
Азотирование металла
Химическая обработка металла
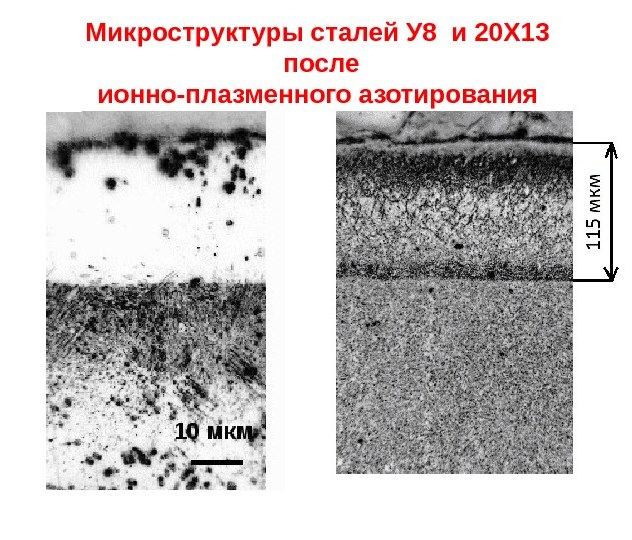
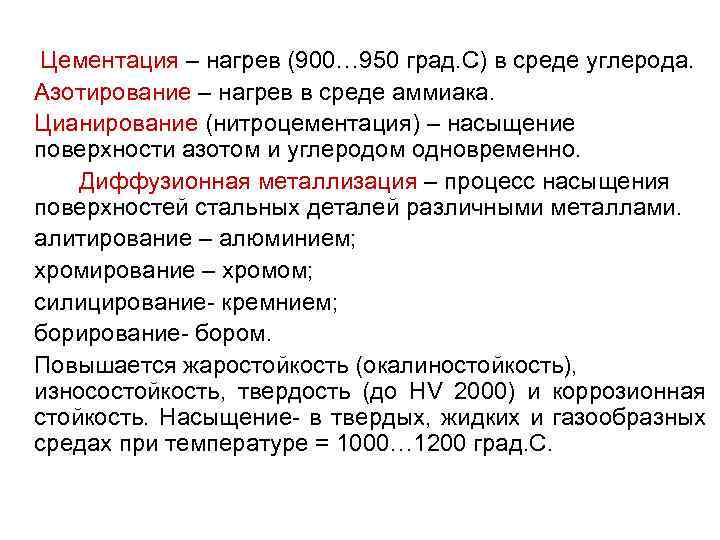
Азотированием называют процесс диффузионного насыщения поверхностного слоя стали азотом. Азотирование очень сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в таких средах, как атмосфера, вода, пар и др. Твердость азотированного слоя заметно выше, чем твердость цементованного, и сохраняется при нагреве до высоких температур (450-500 °С), тогда как твердость цементованного слоя, имеющего мартенситную структуру, сохраняется только до 200-225 °С.
Химический раствор
Азотирование ведут в диссоциированном аммиаке NH8 (25 — 60 %).
На обрабатываемой поверхности происходит диссоциация NH3 с образованием ионов азота, которые адсорбируются поверхностью и диффундируют в глубь металла.
Если главными требованиями, предъявляемыми к азотированному слою, являются высокие твердость на поверхности и износостойкость, то применяют сталь 38Х2М10А, содержащую 0,35-0, 42 % С; 1,35-1,65 % Сr; 0,7-1,10 % А1 и 0,15-0,25 % Мо, остальное Fe. Одновременное присутствие алюминия, хрома и молибдена позволяет повысить твердость азотированного слоя на поверхности до 1200 HV. Молибден, кроме того, устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении от температуры азотирования.
Технология процесса азотирования
Технологический процесс предусматривает несколько операций, приведенных ниже.
- Предварительная термическая обработка заготовки. Эта операция состоит из закалки и высокого отпуска стали для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600-675 °С, превышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обрабатывать резанием. Структура стали после этого отпуска — сорбит.
- Механическая обработка деталей, а также шлифование, которое придает окончательные размеры детали.
- Защита участков, не подлежащих азотированию, нанесением тонкого слоя (0,01-0,015 мм) олова электролитическим методом или жидкого стекла. Олово при температуре азотирования расплавляется на поверхности стали в виде тонкой не проницаемой для азота пленки.
- Азотирование.
- Окончательное шлифование или доводка изделия.
Азотирование тонкостенныйх деталей
Азотирование тонкостенных изделий сложной конфигурации из стали 38Х2МЮА рекомендуется выполнять при 500-520 °С. Длительность процесса зависит от требуемой толщины азотированного слоя. Чем выше температура азотирования, тем ниже твердость азотированного слоя и больше толщина слоя. Снижение твердости азотированного слоя связано с коагуляцией нитридов легирующих элементов. Обычно при азотировании желательно иметь слой толщиной 0,3-0,6 мм. Процесс азотирования при 500-520 °С в этом случае является продолжительным и составляет 24-60 ч.
