
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

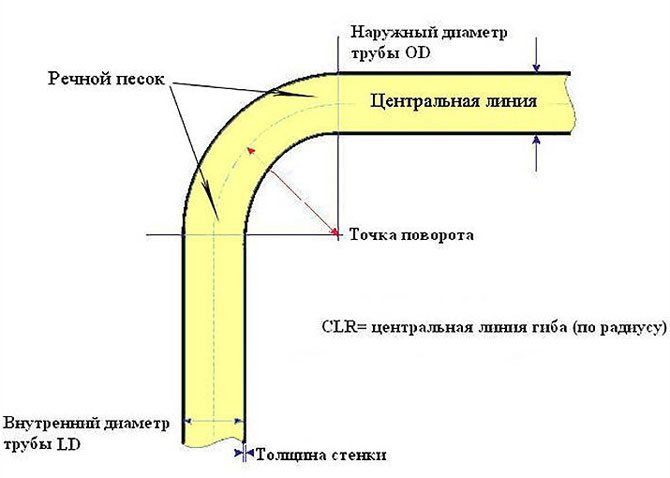
Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Трубогибы для уголка
Уголки изготавливаемые по ГОСТ 8509-93, ГОСТ 13737-90, ГОСТ 8510-86 и т. д. могут изгибаться как полкой наружу, так и полкой во внутрь. Исходя из этого изготавливается и оснастка для их гибки. Уголок гнется на станках работающих способами наматывания, когда необходимы малые радиусы гиба, а также способом вальцовки, для изготовления дуг и колец.

Ручной профилегиб 3RM-30 START Макс. диаметр трубы 30×1,5 мм Назначение: дуги, кольца, спирали

Ручной трубогиб CM-30/2 PARTNER 2-коорд Макс. диаметр трубы 32×2 мм Назначение: Г, П, U образные детали

Ручной трубогиб CM-30/3 PARTNER 3-коорд Макс. диаметр трубы 32×2 мм Назначение: сложные, пространственные изделия

Электрический профилегиб 3RE-30 JUNIOR Макс. диаметр трубы 30×1,5 мм Назначение: дуги, кольца, спирали

Профилегибочный станок БМК-55 Макс. диаметр трубы 70х2 мм Назначение: дуги, кольца, спирали

Профилегибочный станок БМК-55У Макс. диаметр трубы 90х2 мм Назначение: дуги, кольца, спирали

Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х Макс. диаметр трубы 30×1,5 мм Назначение: Г, П, U образные детали
На станках работающих способом наматывания гибка осуществляться на необходимый угол в бездорновом режиме. Трубогиб должен иметь гибочный ролик, зажим, вставку скользящего башмака и вставку блокиратора пружинения .
Особенностью гибки уголка на вальцевых трубогибах ( профилегибах ) является обязательное наличие 2-х механизмов подъема шага винта спирали . При гибке уголок всегда стремиться образовать, так называемую «саблю», а механизмы подъема шага винта спирали создают преднатяг исключающий данный эффект.
БАЛТИЙСКАЯ МАШИНОСТРОИТЕЛЬНАЯ КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47 (территория ОАО «Кировский завод») Телефон/факс, 331-39-70 Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1 Телефон/факс
источник
Виды металлических уголков
Конструкции делятся на несколько видов в зависимости от способа изготовления и сфер применения. Существуют изделия с неравными сторонами. Полкой у них называют сам угол. Крупными промышленными предприятиями выпускаются равнополочные конструкции, а те, у которых стороны не равны, делают только по индивидуальным заказам. Все геометрические параметры уголков и их размеры регламентируются технической документацией. Согласно ей существует несколько классификаций изделий:
- Равнополочный уголок, изготовленный металлопрокатным методом – ГОСТ 8509-93.
- Равнополочные уголки, выполненные способом гибки – ГОСТ 19771-93.
Гнутый металлический уголок
Изделия создаются методом холодной гибки. С этой целью используется специальное оборудование, которое способно оказывать значительное давление и физическое воздействие на металл. Уголок декоративный металлический создается исключительно из листового проката, который имеет небольшую ширину в поперечном сечении.
Рассматриваемая технология существенно ускоряет производственный процесс. Брака при ней получается больше, чем при применении горячекатаного способа. При выполнении гнутых конструкций точнее получается соблюдать размер полотна, поэтому сортамент таких изделий больше. Гнутые металлические уголки отличаются меньшим весом, что дает им несомненное преимущество в строительстве.

