
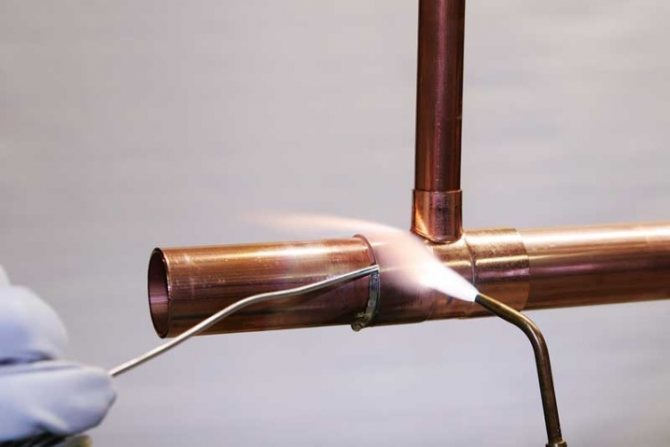
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
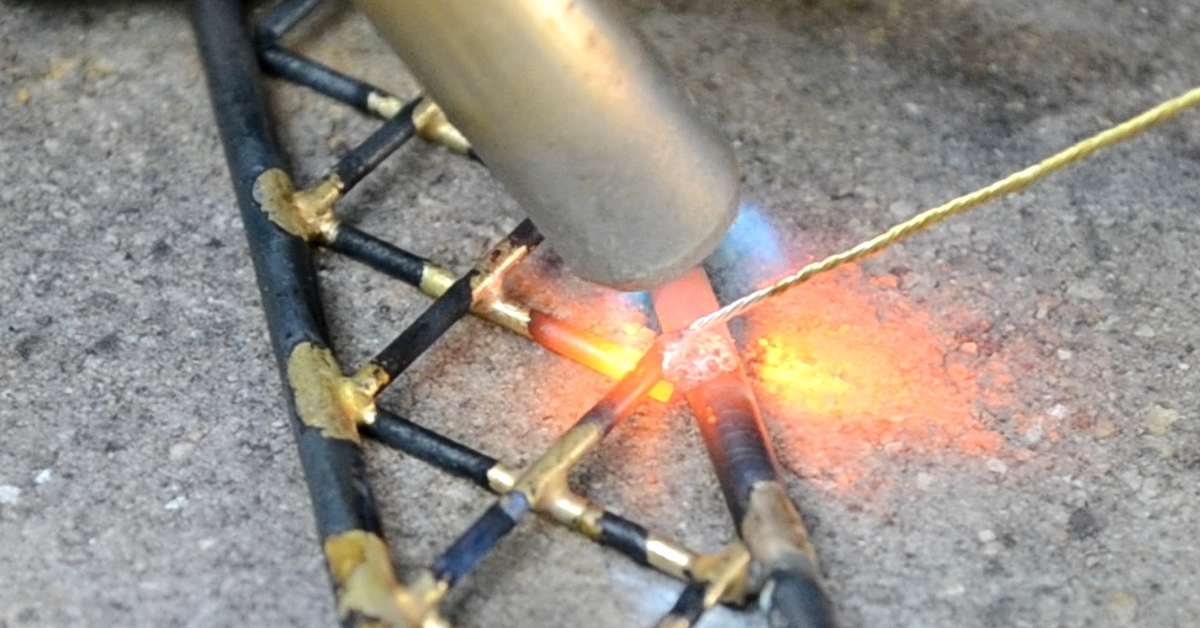
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Функции флюсовых добавок
Большинство металлов обладают высокой активностью, поэтому покрыты сверху слоем оксидов. Содержания в воздухе кислорода (21 %) вполне хватает для реакции окисления.
При работе с металлами в место контакта неизбежно попадает оксидная пленка. Даже если накануне вы ее сняли каким-либо методом, то она очень быстро образуется заново.
Особенно легко окислительные реакции происходят на алюминиевых поверхностях. Сваривать их обычными методами практически невозможно. Нужно обязательно использовать флюсы, инертную газовую среду.
