
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.
https://youtube.com/watch?v=ohkACgxyUqE
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Основные способы обработки
Основы металлообработки необходимо знать любому начинающему мастеру и литейщику. Зная, как себя ведут те или иные металлы при разных способах обработки, можно избежать ошибок при проведении технологического процесса.
Современная металлообработка включает в себя несколько основных направлений обработки:
- Электрическая. С помощью этого способа можно сделать отверстия в металлических листах для заточки инструмента и работы с твердыми видами стали.
- Механическая. Обширная группа методов обработки металлических заготовок. Их обрабатывают с помощью специального оборудования.
- Химическая. Создание искусственной химической реакции с помощью кислот, щелочей и других компонентов.
- Работа с давлением. Чтобы не нарушать целостность заготовки и изменить её форму, используется оборудование создающее мощное давление. Для изменения формы заготовки из твердых видов стали материал изначально разогревают.
- Термическая. Чтобы улучшить технические характеристики материала, используются различные способы обработки заготовок температурой.
Технология металлообработки развивается и улучшается с каждым годом. Появляется новое оборудование и варианты работы с металлами.
От чего зависит тип обработки
Виды металлообработки подразумевают под собой разные способы работы с металлами. Каждый из методов выбирается в зависимости от твердости материала и других его характеристик. Также на это влияет то, что нужно сделать с заготовкой. Например, для изменения технических характеристик материала используется термическая обработка. Чтобы изменить форму заготовки, может применяться механический способ или оборудование нагнетающее давление.
Травление нержавеющей стали
Отжиг нержавеющей стали обычно проводится при высокой температуре. Хромистая сталь отжигается при 800—850° С, хромоникелевая — при 1000—1100° С в зависимости от размеров отжигаемого материала и заданной твердости. После отжига на поверхности стали остается более или менее толстая и прочная окалина, которую необходимо удалять перед последующей холодной прокаткой.
У хромистой стали, отжигаемой при 800—850° С, на поверхности образуется темно-фиолетовая пленка окиси хрома (Cr2O3); при низких температурах пленка имеет зеленый цвет. У хромоникелевой стали пленка имеет синий цвет, если отжиг ведется при температуре около 1000° С и темно-коричневый — при температуре отжига 1000— 1100° С. Синий цвет пленки обусловливается преобладающим присутствием окиси хрома, а коричневый — повышенным процентом окиси железа и никеля. Цвет окалины зависит также от первоначального состояния поверхности (гладкая или шероховатая), наличия на ней посторонних веществ (масел, пыли и др.) и, наконец, от атмосферы печи. Цвет окалины, образующейся при горячей прокатке, зависит от температуры, гладкости валков, скорости охлаждения и других факторов. Окалина может содержать некоторое количество кремния в результате воздействия подины нагревательной печи; в таких случаях для полной очистки поверхности необходимо прибегать к плавиковой кислоте.
Химическая стойкость нержавеющей стали определяется не только ее составом и фазовым строением, но и состоянием поверхности. Гладкая полированная поверхность химически более стойка, чем шероховатая, поэтому необходимо избежать перетравливания поверхности, особенно учитывая трудность полировки нержавеющей стали.
Имеются различные варианты травления аустенитных хромоникелевых сталей. 30%-ная HCl энергично растворяет окалину без заметного разъедания основного металла. После тщательной промывки при помощи металлической щетки удаляют непрореагировавшие примеси.
Можно также предварительно разрыхлить окалину в 20%-ной H2SO4, после чего травить в 20%-ной HNO3. Наконец, можно травить соляной и азотной кислотами в два приема: вначале в течение 10 мин травят соляной кислотой, затем в течение 5 мин 5—50%-ной HNO3. Разбавленную азотную кислоту рекомендуется нагревать, в то время как концентрированную кислоту применяют без нагрева. После травления соляной кислотой необходима тщательная промывка горячей водой, так как неотмытая соляная кислота повышает агрессивность азотной кислоты и служит причиной образования растворенных участков.