Равнополочный металлический уголок
Изделия могут изготавливаться не только гнутым способом. Еще один вариант их производства – горячекатаный. Он делает металл жестче и изменяет его структуру, даже без закаливания. Металлический уголок для откосов подходит и для украшения дизайна в интерьере, и для создания инженерных систем. Единственный минус равнополочный конструкций в том, что не во всех магазинах их можно купить товар стандартного размера в длину – 12 м. При производстве уголков горячекатаным методом используют следующие марки стали:
- 15ХСНД;
- 09Г2С;
- 17Г1С.

Неравнополочный металлический уголок
Он используется для строительства сооружений, к которым предъявляются повышенные критерии жесткости. В интерьере металлический уголок используется для полок, декорирования мебели. В судостроении и автомобилестроении не обойтись без этого элемента. Широкие сферы применения изделия связаны с тем, что его делают только горячекатаным способом, который обеспечивает прочность всей системы. В процессе производства используют многочисленные марки стали:






- для равнополочных уголков;
- 08Г2С;
- 12ГС;
- Ст0-Ст6;
- ст4пс;
- 14ХГС.
Стандарты изделия с неравными углами описывает ГОСТ 8510-86. В нем описаны следующие параметры:
- соотношение большей и меньшей стороны;
- радиус закругления концов;
- толщина полок;
- обычный и центробежный момент инерции.

Описание услуги вальцевания металла.
Сварочное производствоПри помощи вальцевания можно создать трубу или цилиндрическую конструкцию из листа, арку из профильной трубы и кольцо из уголка. Данная услуга позволяет свести к минимуму количество сварных швов при производстве бочек, котлов, бункеров, желобов, резервуаров, зернохранилищ и других конструкций. Посредством вальцовки профильных труб можно создавать оптимальные по прочности и эстетичные арочные конструкции. Технология подразумевает деформацию металла, как в холодном, так и в горячем состоянии. При помощи вальцовочного оборудования осуществляется объемная штамповка заготовки при помощи вращающихся в разные стороны вальцов. Во время вращения они захватывают заготовку, она проходит между вальцами и в результате деформации приобретает форму заданной конфигурации. Механизм оборудования состоит из верхних и нижних валец, которые обладают рядом особых настраиваемых характеристик: радиус, толщина материала и др. Верхний ряд закреплен подшипниками, а нижний является динамичным и регулируется электромотором. Радиус изгиба контролируется методом изменения положения верхнего вальца. Для работы используется материал 1-10 мм, диаметр обечайки от 110 мм.
Услуги по гибке уголков включают в себя такие стадии:
- сгибание уголка полкой наружу или вовнутрь;
- гибку уголка в кольцо или по заданному радиусу.
Деформации может подвергаться различный металлопрокат: круглые и профильные трубы, швеллера, уголки, квадратные и прямоугольные трубы, короба и др. Обработка уголка методом вальцовки может применяться с целью изменения формы профиля поперечного сечения и изменения начальных параметров готового изделия: наружного и внутреннего диаметра, толщины стенки, формы конечной части. Процедура происходит в несколько этапов:
- рассчитывается длина и радиус заготовки;
- настраивается оборудование;
- изделию придается нужная форма.
Радиусная гибка имеет ряд преимуществ в сравнении со сварочными конструкциями:
- повышается прочность конструкции в связи с исключением дефектов, характерных для сварных швов, например, непроваров;
- увеличивается срок службы изделий за счет сохранения целостности металла и низкой вероятности образования коррозии;
- снижается стоимость металлообработки благодаря снижению временных затрат на выполнение технологических операций и отсутствию потребности в зачистке сварочного шва.
Важнейшее достоинство технологии вальцевания уголков – это получение сверхпрочной продукции без единого соединительного шва. Применение в строительных конструкциях вальцованных элементов позволяет экономить материалы, а конфигурация изгиба и геометрическая форма сечения позволяют создавать прочные и красивые сооружения. Кроме того, гнутые профили ощутимо снижают нагрузку на фундамент. Вальцевание холодным методом значительно сокращает энергозатраты и позволяет сохранить свойства металла: исключается появление горячих и холодных трещин, пор, непроваров. Также сокращаются временные затраты, а процесс строительства проходит намного быстрее.
1 Разновидности
Разделяя все стальные гнутые профили относительно метода их изготовления, можно выделить несколько основных видов:
- катаные под высоким температурным режимом;
- катаные под низким температурным режимом
- специального и общего назначения;
- гнутые равнополочные;
- гнутые неравнополочные.
Горячекатаный стальной швеллер производится в двух вариациях: с параллельными гранями и с наклоном граней полок изнутри. Также горячекатаный профиль можно разделить на две категории в зависимости от качества и точности прокатки:
- А – высокой точности;
- В – обычной точности.
Кроме того, горячекатаные стальные профили можно разделить по номерам, каждый номер обозначает точное расстояние между наружными гранями полок.
