
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
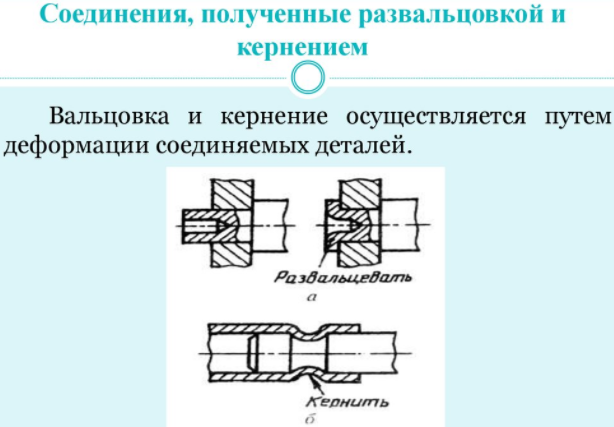
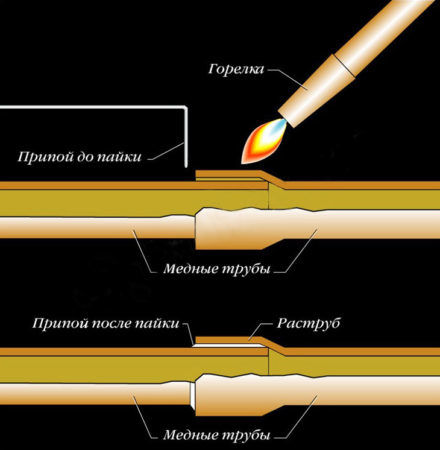
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
3 Особенности вальцовки трубных изделий из меди
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.

Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).

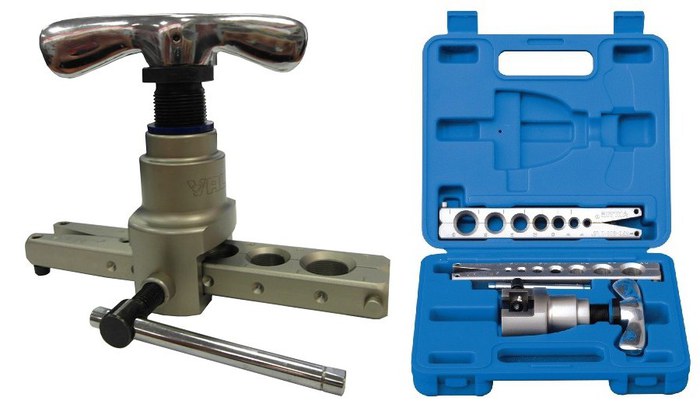
Набор для развальцевания труб
Выбор инструментов для того, чтобы сделать больше медные изделия очень широк. Он может включать такие комбинации: • Развальцовщик механический.
развальцовщик медных трубок
• Электрический развальцовщик.
инструмент для развальцовки медных трубок
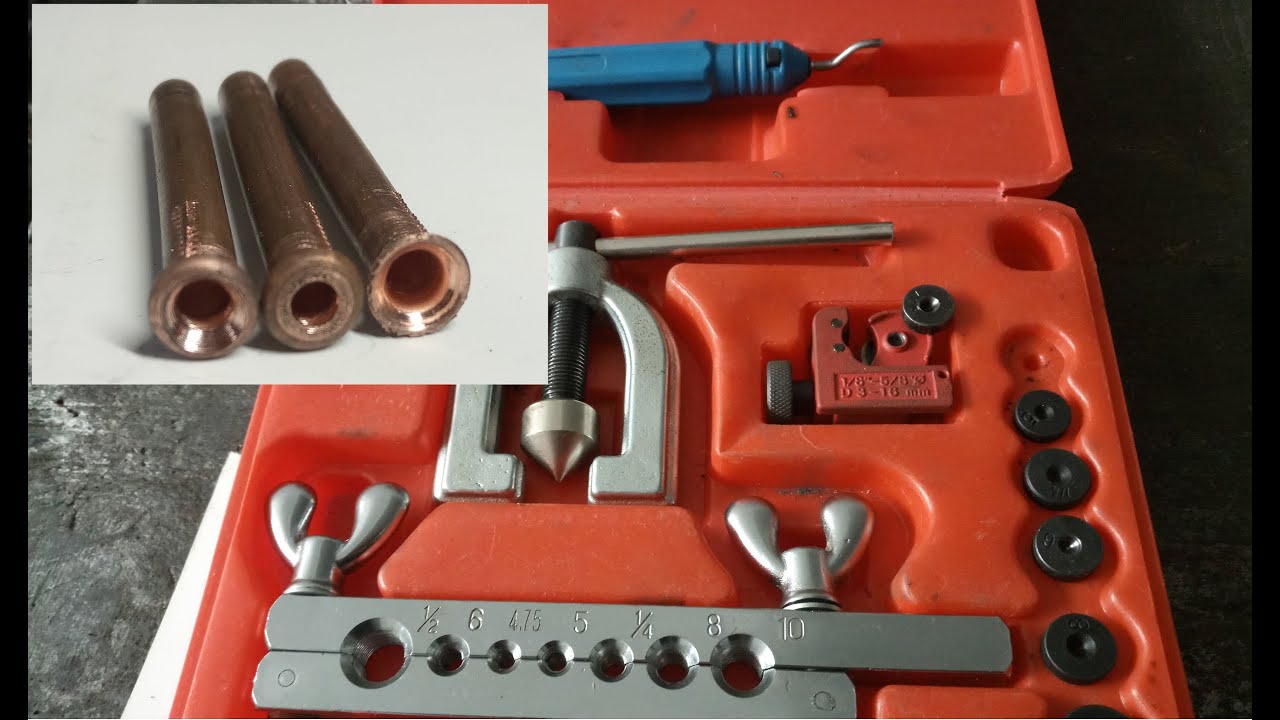
• Набор для вальцовки медных трубок, который имеет еще расширители, резчики труб и ключи для работы.
набор для вальцовки медных трубок
Такой набор лучше покупать, когда вы собираетесь постоянно выполнять такие монтажные работы, например, для своего заработка. А если вам нужно выполнить только один раз расширение, то здесь подойдет и самый простой набор для универсальной работы, в котором находится обычный развальцовщик.
Стадии развальцовки
Для получения надежного соединения трубопровода, изготовленного из медных трубок, необходимо правильно выполнить работы по вальцеванию конструкции. И если вы решили сами произвести развальцовку труб, то надо следовать таким действиям, чтобы все сделать правильно: 1. Сначала необходимо произвести очистку конца трубы. 2. Потом специально подобранную муфту надеваете на зачищенную часть. 3. Трубу надо вставить в развальцовщик, потом вращать ее до получения небольшой кромки в сорок пять градусов. 4
Затем осторожно вынимаете выполненное изделие. 5
И муфтой закрепить два участка концов трубы. Конечно, не только такие фитинги могут быть соединительными деталями. С помощью профессионального развальцовщика можно подготовить трубы и для паечного крепления. Методики в принципе похожи. Они подразумевают преднамеренную деформацию трубы до определенного размера.
