
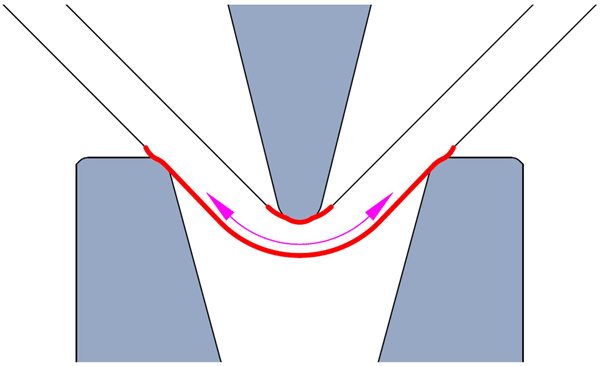
Свободная гибка
Данное направление обладает определенными ограничениями.Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится «в воздухе» и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам. Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | ||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие? По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
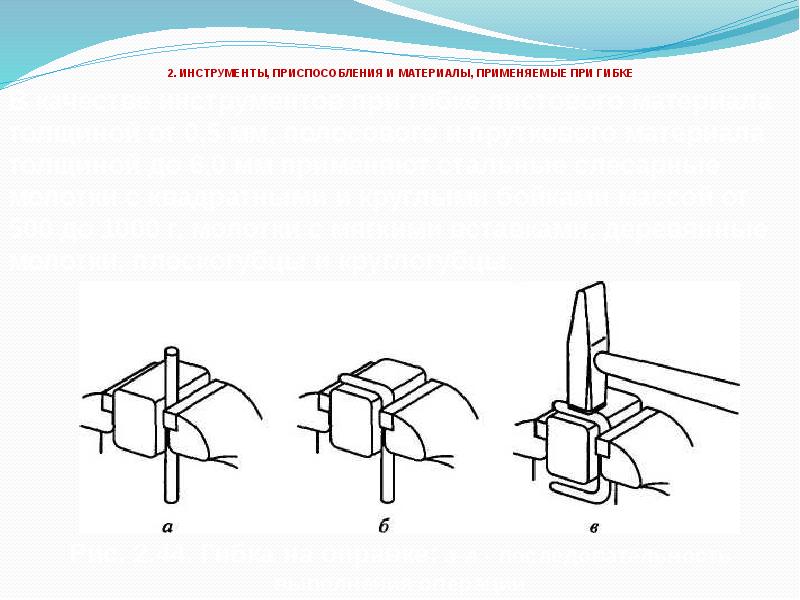
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях. Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система. Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения
Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
![]()
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Основные способы гибки
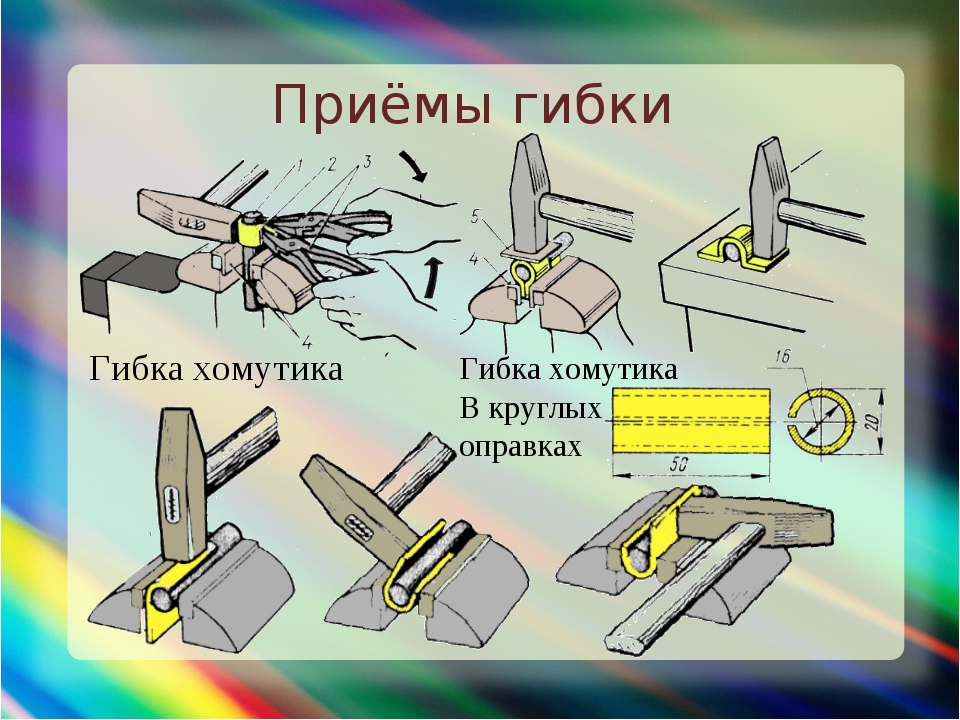
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:

Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.




Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный гибочный станок
Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.

Фальцегибочный станок

Фальцепрокатный станок
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Гибочные работы по металлу в «Кровля навсегда»
- Индивидуальный подход к каждому клиенту. Мы внимательно выслушиваем ваши пожелания, предложим интересные и выгодные решения.
- Низкая стоимость. Благодаря этому вы сэкономите на выполнении работ, но при этом вам не придется экономить на качестве.
- Профессиональный результат. Вы получаете продукцию, которая выдерживает внешние воздействия, долго служит и сохраняет эстетические характеристики.
- Простое сотрудничество. При необходимости мы берем на себя все вопросы, связанные с выбором материалов, разработкой эскизов и доставкой на ваш объект.