Швеллер специальный – этот профиль предназначен, преимущественно, для использования в автомобильной промышленности и вагоностроении. В зависимости от точности и качества прокатки, как и горячекатаный, подразделяется на два вида прочности:
- А – высокой прочности;
- В – обычной прочности.
Гнутый равнополочный швеллер производится на специальных трубных станах. Материал изготовления – стандартная рулонная сталь обычного качества изготовления и углеродистая высококачественная конструкционная сталь. Средняя высота конструкции профиля колеблется между 50 и 400 мм, ширина между 32 и 115 мм.
Равнополочный швеллер обладает, соответственно, одинаковой шириной полок. На этой схеме указаны все основные характеристики относительно размеров профиля согласно общепринятой системе обозначений:
- h – значение высоты изделия;
- b – значение ширины полки;
- S – значение глубины стенки;
- R – значение радиуса закругления.
Стальной гнутый неравнополочный швеллер – это профиль, который имеет, соответственно, разные по ширине полки. Такой профиль изготавливается на специальных профилегибочных станах. Производится из очень прочной холоднокатаной рулонной и горячекатаной стали обычного качества, углеродистой высококачественной конструкционной и низколегированной стали. Такие швеллеры также можно разделить по номерам, которые обозначают точное расстояние между полками профиля, это расстояние исчисляется в миллиметрах. Разновидности профиля относительно размеров точно такие, как и у равнополочных гнутых стальных швеллеров.
Расшифруем также общепринятые обозначения всех основных характеристик неравнополочного профиля:
- h – высота;
- S – толщина стенки;
- a и b – это ширина обеих сторон полок;
- R1 и R – это радиус закругления полок.