Рекомендуем: Цветной металлопрокат: виды и сферы применения
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.










Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.

Конструкция и принцип действия
Несущим элементом вальцовочной машины, в том числе и изготовленной своими руками, является станина-основание. Именно на этой станине, которая может быть изготовлена из чугуна или листовой стали значительной толщины, монтируется деформирующий орган станка, который может включать в себя два, три или даже четыре валка. Преимущественное большинство таких аппаратов, в том числе и изготовленных своими руками, оснащается тремя рабочими органами, так как двухвалковые вальцы не отличаются высокой эффективностью.
Вращательное движение в процессе работы трехвалкового станка сообщается только двум нижним рабочим органам, которые между тем могут совершать линейное перемещение лишь в горизонтальной плоскости, что необходимо для изменения расстояния между ними. Верхний валок такого устройства, который называется упорным, совершает свое вращение за счет сил трения, создаваемых между его поверхностью и поверхностью обрабатываемой заготовки.
Устройство вальцовочного станка (нажмите для увеличения)
Верхний валок, которым оснащают вальцовочную машину, обладает возможностью не только совершать движение в вертикальном направлении, что позволяет прижать его с требуемым усилием к поверхности обрабатываемой заготовки, но и откидываться в сторону. Последнее необходимо для того, чтобы осуществить его быструю замену на валок, предназначенный для обработки заготовок с другими геометрическими параметрами.
Станок, рабочие вальцы которого оснащены специальными канавками, может использоваться для гибки труб, прутков и даже проволоки большого сечения. Следует иметь в виду, что дополнительный четвертый валок, использование которого значительно увеличивает нагрузку на приводной механизм оборудования, может устанавливаться только на вальцовочный электромеханический или гидравлический станок.