Оксиды, попадая в сварочную ванну, нарушают процесс формирования шва. Компоненты флюса могут предотвратить контакт металла с кислородом, убрать слой продуктов окисления. Образующееся облако газов уменьшает расход электрода, предотвращает разбрызгивание сварочной массы.
Сварочный шов формируется в нормальных условиях без дефектов. Компоненты флюсов взаимодействуют с расплавом металлов, улучшая свойства и внешнюю поверхность соединения.
Выбор флюса обусловлен составом металла, условиями сварки в каждой производственной ситуации.
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ И ОСНАСТКИ
разрешенных для использования при выполнении операций облуживания или пайки
- Паяльная станция HAKKO 936 c паяльником HAKKO 907
- Паяльная станция SOLOMON SL10/20/30 ESD.
- Стержень к оригинальному паяльнику паяльной станции SOLOMON тип 822, 622 (см. Приложение 1 листы 3, 4, 5, 6).
- Cтержень собственного изготовления к паяльнику паяльной станции SOLOMON:
- 7999-4056 Ø 5,6 мм, длина 12 мм, конусный (угол изгиба 15º);
- 7999-4057 Ø 3 мм, прямой;
- 7999-4057-01 Ø 4 мм, прямой;
- 7999-4058 Ø 2 мм, прямой;
- 7999-4058-01 Ø 3 мм, прямой;
- 7999-4059, изогнутый под углом 45º(7999-4059/002), под углом 90º ( 7999-4059/002-01), диаметр стержня — 3 мм, диаметр отверстия в наконечнике — 1 мм.
- Термовоздушная паяльная станция Lukey 702 с термофеном и паяльником Lukey.
- Стержень к оригинальному паяльнику Lukey (см. Приложение 1 листы 7, 8, 9).
- Ремонтная паяльная станция РАСЕ с набором термоинструментов и наконечников (типы термоинструментов и наконечников cм. в ТП «Ремонт печатных узлов»)
- Персональный паяльник БМ 0891-2160 (36В, 60Вт), БМ 0891-2076 (36В, 50Вт), БМ 0891-2170 (36В, 60Вт).
- Стержень к персональному паяльнику:
- 7999-4067 Ø 2 мм (конусообразный конец жала);
- 7999-4066 Ø 3 мм;
- 7999-4066-01 Ø 4 мм;
- 7999-4066-02 Ø 5 мм;
- 7999-4069 Ø 3 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4069-01 Ø 2 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4070, прямой, зауженный наконечник, для пайки мелких компонентов;
- 7999-4075, наконечник в виде «ложки», для облуживания.
- Прибор ГГ8779-4003 тип ПКТП или ОНИТ для контроля температуры жала паяльника.
- Термометр HAKKO FG-100 c набором термопар для контроля температуры жала паяльника.
- Антистатический браслет 7910-4276, разъем к браслету 7910-4274.
- Антистатический браслет ZD-152.
- Тестер заземления HAKKO 498.
- Приспособление для зачистки проводов от изоляции: БМ 769-1381 («пистолет»).
- Привод к приспособлению для зачистки проводов: БМ 7029-2009.
- Губки специальные (к «пистолету»): 7820-4225.
- Линейка 150 ГОСТ 427-75.
- Штангенциркуль ГОСТ 166-89.
- Пинцет для электромонтажных работ.
- Бокорезы.
- Скальпель.
- Ножницы.
- Монтажный нож.
- Монтажный нож двухсторонний 7820-4450.
- Напильник 2820-0013 ГОСТ 1465-80 для зачистки медных жал.
- Плоскогубцы с удлиненными губками
- Плоскогубцы комбинированные длиной от 125 мм до 200 мм.
- Тара цеховая металлическая для ЛВЖ (легковоспламеняющихся жидкостей) и ГЖ (горючих жидкостей).
