
Как выбрать сварочный ток. Общая информация.
Возможно не все понимают, что до начала работы следует обратить внимание на несколько параметров. Выбрать сварочный ток совершенно не сложно
Существуют основные факторы:
Выбрать сварочный ток совершенно не сложно. Существуют основные факторы:
- Толщина свариваемых деталей
Да, этот пункт мы ставим на первое место, так как для новичков он должен быть основным. В соответствии с толщиной металла в первую очередь мы определяемся с диаметром электрода и только потом с силой тока.
Диаметр электрода
Ну вот и самый ожидаемый пункт. Все верно! От диаметра электрода зависит наш выбор в плане силы тока.
Пространственное положение сварки
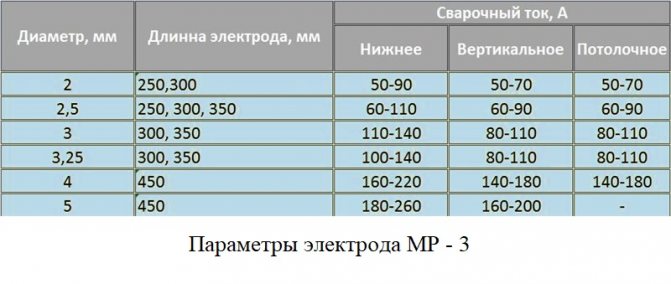
Все понимают, что выполнять сварочные работы невозможно только в нижнем положении. Существуют так же потолочные, вертикальные, горизонтальные. Если например, для нижнего положения все стандартно. То для потолочного и вертикального придется поработать с процентами. Вот например: если в нижнем положении, мы решили выставить 90 ампер, то для сварки того же металла, тем же электродом в вертикальном положении придется отнять около 15%, а для потолочного все 25%.
Необходимость многослойной сварки.
Новички, нет здесь не какой ошибки. Бывает такое, когда толстый металл необходимо проваривать в несколько проходов, это нормально. Вот именно по этому, к каждому слою могут предъявляться разные требования. Из этого следует различия в силе сварочного тока.
Марка электрода
Этот пункт для более опытных сварщиков. Которые готовы работать с ответственными конструкциями. В этом случае могут использоваться разные электроды. А разные электроды, значит разный их состав и свойства, соответственно разная сила тока.
Род тока
Какой род тока существует? Еще со школы известно — переменный и постоянный. Это две большие разницы, тем более в отношении сварочных работ. И этот пункт берется в учет при выборе режима.
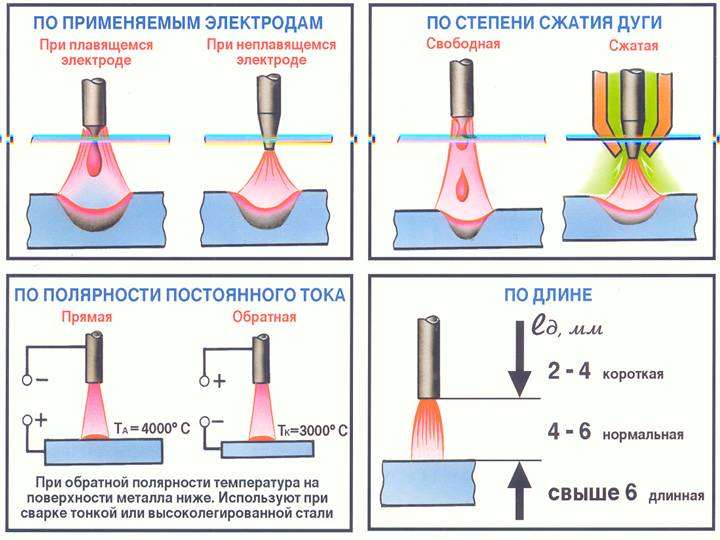
Полярность
Существует, ну на сколько мне известно=), два вида полярности — прямая и обратная. Дело в том, что электрическая дуга может возбуждаться от электрода к основному металлу или наоборот. Так что, седьмой пункт так же играет ключевую роль.
Вид сварочного соединения
Таких видов существует несколько. Вот основные из них: Тавровое, нахлесточное, стыковое. Даже это учитывается при выборе силы тока для сварки.
В двух словах о выборе тока для сварки
Ну что новички, по немногу вникаем в суть дела?*- ) Отлично! Но думаю стоит немного закрепить пройденное. Первым делом запомните, сила тока в сварке играет ключевую роль. А выбирается она в зависимости от некоторых условий. Основное условие — толщина металла, далее следует диаметр электрода, затем выбор сварочного тока(для новичков этого достаточно).