Узел регулировки положения нижнего вала
Листогибочный станок, основными рабочими органами которого являются вальцы, работает по следующему принципу.
- Лист металла, из которого необходимо сформировать изделие цилиндрической или конической формы, укладывается на два нижних валка, разведенных между собой на определенное расстояние.
- Опуская при помощи специального механизма верхний валок, металлический лист надежно зажимают между тремя рабочими органами.
- При вращении двух нижних валков, которое обеспечивает ручной или электромеханический привод, обрабатываемый лист металла приводится в движение и начинает огибать зажимающие его рабочие органы вальцовочного станка, постепенно принимая требуемую конфигурацию.
Полированные поверхности вальцов не повреждают заготовки, а прорези по краям позволяют гнуть прутки
Двигаясь с определенной скоростью между валками, плоский лист металла постепенно превращается в изделие цилиндрической, конической или овальной формы. Очевидно, что станок данного типа работает не так, как развальцовочная машина, рабочий орган которой раскатывает конец трубного изделия, расширяя его до требуемых геометрических параметров.
Вальцовочную машину, на которой можно эффективно гнуть не только листовой металлический прокат, но и трубные изделия, совершенно не обязательно покупать. Вальцовочный аппарат, если от него не требуется высокая производительность, несложно изготовить своими руками. Конечно, проще всего сделать такой станок с ручным приводом, но мощности и функциональных возможностей этого оборудования вполне хватит для того, чтобы выполнять на нем работы, связанные со строительством и ремонтом.
Оборудование
Обечайка – это деталь цилиндрической или конической формы, используемая для производства котлов, баков и различных резервуаров. Изготовление обечаек
производится на специальных листогибочных машинах. Чаще всего на производстве используются такие станки:
- трехвалковые станки имеют три цилиндра, которые расположены в виде треугольника. Лист металла проходит между ними и принимает необходимую форму;
- четырехвалковые станки обеспечивают подгибку листа, что позволяет сделать минимальными прямые участки на концах листа. Такие машины являются наиболее востребованными на производствах. С их помощью можно решать различные задачи.