Способы паяния твердыми припоями:
Спаиваемые куски на время паяния должны быть, конечно, связаны между собой неподвижно и, если возможно, расположены на твердой неподвижной подставке, которой может служить кусок твердого угля, огнеупорный кирпич, кусок пемзы и т.п. Некоторые вещи, например кольца, можно держать над огнем за конец связывающей их проволоки. Придерживания спаиваемых предметов клещами лучше избегать, так как клещи отнимают много теплота.
Читать также: Соединение проводов клеммной колодкой
Мелкие вещи очень удобно паять на искусственной подстилке, приготовленной следующим образом: выдолбить в огнеупорном кирпиче выемку в виде показанной, наполнить выемку плотным тестом из 2 частей (по объему) тонкого порошка древесного угля и 1 части мелко истолченной огнеупорной (или фарфоровой) глины, тщательно перемешанных сначала между собой и потом с кашицей, сваренной из 1 столовой ложки рисовой муки
Виды паяльников
Паяльные приборы подразделяются на несколько видов, которые отличаются как конструктивными элементами, так и назначением:
Электрические паяльники
Оснащены керамическими/спиральными нагревателями. Это самый простой и доступный вид устройства. Конструкция состоит из ручки, корпуса с жалом и нагревательным элементом внутри. Форма жала может быть в разном исполнении: игольчатая, срез под одним или двумя углами, четырёхугольная, изогнутая. Вид наконечника подбирается в зависимости от поставленной задачи и обрабатываемых материалов.
Ещё одной разновидностью электропаяльников являются приборы импульсного типа. Стоимость их немного выше, однако, это оправдывается удобством и качеством выполнения пайки на печатных платах и микросхемах. Рабочий режим включается нажатием и удержанием кнопки пуска.
Всего за несколько секунд наконечник нагревается до нужной температуры. Современные модели оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей.
Электрические модели легки в применении, достаточно включить в розетку (напряжение 220 В) и установить температурный режим (если в модели предусмотрен терморегулятор). Они имеют простую конструкцию, при необходимости можно отремонтировать поломку самостоятельно.
Диапазон мощности (от 25 до 200 ватт) даёт возможность подобрать оптимальный вариант. Импульсные паяльники к тому же экономичны, ведь расход энергии происходит только во время нажатия кнопки. Однако стоит учесть, что дешёвые устройства быстро перегорают. Ремонт их нерентабелен, проще избавиться от поломанного прибора. Изъян импульсного устройства – отсутствие точной настройки температуры.

Современные модели электрических паяльников оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей
Индукционные паяльники
Функционируют с помощью катушки индуктора. Наконечник прибора покрыт ферромагнитным составом, который обеспечивает автоматическое поддержание температуры жала в определённом интервале, при этом не требуется техническая поддержка управляющей электроники и терморегулятора.
Картридж представляет собой тонкую трубку, что в сочетании с лёгким антистатичным материалом делает ручку довольно эргономичной. При работе с таким прибором рука не напрягается сильно, а конструкция позволяет выполнять пайку более точно.
Недостатков у индукционных паяльников практически нет, однако специалисты отмечают, что все сложности при выполнении работы связаны с отсутствием термостата.









Термовоздушные устройства
Функционируют за счёт подачи потока горячего воздуха через керамический или спиралевидный нагреватель в сопло. Приборы данного вида подразделяются на компрессорные и турбинные. Температура подаваемой струи достигает высоких показателей (100-500°С).
Преимущество данных паяльников заключается в формировании большого потока воздуха, что даёт возможность спаивать детали разного размера. К тому же стоимость таких приборов невысокая.
Из недостатков выделяются: сильный поток может сдуть детали с рабочего стола, а также неравномерный прогрев поверхности. Также стоит отметить, что для выполнения разных работ потребуется менять насадки.
Газовые устройства
Оснащены горелкой. Использовать такие паяльники очень удобно в местах, где отсутствует электрическая сеть. Компактные размеры и небольшой вес дают возможность производить пайку практически в полевых условиях. Для соединения двух поверхностей применяется открытый огонь. Заправка осуществляется с помощью обычного газового баллончика.
