лицевые стороны. Он оставит множество царапин, которые нужно будет исправлять, полировать. Убрать царапины можно полиролью, мелкой наждачной бумагой.
Прежде чем использовать оснастку или ручную щетку нужно внимательно осмотреть ее. Если ворс загнут в одну сторону, нужно его выпрямить. Для этого необходимо сделать упор, слегка постучать молотком по местам загибов. Если ворса не хватает, рекомендуется заменить корщетку на новую.
Чтобы очистить металлическую поверхность от грязи, налета, окалин, ржавчины, можно использовать различные инструменты. Самый простой, доступный вариант — щетка. Если есть электроинструмент (болгарка, дрель, шуруповерт), можно купить специальную оснастку. Научиться пользоваться корщеткой просто. Для этого не нужно обладать дополнительными навыками.
Крацевание как процесс работы с корщеткой
 Крацеванием назван процесс обработки металлических поверхностей металлическими щетками с целью снятия разрыхленных шлама или окалины, образовавшихся в процессе травления. Эта работа может выполняться вручную или электроинструментами. Сами щетки для УШМ получили название крацовок. При такой обработке уменьшается пористость гальванического осадка, он становится плотнее. Обрабатываемая поверхность получается более однородной.
Крацеванием назван процесс обработки металлических поверхностей металлическими щетками с целью снятия разрыхленных шлама или окалины, образовавшихся в процессе травления. Эта работа может выполняться вручную или электроинструментами. Сами щетки для УШМ получили название крацовок. При такой обработке уменьшается пористость гальванического осадка, он становится плотнее. Обрабатываемая поверхность получается более однородной.
Крацевание стальных поверхностей выполняется стальными щетками с диаметром проволоки 0,2–0,4 мм. Цветные металлы обрабатываются проволочными щетками из меди или латуни. Крацеванию подвергаются также гальванопокрытия с целью увеличения плотности покрытия и придания ему блеска.
Крацевание производится по:
- сухой поверхности;
- поверхности, смачиваемой водой, мыльным или содовым раствором.
При крацевании металлическими щетками абразивные пасты не применяются, поскольку абразивом служат концы проволочной щетины.
Разновидности
Корщетки для металлических поверхностей делятся на отдельные группы. Зависимо от сферы применения выделяют:
- ручные щетки по металлу;
- специализированные насадки для электроинструментов (например, для дрели).
Ручные приспособления разделяются по размеру. Параметры:
- ширина — 1–5 см;
- высота — 5 см;
- длина — 15–35 см.
Разделение по материалу ворса:
- Латунь, нержавейка. Используются для поверхностей из такого же материала, что и ворс.
- Нейлон. Это материал подходит для работы с пластиком или деревом.
- Металл. Подходит для работы с металлами.
Отдельное разделение касается количество рядов ворса. Их может быть от 1 до 6. Разбить щетки по металлу на отдельные группы можно по материалу ручки:
- Пластиковые — долговечные, прочные. Полимер не боится влаги. На инструменте присутствуют углубления для удержания в руке.
- Деревянные — их можно изготавливать самостоятельно. Дерево прочнее пластика. Чтобы оно не разрушалось от влаги, древесину необходимо покрыть слоем краски или лака.
Могут применяться в качестве насадки для следующих инструментов:
- Дрели. Это специальная оснастка со штырем для закрепления в патроне дрели.
- Болгарки. Это шлифовальные диски разной зернистости или металлические насадки.
Оснастка для болгарки (Фото: Instagram / osbornrus)
Материал
При изготовлении ручек используют дерево, пластик, иногда кость – для эксклюзивных моделей.
Встречаются варианты из стекла или металла, но мало распространены.
Цоколь выполняют из тонкослойного металла – латуни, меди, стали, чтобы не утяжелять кисти.
А вот для изготовления щетки существует большой выбор.
Все их можно разделить на 3 группы, по используемому материалу в рабочем пучке: щетина, волос и синтетические волокна.
Щетина
Для производства кистей используют щетину с хребта свиней.
Ей свойственна упругость, прочность и вырастает она до 77 мм в длину.
При выборе щетины оценивают ее длину, толщину и эластичность, т.к. именно эти показатели являются основными для определения специализации кистей.
По цвету, этот материал делят на: белый, серый, желтый и черный.
Оттенок указывает на степень обработки: белая щетина получена отбеливанием, она очень мягкая и упругая.
Для повышения качества мягких моделей их щетинки шлифуют.
Серая относится к щетине 2 сорта, не такая мягкая, а желтая и черная применяются для объемных малярных работ.