Для ускорения процесса азотирования применяют двухступенчатый процесс: сначала азотирование проводят при 500-520 °С, а затем при 540-560 °С. При двухступенчатом процессе сокращается продолжительность процесса, при этом сохраняется высокая твердость слоя.
Изменеие свойств материала
В процессе насыщения азотом изменяются, но очень мало, размеры изделия вследствие увеличения объема поверхностного слоя. Деформация возрастает при повышении температуры азотирования и толщины слоя.
Стали, не содержащие алюминий (Сr-Мо-V-стали), азотируют при 570 °С в течение 6-10 ч, что обеспечивает достаточную толщину слоя 0,3-0,4 мм, высокую твердость (~800 HV) и износостойкость. Охлаждение после азотирования проводят вместе с печью в потоке аммиака (до 200 °С) во избежание окисления поверхности.
Получило применение азотирование при 570 °С в течение 5-10 ч в атмосфере, содержащей 50 % эндогаза и 50 % аммиака или 50 % метана и 50 % аммиака. В результате такой обработки на поверхности стали образуется тонкий карбонитридный слой, обладающий меньшей хрупкостью и более высокой износостойкостью, чем чисто азотистая е-фаза. Твердость карбонитридного слоя на легированных сталях 600-1100 HV. Такая обработка сильно повышает предел выносливости изделий.
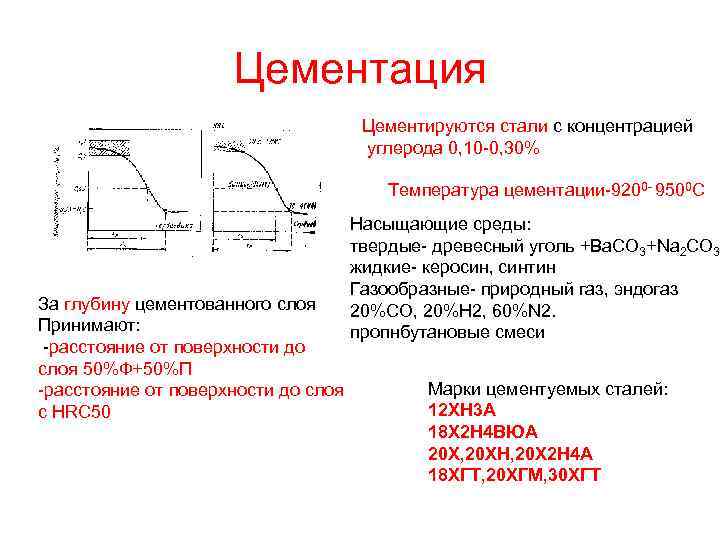
Цементуемые стали
Цементуемые и улучшаемые стали, марки, свойства и примеры применения.
При работе деталей под действием динамических нагрузок в условиях поверхностного износа для их изготовления применяют низкоуглеродистые стали, содержащие обычно не более 0,2 % С, подвергая их цементации, закалке и низкому отпуску. В отличие от слабопрокаливающихся углеродистых сталей при цементации и термообработке легированных сталей происходит дополнительное упрочнение сердцевины. Это упрочнение тем больше, чем более легирована сталь. В зависимости от степени упрочняемости сердцевины различают три группы цементуемых сталей: с неупрочняемой сердцевиной; со слабо упрочняемой сердцевиной; с сильноупрочняемой сердцевиной. К первой группе относятся углеродистые стали марок 10, 15, 20. Их применяют для малоответственных деталей с неупрочняемой сердцевиной и деталей небольших размеров. Под цементованным слоем при закалке аустенит превращается в феррито-перлитную смесь. Вторую группу составляют низколегированные хромистые стали марок 15Х, 20Х, имеющие слабоупрочняемую сердцевину. Дополнительное легирование малыми добавками ванадия (сталь 15ХФ) позволяет получить более мелкое зерно, что улучшает пластичность и вязкость стали. Стали третьей группы используют для изготовления деталей, испытывающих значительные ударные нагрузки, имеющих большее сечение или сложную конфигурацию или подвергающихся действию больших знакопеременных напряжений. В состав этих сталей вводят никель: 20ХН, 12ХНЗА, 12Х2Н4А. Ввиду его дефицитности никель иногда заменяют марганцем, вводя, кроме того, небольшое количество титана или ванадия для измельчения зерна (18ХГТ). Легирование хромоникелевых сталей вольфрамом или молибденом (например, сталь марки 18Х2Н4ВА или 18Х2Н4МА) дополнительно стабилизирует переохлажденный аустенит, а, следовательно, еще больше увеличивает прокаливаемость стали. В результате закалки в масле сердцевина деталей приобретает структуру мартенсита. Такие стали применяют для крупных тяжело нагруженных деталей типа зубчатых колес, осей и др. Эти детали устойчивы к динамическим нагрузкам
Улучшаемые стали – среднеуглеродистые стали, содержащие 0,3—0,5 % углерода и легирующие элементы обычно в количестве не более 5 %, которые используют после операции так называемого «улучшения», состоящей из закалки и высокого отпуска. Закалку таких сталей обычно проводят в масле. Температура отпуска составляет 550—650 °С. После термообработки улучшаемые стали имеют структуру, хорошо воспринимающую ударные нагрузки. Улучшаемые стали имеют высокую прочность, вязкость, малую чувствительность к концентраторам напряжений и хорошую прокаливаемость. Обычное содержание кремния в улучшаемых сталях составляет 0,17—0,37%, марганца — 0,5—0,8 %, и менее 0,035% фосфора и серы. К этой группе относятся: углеродистые стали марок 35, 40, 45; хромистые стали марок 30Х, 40Х; хромистые стали, дополнительно легированные еще одним или двумя элементами: 30ХМ, 40ХГ, З0ХГТ хромансили 20ХГС, ЗОХГС хромоникелевые стали, содержащие до 1,5 % Ni: 40ХН, 40ХНМ комплекснолегированные стали, содержащие 3—4 % Ni; 38ХНЗМ, 38ХНЗМФА. Из сталей этой группы изготовляются сложные по конфигурации детали, подвергаемые ударным нагрузкам. Их недостаток состоит в склонности к флокенообразованию и трудности обработки резанием.