Из преимуществ выделяется автономность прибора. Среди недостатков: выбросы продуктов горения в атмосферу, пожароопасность, необходимость производить замену насадок в зависимости от планируемых работ.

Использовать газовые паяльники очень удобно в местах, где отсутствует электрическая сеть
Молотковый паяльник
Представляет самый старинный вид. В современном исполнении может быть электрическим или нагреваться на открытом огне. Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название. В основном такие устройства используются для пайки больших деталей, проводов большого сечения, труб, жестянок.
Основные преимущества заключаются в доступности самостоятельного изготовления и мощности, соответствующей электрическим приборам в 100-150 ватт. Недостатками считаются отсутствие регулировки температуры и ограничения в применении.

Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название
Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние
Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения
В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.
Классификация припоев
Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк
Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Классификации флюсов для сварки
Все виды данных веществ обладают индивидуальными параметрами. Они различаются внешним видом, химическим составом, назначением, технологией получения. Внешне они бывают:
- в виде порошка;
- кристаллов или зерен;
- паст;
- газов.
Рекомендуем к прочтению Как пользоваться сварочным карандашом
Чаще всего используются порошкообразные и гранулированные формы.
По химическому строению они сохраняют инертность при высоких температурах. По способу получения делятся на:
- плавящиеся;
- неплавящиеся.
Первые используются для улучшения антикоррозийных свойств и внешнего вида шва. Вторые – для его прочности при сварке алюминия, других цветных металлов и углеродистых сталей. По назначению – улучшают химическое строение легированных сталей и механическую прочность заготовок.
Классификации соответствует марка, устанавливаемая предприятием-производителем. Технология получения зависит от химического строения. Неплавящиеся составы имеют основу керамическую. Получают их путем измельчения компонентов с использованием шаровых мельниц.
Мелкие фракции имеют зерно размерами 0,25-1,0 мм, нормальные – 3-4 мм. Первые используются при сварке тонкой проволокой, не превышающей диаметра 1,5 мм. В наименование флюса входит буква М. Среди компонентов встречаются марганец, кремнезем, оксиды некоторых металлов и ферросплавы.
Они способны усиливать процесс сварки и улучшать раскисление кромок заготовок. В результате шов получается мелкозернистый с минимальным содержанием вредных примесей. Проволока используется относительно дешевая.
К недостатку неплавящихся флюсов относится пропускающая влагу упаковка.
Плавленые составы применяются при автоматической сварке. При их изготовлении используется размол компонентов, в которые входят мел, глинозем, плавиковый шпат и другие вещества. Они смешиваются и плавятся в специальных газопламенных или электродуговых печах.









Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 — 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Виды и предназначение сварочных флюсов
Под сварочными флюсами понимают неметаллические минеральные вещества, которые при сварке решают следующие задачи:
- Стабилизируют горение сварочной дуги (особенно при сложных конфигурациях шва).
- Улучшают формирование сварного шва.
- Изменяют химический состав металла в зоне шва.
- Снижают энергетические потери и износ электродов.
- Позволяют повысить производительность процесса, поскольку возможно использовать автоматизированное оборудование для сварки под флюсом — так называемые сварочные тракторы.
Классификация данных материалов может быть выполнена по следующим параметрам:
- По назначению. Различают флюсы для сварки сталей как нелегированных, так и легированных, для сварки цветных металлов, флюсы для пайки и т.д.
- По химическому составу;
- По технологии сварки;
- По технологии приготовления.

Рассматриваемые составы могут быть универсальными, а также специально разработанными под особые условия сварки. В частности, для автоматической сварки под слоем флюса требуется использовать составы, полностью отвечающие требованиям ГОСТ 9087. Этим стандартом оговаривается определенная зависимость между размерами частиц флюса и диаметром сварочной проволоки. Для выполнения сварки под флюсом используются вещества, получаемые либо плавлением, либо механическим соединением необходимых компонентов с последующим их склеиванием. В первом случае флюсы называют плавлеными, во втором — неплавлеными.