К объемным работам относятся грунтование, побелка или окраска поверхности больших площадей.
Натуральная щетина достаточно хорошо впитывает, и отдает краску.
Кроме того, она устойчива к химически агрессивным веществам, поэтому при работе с нитроцеллюлозным или масляным составом применяют кисть из натуральной щетины.
Натуральный волос
Натуральный волос не столь упругий и жесткий как щетина, поэтому для малярного инструмента применяется редко.
Чешуеобразный верхний слой волоса отлично впитывает в себя краску, и легко ее отдает.
Волосы разных животных отличаются по мягкости, стойкости к износу и длине – эти характеристики определяют назначение инструмента.
Волос разделяют по жесткости.
Например: конский и коровий волос гораздо жестче, чем волос пушных зверей:
Барсук
– волосок конический, «брюшко» смещено к краю, из-за чего барсучья щетка очень пушистая.
В лучших моделях кончик щетки белого цвета, к центру темнеет.
Порой изготовители имитируют такую окраску на кисточках из козьего волоса.
Но по мягкости они не сравнятся с барсучьей шерстью.
Охотней всего ими пользуются при замесе тяжелых красок;
Белка
– волоски берут из хвоста этого милого животного.
Кисти делают круглые, очень мягкие и эластичные.
Материал применяют только для художественного инструмента;
Колонок
– волос из хвоста колонка.
Тонкий, упругий, с идеальным коническим кончиком и «брюшком» на середине.
Мягкость волоса ниже, чем у беличьего, но зато выше упругость.
Незаменимы при рисовании гуашью и акварелью, а также при стенописи. где от кисточки требуется упругость.










Из колонка мастерят изделия круглые и плоские с коротким и длинным ворсом.
Причем щетка собрана из волосков разной длины: при нажатии она формирует постоянный капиллярный поток.
Козий волос
– мягкий и эластичный, но без кончика и склонен к закручиванию.
Годится для работы с гуашью и акварелью.
Из козьего волоса производят почти все модели для макияжа;
Песчаниковые
– здесь материалом служит волос хвоста песчаника.
Он очень мягкий, но при этом обладает некоторой жестковатостью.
Такой материал хорош для работы с гуашью и акварелью, для лакировки и лессировки.
Кисти из песчаникового волоса делают только плоскими;
Медвежьи
– сделаны из волоса белого медведя. Он не такой жесткий, как щетина, при этом эластичный и упругий.
Этот материал практически универсальный вариант, т.к. годится для работы с темперой, с акварельными, с гуашевыми и с масляными красками.
Такие кисти изготавливают только плоские, с разной длиной щетки;
Кисть из ушного волоса
– мастерят из волоса, растущего во внутренней части уха животного.
Он упругий эластичный, шелковистой структуры, но без острого кончика.
Изделия из него годятся для работы с тяжелыми красками.
Синтетические
Синтетические – волокна получают искусственным путем из полиэфира, полиэстра, нейлона.
Отличаются средней мягкостью и упругостью, устойчивы к повреждениям и не изнашиваются.
Синтетические волокна постоянно совершенствуют: расщепляют кончики, формируют полости по длине волоска.
Но пока их характеристики уступают аналогам из натурального материала.
Еще один вариант – смешанный ворс, где сочетаются искусственные волокна и натуральная щетина.
Назначение дисков и насадок
Круги для болгарки различаются по назначению на:
- отрезные;
- обдирочные
- шлифовальные;
- заточные.
Отрезные диски
Самой частой задачей, выполняемой с помощью болгарки, является резка различных материалов. От того, какой материал необходимо будет разрезать, зависит и выбор материала инструмента.
- Резка металла. Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий.
- Резка камня и бетона. Для резки камня следует выбрать диск из другого абразивного материала – карбида кремния. Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.
-
Резка керамической плитки, красного кирпича, керамогранита и бетона. Для этих целей уже используют алмазный диск.
Изготавливается данная насадка из металла, на режущую кромку наносится абразивная масса с алмазной крошкой. На рисунке выше представлен сегментированный пильный круг, предназначенный для сухой резки материала. Цельнометаллические диски при работе требуют водяного охлаждения. - Резка дерева. Хотя в продаже и имеются пильные круги по дереву, которые ничем не отличаются от дисков для циркульной пилы, лучше отказаться от их использования в целях безопасности. При работе таким инструментом пользователь часто получает тяжелые травмы из-за заклинивания, отскакивания, случайного соскальзывания инструмента и т.д.