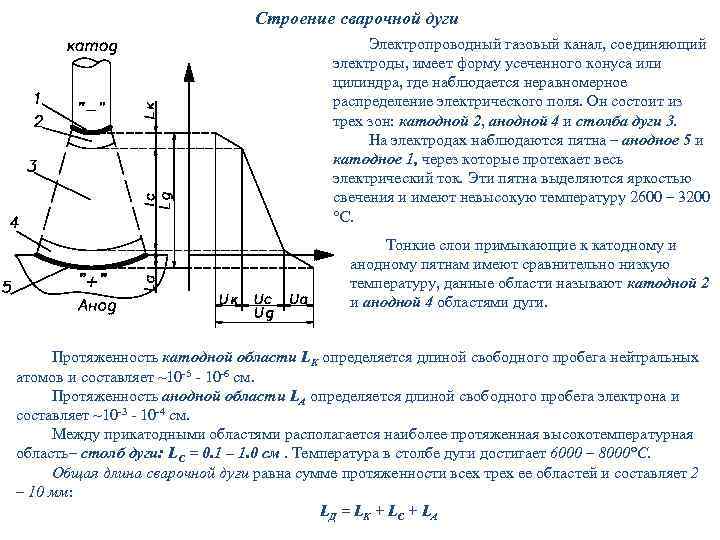
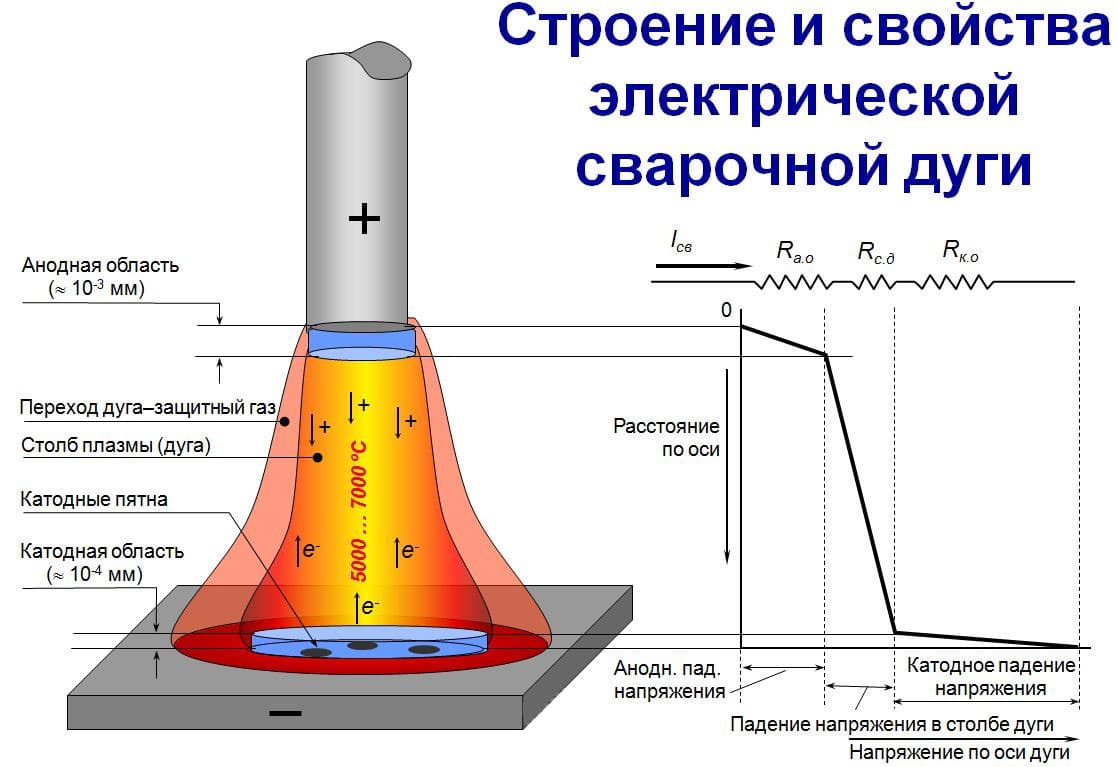
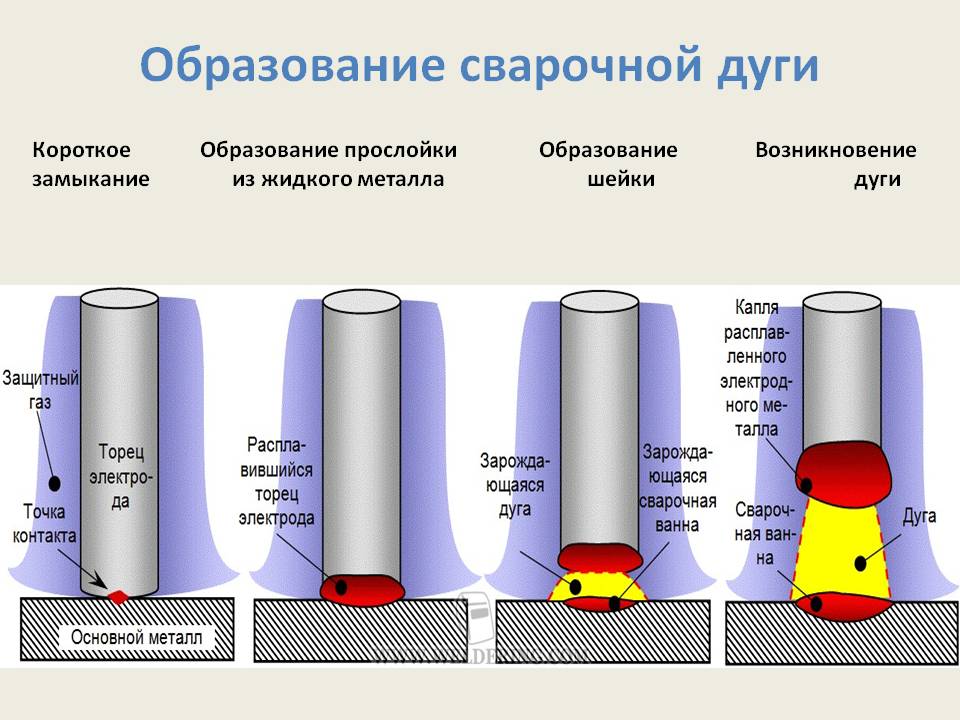
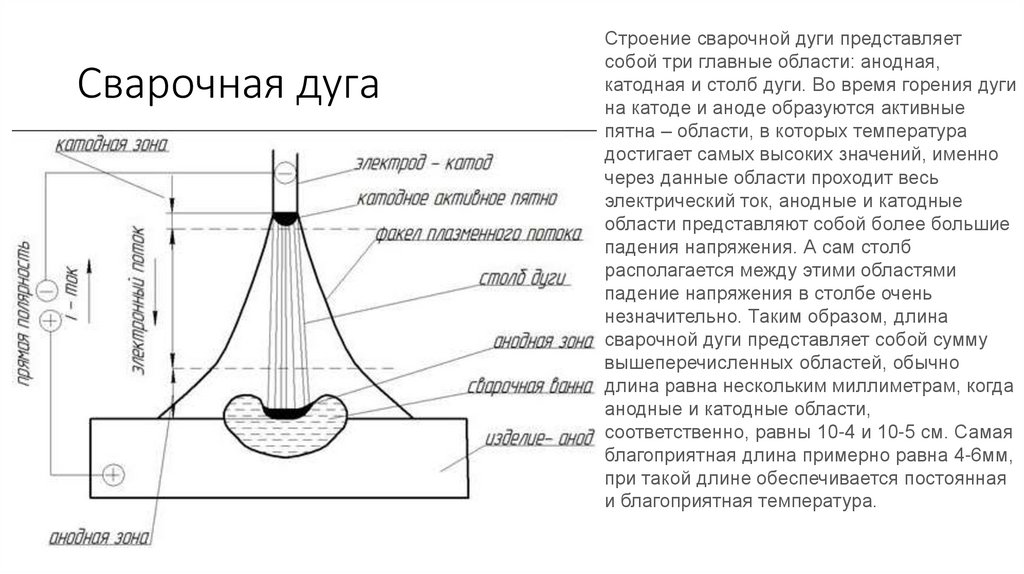
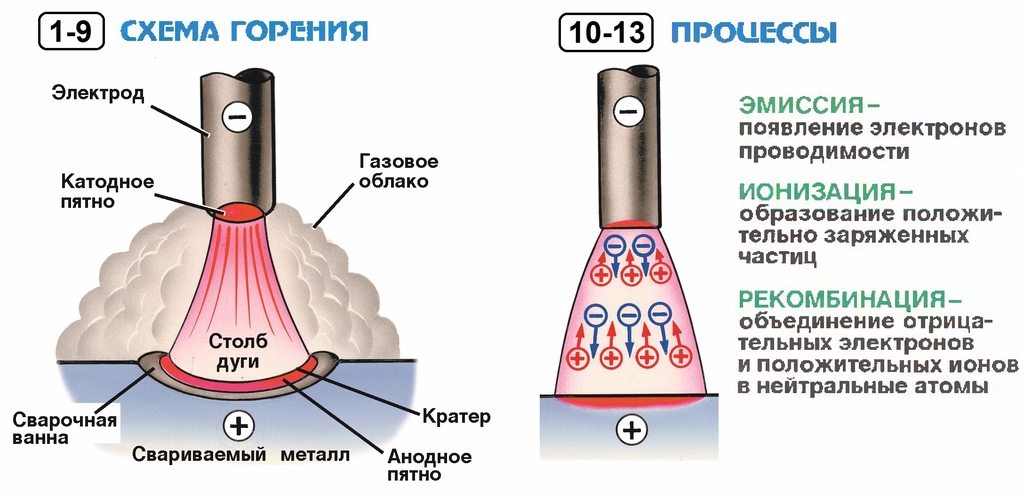
Как образуется электродуга
Сварочная электродуга является ничем другим, нежели электрическим разрядом. Появляется она, когда происходит замыкание цепи. В момент соприкосновения электрода с подвергаемым сварке элементом конструкции начинает продуцироваться в избыточном объеме тепловая энергия. В месте контакта металл плавится. Из-за явления притягивания расплава к наконечнику расходного элемента образуется тонкая шейка. Под воздействием мощного электрического поля она, практически, моментально распыляется. Это обусловливает ионизацию молекул газа. В результате данного процесса формируется защитное облако, обеспечивающее свободное передвижение электронов.
Направленность потока определяется типом тока. Поджечь электродугу можно на электротоке, имеющем и постоянную, и переменную величину, а также любой полярности – как прямой, так и обратной. Частота разжигания и потухания дуги – характеристика производная от совокупности выбранных работником параметров тока.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины. При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.