Ручная гибка металла не применима при изготовлении обечаек. Обеспечить равномерное растягивание заготовки могут только специальные станки. В результате получается изделие с идеально ровной поверхностью, без трещин и зазубрин.
Машины, на которых осуществляется вальцовка металла
, могут быть ручными или иметь электропривод. На электрическом оборудовании работать легче, а использование ЧПУ позволяет не только производить цилиндрическую гибку металла, но и изготавливать более сложные изделия, имеющие переменный радиус.
На нашем предприятии используются 4-х валковые вальцы с ЧПУ (толщина обрабатываемого листа 2-8 мм.), листогибочный пресс с ЧПУ (длина гиба до 2 м., толщина металла до 16 мм.)
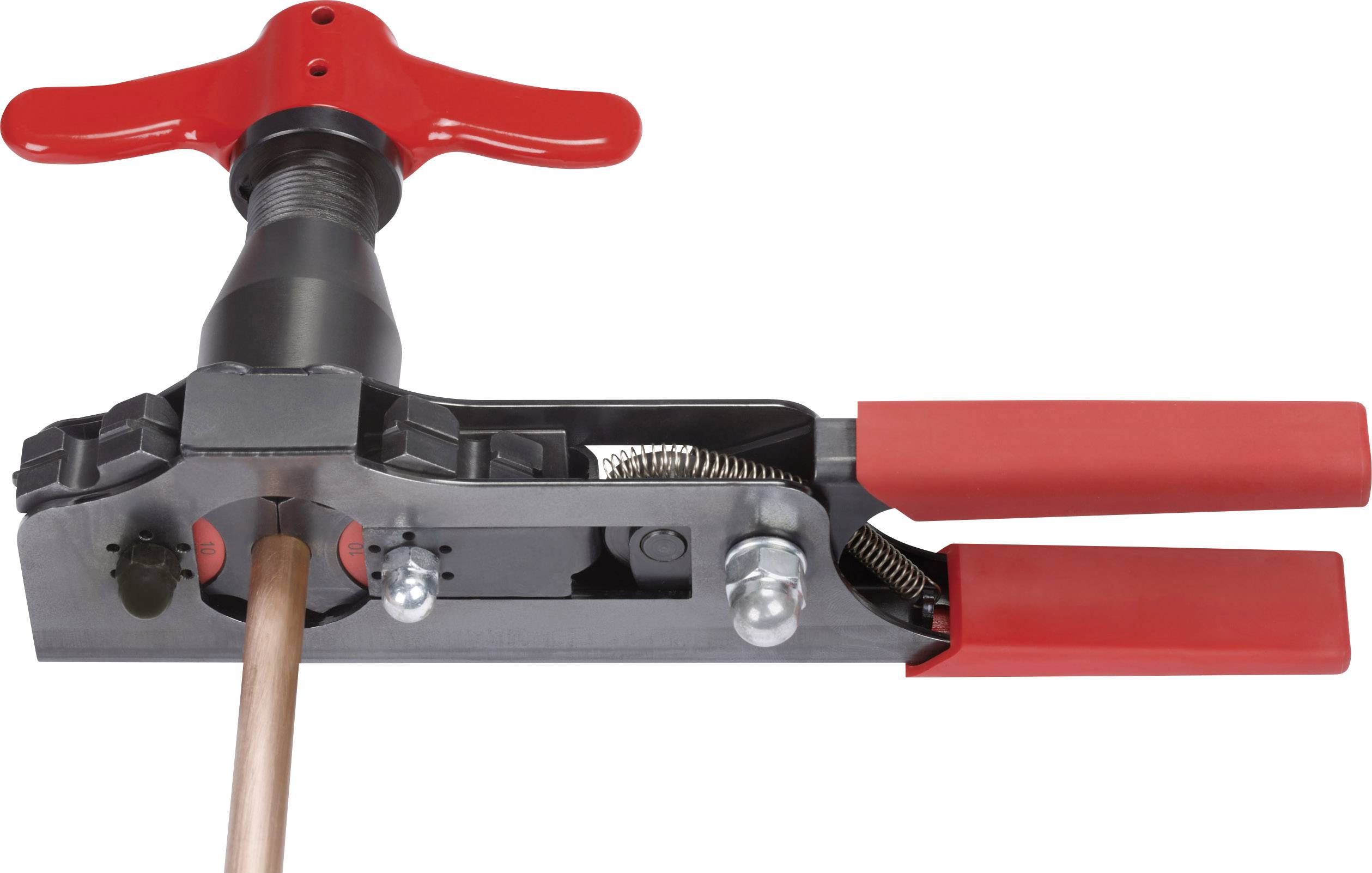
Технология развальцовки трубок
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.



![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://takorest.ru/wp-content/uploads/9/c/6/9c68d7388e15cba7133d88988a2a86ca.jpeg)




Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Разъемные соединения
Когда производится регулярная замена изнашиваемых расходников, важно предусмотреть разъемные соединения – это связи, допускающие многократный монтаж/демонтаж узла при обслуживании, при этом детали остаются целыми, пригодными для сборки. К разъемным конструкциям относятся:
- Штифтовые, образованные с использованием специального стержня, который вставляется в специальные отверстия. Штифты бывают конические или в форме цилиндра, отличаются большой точностью. Удерживаются стержни за счет силы трения или устанавливаются с натягом, плотно вгоняются в отверстия. Главный минус штифтов – сверление ухудшает прочностные характеристики деталей и узла в целом. Штифты бывают насетчатыми (не требующими точности обработки), пружинными трубчатыми (разрезаются при разборке деталей) и установочными, обеспечивающими прочность стыка.
- Шпоночные передают крутящий момент, рассчитаны на радиальную нагрузку. Шпонки вставляются в специально сделанный зазор, монтируются между элементами узла так, что не допускают смещения при вращении. Шпоночные связи отличаются простотой конструкции, легко собираются и разбираются. Основные недостатки шпоночного стыка: а) наличие пазов, снижающих прочность деталей; б) ненадежность фиксации, шпонка при предельных нагрузках может вывернуться. Шпонки делают в форме призмы, сегмента, цилиндра, клина. Конструкция зависит от возможности изготовления пазов в соединяемых деталях.