Поэтому, если вы все же собираетесь использовать пильный диск по дереву, то следует придерживаться мер безопасности. На болгарке должен быть установлен защитный кожух и рукоятка, пользователь обязан одеть защитную маску или очки. Кроме того, нельзя резать данным инструментом материалы, не предназначенные для него.
Обдирочные
Если требуется снять слой краски или другого нанесения, а также ржавчину с какой-либо поверхности, применяются корщетки. Они бывают дисковые или в виде чаши со встроенной металлической проволокой.
Проволока в данных насадках может быть витой либо распущенной. Толщина ее также может быть разной. Чем толще проволока, тем для более грубой обдирки применяется обдирочный диск или чашеобразная насадка, и наоборот.
Шлифовальные
Для шлифовки и полировки различных поверхностей (металла, дерева, пластика и других) применяются шлифовальные диски и насадки. Часто для шлифовки применяется шлифовальный круг лепесткового типа. Состоит он из множества “лепестков”, сделанных из наждачной бумаги. Зернистость наждачной бумаги можно выбирать, исходя из требуемого вида обработки (чистовой или черновой).,
Также наждачка может крепиться к насадке с помощью липучки. Такой инструмент навинчивается на шпиндель УШМ.
Для полировки поверхностей выпускаются специальные круги и насадки, выглядящие как подушки из войлока либо как диски из ткани.
Заточные
Чтобы заточить инструмент, обычно применяются точильные станки (точила). Но если у вас нет последнего, но есть болгарка, то для нее можно приобрести заточной (шлифовальный) круг, которым можно легко заточить практически любой режущий инструмент.
Виды щеток
Одна и та же крацовка не способна обеспечить должное качество поверхности при различном виде материла. Поэтому к их выбору нужно подходить крайне ответственно для избежания в будущем как лишних финансовых затрат, так и неэффективно потраченного времени.
Существует множество критериев, по которым классифицируют щетки. Самым очевидным из них является вид крепежа. Установка крацовки на болгарку и на станок будет технически отличаться. Также не стоит забывать о ручных щетках для крацевания. От механических их отличает наличие ручки для фиксации рукой.
В зависимости от формы обрабатываемой поверхности крацовка имеет следующие виды:
- Чашечные. Наиболее удобны в случае необходимости обработки плоских металлических или деревянных поверхностей, т. к. обеспечивает наибольшую площадь соприкосновения.
- Конические. Благодаря своей изогнутой форме наиболее выгодно применять их при крацевании поверхностей сложной формы. Это — детали с большим количеством переходов диаметров, сменой углов и количества прилегающих поверхностей друг к другу.
- Дисковая крацовка. По своему назначению схожа с конической. Также позволяет эффективно производит обработку поверхностей сложной формы. Особенно целесообразным ее применение в случае торцевой обработки, а именно удаление заусенцев.
Следующей важной характеристикой крацовки является ее жесткость. Именно от ее значения по-большому счету зависит качество и производительность процесса механической очистки деталей
Слишком мягкие щетки не позволят полностью удалить дефекты и загрязнения с поверхности
Слишком жесткие станут причиной образования царапин
Слишком мягкие щетки не позволят полностью удалить дефекты и загрязнения с поверхности. Слишком жесткие станут причиной образования царапин.







Как уже сказано ранее диаметр проволоки полностью регулируется государственным стандартом и составляет 0,1-0,3 мм. Очевидно, что чем толще проволока, тем большей жесткостью обладает щетка.
Кравцовка со жгутовым ворсом применяется при более трудоемкой очистке, т.к. ее форма обладает большим сопротивлением деформации. Прямая форма больше подходит для придания матовости поверхности и удаления заусенцев.
Для производства щеток используют проволоку из следующих материлаов:
- Сталь. Применяется для разного рода стальных и чугунных поверхностей. Данные крацовки отличаются способностью более эффективно очищать металл по сравнению со щетками из другого материла. К тому же такой инструмент обладает наибольшим сроком эксплуатации. Минусом здесь — это образование искр при механической обработке металла, что повышает риск возникновения пожара.
- Латунь. Сам по себе данный материал отличается меньшой твердостью, чем сталь. Применяют ее в случае обработки менее твердых сплавов (медь, цинк и прочие). Или же такими щетками производят окончательную доводку стальных поверхностей.
- Нейлон используется как материал, которыми производят крацевание деревянных заготовок. Обработка стальных деталей такими щетками невыгодно по причине быстрого истирания нейлона.