Позвоните нам по номеру прямо сейчас, чтобы получить бесплатную консультацию и индивидуальные условия!
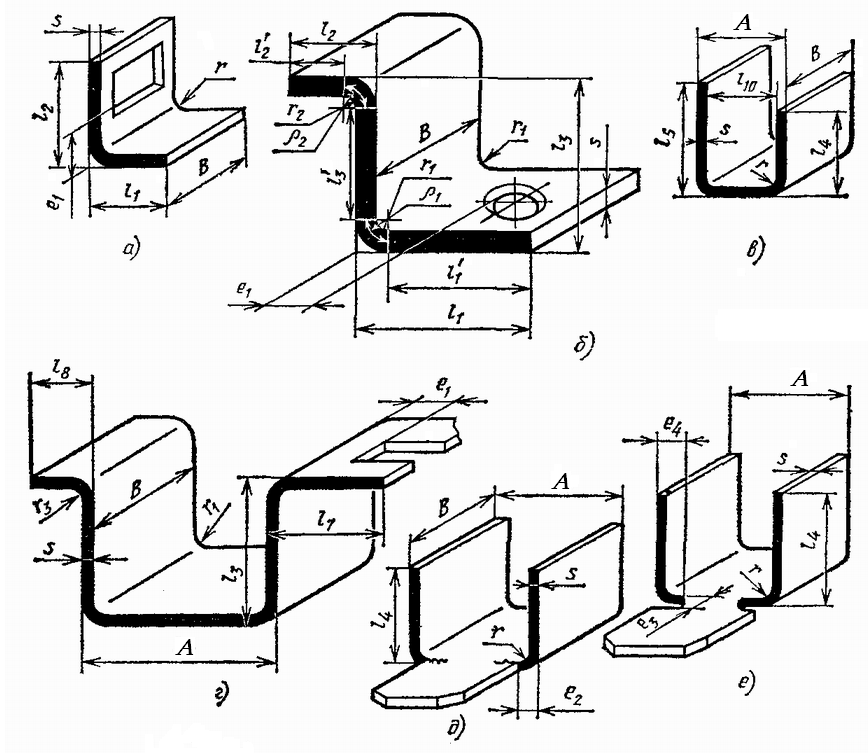
Виды гибки
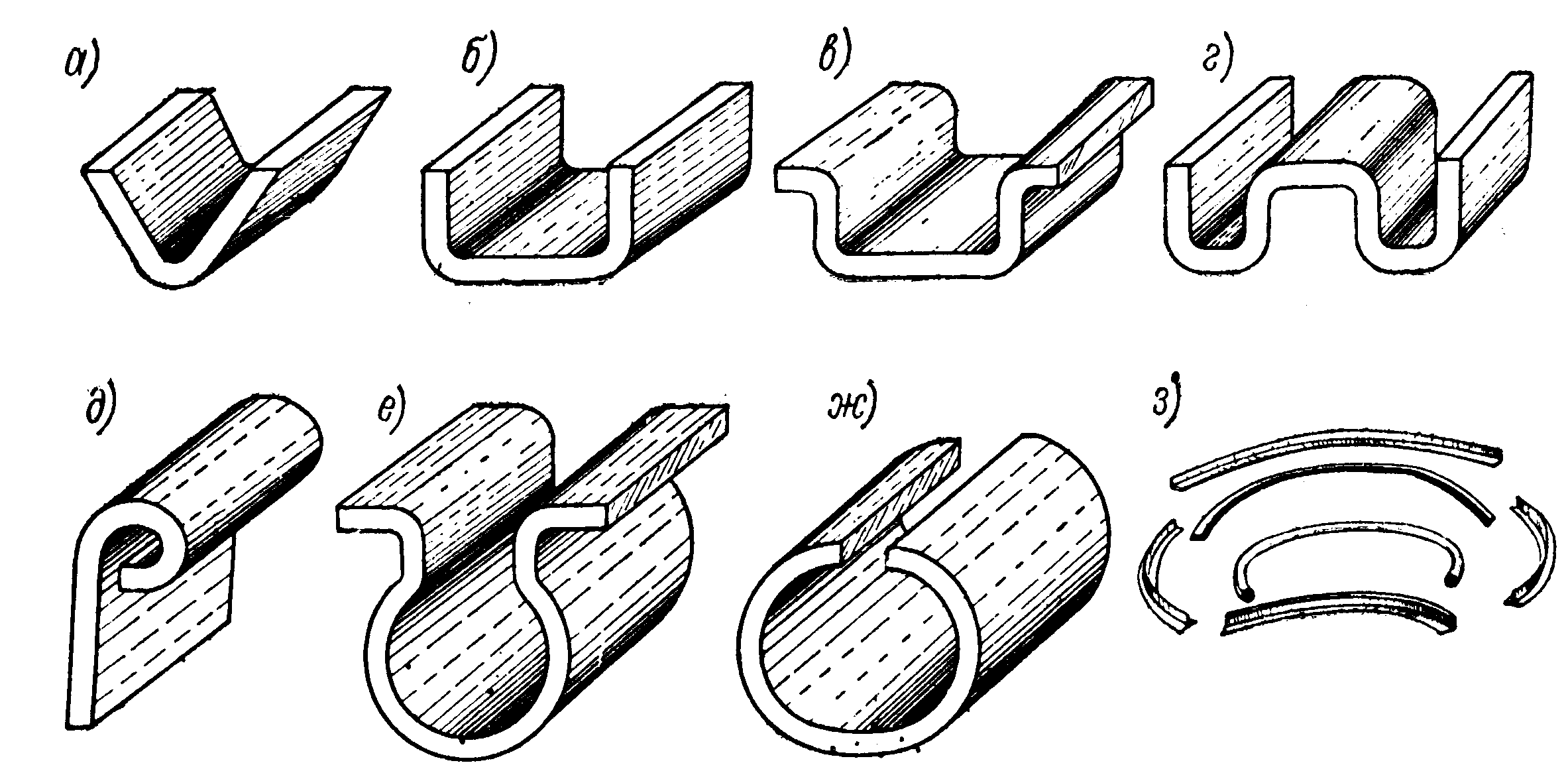
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
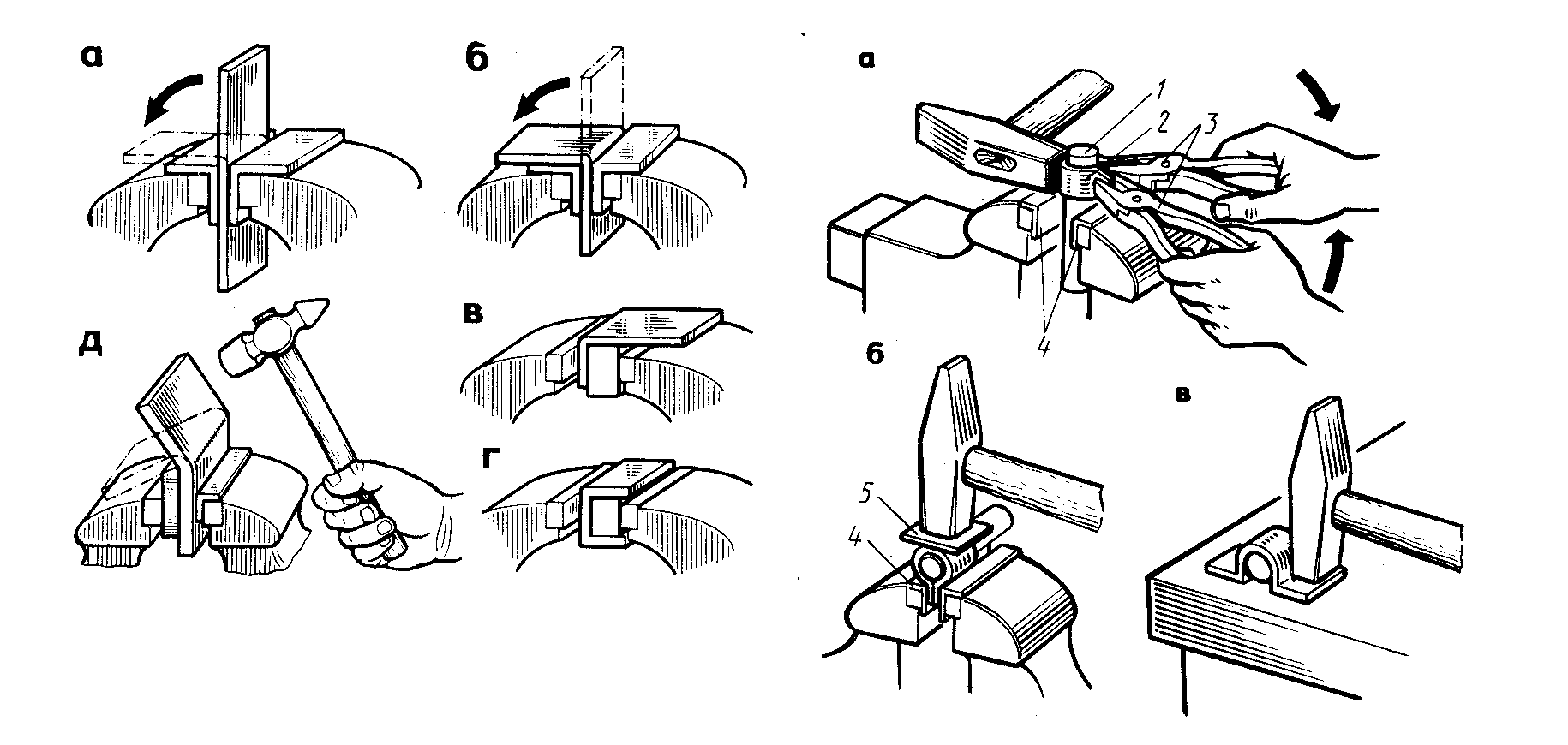
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
Гибочное оснащение – основное приспособление для гибки металла
Практически любой аппарат предполагает наличие пресса. Он дает возможность распространять усилие и увеличивать давление на нужную область. Он может быть нескольких видов:
- Ротационные, они же вальцовые. Образец проходит между вальцами – стальными валиками.
- Поворотные. Есть две плиты – сверху и снизу. Нижняя закреплена и остается неподвижной, в то время как верхняя оказывает воздействие на материал всей своей массой.
- Обычные пневматические или гидравлические. Это устройство классической штамповки мелких деталей – есть матрица и пуансон, которые сжимаются, чтобы деформировать лист.
