
Выбор режущей пластины при обработке различных металлов
Целесообразность использования того или иного типа твердосплавных пластин определяется следующими факторами:
- Марка обрабатываемого материала;
- Состояние заготовки;
- Вид технологической операции;
- Тип использования оборудования;
- Режим резания.
В целом при резке чугуна, цветных сплавов и пластмассы рекомендуется использовать пластины на вольфрамокобальтовой основе. Данные сплавы обладают более высоким сопротивлением к пульсирующим нагрузкам, что характерно при таком типе работ.
В случае же наличия скорости резания свыше 200 м\с и нагрузки на резец более 800 кгс резания применяют твердосплавные пластины, дополнительно легированные танталом и титаном.
Рейтинг: /5 —
голосов
Изготовление твердосплавных вставок
Давайте познакомимся с процессом производства твердосплавных пластин, чтобы лучше узнать о его типах и использовании;
Подходящая твердосплавная пластина для конкретных операций обработки помогает оставаться впереди в конкуренции среди производителей режущего инструмента.
Твердосплавные вставки, в основном вольфрам и кобальт, поставляются в виде порошка. Затем сухое сырье смешивается с смесью этанола и воды. В результате получается серая суспензия по консистенции, как у йогуртового напитка. Эта смесь сушится, а затем отправляется в лабораторию для проверки качества. Этот порошок состоит из агломератов, маленьких шариков диаметром от 20 до 200 микрон и затем транспортируется к прессовальным машинам, где изготавливаются вставки.
Основные сферы применения или когда нужно использовать твердосплавные цепи на бензопиле
Основной недостаток цепей с твердосплавными зубьями — цена. Они стоят дороже обычных, поэтому бытовые пильщики такие варианты даже не рассматривают к приобретению. У многих пильщиков сложилось ошибочное мнение о том, что такие варианты гарнитуры предназначены исключительно для высокомощного инструмента, и только для работы с замерзшей древесиной или при распиливании деревообрабатывающих материалов, в которых могут попадаться гвозди. В действительности спектр применения такой гарнитуры гораздо шире. Ее используют при распиловочных работах с такими материалами.
промерзшая древесина;
- мореный дуб — очень твердая древесина, с которой обычные цепи не справляются;
- сухая древесина и деревья с мхом;
- железнодорожные шпалы;
- сгоревший лес;
- на строительных площадках;
- бревен с встречающимися в них металлическими элементами: гвозди, шурупы, саморезы, болты;
- бетон, кирпич и прочие материалы, которые можно распилить бензопилой с твердосплавной цепью — используются только в случае проведения аварийно-спасательных работ;
- лед.

Цепи с победитовыми напайками для бензопил используют для резки или распиливания ледовых масс. Это может быть как зимняя рыбалка, когда с помощью бензопилы вырезаются лунки в замерзшей корке льда застывшего водоема, так и изготовление разных декораций изо льда (обычно перед новогодними праздниками).
Однако использовать цепь с напайками из твердого сплава никто не запрещает в быту при заготовке дров. Такая гарнитура будет полезна, ведь ее не нужно подтачивать каждый раз, когда собираетесь ехать в лес для валки деревьев. Это позволяет сэкономить время. Кроме того, она прослужит дольше, так как при контакте с абразивами, ее верхняя часть режущих зубьев не будет истираться
Немаловажно отметить и тот факт, что пилить деревья такой цепью гораздо проще и быстрее, что особенно актуально при работе с дубом, буком и прочими подобными видами древесины
Интересно! Вложения, затраченные на покупку цепи с победитовыми напайками, полноценно себя окупают, о чем свидетельствует результат работы, который показан на видео ниже.
Использование отходов.
Отходы твердых сплавов являются ценным вторичным сырьем, содержащим большое количество вольфрама и кобальта. Поэтому все потребители твердосплавного инструмента обязаны сдавать кусковые и пылевидные отходы твердых сплавов производственно-заготовительным организациям Главвторцветмета. Кусковые отходы твердых сплавов остаются на отработанном инструменте в виде неполностью использованных пластинок. Эти остатки потребители выпаивают из отработанного инструмента. При переточках инструмента образуется заточная пыль, состоящая из пыли твердого сплава, абразивной пыли и стальной пыли от корпуса инструмента.
Заточную пыль собирают специальными пылеуловителями, которыми должны быть оборудованы заточные станки. Это одновременно создаст необходимые санитарные условия для работы заточников. В качестве пылеуловителей применяют циклоны типа ЦН НИИОГаз. Учитывая, что заточная пыль имеет в своем составе чрезвычайно мелкие частицы, целесообразно применять циклоны НИИОГаз типа ЦН-11 с углом наклона крышки и входного патрубка, равным 11°. Установлены следующие нормы сдачи отходов твердых сплавов:
а) кусковые отходы — не менее 15% массы сплавов, полученных потребителем; б) пылевидные отходы — не менее 20% массы полученных предприятием твердых сплавов при содержании в пылевидных отходах не менее 3% вольфрама.