В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Вольт-амперная характеристика сварочной дуги
Зависимость напряжения дуги при постоянной ее длине от силы сварочного тока называется ее волып-ампер- ной характеристикой.
В вольт-амперной характеристике различают три области (рис. 5.13). Область / — это область малых токов (
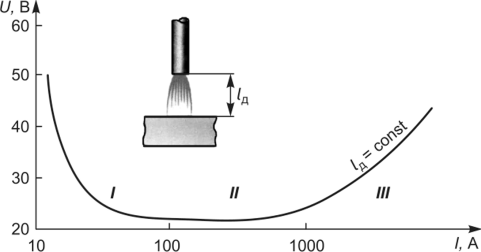
Рис. 5.13.Статическая вольт-амперная характеристика сварочной дуги Ей соответствует падающая характеристика,
поскольку с увеличением тока увеличивается объем разогретого газа (увеличивается площадь сечения столба дуги) и степень его ионизации, электрическая проводимость дуги при этом возрастает, а сопротивление столба дуги уменьшается. В результате падает нужное для поддержания дугового разряда напряжение. Сварочная дуга, имеющая падающую вольт-ам- перную характеристику, обладает малой устойчивостью.
В области II
при дальнейшем увеличении тока столб дуги несколько сжимается и объем газа, участвующего в переносе зарядов, уменьшается. Это приводит к уменьшению скорости образования заряженных частиц. Напряжение дуги становится мало зависящим от тока, а вольт- амперная характеристика —жесткая. Падающая и жесткая характеристики соответствуют ручной дуговой сварке покрытыми электродами и сварке неплавящимся электродом в защитных газах.
Область III —
это область больших токов, и степень ионизации здесь очень высока. С увеличением силы тока происходит интенсивное сжатие столба дуги, его напряжение увеличивается, а вольт-амперная характеристика становитсявозрастающей. Такая характеристика соответствует дуговой сварке под флюсом и сварке в защитных газах тонкой проволокой токами большой плотности.
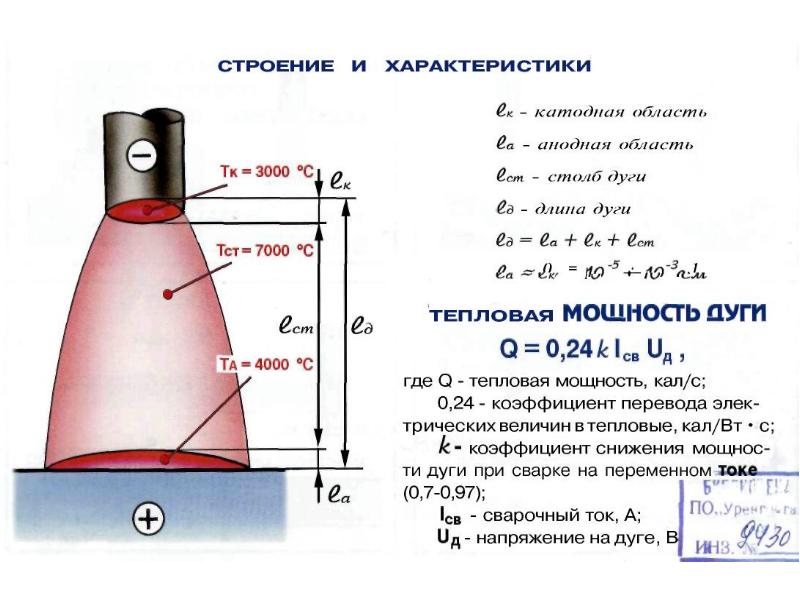
Зависимость напряжения в сварочной дуге от ее длины описывается уравнением
где а —
сумма напряжений на аноде и катоде, В;Ъ — падение напряжения в столбе дуги на 1 мм ее длины, В/мм;1А — длина дуги, мм.
С увеличением длины дуги ее напряжение увеличивается, и кривая вольт-амперной характеристики дуги поднимается выше, сохраняя свою форму.
Сварочный ток
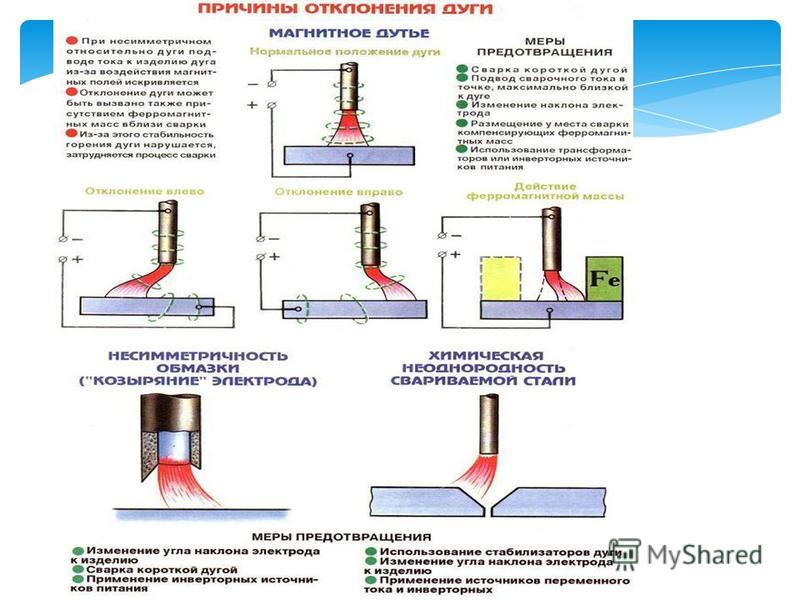
Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается. С данным минусом можно бороться путем
- ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей
- заземления свариваемых поверхностей
- определить возможные варианты для использования переменного тока
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную — электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии — оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.