Металлы и сплавы, подвергаемые азотированию
Существуют определенные требования, которые предъявляются к металлам перед проведением рассматриваемой процедуры
Как правило, уделяется внимание концентрации углерода. Виды сталей, подходящих для азотирования, самые различные, главное условие заключается в доле углерода 0,3-0,5%
Лучших результатов достигают при применении легированных сплавов, так как дополнительные примеси способствуют образованию дополнительных твердых нитритов. Примером химической обработки металла назовем насыщение поверхностного слоя сплавов, которые в составе имеют примеси в виде алюминия, хрома и другие. Рассматриваемые сплавы принято называть нитраллоями.
Микроструктура сталей после азотирования
Внесение азота проводится при применении следующих марок стали:
- Если на деталь будет оказываться существенное механическое воздействие при эксплуатации, то выбирают марку 38Х2МЮА. В ее состав входит алюминий, который становится причиной снижения деформационной стойкости.
- В станкостроении наиболее распространение получили стали 40Х и 40ХФА.
- При изготовлении валов, которые часто подвергаются изгибающим нагрузкам применяют марки 38ХГМ и 30ХЗМ.
- Если при изготовлении нужно получить высокую точность линейный размеров, к примеру, при создании деталей топливных агрегатов, то используется марка стали 30ХЗМФ1. Для того чтобы существенно повысить прочность поверхности и ее твердость, предварительно проводят легирование кремнем.
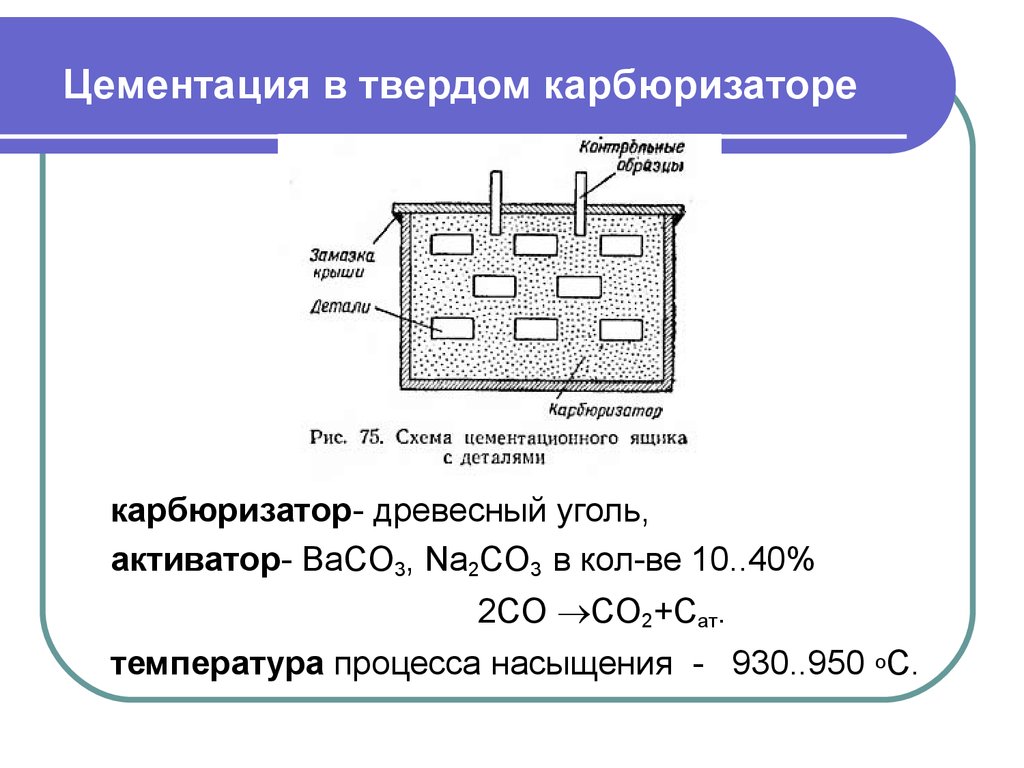
Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
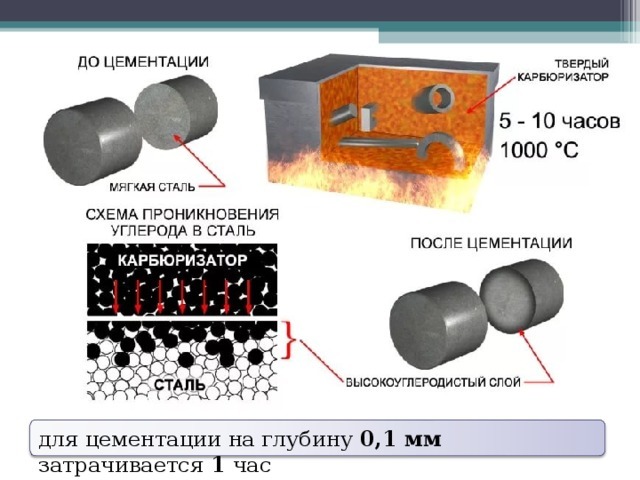