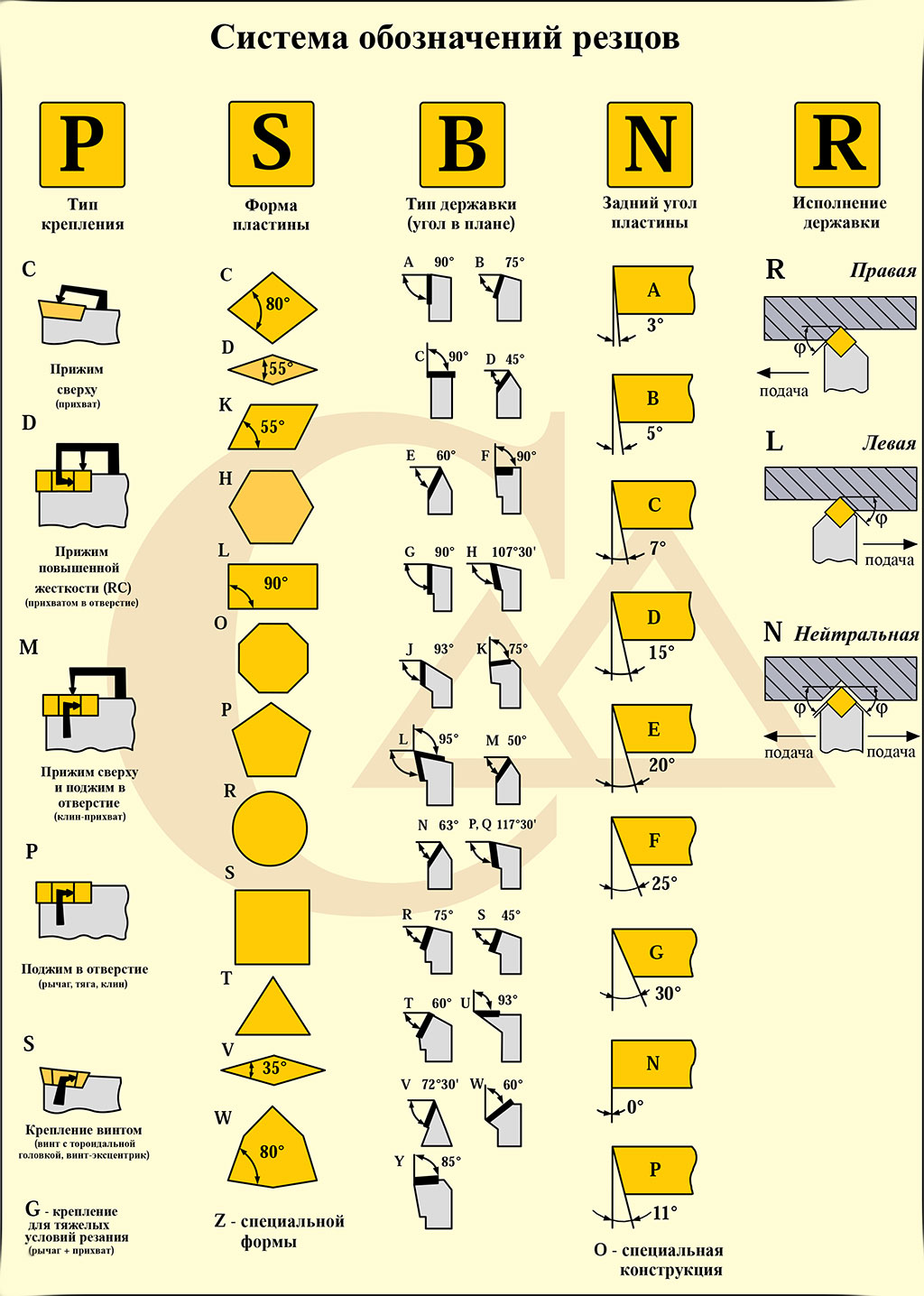
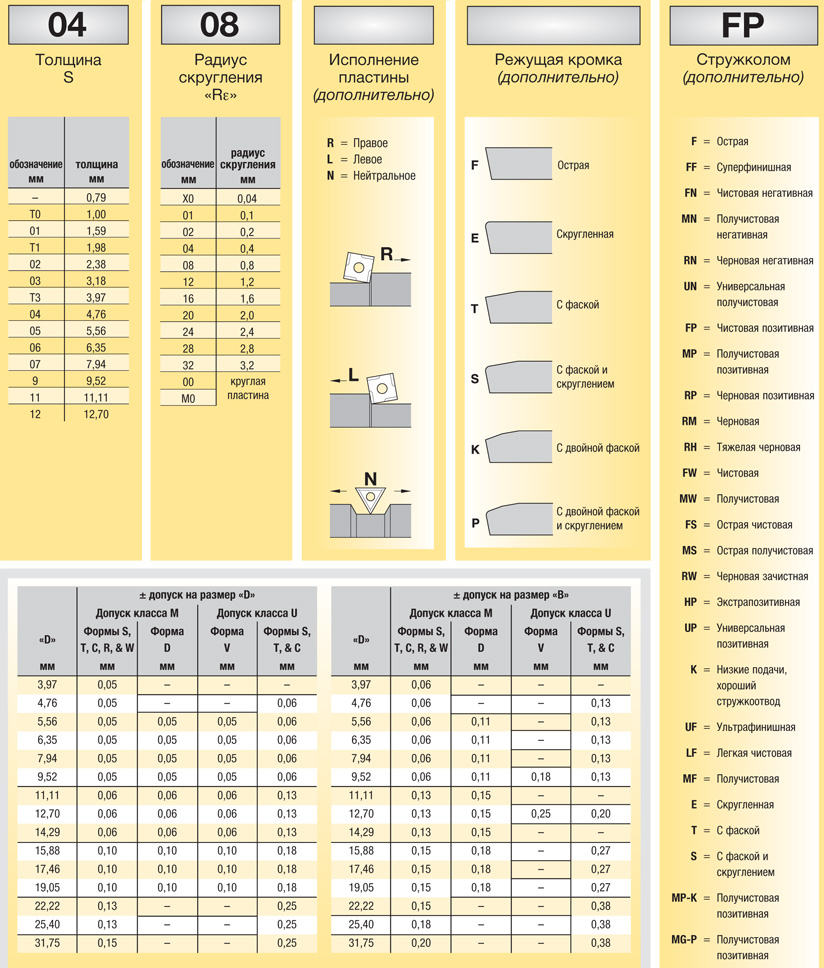
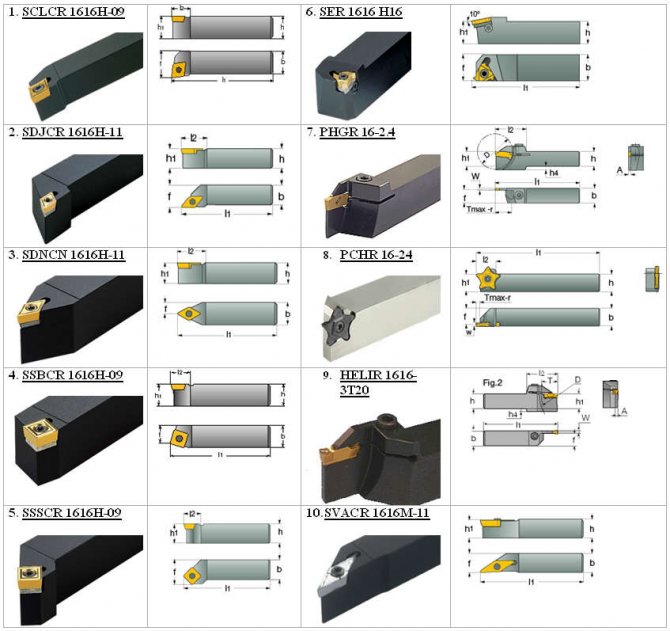
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
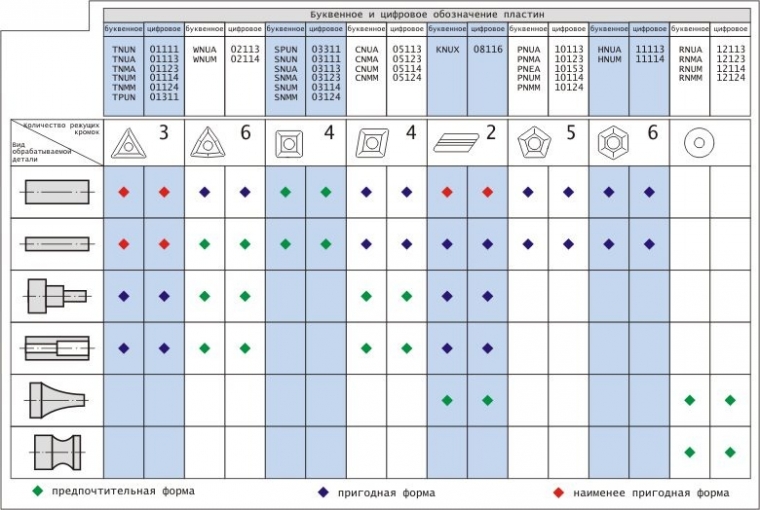
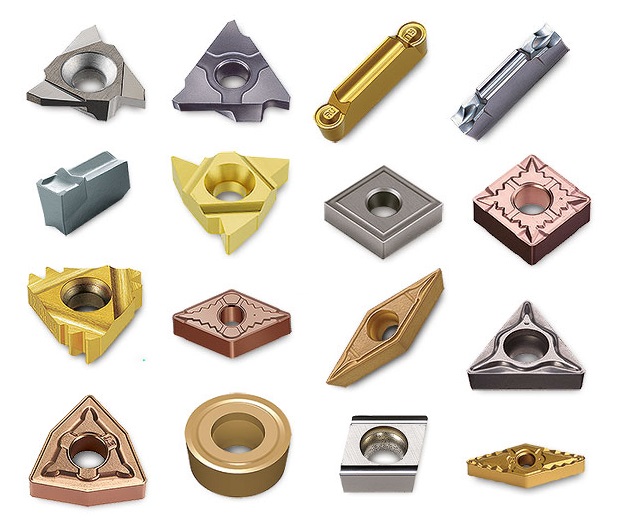
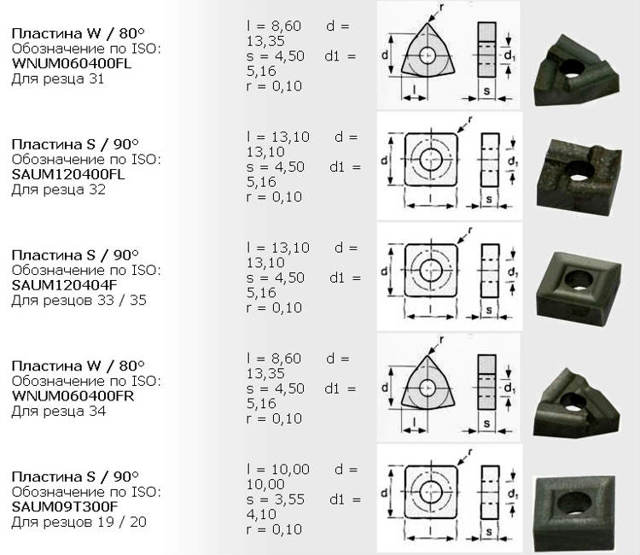
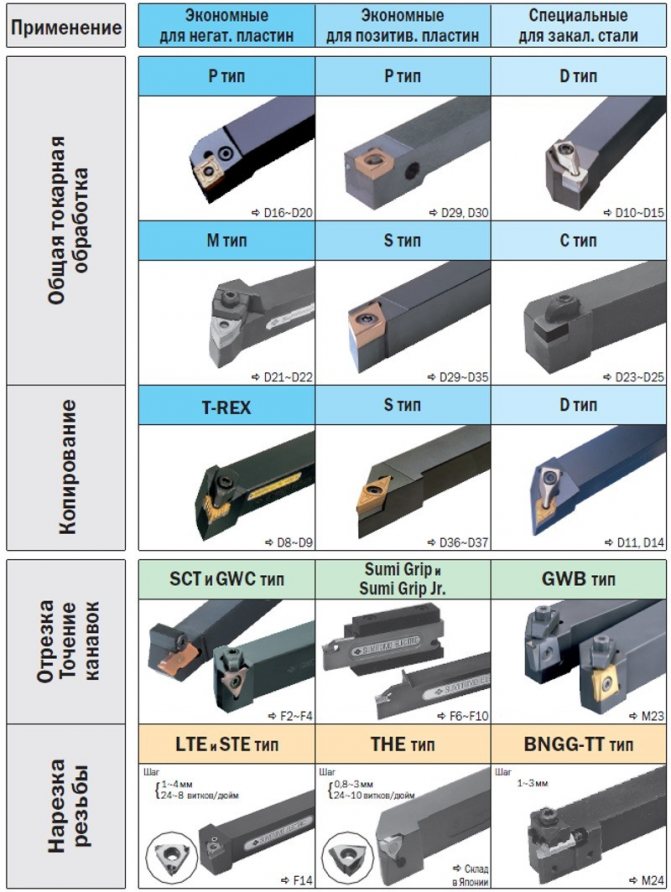
Выбор твердосплавных пластин
Твердосплавные пластины для токарных резцов производятся в большом разнообразии, поэтому, порой сложно сделать правильный выбор. В первую очередь следует сопоставить размеры резца, чтобы они совпадали с подбираемой деталью. В ином случае, могут возникнуть серьезные проблемы с закреплением. Далее следует определиться с тем, с какими материалами будет идти работа, так как от этого будет зависеть состав. Сменные твердосплавные пластины для токарных резцов изготавливаются в различных соотношениях металлов в своем составе.