Для тонкостенных, не сильно окисленных изделий рекомендуются следующий состав, % (объемн.), и режим травления: 20—50 НCl; 5—10 HNO3; 0,5 — замедлитель травления, остальное вода; температура 60—70°С, продолжительность 10—20 мин. Для получения более блестящей поверхности после тщательной промывки можно дополнительно протравить в 30—35%-ной HNO3.
Для высокохромистых (15—30% Cr) сталей, содержащих в качестве легирующих компонентов медь, молибден, никель, марганец, рекомендуется травление в 16—30%-ной HNO3 и 1—3%-ной HF.
Термические технологии резки нержавеющей стали

1. Газо-дуговая резка, или резка кислородом.
Для такого способа резки необходимо использовать специальное оборудование, которое имеет деталь в виде дуги. Именно она воздействует на металл, меняя его форму.
Дуговую резку нержавеющей стали производят плавящимися и неплавящимися электродами. Плавящийся электрод – это сталь, неплавящийся – графит. Чтобы повысить эффективность процесса, в место, где осуществляется резка, подается воздух или кислород, поэтому такие способы обработки металла получили названия воздушно-дуговой и кислородно-дуговой.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Газо-дуговая резка – сравнительно недорогой способ обработки металла в силу доступности оборудования для него, однако зачастую минусы перевешивают плюсы.
Каковы недостатки метода:
- нарушение целостности металла;
- плохое качество реза;
- малая производительность.
Газовая резка нержавеющей стали с помощью такого метода на данный момент считается неактуальной, так как появились более простые и эффективные способы обработки металла.
2. Метод электрической эрозии.
В процессе резки используется импульс электроразряда, который словно выдергивает мельчайшие частички стали в месте обработки металла. Оборудование имеет два электрода, окруженных жидким диэлектриком. При соединении электродов происходит разряд. В канале диэлектрика образуется плазма высокой температуры.





Такой метод резки отличает высокий уровень точности. К плюсам такого метода можно также отнести возможность резать металл толщиной до 40 см. Однако процесс этот весьма долгий.
3. Гидроабразивный способ.
Он заключается в резке стали с помощью жидкости, скорость движения которой выше скорости звука в три раза. Подается она через алмазное или рубиновое сопло, его ширина составляет 1/10 мм. Струя воды такой силы режет нержавеющую сталь и другие прочные материалы. К воде обычно добавляется песок. Для более мягких материалов используется жидкость без абразивных примесей. Оборудование для такой резки стоит немало.
Гидроабразивная резка нержавеющей стали имеет следующие плюсы:
- сталь не нагревается в процессе;
- возможность деформации материала уменьшается;
- высокое качество реза;
- наименьшие потери материала;
- высокая скорость;
- минимальная погрешность (по сравнению с дуговой резкой ширина реза в 10 раз тоньше).
Минусы:
- стандартный гидроабразивный станок стоит очень дорого (от 3 миллионов рублей);
- детали оборудования быстро приходят в негодность;
- на данный момент гидроабразивный способ резки нержавеющей стали считается перспективным.
4. Лазерная резка.

На сегодняшний день лазерная резка нержавеющей стали считается одним из самых эффективных и популярных способов обработки металла. В процессе резки на материал направляется лазерный луч.
Положительные стороны такого способа:
- высокая производительность;
- процесс занимает мало времени;
- ширина реза – от 0,1 мм;
- погрешность составляет не более 1/12 мм;
- динамические или статические местные напряжения отсутствуют;
- зона среза имеет отличное качество поверхности;
- бесконтактный раскрой (на современных моделях);
- вероятность появления заусенцев минимальная;
- деформаций на срезе нет;
- материал кроится автоматически в соответствии с проектом;
- физические свойства материала не меняются.