Основная минеральная составляющая любого флюса — двуокись кремния. Ее количество колеблется в пределах 35…80% (иногда часть кремнезема заменяется плавиковым шпатом). Остальное содержание низкокремнистых флюсов — марганец, а также металлы, при помощи которых происходит дополнительное легирование зоны шва. Марганец обладает большим сродством к кислороду, а потому, активно взаимодействуя с ним, снижает окислообразование в зоне сварки. Одновременно снижается вероятность проникновения в состав шва хрупких соединений серы: марганцем они связываются в сульфид, который затем удаляется с поверхности готового шва. Кремний не только упрощает приготовление флюса, но и снижает образование пор, поскольку угнетает процесс окисления углерода при температурах горения сварочной дуги.
Плавленые сварочные флюсы производят по следующей технологии. Компоненты размалывают до требуемых размеров частиц (чем меньше диаметр сварочной проволоки, тем меньшими они должны быть), затем тщательно перемешивают и расплавляют в печах с безокислительной атмосферой. Завершающим этапом приготовления является гранулирование флюса. Оно заключается в пропускании нагретых частиц через непрерывный водный поток, в результате чего частицы затвердевают и получают округлую форму, причем от интенсивности потока будущего гранулята зависят его размеры. После сушки и просеивания на виброситах с различными размерами ячеек, флюс разделяется на фракции и считается готовым к применению.
Неплавленые флюсы получают перемешиванием необходимых компонентов и последующим их связыванием при помощи жидкого стекла. Их технологические характеристики несколько ниже плавленых.
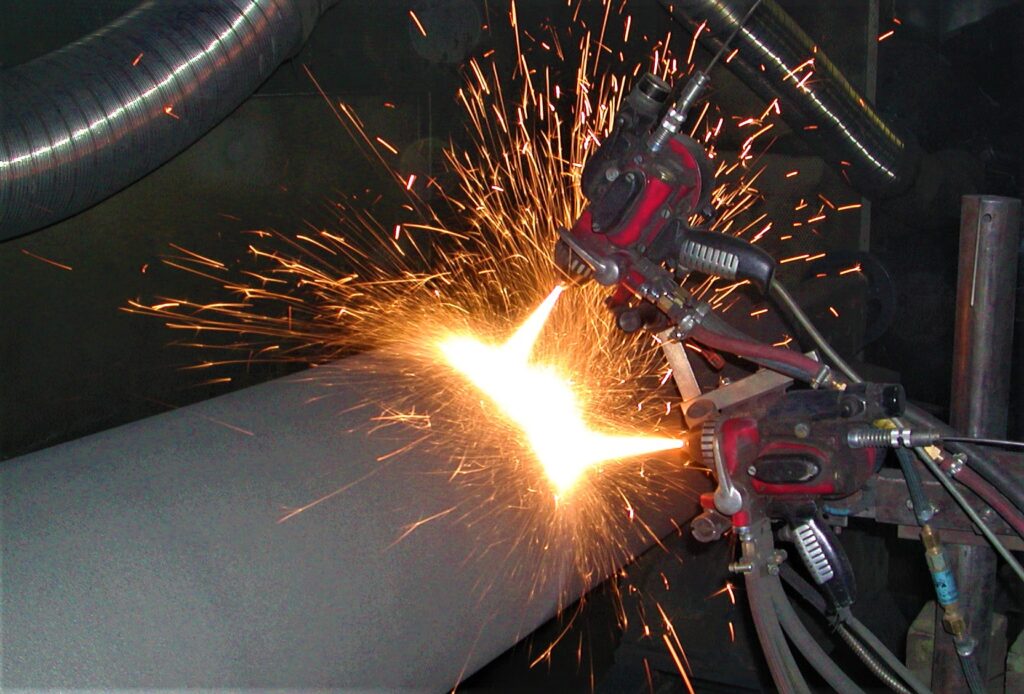
Экзофлюсовая пайка
В основном этим способом паяют коррозионностойкие стали. На очищенное место соединения наносят тонкий порошкообразный слой флюса. Соединяемые поверхности совмещают, на противоположные стороны заготовок укладывают экзотермическую смесь. Смесь состоит из разных компонентов, которые укладывают в форме пасты или брикетов толщиной в несколько миллиметров. Собранную конструкцию устанавливают в приспособлении и помещают в специальную печь, в которой происходит зажигание экзотермической смеси при 500 oC.