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.
Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.
Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Общие сведения о процессе цементации стали
Цементация стали — особый термический процесс, обладающий множеством особенностей:
- При равномерном разогревании, металл обрабатывается в жидкой, твёрдой или газовой среде. Одновременно с этим, свойства стали изменяются.
- Качество цементированного слоя улучшается благодаря тому, что во время плавного разогревания в металл проникает углерод. Повышается его прочность и износоустойчивость.
- Цементация может проводится при различных температурах. При проведении манипуляций на производстве, температура нагрева достигает 1200 градусов. При обработке в домашних условиях, оптимальной температурой считается показатель в 500 градусов.
- Поверхность металла получает идентичные характеристики, что и при повторной закалке. Это объясняется тем, что процесс равномерного разогревания изменяет атомную решётку материала.
Подведя итоги, можно сказать о том, что цементация стали похожа на процесс закалки, однако, при такой обработке металл получает более высокие эксплуатационные характеристики.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Методы цементации металлов и сплавов
- твердая среда;
- газовая среда;
- жидкая среда;
- вакуум;
- с применением специальной пасты;
- цементация в электролите.
Вышеперечисленные методы отличаются технологией и глубиной насыщения. Рассмотрим их подробнее.
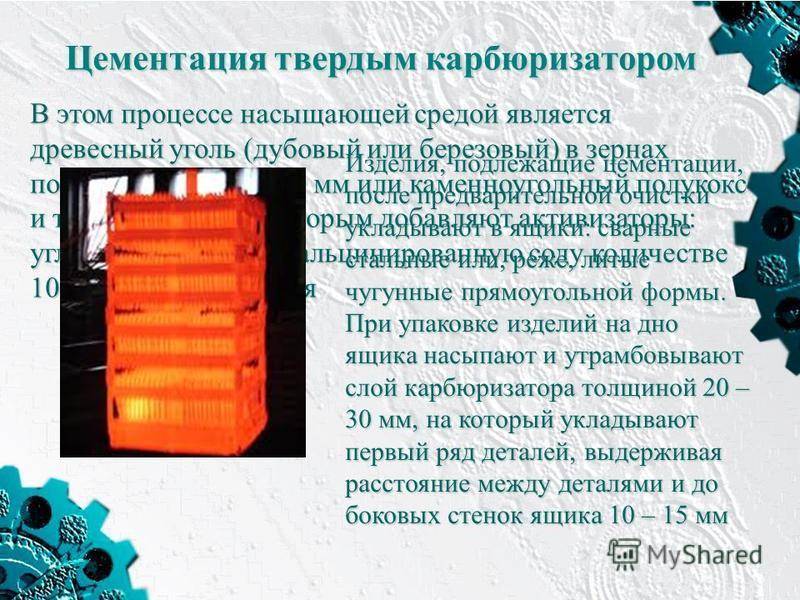
Цементация с использованием твердой среды
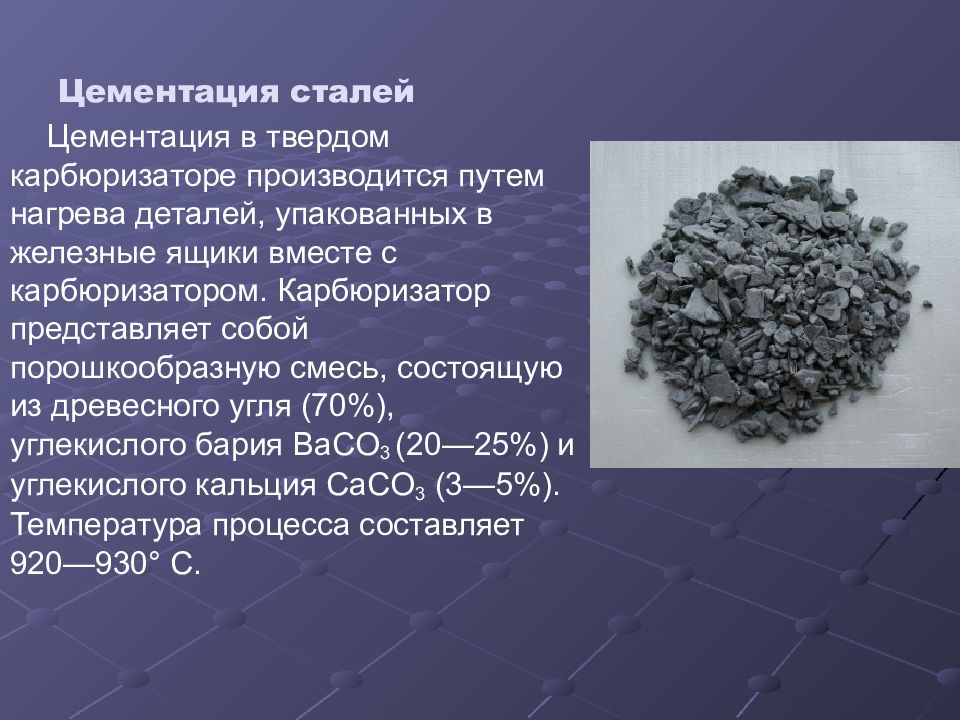