Однако резка нержавеющей стали лазером может осуществляться только в том случае, если толщина стали составляет менее 20 мм, ведь КПД лазера – всего 15–20 %. Кроме того, к минусам можно отнести тот факт, что около среза остается след от воздействия высокой температуры. Чтобы его удалить, нужно вручную обработать поверхность.
5. Плазменная резка.
Примерно 50 лет назад появился новый способ резки металла – плазменная резка. Он чем-то напоминает газо-дуговой, но является значительно более эффективным. Производительность плазменной резки в разы выше.
Суть способа заключается в воздействии на нержавеющую сталь сжатой электрической дугой, которая плавит металл. При этом быстрый плазменный поток, температура которого достигает +15 000–20 000 °С, удаляет с обрабатываемой поверхности остатки расплавленного материала. Надо отметить, что дуга предыдущего поколения имела температуру всего +1 800 °С, вся технология резки была более трудоемкая и занимала много времени.
Плазменная резка нержавеющей стали на сегодняшний день считается эталонной, то есть самой быстрой, эффективной и выгодной.
https://youtube.com/watch?v=C8yuDYIN6wM
https://youtube.com/watch?v=nI0C8LY2OMo
Советы специалистов
Специалисты советуют проводить закаливание нержавейки на открытом огне. Лучше всего для этих целей подходит пламя костра. Рекомендуется использовать готовые угли. Они довольно долго держат нужный температурный режим.
Если для изделия требуется частичное закаливание, то следует использовать паяльную лампу. Она подходит для работы с режущей кромкой и другими мелкими деталями
Важно не передерживать детали на огне
Новички часто спрашивают, как закалить нержавейку по инструкции
Также важно знать, какая техника безопасности должна соблюдаться при работе с ней. Если этап охлаждения проходит с использованием масла, необходимо держаться на расстоянии от емкости, чтобы не получить ожоги
Электрохимическое травление стали.
Электрохимический метод травления осуществляется в несколько этапов:
Подготовка кислотного раствора. Один из самых ответственных этапов травления. Требуемое процентное содержание кислоты в растворе достигается тщательным подбором объема исходных веществ. Для травления используют стандартный водный раствор необходимой кислоты.
Если существует необходимость уберечь отдельные участки заготовки, то следует применять специальный лак, который будет защищать поверхность от негативного воздействия агрессивной среды, он тоже должен быть тщательно подготовлен. Подготовкалака намного сложнее, чем приготовление кислотного раствора. В этом случае необходимо использовать скипидар, гудрон, а также канифоль. В качестве растворителя в этой смеси выступает скипидар
Необходимо помнить, что скипидар относится к огнеопасным веществам и легко возгорается от перегрева, это также касается и гудрона, который загорается от открытого огня, поэтому обращаться с этими веществами следует очень осторожно. Варить лак рекомендуется очень медленно, на электрической плите, используя минимальные температуры
В промышленных масштабах применяют специальные составы, которые, впрочем, нетрудно найти и для применения в быту.
Подготовка поверхности металла для травления – довольно сложный этап. Чтобы лак лег качественно, не отвалился или не пузырился, следует предварительно тщательно обезжирить материал любым из возможных способов. Если лак отвалится при травлении, деталь может быть испорчена. Работы следует проводить аккуратно, ведь даже отпечаток пальца, оставленный на детали, может привести к образованию неоднородной некачественной поверхности.
Непосредственно электромеханическое травление. В процессе травлениядеталь выступает в качестве анода, то есть к ней подключается положительный электрод. В качестве катода может быть использована любая пластина из стали, например, отлично подойдет кухонный нож, только не в производственных масштабах. Деталь погружают в раствор кислоты и подключают источник напряжения. Сам процесс занимает несколько минут, в течение которых следует внимательно наблюдать за внешним видом детали. При работе с раствором строго соблюдаются правила техники безопасности. Затем отключается подача электричества, деталь вынимают из раствора и смывают кислоту при помощи реактивов.