В качестве основных, можно выделить два направления, это изделия у которых имеется повышенная сопротивляемость к ударам и вибрациям во время работы и те, у которых лучше переносят воздействие высоких температур, которые возникают во время длительной работы и трения металла. В первом случае актуальным будет выбор, когда идет много работы с различными заготовками с высокой скоростью обработки. Тогда неминуемо случаются удары, которые со временем портят изделие. Если работа идет со снятием большого количества металла, то жаростойкие пластины станут лучшим материалом для выбора.
Помимо этого, большое влияние имеет еще тип изделия. Для каждой операции требуются свои особенности, которые отображаются в геометрии и других параметрах. Специально для них разрабатываются типы для определенных резцов.
«Совет профессионалов! Для активной работы следует всегда иметь запас самых востребованных пластин, так как поломка может случиться любой момент.»
С учетом всего разнообразия желательно иметь набор из нескольких изделий и уже в процессе работы с опытом можно будет определиться с самым подходящим вариантом.
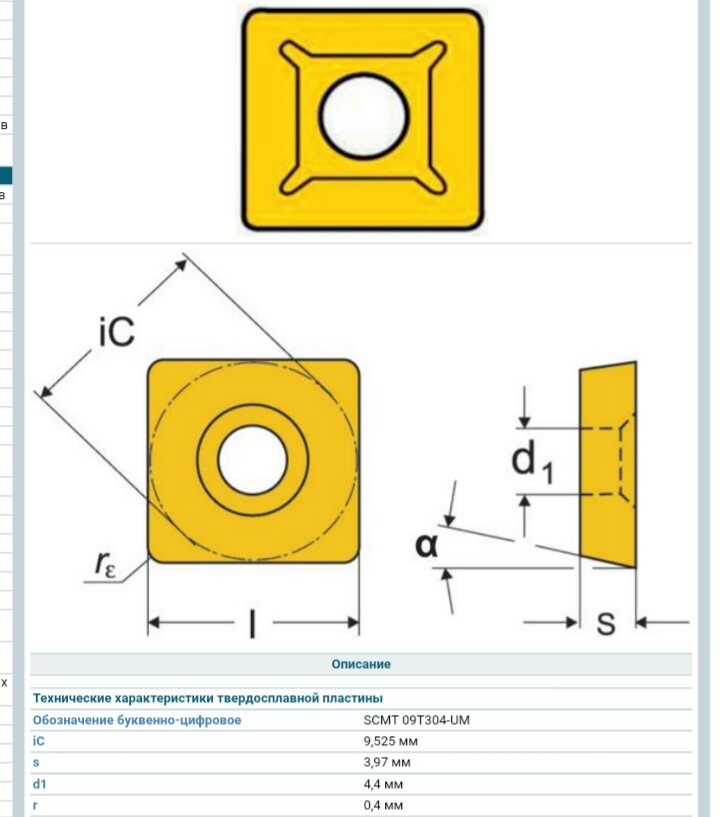
Маркировка
Маркировка отображает состав, который входит в изделия. Сменные твердосплавные пластины для резцов встречаются с маркировкой Т5К10 и Т15К6. На примере Т15К6 можно понять, что они относятся к изделиям титановольфрамовой группы. Содержание карбида титана в нем 15%, кобальта – 6%.
Производители
- BDS Machinen (Германия);
- Инструмент-Сервис (Украина);
- Ceratizit (Люксембург);
- Proxxon (Германия);
- Новомосковский трубный завод (Украина).