Для цементации стали по данной технологии используют специальные углеродсодержащие вещества, которые называются карбюризаторами.
Наибольшей популярностью пользуются следующие карбюризаторы:
- березовый древесный уголь;
- дубовый древесный уголь.
Иногда применяют их смесь. Для работы уголь дробится на фракции, размер которых не должен превышать 10 мм. После этого он смешивается с солью угольной кислоты из любого металла щелочной группы. Массовая доля угля в составе, как правило, достигает 88–90%. Перед применением смесь просеивают с целью удаления наиболее мелких фракций вроде пыли и крошек.
- Сухой. В этом случае соль и уголь тщательно перемешивают. В противном случае результат будет некачественным: на поверхности будут видны необработанные участки стали.
- Мокрый. Уголь поливают водным соляным раствором, после чего высушивают. Уровень влажности рабочей смеси не должен превышать 6–7%.
Последний способ считают наиболее эффективным для качественной модификации стали.
Процесс насыщения поверхности углеродом выглядит следующим образом:
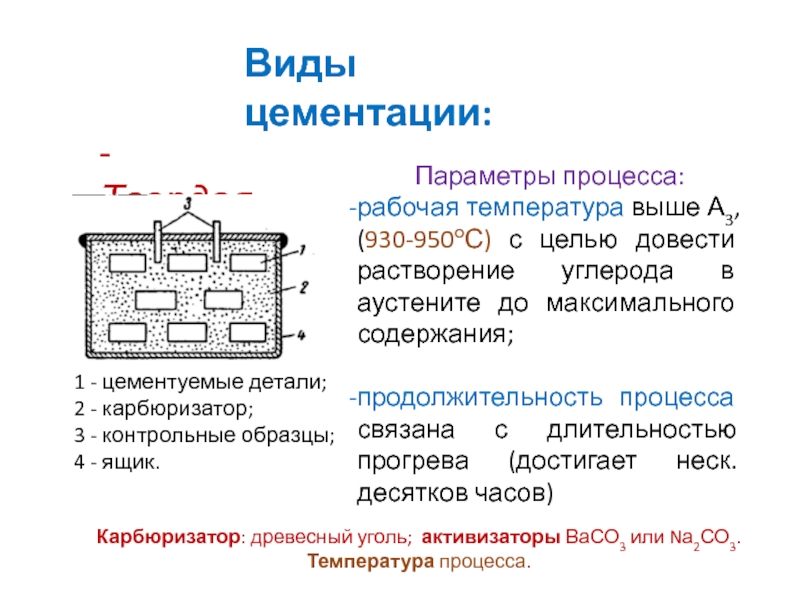
- Рабочую смесь насыпают в ящики, изготовленные из термостойкого материала. Форма и размеры зависят от типа обрабатываемых деталей.
- Объекты для цементации помещают в ящик. Угольная смесь должна быть равномерно распределена по внутренней поверхности.
- Во избежание утечек производят герметизацию емкости, обрабатывая закладную часть шамотной глиной.
- Ящик помещают в печь, которую прогревают до 700 °C.
- На данном этапе осуществляют визуальный контроль процесса: все нагреваемые элементы должны иметь ровный цвет без темных пятен на поверхности.