Величина силы тока определяется характеристиками конкретного сварочного аппарата. В современных моделях эти показатели указываются в инструкции. Если по каким-то причинам инструкция у вас отсутствует, тогда силу тока можно выбрать в зависимости от диаметра используемого электрода. Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Источник
Режимы ручной дуговой сварки
К основным характеристикам относятся:
- диаметр электрода;
- скорость работы;
- уровень напряжения;
- направление тока и его полярность;
- сила тока.
К второстепенным характеристикам относят следующее:
- состав и толщина покрытия электрода;
- уровень подогрева заготовок;
- положение изделия в пространстве;
- наклон электрода.
Подбор диаметра электрода
При выборе толщины электрода учитывают множество факторов.
Существует определённое соотношение толщины металла к диаметру электрода при выполнении работы в нижнем положении.
| Толщина свариваемых заготовок, мм | Диаметр электрода, мм |
| 1,4 | 1,5 |
| 2 | 2 |
| 3 | 2-3 |
| 4-5 | 3-4 |
| 6-8 | 3-4 |
| 9-12 | 4-5 |
| 13-15 | 4-5 |
| 16-20 | 5-6 |
Также выбор можно проводить, опираясь на марку свариваемого сплава. Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.
 Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Ещё одним важным фактором является наличие разделки кромок. Если такая предварительная работа проводилась, тогда наложение первого слоя осуществляется 3-миллиметровыми электродами, невзирая на марку используемого металла. При таком подходе использование электродов большой толщины может привести к возникновению ряда трудностей: непровар заготовок, зашлаковывание сварочного шва. Дальнейшая работа проводится электродом большей толщины (4-5 мм).
 Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Необходимо учитывать тип свариваемого соединения. Если проводить стыковое соединение, тогда нужно руководствоваться описанными выше правилами подбора. Если необходимо сварить угловые, тавровые или нахлёсточные соединения, тогда возможны два варианта:

- первый – сварку проводят в определённое количество слоёв, тогда для первого слоя берутся электроды толщиной 2-3 мм для более глубокой проварки и высокой крепости шва;
- второй – работа проводится в один заход, толщина электрода будет зависеть от толщины заготовок и может варьироваться от 2 до 6 мм.
Сила сварочного тока
При расчёте силы сварочного тока необходимо брать в расчёт диаметр используемого электрода.
Для расчёта применяется формула:
I=K*D, где:
- I – сила тока;
- D – диаметр электрода;
- K – специальный коэффициент.
Возможные изменения специального коэффициента представлены в таблице.
| Диаметр электрода, мм | Значение коэффициента, А |
| 1-2 | 25-30 |
| 3-4 | 30-45 |
| 5-6 | 45-60 |
Нужно помнить, что если установить слабый ток, тогда сварочная дуга не будет устойчивой, а сам шов проварится не полностью, что может привести к появлению трещин. В то же время повышенная мощность приведёт к ускоренной расплавке электрода и появлению брызг, что негативно отразится на качестве шва.
Напряжение на дуге
Напряжение дуги изменчиво и находится в зависимости от её длины. Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Кроме того, напряжение дуги может варьироваться от 18 до 45 В в зависимости от используемого электрода и заданной силы тока.
Чтобы избежать вышеперечисленных неудобств, необходимо скорее опускать вниз электродержатель с электродом.
Скорость сварки
Необходимо поддерживать оптимальную скорость сварки, чтобы избежать переполнения сварочной ванны, и не возникали натёки на основной металл.
Толщина образуемого шва должна быть шире электрода в 2 раза.
Идеальным считается шов шириной 9-14 мм с глубиной, не превышающей 6 мм. Для достижения такого результата необходимо проводить работу со скоростью 35-40 м/ч.
Род и полярность тока
Чаще всего при проведении сварочных работ используют постоянный ток. При таком токе прямой полярности возможно соединить крупные и толстые детали. Это возможно из-за того, что на свариваемый металл приходится большее количество тепла. Обратную полярность применяют для соединения тонкого металла, чтобы избежать прожога.
Сварка переменным током практически не применяется из-за её слабой мощности. При проведении работ таким способом производительность снижается на 15-20% по сравнению с постоянным током обратной полярности.
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
- основные;
- дополнительные.
К первым относятся:
- диаметр электрода;
- сила тока;
- напряжение дуги.

Соединение деталей методом сплавления осуществляют в различных условиях. Дополнительные параметры:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
- Проваривают корень шва, используя стержень диаметром 3-4 мм.