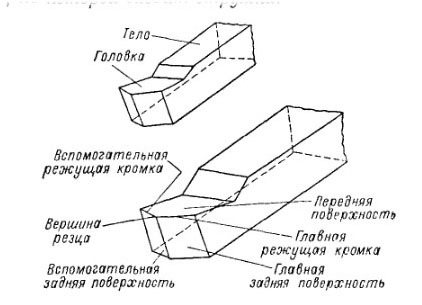
Материалы токарных резцов
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания.
Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы.
Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С.
Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
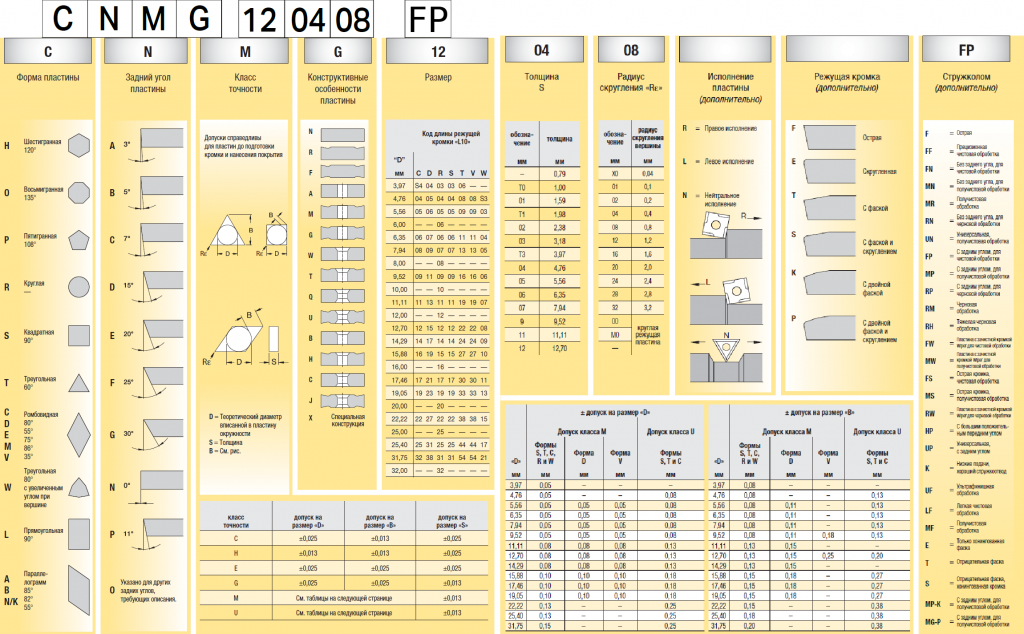

Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама.
Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама. Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк).
Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).
| Конструкция токарного резца
|
Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава. Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей.
При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта.
Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
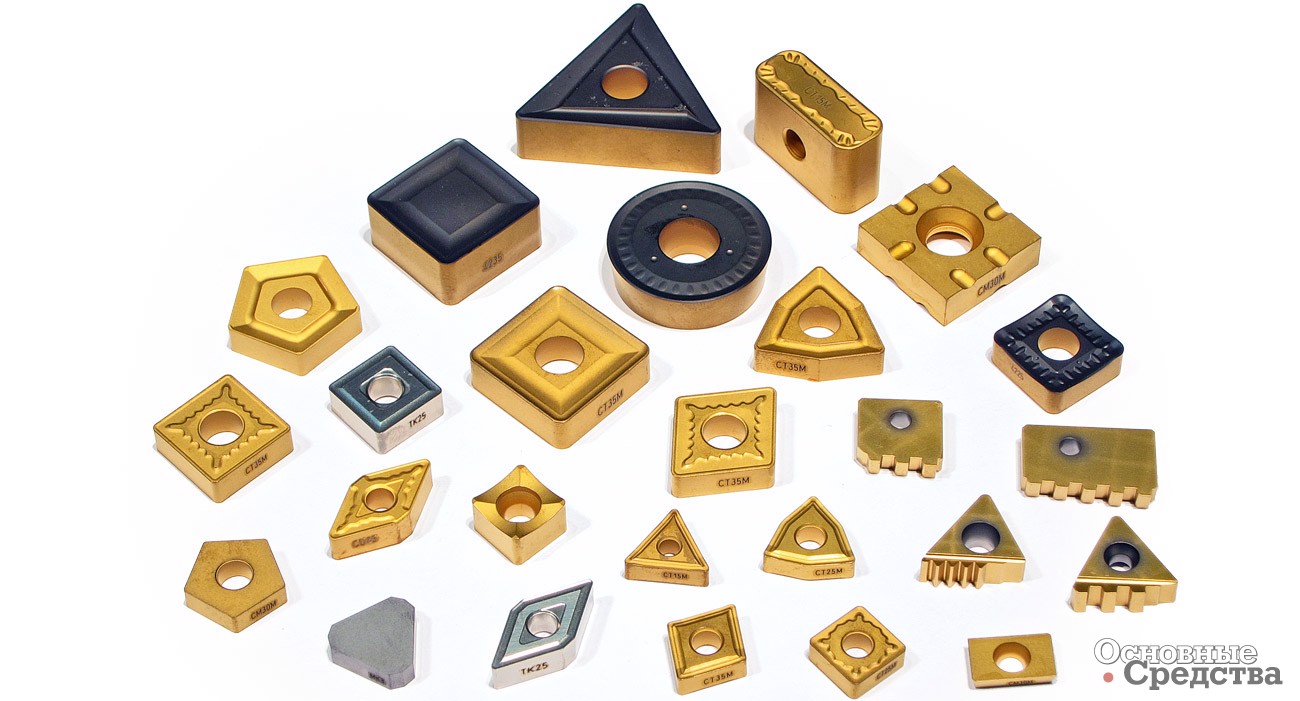
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др.
Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более.
В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже.
Рекомендуемые разновидности припоя
Чаще всего в качестве припоя применяют следующие сплавы:
- Медно-никелевые, которые могут выдерживать рабочую температуру до 900 градусов Цельсия. Применяется при изготовлении инструмента, который рассчитан на повышенные нагрузки.
- Электролитическая медь тоже получила большое распространение. Нагрев режущей части инструмента в этом случае может доходить до температуры 700 градусов Цельсия.
- Латунно-никелевые составы похожи на предыдущий припой, но обходятся чуть дешевле.
- Латунь рассчитана на использование при средних нагрузках и нагреве режущей кромки до 600 градусов Цельсия.
Чтобы удалить окислы и снизить вероятность окисления металлов, применяется флюс, например, бура.
Пайка резцов латунью в домашних условиях
Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя.
В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом.
Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Процесс спайки латунных деталей
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей.
Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы.
А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение.
Такие детали лучше соединять не встык, а внахлест.
Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке.
Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств.
Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.
На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах.


Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
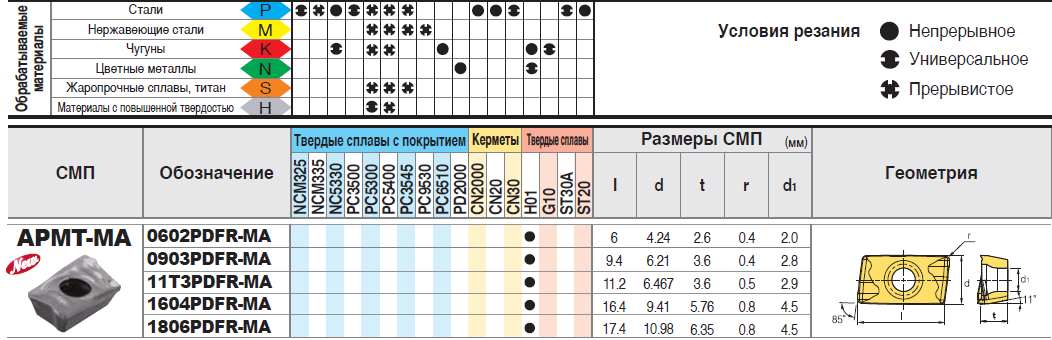
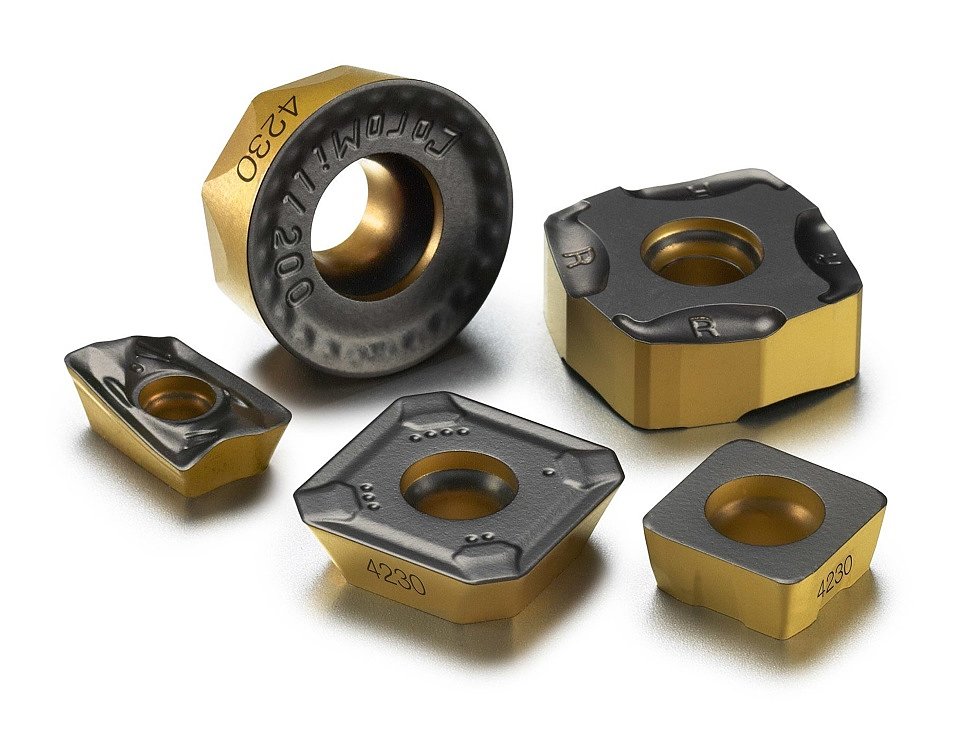
Твердосплавные пластины для сложных материалов
Отрасль режущего инструмента радикально изменилась, и эти изменения можно увидеть в пластинах для фрезерования и токарной обработки сложных материалов материалов.
В современном мире вставки с покрытием из карбида, металлокерамики, кубического нитрида бора (CBN) и поликристаллического алмаза (PCD) играют жизненно важную роль.
Вставки с уникальной геометрией и покрытием выдерживают механические удары и тепло, а также абразивный износ. Однако для продуктивного использования этих пластин могут потребоваться различные внешние факторы, одним из которых может быть партнерство с хорошо осведомленным поставщиком инструмента.
Твердосплавные пластины используются при производстве различных материалов, например, стальных сплавов. Эти стальные сплавы становятся тверже во многих областях применения. Эта сталь твердеет до 63 RC и обычно используется в красильной и литейной промышленности.