- Температуру в печи повышают до рабочего уровня: 800–950 °C. Начинается процесс активного освобождения углерода и его проникновения в межкристаллическую решетку стали.
- Время обработки зависит от требуемой глубины цементации стали.
Процесс цементации в газовой среде

Для получения газа используют керосин ввиду неустойчивости углерода в его составе. Часть газа подвергают модификации для увеличения глубины проникновения.
Как и в предыдущем способе, для обработки используют специальные, герметично закрытые печи.
Современные предприятия проводят обработку с применением горючих природных газов, которые поддерживают углеродный баланс внутри печи.
Проведение цементации в жидкой среде
- Соляной раствор наливают в специальную емкость.
- В жидкость опускают детали.
- Раствор нагревают до рабочей температуры, которая составляет 850 °C.
- Заготовку выдерживают заданное время. Обычно оно не превышает 3 часов.
Достоинства данного метода – высокая скорость реакции и равномерное покрытие поверхности стали. Недостатком является глубина проникновения углерода – до 0,5 мм.
Цементация в вакууме

Этапы обработки:
- Стальную заготовку помещают в камеру.
- Из корпуса выкачивают весь воздух, создавая вакуум.
- Печь нагревают до рабочей температуры.
- Деталь выдерживают определенное время.
- В камеру подают углеводородный газ под давлением.
- Под действием вакуума углерод активно внедряется в кристаллическую решетку.
- Науглероживание стали выполняют в несколько этапов в зависимости от требуемой глубины проникновения.