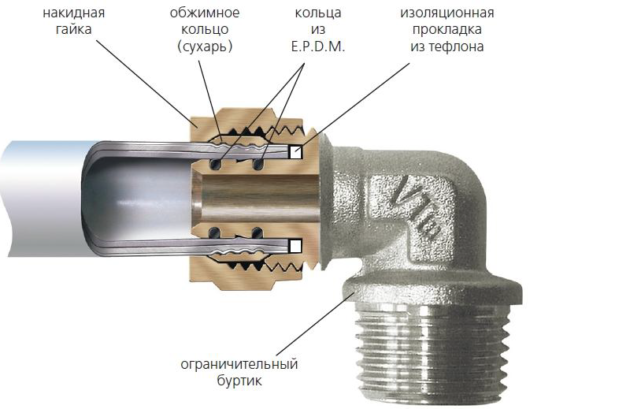
- Резьбовые связи наиболее распространенные, бывают двух типов: а) с помощью болтов, гаек, винтов, резьбовых шпилек; б) нарезки резьбы на соединяемые детали. Поверхность с резьбой бывает конической и цилиндрической. По виду сечения, углу профиля резьба бывает метрической, дюймовой, трубной. Для стопорения накручивания или вкручивания используют пластическую деформацию или ограничительные шайбы. Минусы резьбы – низкая герметичность, чувствительность к вибрации, концентрация напряжения во впадинах резьбовой нарезки.
- Шлицевые передают вращающее усилие с вала на закрепляемые детали. Шлицы в сечении напоминают многошпоночную конструкцию с жестко зафиксированными в вале шпонками. По профилю выступов шлицы бывают прямобочными, треугольными и эвольвентными. Центрирование производится по внешнему или внутреннему диаметру. Шлицевая сборка предусматривает подвижное и неподвижное закрепление монтируемых на вал деталей.
- Профильные образуются за счет фасонных соприкасающихся поверхностей. Бывают трехгранные, овальные, прямоугольные и другие. При использовании профилей получаются прочные узлы с точным центрированием, не возникает дополнительных напряжений в стыке.
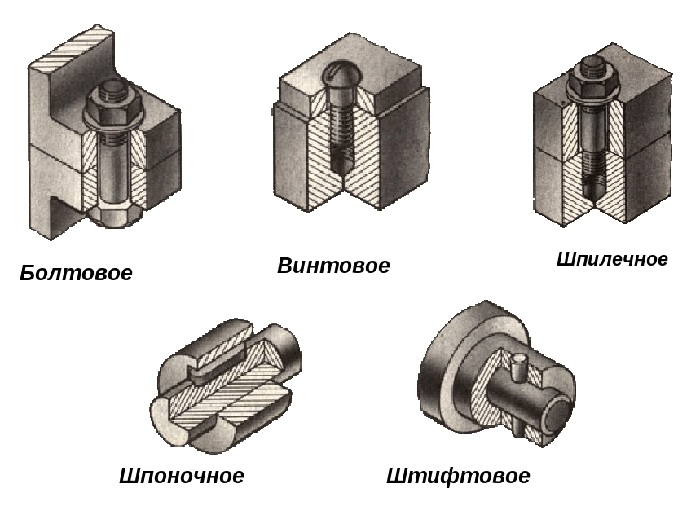 Виды разъемных соединений
Виды разъемных соединений
Любые разъемные конструкции быстро демонтируются, разбираются на отдельные детали, крепежные элементы. Подобные крепления используются для постоянной или временной фиксации, бывают подвижными и неподвижными.
Последовательность гибки листового металла на вальцах
Процесс гибки выполняется в следующей последовательности:
- Исходная заготовка (лист или широкая полоса) заправляется в зазор между валками, и за счёт сил трения захватывается механизмом вращения. При этом активным является верхний нажимной валок, в то время, как нижний обеспечивает фиксацию заготовки в процессе гибки и невозможность её продольного перемещения. Поверхность валка обычно имеет гладкий характер, за исключением тех вариантов, когда одновременно с гибкой выполняется и профилирование конечного изделия.
-
В данном оборудовании предусмотрено регулирование межосевого расстояния между приводным и неприводными валками, что даёт возможность использовать для гибки исходные заготовки различной толщины (в пределах технологических возможностей вальцев). При этом радиус гибки не может быть меньше радиуса среднего рабочего валка оборудования.Усилие гибки зависит от зазора между валками, причём его значения рассчитываются для каждого варианта гибки, поскольку при превышении усилия прижима (сниженное значение зазора между валками) деформирования не происходит, а металл заклинивается между валками, что – для приводных исполнений вальцев – может привести к перегреву электродвигателя и выходу его из строя. Некоторые фирмы комплектуют привод системами диагностики рабочей температуры, которые своевременно отключают электродвигатель.
- Количество проходов исходной заготовки может быть различным. Например, для получения изделия со сложным внешним контуром, после первого обжатия изменяют исходное расположение валков, после чего повторяют процесс. Таким образом изготавливают изделия со сложной формой поверхности – конусы, цилиндры и пр.