Очистка поверхности от лака. На этом этапе следует использовать специальные растворители, чтобы снять лак, не повредив металл.
Другие методы обработки
Хромирование
Чтобы провести процедуру, необходимы промышленные станки, специальные средства, соответствующие навыки, поэтому в домашних условиях провести его очень трудно. Правильно осуществленное хромирование нержавейки позволяет сделать металл зеркальным, повысить его устойчивость к воздействию негативных факторов, защитить от коррозии.
Составы различных электролитов для хромирования
Покраска
В этом случае используются порошковые вещества или жидкие составы. Первый вариант позволяет провести более качественную отделку. Порошковые красители хорошо ложатся на поверхность металла и создают не только декоративную, но и защитную пленку на нержавейке.
Краска Нержавейка — идеально подойдет для покраски металла
Пайка
Для осуществления процедуры требуется специальный припой и очень высокая температура. Оптимальным вариантом является дуговая сварка с применением неплавящихся электродов.
Пайка нержавейки оловом
Технологические процессы с нержавейкой осуществляются и в промышленных, и в домашних условиях. Сталь можно резать, сверлить, паять, обрабатывать химическими растворами и высокой температурой. Но где бы эти действия ни проводились, необходимо соблюдать технологию процесса. Правильно проведенные процедуры позволят надолго защитить изделие от коррозии и ржавления, сохранить привлекательность.
Что используют для охлаждения нержавейки дома?
В домашних условиях для охлаждения после закалки металла используют:
- Воду. Она быстро справляется с функцией охладителя металла. Не рекомендуется помещать в воду металл, в котором большое процентное содержание углерода. Изделие может деформироваться. Данная среда подходит для нержавейки с низким содержанием углерода.
- Если человек хочет равномерно охладить изделие после закаливания, то ему потребуется минеральное масло. Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
- Хлорид натрия или гидроксид, представленные в водном растворе. Концентрация вещества не должна превышать 10 процентов. Металлическое изделие будет равномерно охлаждаться. Искомый метод применяют по отношению к стали с высоким содержанием углерода.
- Различные полимерные растворы. К ним можно отнести моющие средства. Метод хорош тем, что не вызывает деформации материала. На изделии не будет дефектов.
Особенности финишной обработки нержавеющей стали путем травления

Электрохимическая обработка нержавеющей стали и травление также входят в перечень наиболее распространенных технологий работы с этим материалом. Травление применяется для того, чтобы устранить различные дефекты на поверхности нержавейки. Таким способом можно удалить остатки сварки, следы термической обработки и т. д. С помощью травления удаляются цвета побежалости и обновляют на поверхности нержавеющей стали пассивный слой, который обеспечивает защиту материала от высоких температур.





Химическая обработка нержавеющей стали в производственных условиях предполагает использование водных растворов кислот и щелочных сред. В первом случае травление происходит в два этапа. Сначала выполняется обработка нержавейки сернокислым раствором, а затем составом на основе азотной кислоты. Для травления в щелочной среде деталь из нержавеющей стали нужно поместить в расплавленную каустическую соду. Это позволяет разрушить оксидную пленку на поверхности изделия без изменения структуры обрабатываемого материала.
Для травления нержавейки в домашних условиях применяют специальные пасты в виде желе. При этом нужно учитывать, что такие средства, помимо плавниковой и азотной кислоты, содержат HCl и хлориды, которые несут угрозу для здоровья людей
Работать с ними нужно очень осторожно
Нанесение пасты для травления нержавеющей стали выполняется только на очищенную и обезжиренную поверхность. Изделие нужно вначале промыть в теплой воде с моющим средством. После нанесения травильной пасты с помощью кисточек или пластиковых лопаток необходимо подождать от 10 минут до часа и смыть ее проточной водой.