- В камеру подают инертный газ, охлаждая температуру.
Из достоинств необходимо выделить полное отсутствие кислорода, что повышает качество обработки.
В электролитическом растворе
Данный метод обработки стали имеет сходство с гальванизацией. Процесс проходит в растворе электролита, в котором под действием электричества образуются свободные атомы углерода. Температуру и напряжения устанавливают в зависимости от необходимой глубины проникновения.
Цементация в растворах электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов — один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев
) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450—1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит, кроме электропроводящего компонента, вводят углеродсодержащие вещества-доноры (глицерин, ацетон, этиленгликоль, сахароза и другие).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Republished by Blog Post Promoter
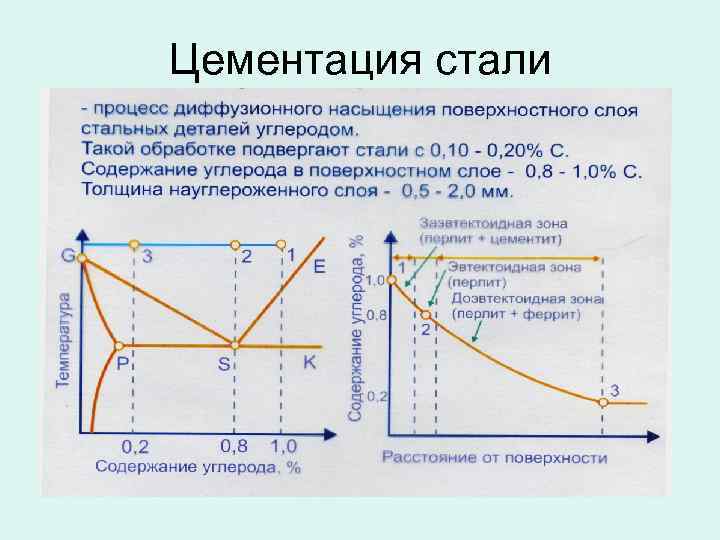
Цементация стали
Материаловедение
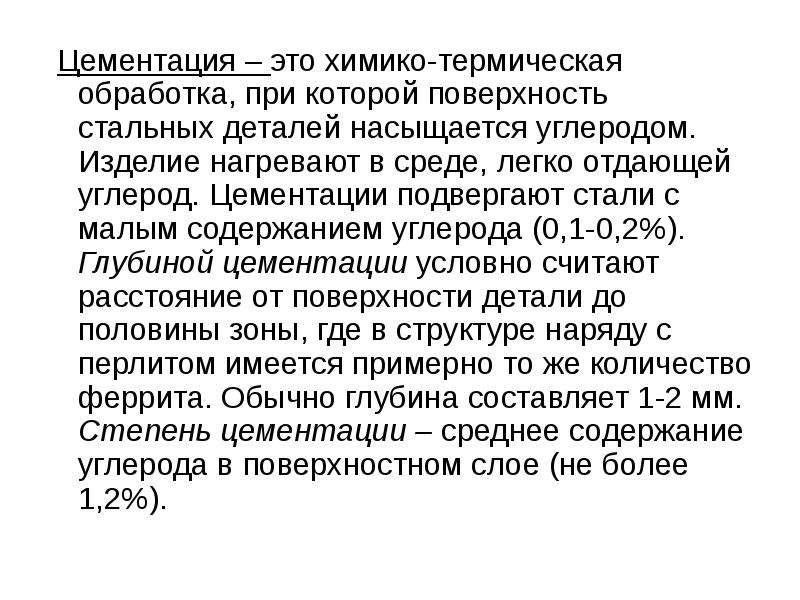
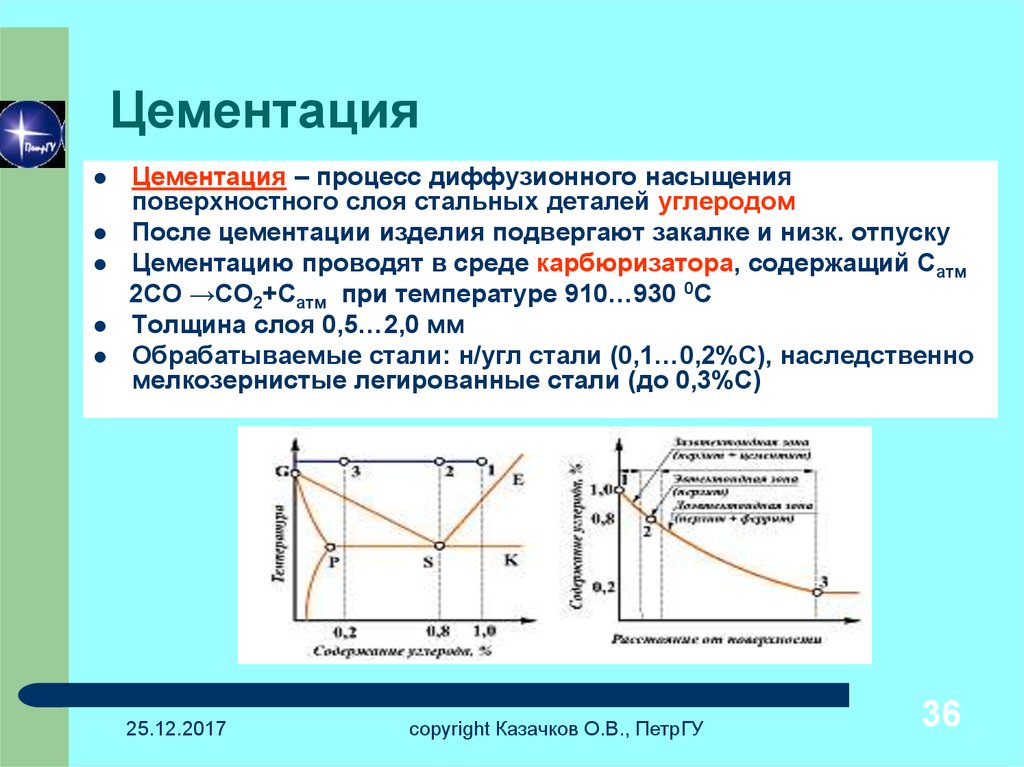
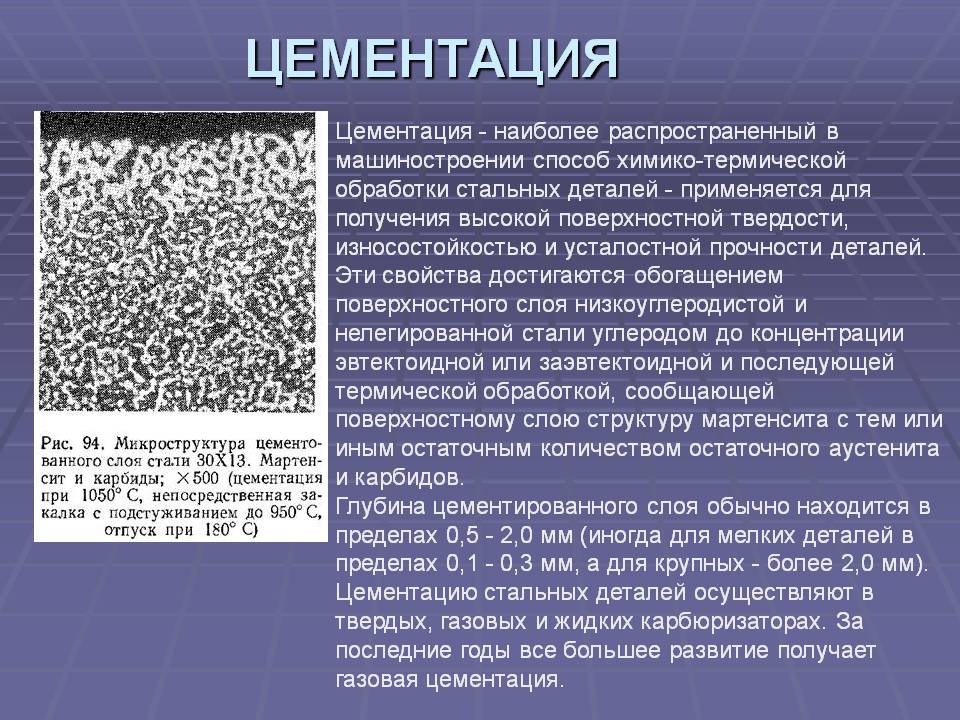
Цементацией (науглероживанием) называется химикотермическая обработка, заключающаяся в диффузиднном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде — карбюризаторе. Как правило, цементацию проводят при температурах выше точки, когда устойчив аустенит, растворяющий углерод в большом количестве.