Все гнутые швеллеры по точности прокатывания делятся на три основные общепринятые категории:
- высокой точности;
- повышенной точности;
- обычной точности.
Стальной гнутый профиль также можно разделить на четыре категории относительно формы его конструкции:
- У – обозначает, что грани полок изнутри находятся под наклоном;
- П – обозначает, что обе полки параллельные между собой;
- Л – обозначает легкие изделия с параллельными гранями полок;
- С – профиль специального назначения.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов. Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Заказ изготовления гнутых металлических изделий у специалистов – это существенная экономия ваших времени и сил. А кроме того – получение ожидаемо хорошего результата.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:









Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
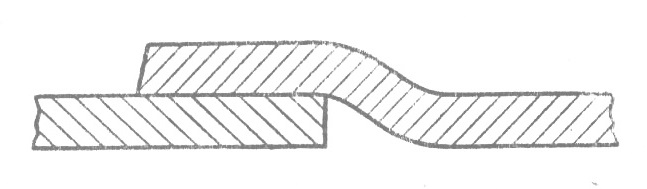
Рис.1. Высадка кромок листов.
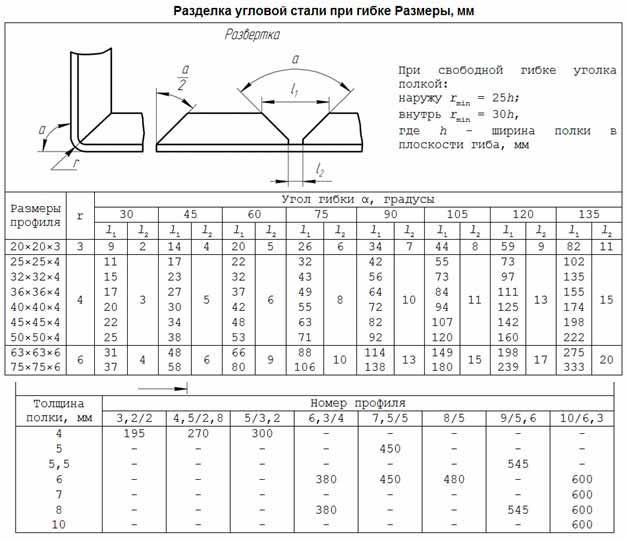
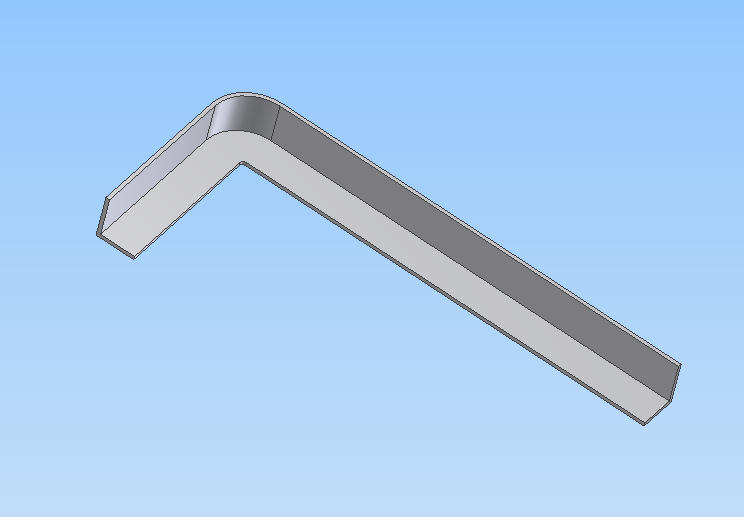
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
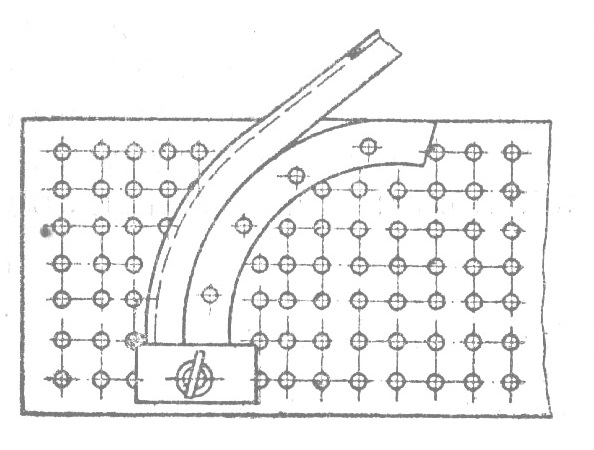
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
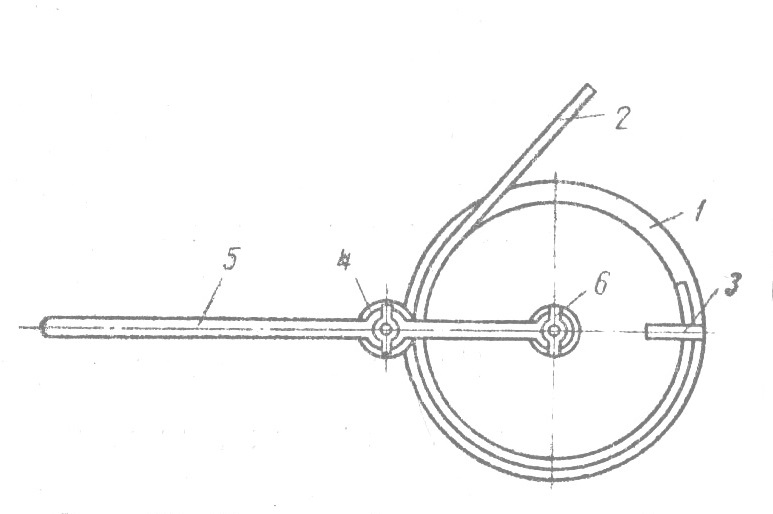
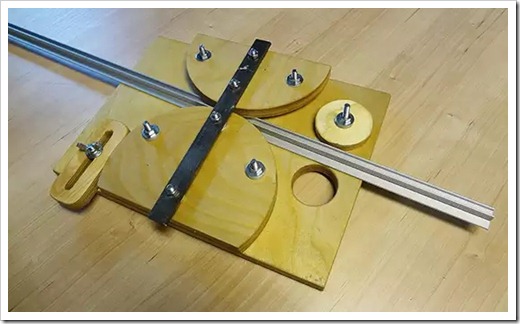
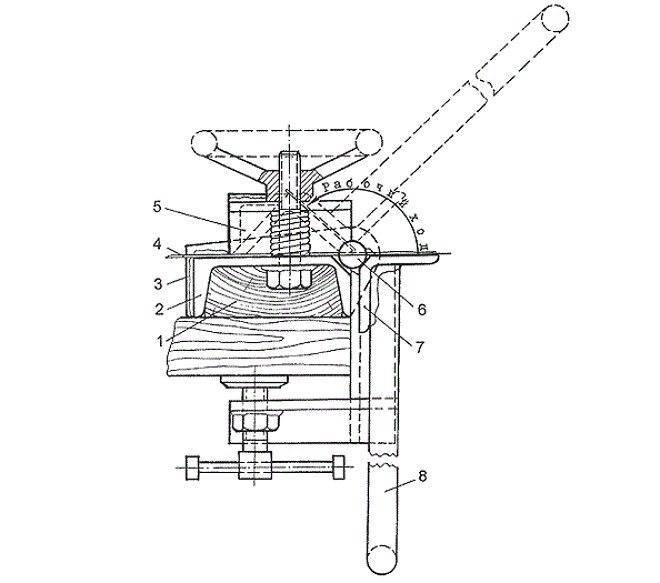
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
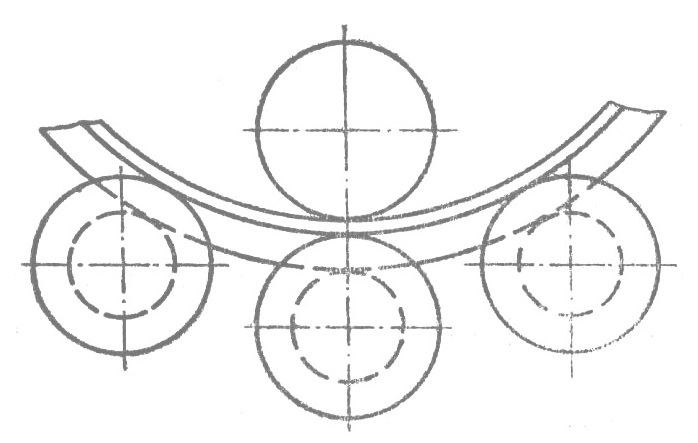
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
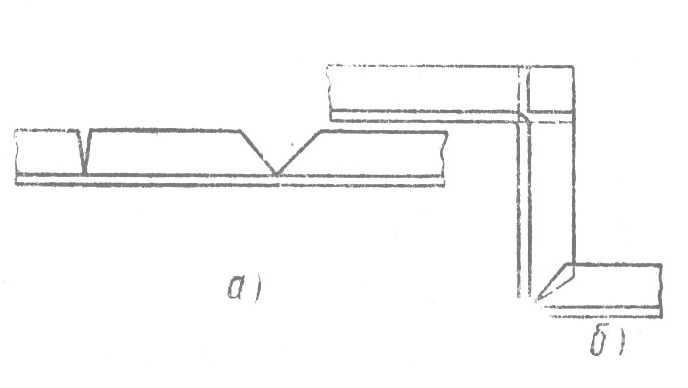
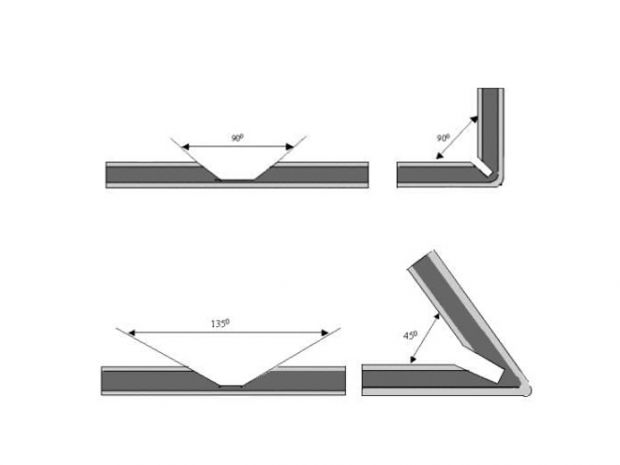
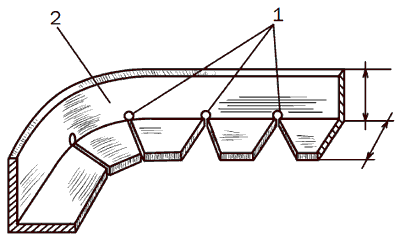
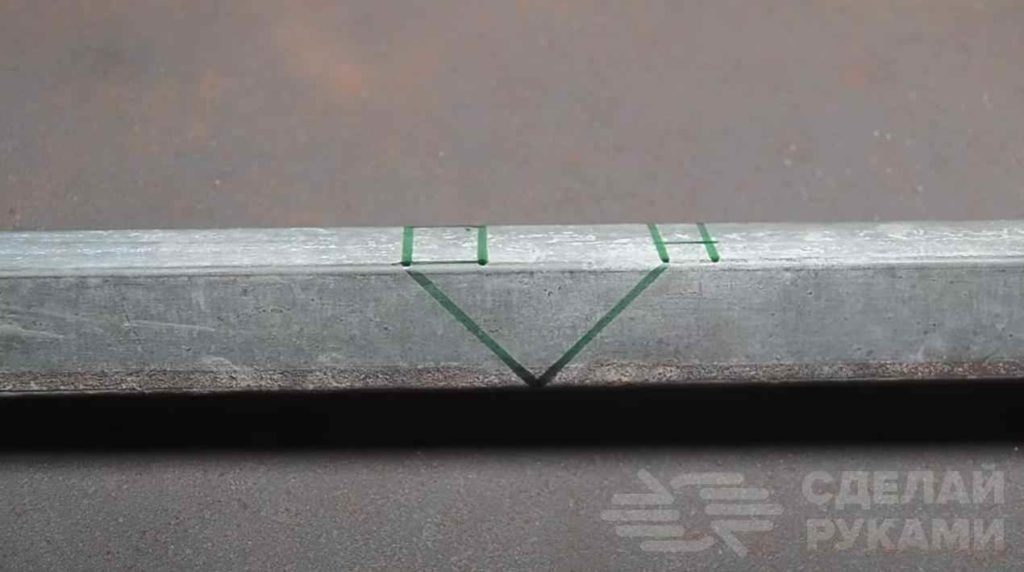
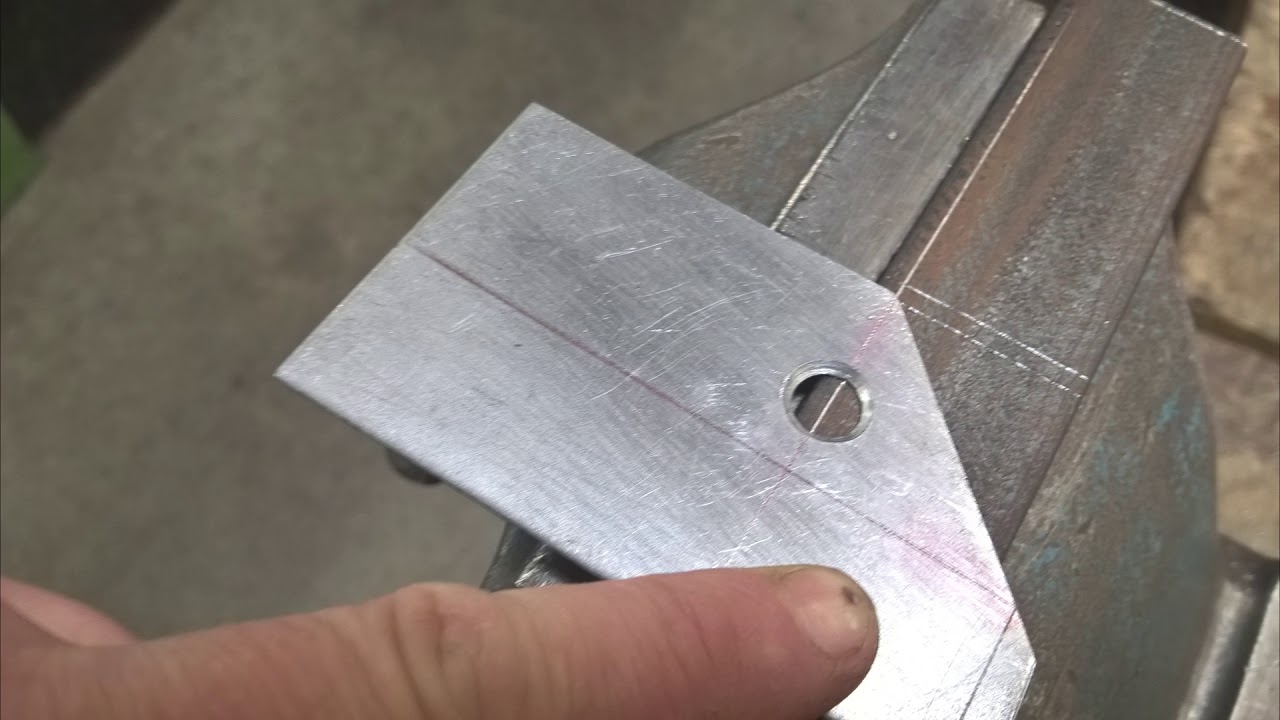
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
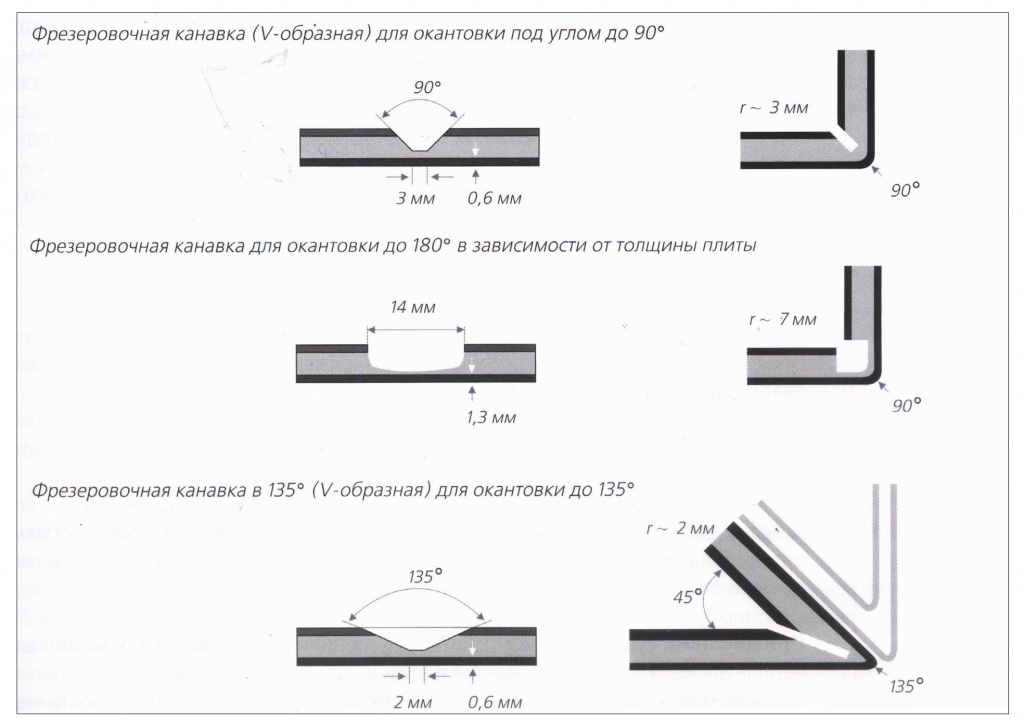
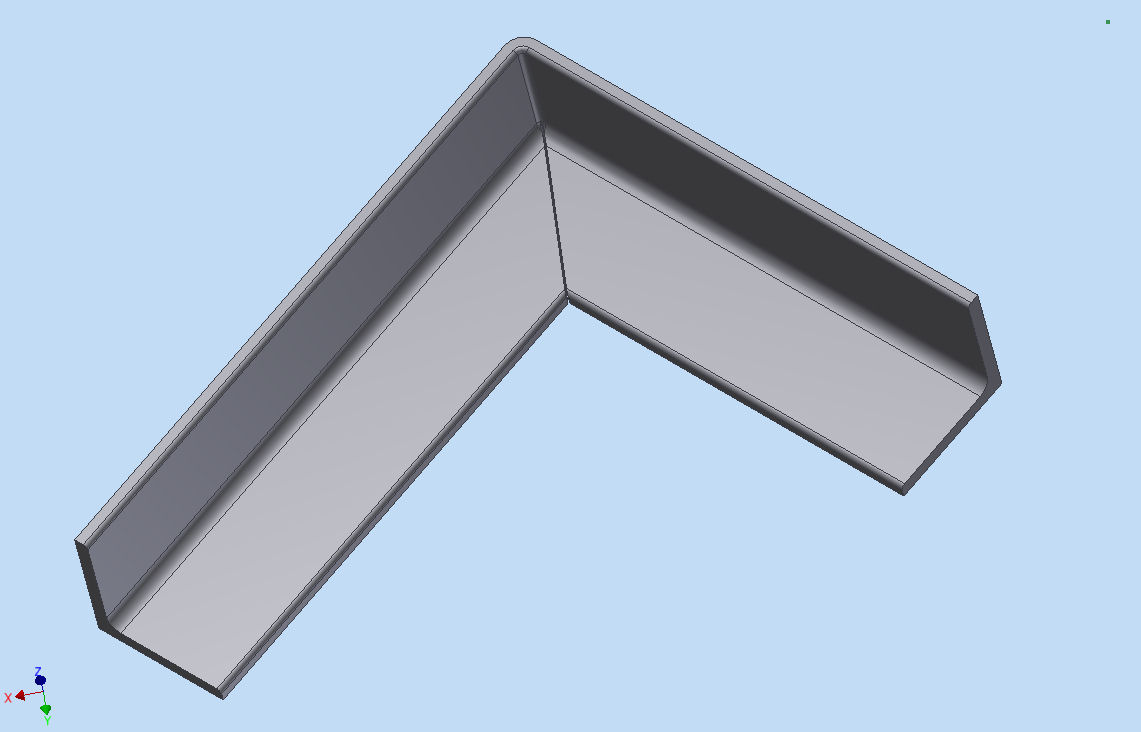
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