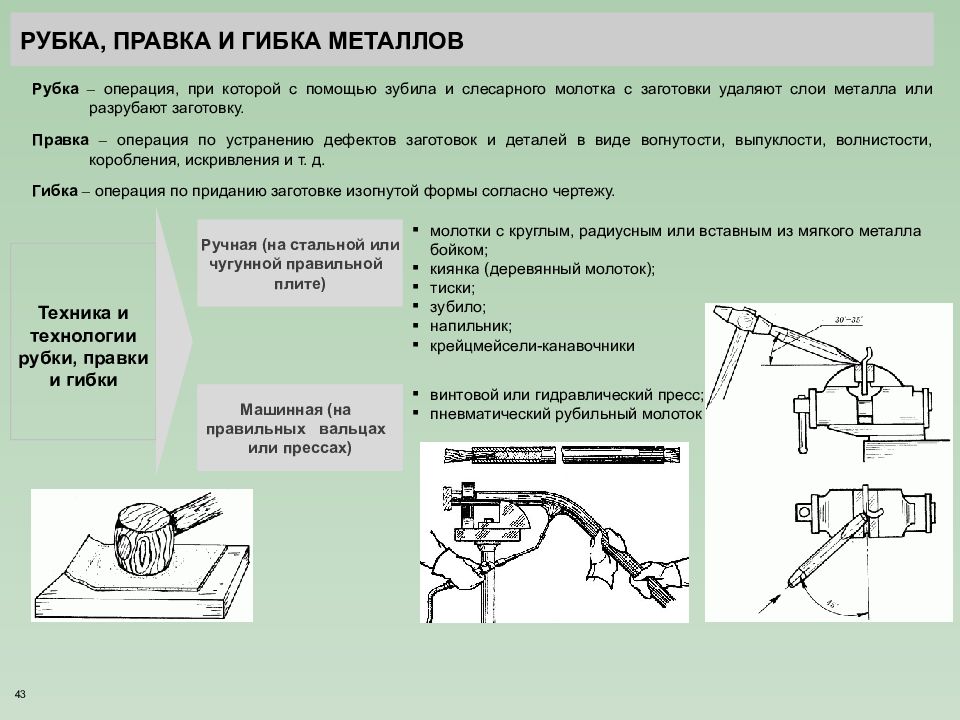
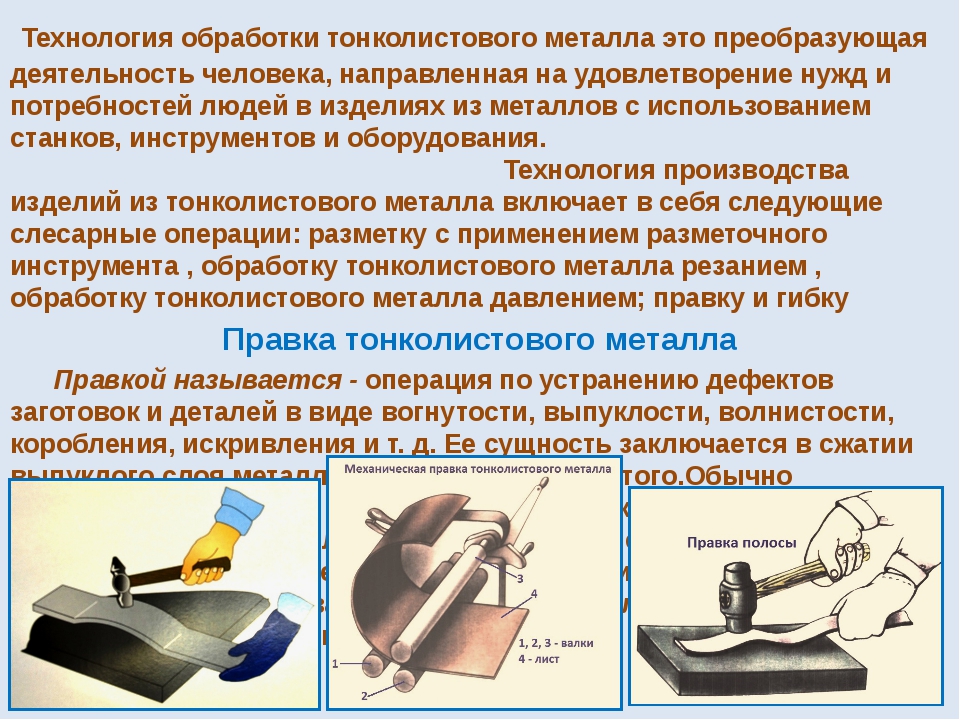
§ 26. Общие сведения
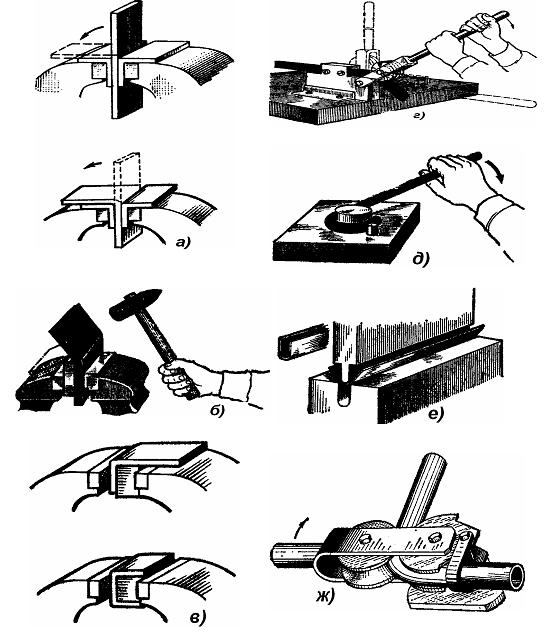
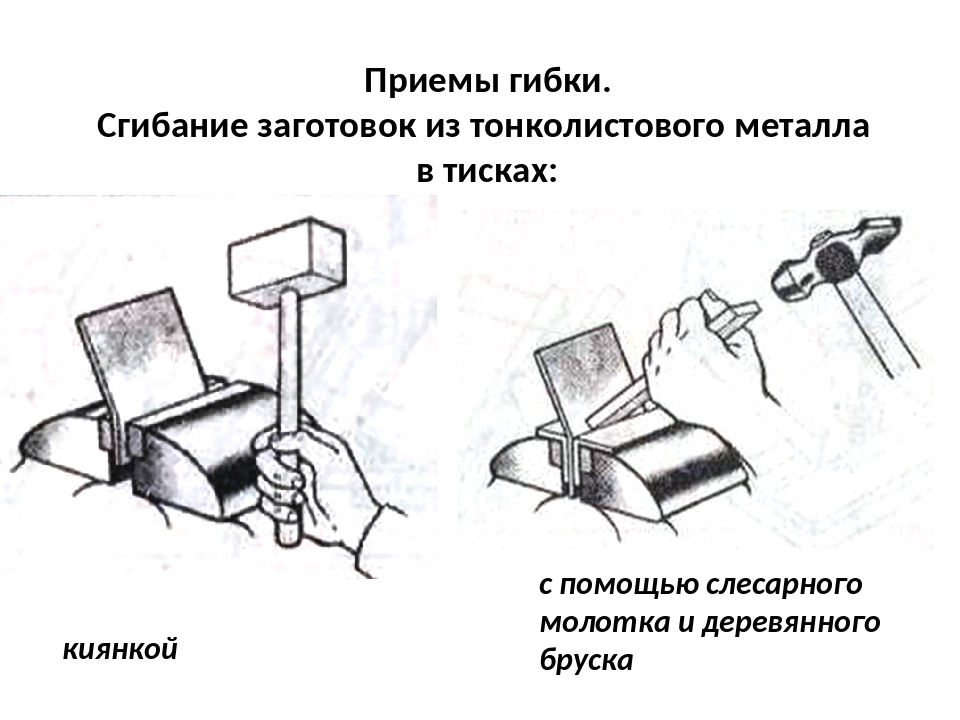
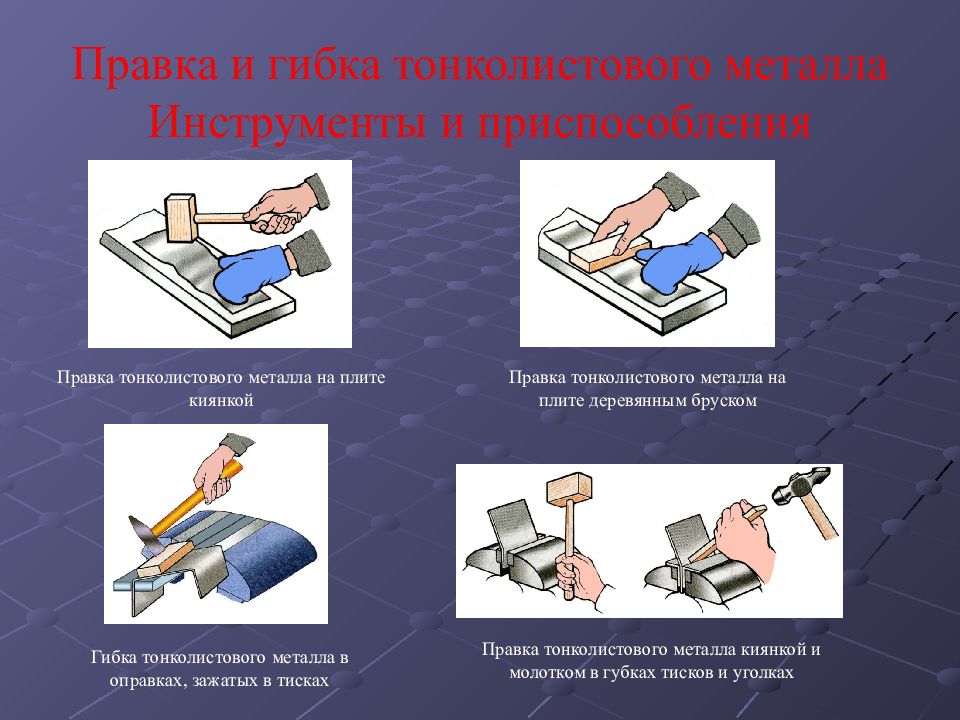
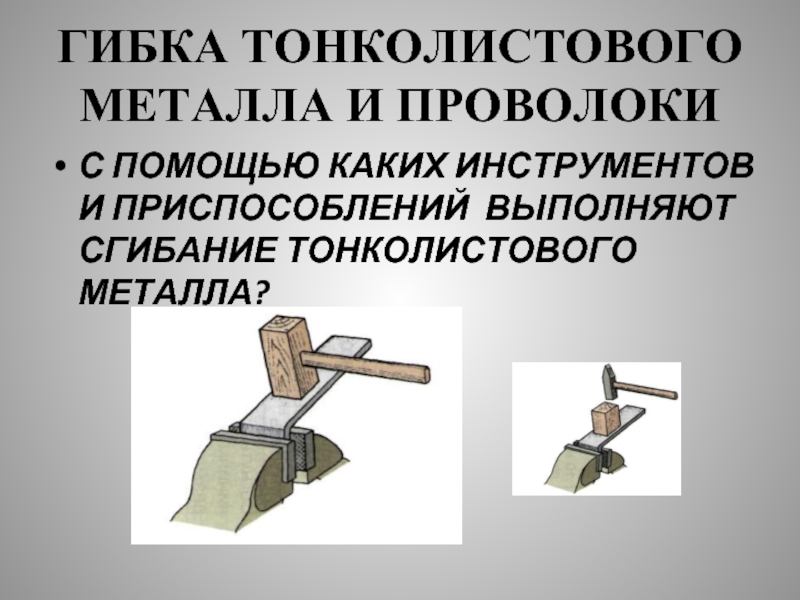
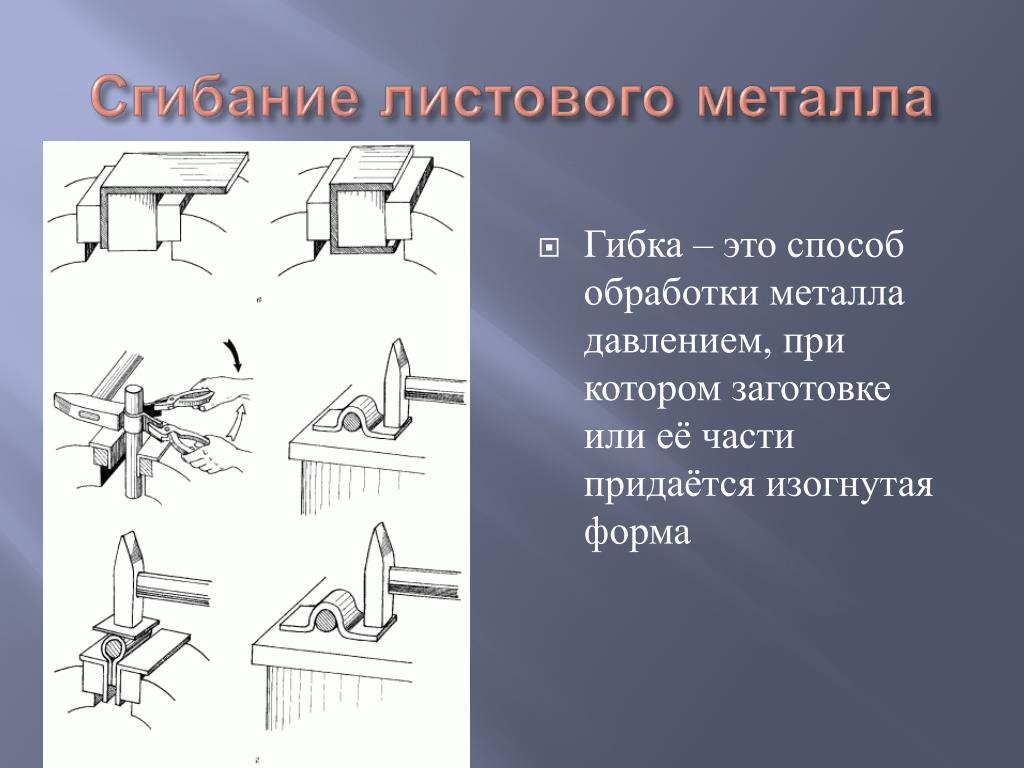
Гибка – способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка металла выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм – плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