В результате экзотермических реакций смеси температура на поверхности металла повышается и происходит расплавление припоя. Этим методом паяют соединения внахлестку и готовые блоки конструкций небольших размеров.
На основе меди и фосфора
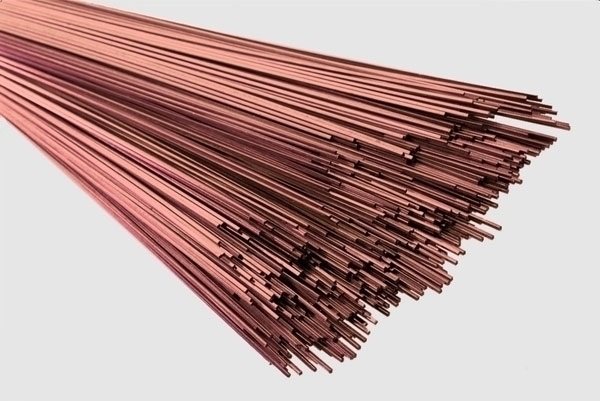
Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Средство переходит в жидкое состояние при температуре 850 ℃, позволяет получать швы хорошей коррозионной стойкости. Припой применим не только для медных, но и ювелирных изделий из благородных металлов.
Только стали нельзя паять таким методом. В результате на стальных швах образуются фосфиты, которые уменьшаю механическую прочность шва, приводят к образованию хрупкого соединения. Достоинство медьсодержащих припоев с фосфором заключается в возможности проведения пайки без флюсов.
Для работы с медными, некоторыми стальными, чугунными деталями также рекомендуются высокотемпературные припои на основе латуни. Это может быть чистый латунный сплав или композит с оловом и кремнием. Средства обладают текучестью, достаточной для образования прочного, стойкого шва.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.
Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.
Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.
Газовый паяльник
Отличается повышенной пожароопасностью.
Предназначение для различных металлов и сплавов
Флюс для сварки стали низкой степени легирования относится к оксидным. В зависимости от марки он содержит от 5 % до 35 % оксида кремния (кремнезема).
Второй компонент с фиксированной массовой долей – оксида марганца. Его содержание варьируется от 1 % до 30 %. На практике используют разные комбинации.
Если в сварочном флюсе содержание оксида марганца невелико, то берут сварочную проволоку с большим содержанием марганца. При большом содержании оксида марганца во флюсе, используют проволоку без легирующих компонентов.
Флюс для активных металлов состоит из смеси галогенидов: фторидов, хлоридов кальция, натрия, бария, других щелочных и щелочноземельных элементов.
Для сталей высокой степени легирования применяют сварочные флюсы смешанного типа. В их состав входят соли и оксиды. Массовая доля кремнезема может составлять 15 %, оксида марганца – от 1 % до 9 %, а фторида кальция – до 30 %.




Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Нихромовые
Они имеют нихромовую спираль, пропускающую электрический ток. Современные инструменты позволяют поддерживать и контролировать нагрев наконечника при помощи термодатчика. Он подает сигнал на своевременное отключение спирали, если температура достигла нужной отметки.
Такие паяльники бывают в разных исполнениях. Простые модели имеют спираль из нихромового сплава, намотанную на изоляционный корпус. Внутри находится стержень, которому и передается температура. В улучшенных моделях сплав встроен в элементы, уменьшающие теплопотери.
Иногда нихромовые нагреватели помещают внутрь изолятора белого цвета. Его часто путают с керамическим, а производители могут воспользоваться ситуацией, чтобы оказать влияние на клиента.