Наиболее популярными видами паст для травления нержавеющей стали сегодня считаются следующие составы:
- SAROX TS-K 2000. Особенность этого продукта заключается в защите поверхности нержавейки от высоких температур. Эта паста хорошо убирает следы сварки. Преимущество данного состава заключается в том, что травление с его помощью занимает только 10 минут. Ее можно применять для обработки вертикальных поверхностей.
- Avesta BlueOne – паста, позволяющая эффективно убрать небольшие дефекты сварных швов и очистить нержавеющую сталь от коррозии, придав ей привлекательный блеск. Обработка этим составом должна длиться 45 минут. При выборе пасты Avesta BlueOne нужно учесть, что она может использоваться для травления при температурах не менее + 50 °C.
- Stain Clean (ESAB) – полностью готовый для работы состав, отличающийся высокой эффективностью. Для обработки нержавеющей стали этой пастой не нужны особые условия.
Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.
Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.
Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
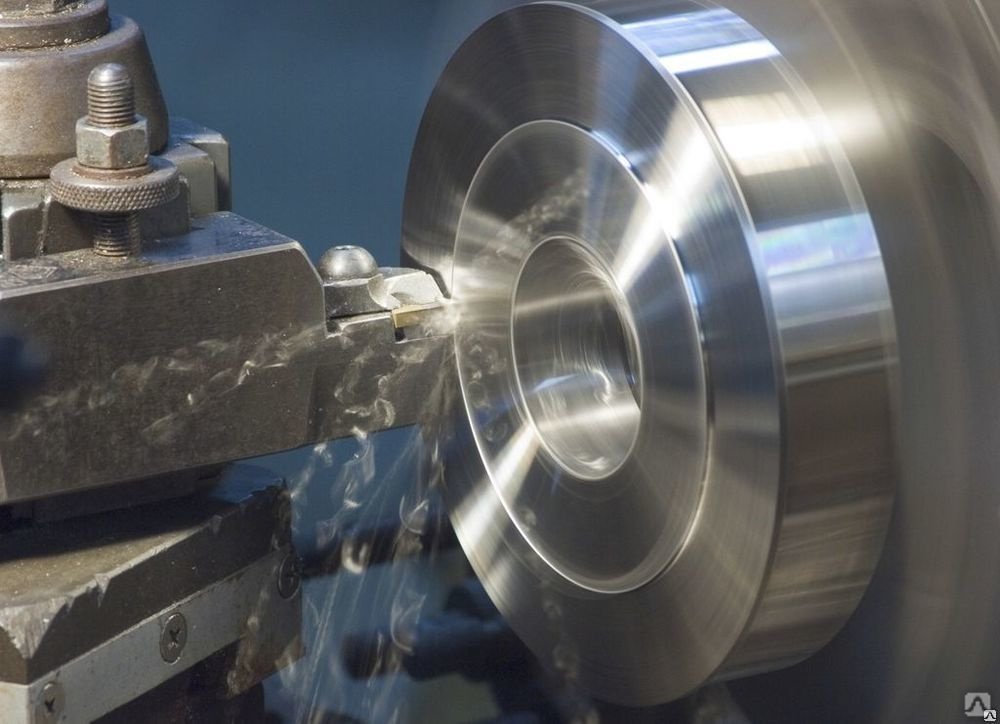
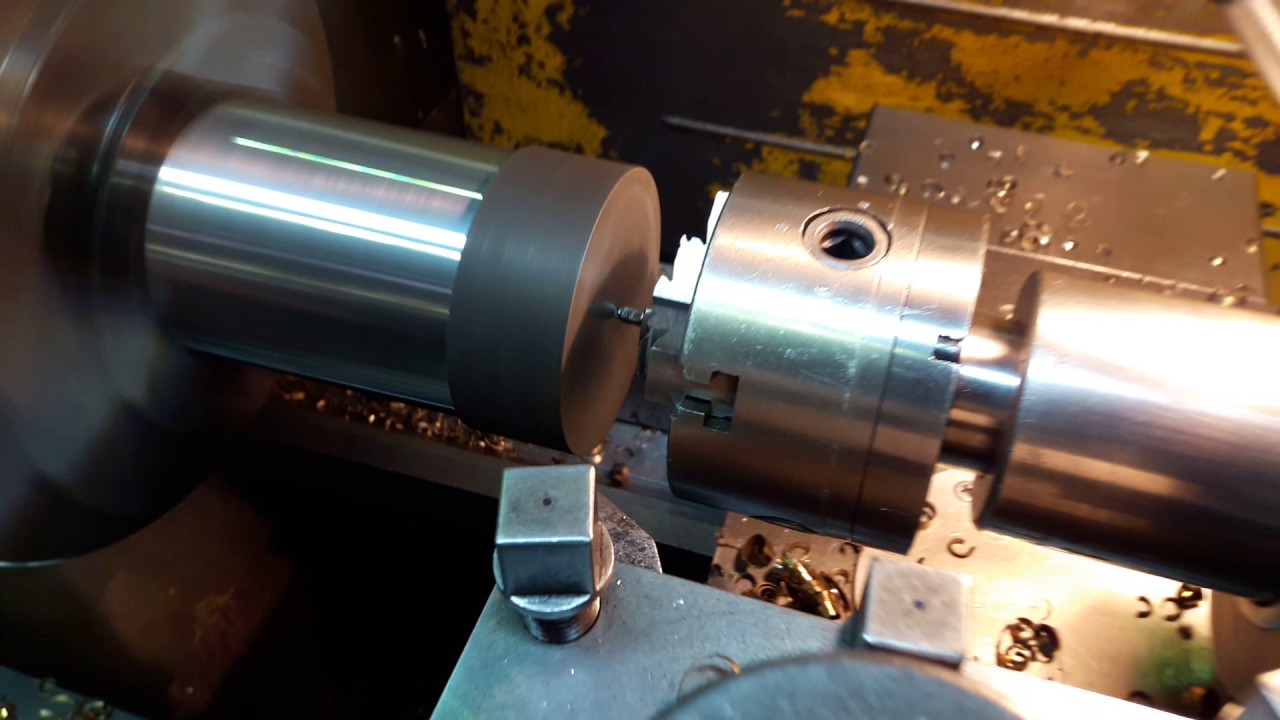
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Шлифованная нержавеющая сталь