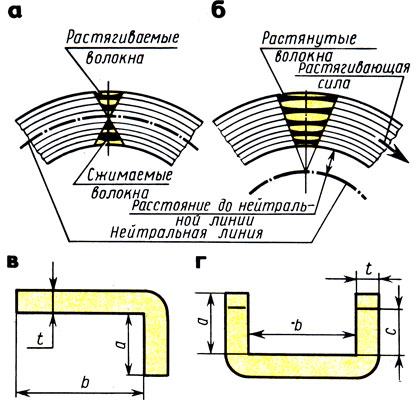 Рис. 93. Напряжения в заготовке при простом изгибе (а), при изгибе с растяжением (б), схемы для определения длины заготовок (в, г)
Рис. 93. Напряжения в заготовке при простом изгибе (а), при изгибе с растяжением (б), схемы для определения длины заготовок (в, г)
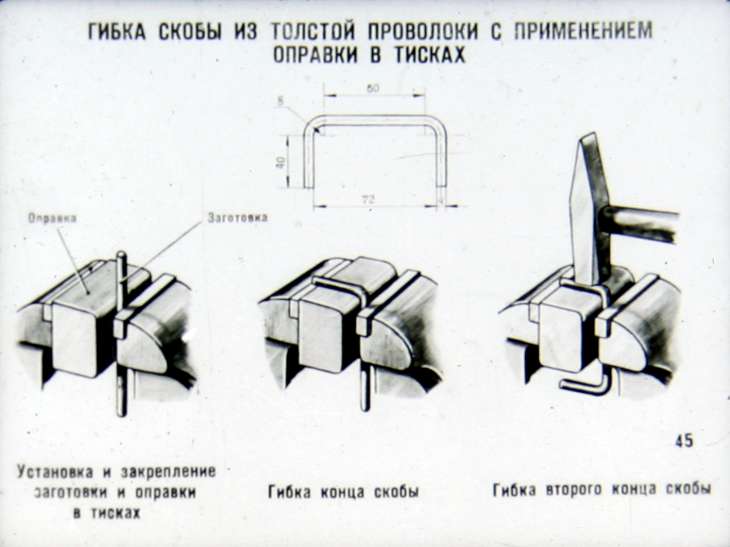
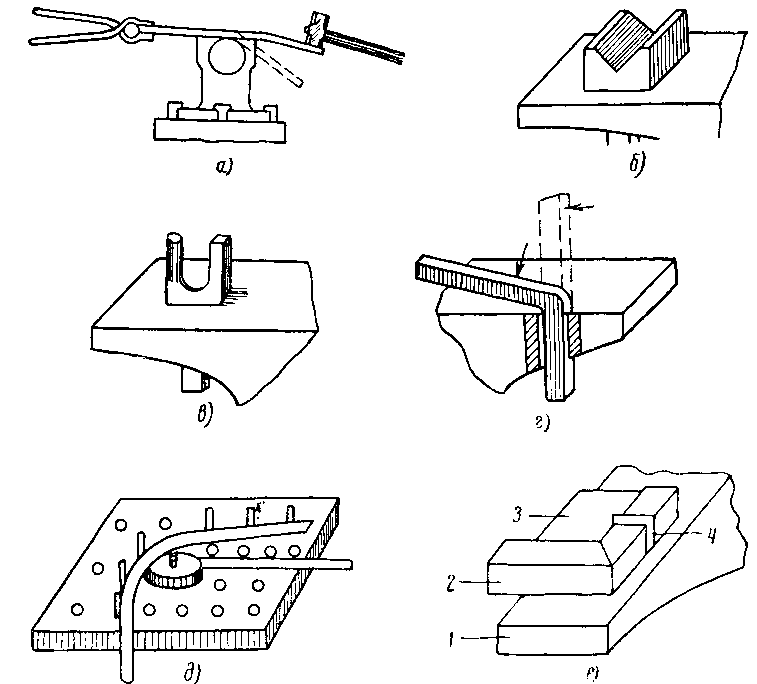
Гибка деталей – одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки – нейтральная линия – не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
 Рис. 94. Схемы для определения длины заготовок: а – угольника с внутренним закруглением, б – скобы с закруглением, в – кольца
Рис. 94. Схемы для определения длины заготовок: а – угольника с внутренним закруглением, б – скобы с закруглением, в – кольца
Пример 1. На рис. 93, в, г показаны угольник и скоба с прямыми внутренними углами.