Основные преимущества:
- простота в использовании;
- механическая устойчивость;
- доступная ценовая категория.
 Паяльник с нихромовым нагревателем
Паяльник с нихромовым нагревателем
Среди недостатков: долгий нагрев, сокращение срока эксплуатации из-за прогорания спирали. Модели хорошо подойдут для работы в домашних условиях, когда производительность важна меньше и инструмент не нужен ежедневно.
При ковке
Самый древний вид сварки – это ковка. Называть этот процесс сваркой можно с натяжкой. Тем не менее, термин «кузнечная сварка» подразумевает именно соединение двух металлов ковкой. Выполняют ее вручную или с помощью оборудования. Ковке обычно подвергают виды стальных сплавов с низким содержанием углерода.
Флюс для кузнечной сварки практически всегда в качестве основы содержит железосинеродистый калий. Массовая доля его различна, варьируется от 1 весовой части до 27 весовых частей.
Остальными компонентами могут быть бура, борная кислота, хлорид натрия. Смесь перед ковкой насыпают на металлическую заготовку, доведенную до температуры 1000 °C.
Флюс вместе с окалиной превращается в жидкую массу шлака, обволакивает рабочую зону, предохраняет ее от дальнейшего окисления.
Грамотный выбор флюса, режима проведения сварки гарантирует образование качественного сварочного шва.
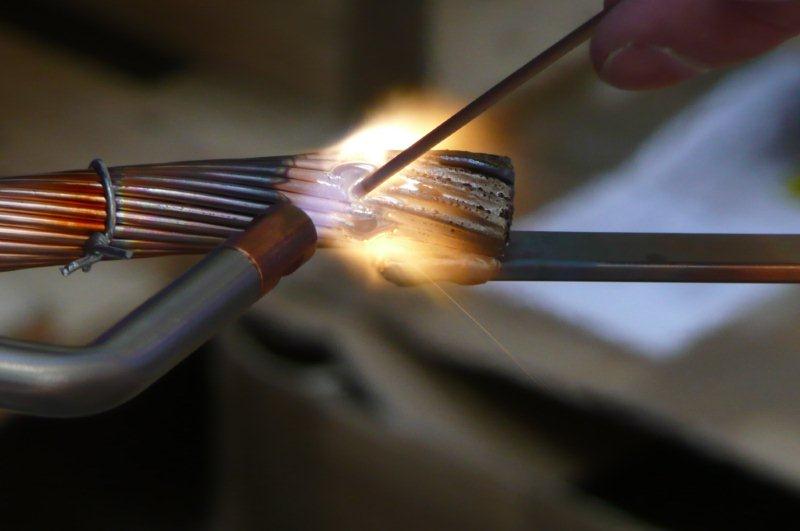
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
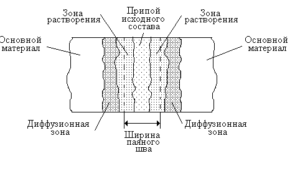 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Требования ГОСТа к флюсу

Нормативные требования затрагивают несколько направлений оценки качества флюса, а также регулируют правила обеспечения безопасности при обращении с материалом и методы проведения его испытаний. Что касается основных параметров, то к ним предъявляются следующие требования:
- Исключаются во флюсовом порошке зерна, размер которых превышает 1,6 мм. Процент их содержания не должен составлять более 3% от всей массы.
- Допускается производство флюса с фракцией до 0,25 мм, если это условие изначально было оговорено с потребителем.
- Также по соглашению с потребителем допустимо изготовление материала фракцией зерен от 0,35 до 2,8 мм, но только применительно к марке АН-348-А.
- Влажность флюсов в зависимости от марки не должна превышать коэффициент от 0,05 до 0,1%.
Что касается требований безопасности, то меры индивидуальной защиты являются главным предметом регуляции ГОСТа. Сварка под флюсом должна выполняться в соответствии с мерами противопожарной безопасности. Отдельно должна контролироваться концентрация применяемого флюсового порошка, который по умолчанию считается химически опасным и производственно вредным.