В автоматизированных вальцах сразу после деформирования в зазор при помощи механизма подачи заправляется следующая заготовка, и процесс повторяется.
Если на трёхвалковых вальцах получают изделия сравнительно простой формы, то на четырёхвалковых за один проход можно образовывать замкнутые пространственные детали. Кроме того, на таком оборудовании можно также производить правку листа. Одна из стоек выполняется откидной, что позволяет извлечь деформированную заготовку из рабочей зоны после выполнения операции.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
Надеваем штуцеры
Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
С усилием вкручиваем штамп, край торца при этом расплющивается.
Извлекаем штамп, на его место ставим конус.
Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
Достаем из держателя деталь, внимательно осматриваем
В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Метки: станок, инструмент, antonl31, интеркулер, развальцовка, трубы, зиг-машина.
Комментарии 77
Спасибо. Чувак ты молодец. буду и себе такой делать. Просто гениально.
Еще больше самодельного инструмента здесь: antonl31
Ребят подскажите (только начал работать) ваз 2105,, , менял колодки. (в итоге, , , не пойму, ставил новую колодку, как понятней, объяснить. не знаю. Она туда не влазит, начинаю сжимать ту фиговину которая( давит на колодку при нажатии на педать) надеюсь вы поняли про что я. а она стоит ступором, тоесть не сюда и не туда, в итоге колодка не встала. Почему, в чем проблема суппорт нужно менять? или можно как то сделать, со второй стороны такаяже система, одна колодка встала все хорошо. Вторая нет, не пойму не как, отнеситесь серьезно плиз. только что столкнулся с колодками((






больше силы применяй, вставь туда ключ побольше и потяни сильнее! Все получится
класс однозначно в закладки;)
круто. что за ролики использовал ?
Выточил из болванки
гениално а есть чертежи? если конечно не затруднит!) а том ало ли вдруг авторские права и все такое?!))))
Чертежей пока нет. Все делалось по месту
Понятно, ну если появится время накидать на лист бумаги, я с удовольствием буду ждать
отличный девайс, чем то напоминает приблуду для прокатки крышек для консервации(у меня до сих пор дома лежит — ещё с застойных времен )
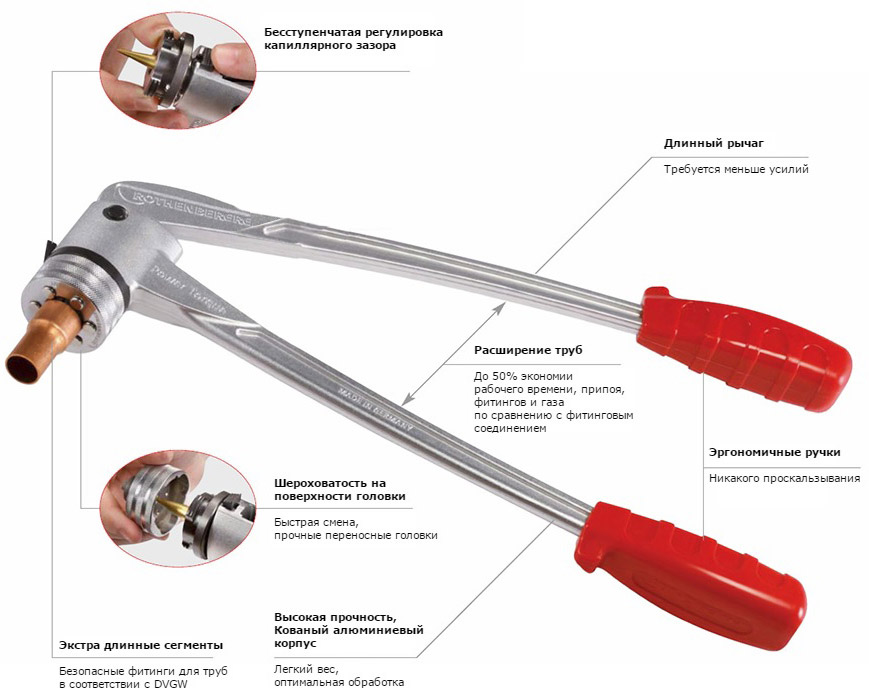
Выполняется вальцовка труб с целью придания им необходимой формы и размеров для установки с трубопроводную систему. Она подразумевает направленную деформацию в заданном направлении. Для реализации процесса самостоятельно, применяются мобильные, профессиональные вальцовщики.
Развальцованные медные трубки
С их помощью удается добиться равномерного расширения стенок без риска разрыва изделия.