- Набирают наплавку необходимой величины более толстыми изделиями.

Мощные соединения делают в несколько подходов. С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва. Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
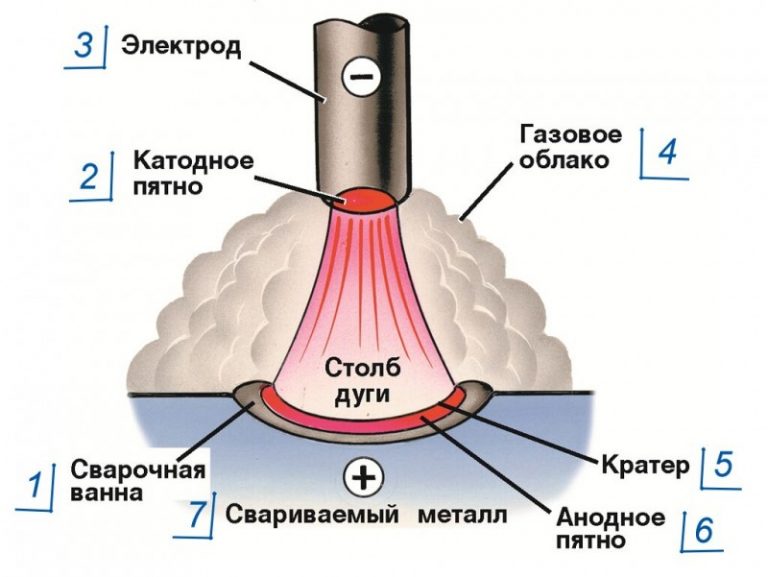
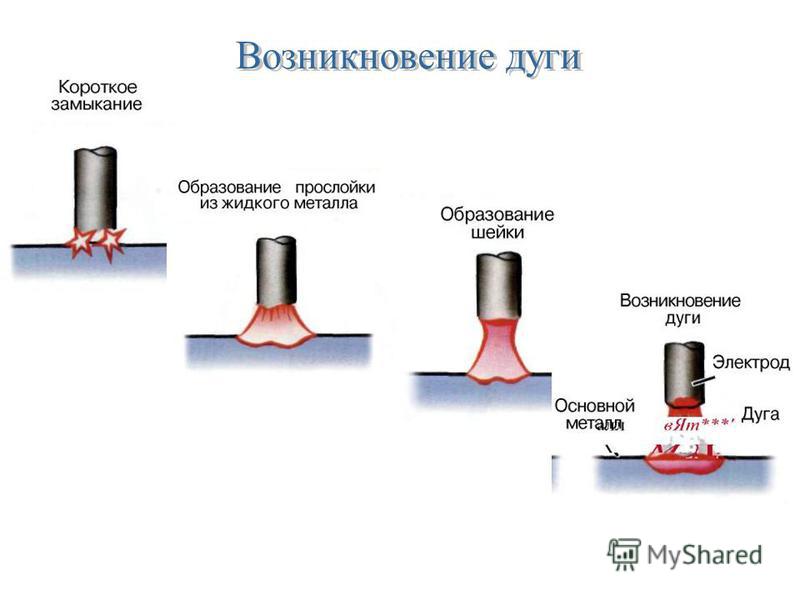