Изготовители пресс-форм раньше вырезали детали перед термообработкой, но теперь прецизионные обрабатывающие инструменты используются в полностью закаленном состоянии, чтобы избежать деформации при термообработке. С помощью этой техники с твердосплавными пластинами можно экономично обрабатывать даже полностью закаленные материалы.
Например, в аэрокосмической обработке используются твердосплавные пластины. Они использовали круглые твердосплавные пластины, когда хотели обрабатывать твердую сталь. Таким образом, профиль обеспечивает более надежный инструмент без уязвимых острых углов.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры ~ 800°С.
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой.ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
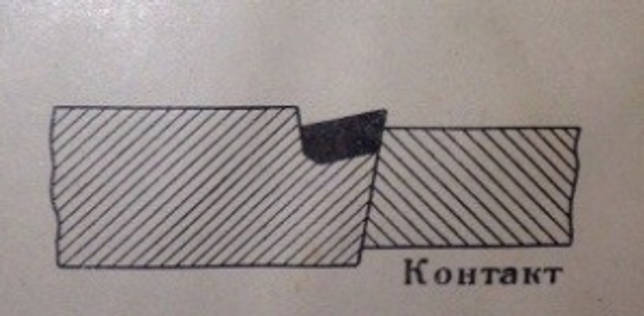
НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.





Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Пластинка не должна быть смещена в гнезде.
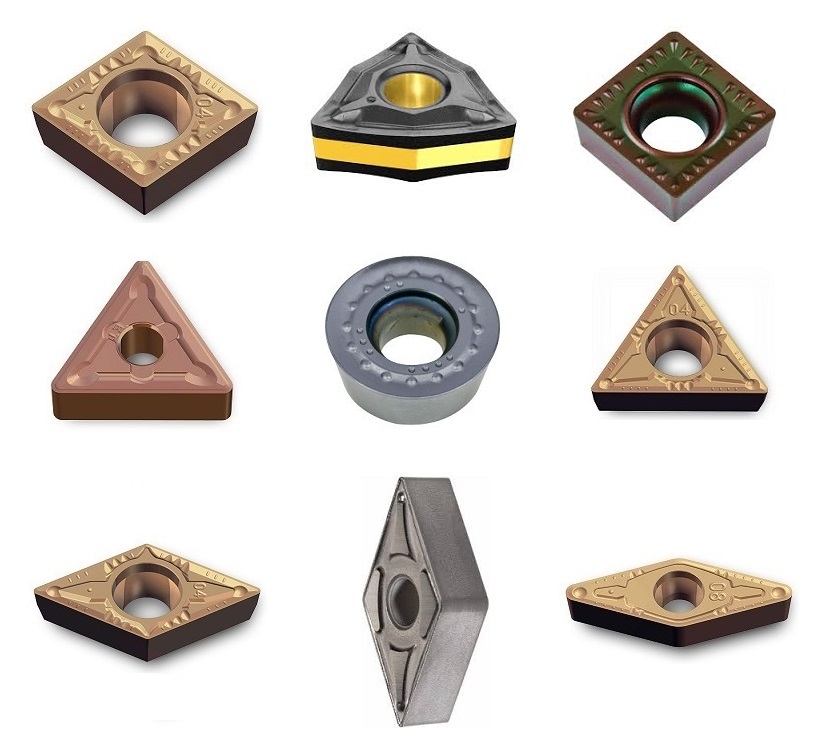
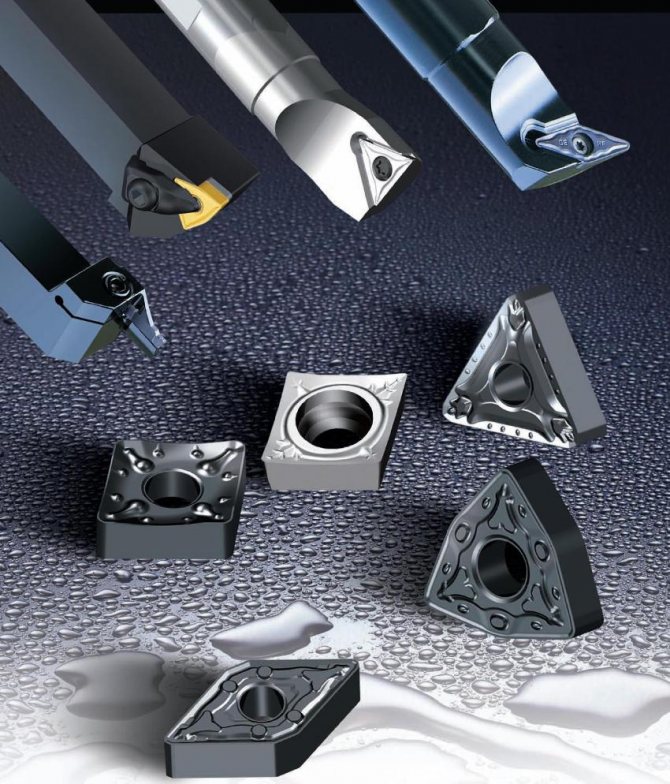
Что такое твердосплавные пластины?
Твердосплавные пластины — это инструменты, используемые для точной обработки металлов, включая сталь, нержавейку, чугун, жаропрочные сплавы и цветные металлы. Они сменные и бывают разных стилей, классов и размеров.