При изготовлении отдельных металлических деталей и декоративных изделий может требоваться воронение нержавеющей стали. Для этого применяются химический и электрохимический методы, специализированные растворы. Химическая обработка возможна щелочами с применением специальных катализаторов, кислотами. Также используют воронение термическим способом в аммиачной, солевой и других средах. Наиболее распространенный вариант предполагает обработку металлических изделий в растворах солей металлов.




В некоторых ситуациях требуется противоположный эффект на поверхности. Применяется отбеливание с применением кислотных растворов. Обычно это растворы азотной, либо соляной кислоты.
Декоративные изделия и металлоконструкции из нержавеющего листа
Нержавеющая сталь является одним из самых популярных материалов в современном мире. Из нержавейки выполняется множество вещей, в том числе предметы интерьера: лифты, ограждения, скамейки, лестницы, турникеты, фонтаны и др.
Помимо предметов интерьера, нержавеющая сталь используется в отделке самого интерьера (потолки, стены), а также в экстерьере – фасадах зданий, балконах, входных группах.
Экстерьерное применение нержавеющей стали в архитектуре снискало большую популярность. Отделанное этим материалом здание имеет колоритный, заметный, а главное современный внешний вид.
Нержавейка в архитектуре отличается практичностью (например, её легко мыть), прочностью наряду с легковесностью в сравнении с остальными материалами (например, камнем), долговечностью и привлекательным внешним видом. К тому же, нержавеющая сталь удешевляет строительство или облицовку, при этом абсолютно не создавая эффекта «дешёвого» материала.