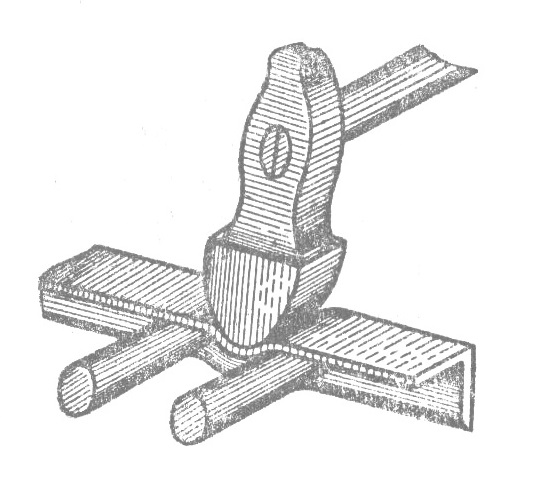
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
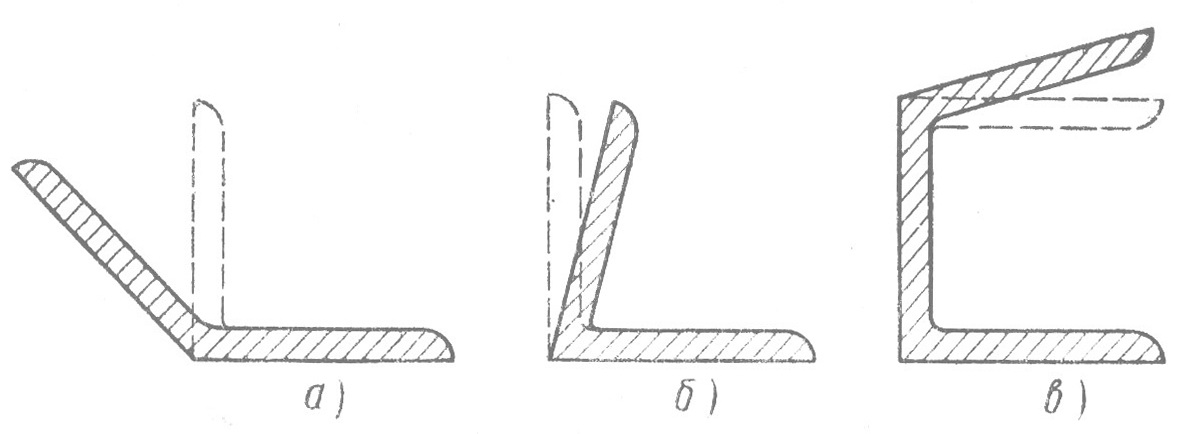
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Преимущества и недостатки
Применяется планка для отделки свободных дверных проемов или проемов с очень большой глубиной, где заделывать откосы деревом или МДФ-панелями нет возможности. Конечно, прежде всего, клеить их приходится на арочные порталы, однако и для прямоугольных или для арок с углами, они тоже вполне подходят.






Достоинства обрамлений таковы:
- ПВХ-изделия не боятся воды и больших перепадов температур, так что отделать можно проем и на кухню, и в ванную;
- декоративные арочные уголки подчеркивают интересное решение входа и выделяют портал на фоне стены;
- монтаж изделия крайне прост: уголок просто приклеивают к стене. Причем она даже может быть не идеально ровной;