Есть несколько основных соображений о том, как выбрать правильные твердосплавные пластины. Одним из них является операция резания, будь то токарная обработка, фрезерование или сверление. Карбид в расчете на единицу дороже, чем другие типичные инструментальные материалы, и он более хрупкий, что делает его подверженным скалыванию и разрушению. Чтобы решить эти проблемы, сам твердосплавный режущий наконечник часто имеет форму небольшой пластины для более крупного инструмента с наконечником, хвостовик которого изготовлен из другого материала, обычно из углеродистой инструментальной стали. Это дает преимущество за счет использования твердого сплава на границе раздела резания без высокой стоимости и хрупкости изготовления всего инструмента из твердого сплава. В большинстве современных торцевых фрез используются твердосплавные пластины, а также множество токарных и концевых фрез.
Вставки используются на высоких скоростях, что обеспечивает более быструю обработку и, в конечном итоге, улучшает чистовую обработку
Выбор правильной твердосплавной пластины имеет жизненно важное значение, поскольку это может привести к повреждению режущих пластин, станка и режущего продукта
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
Основные понятия, касающиеся работы токарного резца, и его главные углы (нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
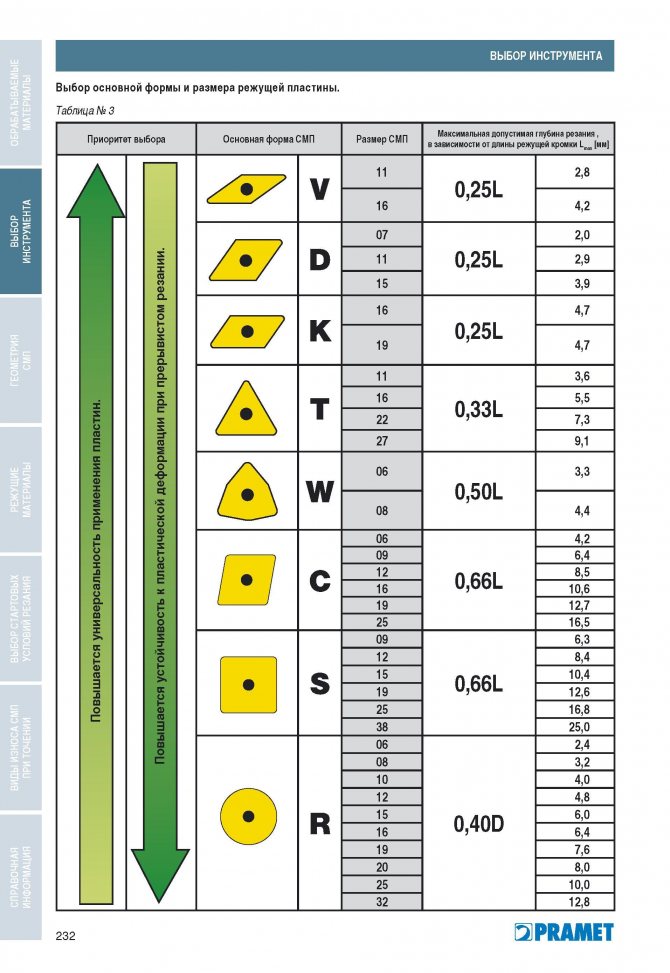
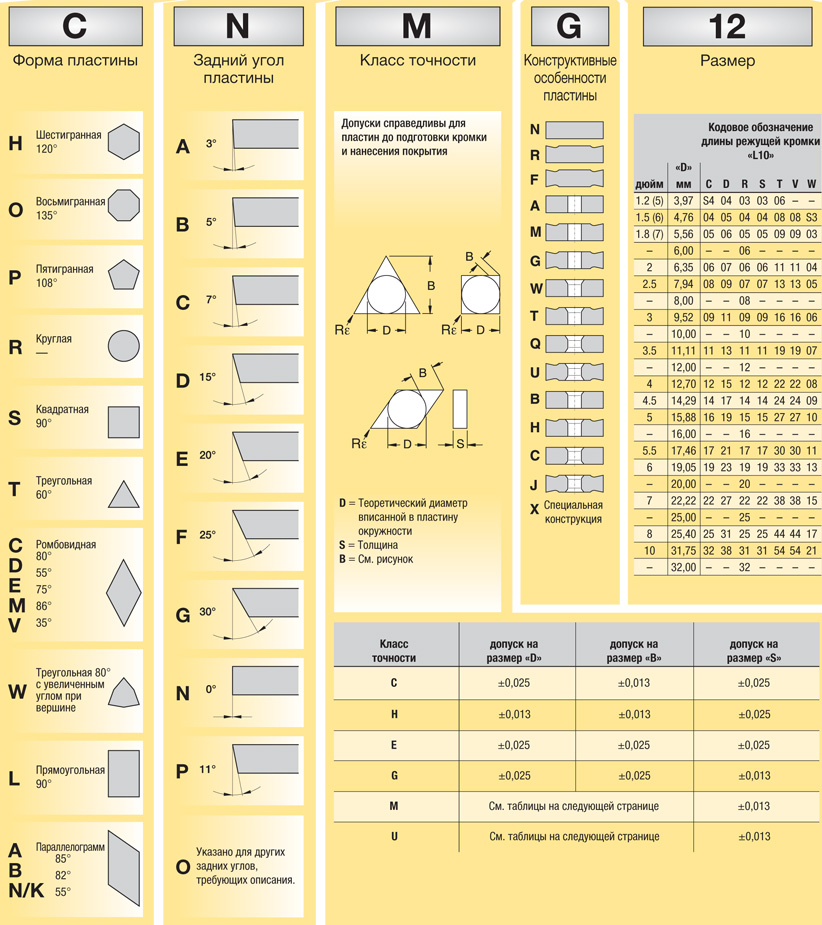
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.