Почему мы выбираем «нержавейку»?
- современный внешний вид,
- элегантность и изящество в отделке
- коррозионная стойкость, устойчивость к воздействию атмосферных воздействий
- соответствие самым строгим гигиеническим требованиям
- легкость ухода (достаточно протереть)
- долговечность (прослужит более ста лет)
- термостойкость и пожаробезопасность
- отличное сочетание с другими отделочными материалами (стекло, пластик, дерево, камень).
Многообразие различных видов обработки, оттенков и фактур поможет Вам выразить свою индивидуальность, реализовать свою фантазию и воплотить самые смелые и дерзкие идеи.
Основные марки нержавеющих сталей
| Европейская | Американская | Российская |
| 1.4301 | AISI 304 | 08X18h20 |
| 1.4541 | AISI 321 | 08X18h20T |
| 1.4571 | AISI 316T | 10X17h23M2T |
| 1.4404 | AISI 316L | 03X17h23M2T |
| 1.4016 | AISI 430 | 08X17 |
| AISI 304 | наиболее популярная и востребованная марка стали, состоит из Хрома и Никеля, обладает хорошими свойствами антикоррозии. |
| AISI 430 | в отличие от 304 марки стали, в своем составе не содержит Никель, что позволяет значительно снизить себестоимость (30-50%), но при это степень устойчивости к коррозии уменьшается. Как правило, используют в условиях непостоянного взаимодействия с влажностью. |
| AISI 201 | содержание хрома, как и в AISI (304, 430), а содержание дорого никеля снижено, но за счет легирования Азотом и Марганцем, свойства сохраняются. Благодаря этому, снижается стоимость трубы. |
Декоративная нержавеющая сталь
Наша основная специализация — изделия и металлоконструкции из декоративного нержавеющего листа. Наш опыт работы с декоративной нержавеющей сталью составляет более 12 лет. Мы по праву можем сказать, что знаем о нержавеющем листе и работе с ним все или почти все.
В своей работе мы используем только высококачественный материал от проверенных поставщиков и ведущих мировых производителей.
Виды обработки поверхности
- матовый
- зеркальный (обычный и механически полированный («суперзеркало»)
- шлифованный (абразивом или щетками)
- текстурированный (более 40 фактур)
- цветной (порядка 8 цветов)
- с напылением нитридом титана «под золото», «кобальт», «медь»
- дизайнерские фактуры.
Марка стали: 08Х18Н10 AISI 304, DIN 1.4301), 08Х17 (AISI 430, DIN 1.4016), AISI 316 и 316L.
Толщины: 0,8; 1,0; 1,5 мм для текстурированного проката, от 0,5 до 10 мм для шлифованного или зеркального проката.
Размеры: 1000х2000, 1250х2500, 1500х3000 мм для текстурированного проката и до max. 2000х6000 мм для шлифованного или зеркального проката.
Все листы поставляются в защитной пленке.
Применение
- производство фасадных кассет и облицовочных панелей;
- облицовка лифтовых кабин и порталов;
- облицовки колонн;
- мебель и торговое оборудование;
- детали интерьера;
- профили различного сечения.
У нас вы можете приобрести отдельно декоративные нержавеющие листы, осуществить их раскрой, а также заказать изделия по вашим чертежам.
В процессе изготовления изделий из нержавеющей стали мы режем, гнем, свариваем, шлифуем и полируем, осуществляем сборку и упаковку, а также монтаж готовых конструкций на объекте заказчика.
Наше производство оснащено всем необходимым оборудованием для переработки листа: гильотинные ножницы (ЧПУ), листогибочный пресс (ЧПУ), лазер, вальцы для радиусной гибки листа, сварочные посты, плоскошлифовальный станок.
Накопленный опыт позволяет нам в процессе изготовления изделий и конструкций из нержавеющего листа смело использовать типовые решения, а также реализовывать уникальные нестандартные проекты.