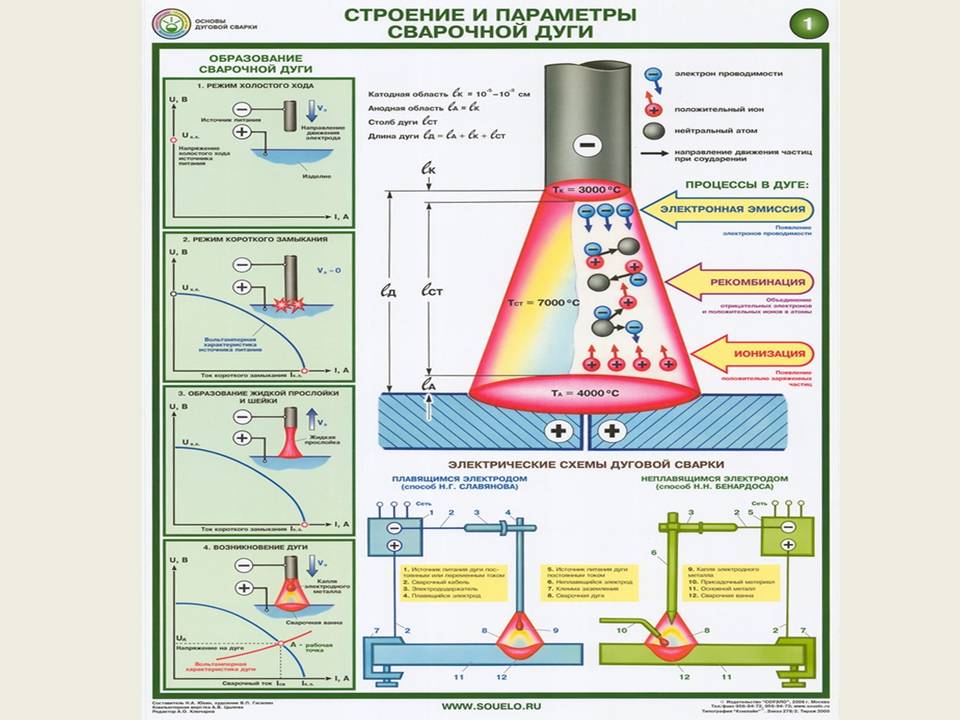
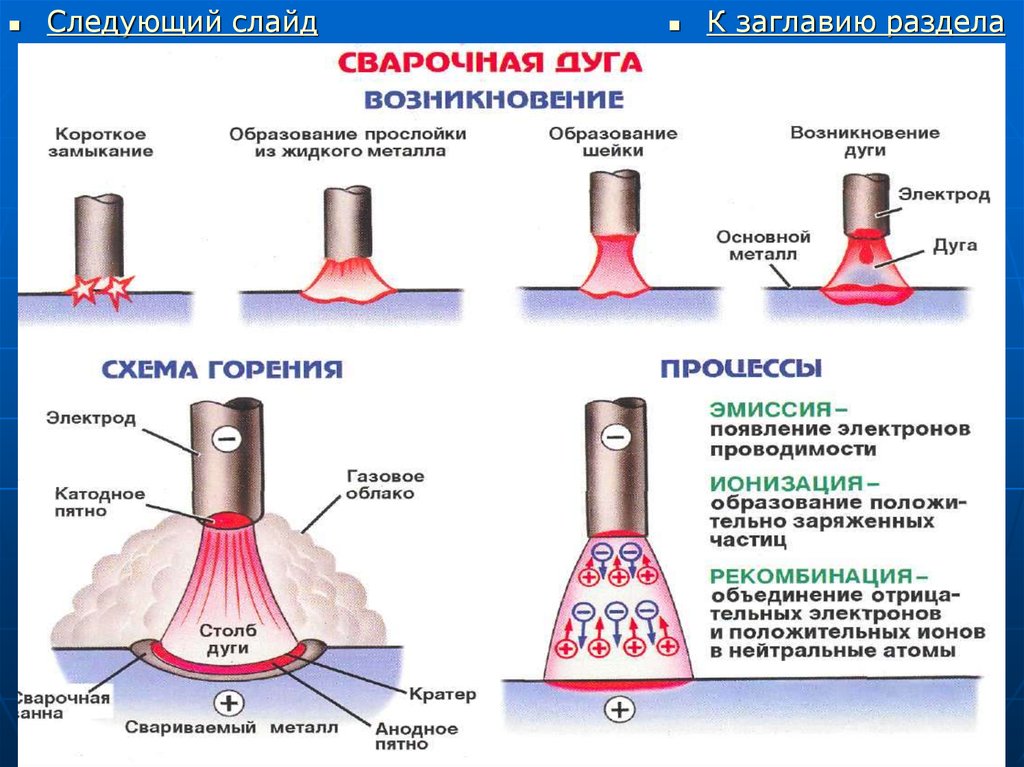
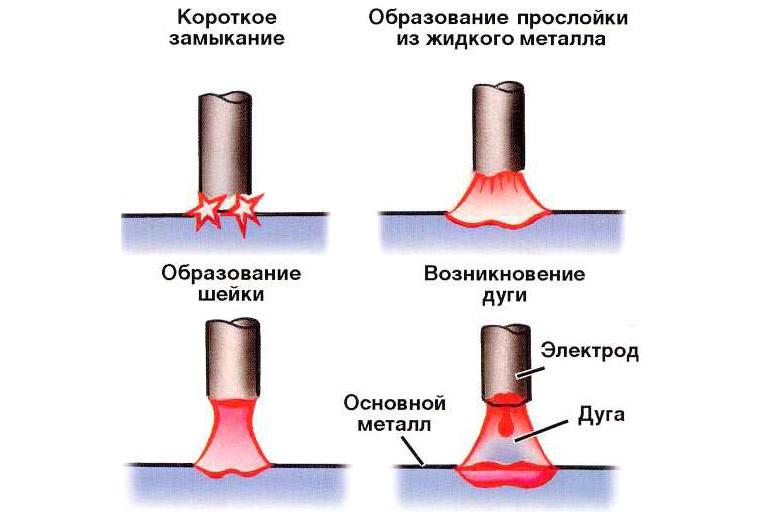
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
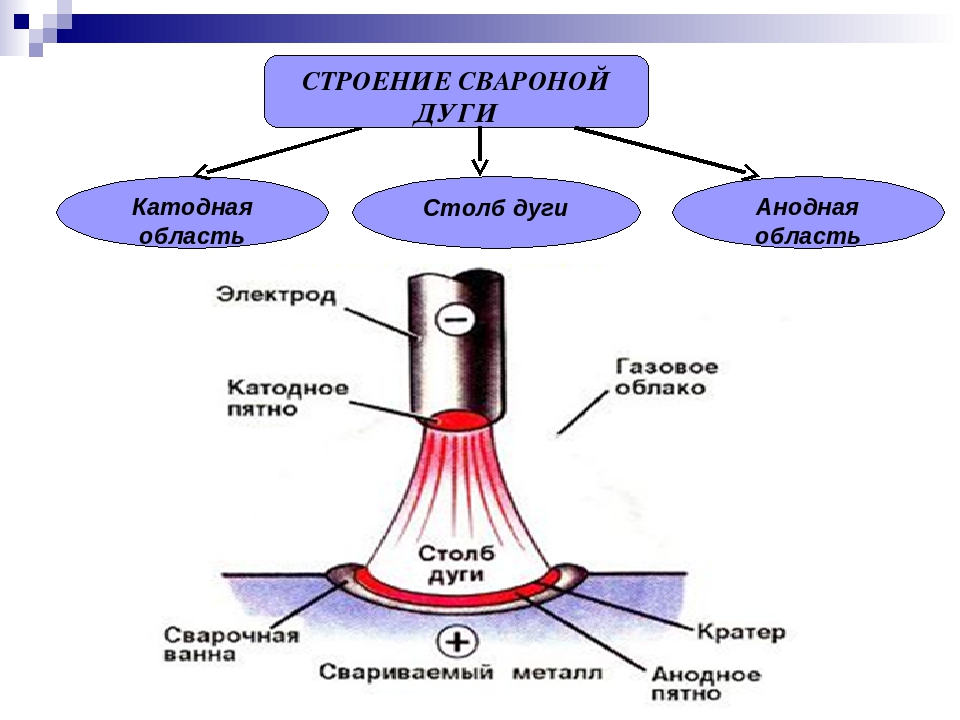
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного – к катоду. Начинается процесс протекания тока в плазме.