- цветовая гамма продукции весьма обширна;
- детали легко мыть и чистить, в особой уборке или мерам по сохранению они не нуждаются;
- если правильно закрепить отделку, она прослужит долгие годы;
- приклеить обрамление можно на любую поверхность: камень, штукатурка, бетон, дерево.
К недостаткам такого варианта можно отнести лишь присущую пластиковым изделиям горючесть: материал горит слабо, но быстро деформируется при повышении температуры более 120 С.
Самая популярная конструкция листогиба и ее улучшение
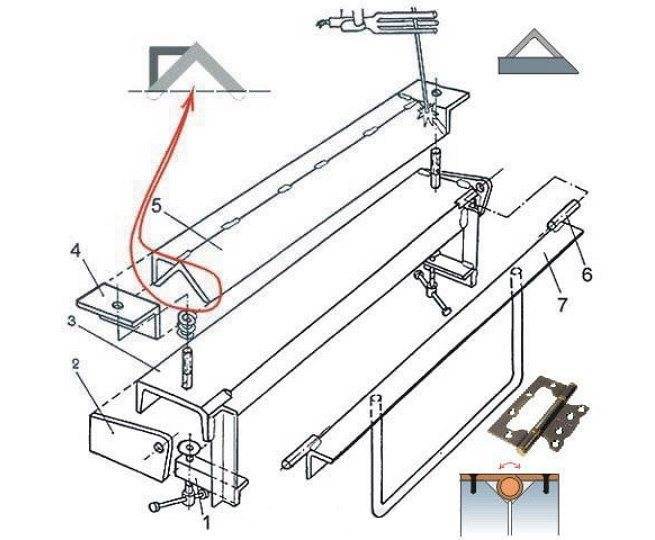
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
 Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
 Чертеж №2: Основные элементы листогиба
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
 Стоит ли связываться с усилением прижима, зависит от условий работы станка
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.