Размеры угольника (рис. 93, в): а = 30 мм, b = 70 мм, t = 6 мм. Длина развертки
L = а + b + 0,5t = 30 + 70 + 3 = 103 мм.
Размеры скобы (рис. 93, г): а = 70 мм, b = 80 мм, с = 60 мм, t = 4 мм. Длина развертки заготовки скобы
L = 70 + 80 + 60 + 2 = 212 мм.
Пример 2. Подсчитать длину развертки угольника с внутренним закруглением (рис. 94, а).
Разбиваем угольник по чертежу на участки. Подставляем их размеры а = 50 мм, b = 30 мм, t = 6 мм, r = 4 мм в формулу
L = а + b + π/2(r + t/2)
Тогда получим:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением (рис. 94, б).
Разбиваем скобу на участки, как показано на чертеже. Их размеры: а = 80 мм, h = 65 мм, с = 120 мм, t = 5 мм, r = 2,5 мм.
L = а + h + с + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
следовательно,
L = 265 4 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм (рис. 94, в).




Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая по середине между внешней и внутренней окружностями кольца.
Длина заготовки
L = πD.
Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки:
L = πD = 3,14 108 = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Рис. 95. График для определения радиуса загиба листового и полосового материала
В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 95).
Самостоятельное изготовление станка
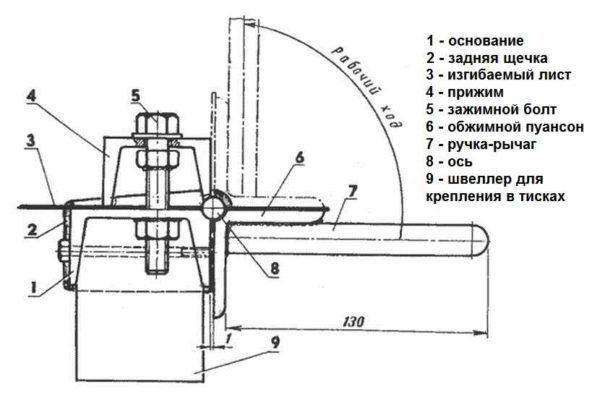
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления. Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время. Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката. Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба. Гибка листового металла(быстро и качественно ) Станки для гибки металла, используются как на предприятиях, так и в частных мастерских
При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка
Гибка листового металла(быстро и качественно ) Станки для гибки металла, используются как на предприятиях, так и в частных мастерских. При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
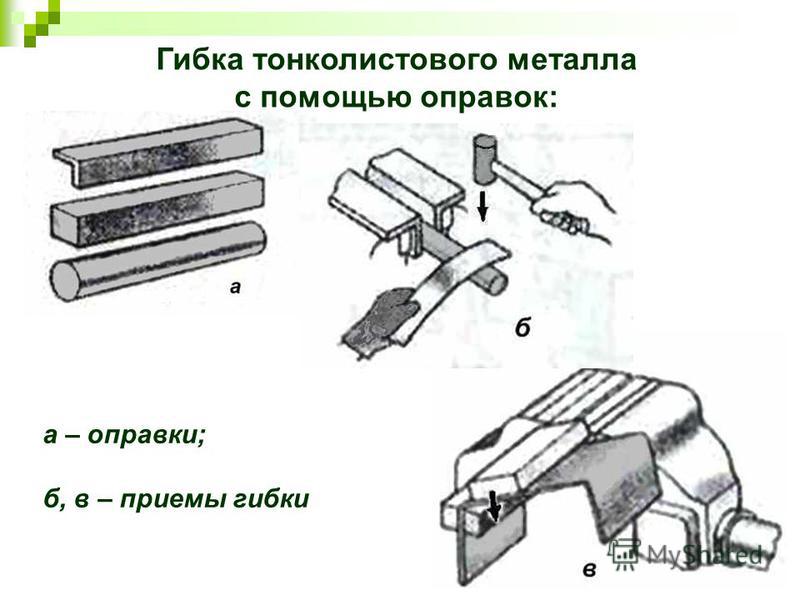
Гибка тонколистового металла
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
Что это за технология металлообработки
Это процедура, в процессе которой на заготовку оказывается воздействие. Давление может быть осуществлено посредством пресса или тисков и молотка, особенных приспособлений. В результате достигается изогнутый элемент. Особенность в материале – это может быть только достаточно практичный металлический пруток, лист, проволока, но не хрупкий сплав, так как при воздействии киянок или плоскогубцев он просто раскрошится.