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
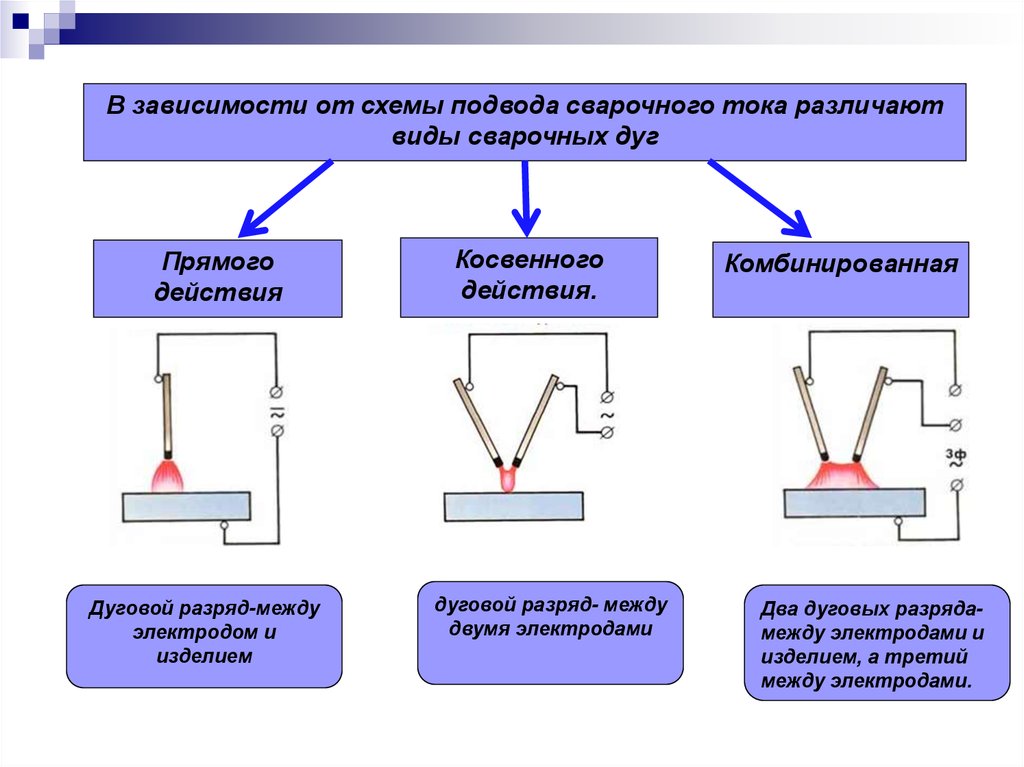
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора – электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.

Инвертор является источником питания дуги. Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.




![Глава iii. сварочная дуга [1979 рыбаков в.м. - сварка и резка металлов]](https://takorest.ru/wp-content/uploads/a/d/7/ad70806320c7fe864caf63461ebf150e.jpeg)

Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
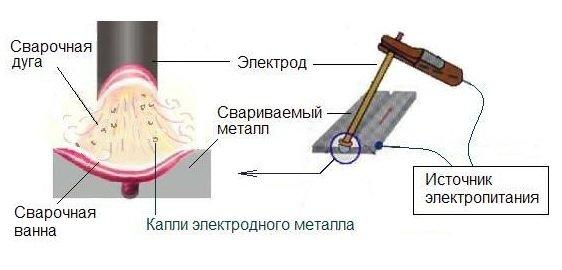
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Рекомендуем к прочтению Как сваривать трубы отопления электросваркой
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.

Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Это интересно: Сварочные швы — типы стыков, способы и техника нанесения