Окончательные свойства цементованные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки — придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении.
Для цементации обычно используют низкоуглеродистые (0,1 — 0,18 % С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2-0,3 %). Выбор таких сталей необходим для того, чтобы сердцевйна изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
На цементацию детали поступают после механической обработки с припуском на шлифование (50-100 мкм). Во многих случаях цементации подвергается только часть детали; тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (20 — 40 мкм), которую наносят электролитическим способом или изолируют специальными обмазками, состоящим из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, ленитом и др.
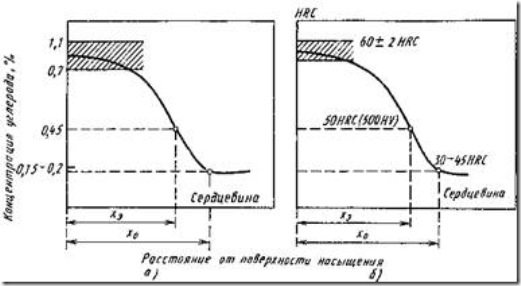
Рис. 148. Схема распределения углерода (а) и твердости после закалки и низкого отпуска (б) по толщине цементованного слоя: х0 — эффективная толщина слоя; xQ — общая толщина слоя
Механизм образования и строение цементованного слоя
Диффузия углерода в сталь возможна только в том случае, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (СО; СН4 и др.). Атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь металла.
При температуре цементации (выше точки Ас3) диффузионный слой состоит только из аустенита, а после медленного охлаждения — из продуктов его распада — феррита и цементита. При этом концентрация углерода не достигает предела насыщения при данной температуре.
Цементованный слой имеет переменную концентрацию углерода по толщине, убывающую от поверхности к сердцевине детали (рис. 148, а). В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить (от поверхности к сердцевине) три зоны (рис. 149,- а): заэвтектоидную, состоящую из перлита и вторичного цементита (1), образующего сетку по бывшему зерну аустенита; эвтектоидную (2), состоящую из одного пластинчатого перлита, и доэвтектоидную зону (3), состоящую из перлита и феррита. Количество феррита в этой зоне непрерывно возрастает по мере приближения к сердцевине.
За эффективную толщину цементованного слоя часто принимают сумму заэвтектоидной и половины переходной (доэвтектоидной) зон (до содержания 0,45 % С), что соответствует 50 HRC (см. рис. 148, б). Для многих изделий эффективная толщина слоя принимается после закалки до HV500 или HV700 для ответственных деталей.
Опыт показывает, что эффективная толщина цементованного слоя для деталей, изготовляемых из стали с содержанием
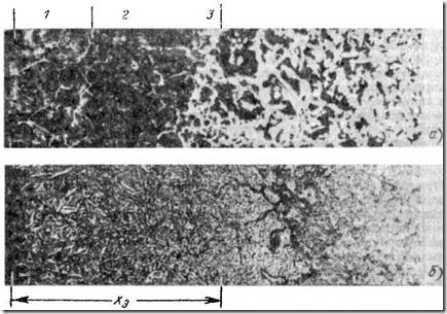
Рис. 149. Микроструктура цементованного слоя после медленного охлаждения (а) и закалки (б), Х200: 1 — заэвтектоидная зона (перлит + цементит в виде тонкой сетки); 2 — эвтектоидная (перлит); 3 — доэвтектоидная зона (перлит — черные, феррит — белые участки); xэ — эффективная толщина слоя (50 HRC)
<0,17 % С, составляет 15 % наименьшей толщины или диаметра цементуемого сечения. При содержании в стали >0,17 % С толщину слоя уменьшают до 5-9 %, а для деталей, работающих на износ, не испытывающих больших удельных нагрузок, — до 3-4 % от наименьшей толщины или диаметра цементуемого сечения.
Концентрация углерода в поверхностном слое должна составлять 0,8-1,0 %. Для получения высокой контактной усталости содержание углерода может быть повышено до 1,1-1,2 %. Более высокая концентрация углерода вызывает ухудшение механических свойств цементуемого изделия.
В случае цементации сталей, легированных карбидообразующими элементами, при температуре диффузии возможно образование двухфазного слоя из аустенита и карбидов глобулярной формы. На толщину слоя легирующие элементы в том количестве, в котором они присутствуют в цементуемых сталях, практически не влияют.
Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.
Рабочий процесс:
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.
Древесный уголь (Фото: Instagram / coalbaltic)
Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
Этапы обработки:
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
Этапы обработки:
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.




Ванны с расплавленной солью
Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.
Обработанные изделия (Фото: Instagram / zubixdetal)