Это очень распространенная операция как в домашних мастерских, так и на крупных цехах. Поэтому есть как кустарные станки, изготовленные своими руками, так и аппараты для точного производства. Преимущества обработки металла гибкой:
- Экономичность – весь материал претерпевает деформацию, но не остается обрезков, стружки и прочего лома.
- Из-за того, что не применяется сварка или другие способы соединения частей, вся конструкция отличается максимальной прочностью – нет участков, где присутствует риск образования дефекта.
- Устойчивость к коррозии. По той же причине, что отсутствует сварочный шов, нет и очага, откуда проще всего пойти ржавчине. Химический состав материала остается прежним.
- Эстетичный внешний вид.
Не все заготовки можно гнуть. Мы представим три разновидности процедуры в соответствии с исходным образцом.
Технология гибки листового металла
Станки называются листогибочными, коротко – листогибы. Они могут быть различные по конфигурации и способу действия – прессовые, ручные, поворотные, механические и другие. Приведем пример на самом классическом аппарате, оснащенном прессом. Сверху и снизу находятся две форму, зеркально повторяющие друг друга. Это матрица (угол или паз) и пуансон. Между ними помещается стальной лист. Затем оказывается мягкое давление, происходит деформация.
Второй не менее популярный вариант – поворотный прибор со статичной станиной и подвижной траверсой, которая закрепляется с помощью прижимной балкой. Необходимо движение рукой (из-за рычага силу нужно прикладывать минимальную), чтобы рабочий элемент пришел в движение и произошло сгибание. Такой аппарат можно сделать в домашних условиях, как показано на следующем ролике:
Процесс гибки труб из металла
Трубогибочные станки обычно устанавливаются на заводах и редко применяются в домашних условиях. Процедуру можно проводить с нагревом и с неизменной температурой. В первом случае деформация получается ровнее и быстрее. Разновидности трубогибов:
- рычажные – имеют название из-за ручного привода в виде рычага, ими можно обработать только тонкостенные полости небольшого диаметра;
- арбалетные – заготовка опирается на два конца (зажим производится тисками), а воздействие накладывается посередине с помощью давления;
- валковые – это стандартный способ помещения образца между тремя валами и для листогибов, если нужен плавный зигзаг.
Последняя разновидность наиболее востребована. Второе название – вальцовка. Особенность – возможность производить процедуру без предварительного нагрева. Если слесарь имеет дело с тонкостенными трубами, которые могут сильно деформироваться в момент сгиба, то он использует дорн. Это оснастка, которая помещается внутрь полости, чтобы оказывать противодействие на стенки изнутри.
Работаем с металлопрокатом
Профиль гнется путем проката через несколько валков. Их количество зависит от желаемого угла изгиба. Минимальное – три, максимальное – пять. Обычно процесс проходит без разогрева, но если происходит выполнение гибки металла с повышенной прочностью, то возможна предварительная прокалка электрическим током.
Сейчас очень востребована металлообработка нержавейки. Сперва берется стальной лист, раскраивается, с помощью лазерных резаков производится резка, а только затем заготовка деформируется. Также популярен титан, но он более твердый, поэтому нужно дополнительное давление пресса.
Технологические возможности оборудования
На рынке представлено огромное количество всевозможных приспособлений и станков для осуществления процесса гибки стальных материалов. Они позволяют получать из стального листа профили сложных форм.
Все виды оборудования для гибки металлов можно классифицировать следующим образом:
- ротационные машины: ровный лист запускается между вращающимися валками и изгибается;
- поворотные станки: один конец листа жестко крепится к неподвижной балке, а другой – к поворотному механизму; поворотная балка приводится в движение, и лист изгибается;
- пресс с гидравлическим (реже с пневматическим) приводным механизмом: листовой материал кладется на нижнюю форму, а сверху со значительным усилием прижимается вторая полуформа; в результате лист выдавливается и приобретает очертания формы.

Усилие при гибке листового металла
Преимущественно гибку выполняют в холодном состоянии, поэтому применяемые усилия невелики. Однако изгибание дюралюминия, титана, высокоуглеродистых сталей и других малопластичных материалов толщиной от 12 мм требует применения горячего метода.



Для определения усилия гибки следует учесть пластичность исходного материала и интенсивность его упрочнения при деформировании
Важное значение имеет направление прокатки заготовки. Причина заключается в неодинаковости свойств металла в разных направлениях, возникающей после этой процедуры
Остаточные напряжения в направлении оси прокатки становятся меньше, чем в противоположном. Поэтому если согнуть лист вдоль волокон, то при одинаковом уровне деформирования вероятность разрушения материала существенно снижается. Следовательно, ребро гиба необходимо располагать так, чтобы угол между направлением прокатки и расположением заготовок был минимальным.
Варианты осуществления деформирования:
- усилием — в конце процесса деталь упирается в рабочую поверхность матрицы;
- изгибающим элементом — происходит свободное деформирование уложенной по упорам заготовки.
Изображение №2: схема деформации металла при гибке
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
 Гибка калибрующим ударом
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
Технологии
Гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа «Press Brake». Популярность применения такой технологии обусловлена следующими особенностями.
- На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин.
- Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине.
- Высокая производительность.
- Низкая стоимость оборудования и себестоимость производства.
- Применимость автоматизации процесса.
- свойства материала;
- особенности инструмента;
- знания и умения технологов и операторов;
- возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.