
Раскрой и сушка
Эти два процесса тесно связаны, причем они могут следовать на предприятии в разной последовательности. Чаще всего древесина сушится непосредственно в досках, а пиломатериалы раскраиваются на заготовки уже в сухом виде. Как отмечают эксперты, если сушка выполняется в досках, то на выходе получается на 2-3% больше пиломатериала. К тому же раскрой уже высушенных досок позволяет своевременно заметить пороки и дефекты древесины и отбраковать неподходящие элементы.

Технология деревообрабатывающих производств предполагает сушку несколькими способами, но чаще всего — или атмосферную, или с использованием специальных камер. Атмосферная сушка – это длительный процесс, предполагающий хранение древесины на открытом воздухе. Использование сушильного оборудования позволяет ускорить процесс лесозаготовки. Стоит помнить, что от степени просушенности пиломатериала зависит качество конечной постройки.
Составляющие прибора
Детали, из которых чаще всего состоят станки по дереву.
Станина (корпус, рабочий стол)
Иногда проводится сборка при помощи болтов, но такие крепления имеют способность разбалтывания, поэтому в таких случаях придется регулярно проверять и подтягивать конструкцию. Часто станина дополнительно укрепляется цементом – в этом случае рабочее место будет неподвижным. Но бывают конструкции и с подвижным столом.
Валовый механизм
Имеет три типа:
- пильный;
- ножевой;
- шпиндельный.
На вал с торца устанавливается режущий механизм, а с другой стороны привод в виде ремня от блока управления. Вал располагается наверху рабочей станины и часто имеет толщину 30 см в окружности.
Режущий блок
Та часть, которая будет отвечать непосредственно за обработку древесины. Меняется с учетом того, какую операцию необходимо произвести. Это иногда бывает циркулярный нож, фреза, шлифовальный или наждачный круг, лобзиковый нож.
Блок управления
Механизм работы станка, то есть двигатель. Он отвечает за работу, регулировку частоты вращений рабочих деталей. К нему предъявляются особые требования: мощность должна быть 1,5–3 кВт, а скорость 1,5–2,5 тыс. оборотов. Крепится двигатель внизу под рабочим столом.
Направляющая часть
Это движущаяся планка, при помощи которой регулируют ширину и толщину отрезаемых деталей, манипуляция помогает избежать траты времени на дополнительную разметку, создает определенную безопасность при удерживании деревянных заготовок. Устанавливается на верхнюю часть станины с возможностью передвижения и надежного закрепления.
Назначение и виды
Сделать станки-самоделки своими руками — вполне осуществимая задача. Они незаменимы в домашней мастерской и помогают решать многие задачи, такие как:
- обработка металлических заготовок, так как в быту часто приходится что-то затачивать или сверлить;
- работа с древесиной.
Цена профессиональных инструментов высока, поэтому самодельные станки и прочие приспособления, изготовленные самостоятельно, очень востребованы.
Стандартный набор в мастерской включает:
- верстак столярной обработки;
- устройство для заточки режущих предметов;
- приспособление для заточки свёрл;
- станки для сверления;
- прессовочный механизм;
- отрезной станок с использованием дисков.
Основные понятия
В подобном оборудовании будут присутствовать многочисленные вращающиеся детали. Отсюда можно сделать вывод, что выполнить такой станок своими руками будет не так уж просто. Поэтому приступая к его изготовлению нужно рассчитать свои силы. Если у вас уже имеется некоторый подобный опыт, то вы справитесь с задачей.
Стоит сразу отметить, что сделать фуговальный станок полностью из деталей собственного изготовления у вас не получится. Конечно, возможно в ваших «закромах» имеется большой ассортимент различных устройств, но такое бывает редко. В первую очередь это касается вала с ножами и подшипников. Их, скорее всего, придется докупать или даже заказывать. Но если все что нужно имеется в наличии, то можно смело приступать к проектированию.

Некоторые детали для фуговального станка: ножевой вал, подшипники ножи, придется покупать или заказывать
В первую очередь стоит понять, какую именно «комплектацию» вы желаете получить. Тут может быть несколько вариантов:
- просто фуговальный станок. Он будет выполнять только одну функцию;
- комплект из фуганка и циркулярной пилы. В этом случае функциональность станка увеличивается в два раза;
- оборудование способное выполнять роль и фуганка, и циркулярной пилы, и шлифовального устройства, и точильного и сверлильного станка. Такое приспособление будет очень полезным для вашей мастерской, но вот выполнить его своими руками будет сложно.
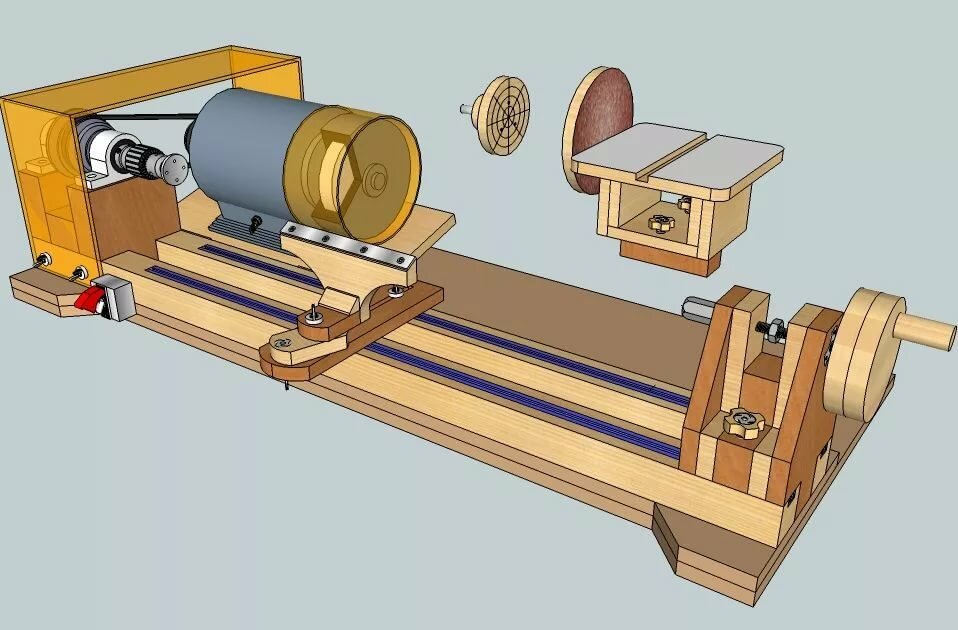
Самый оптимальный и простой в исполнении вариант – это изготовить фуганок и циркулярную пилу на одной станине. Плюс ко всему оба инструмента будут вращаться от одного электродвигателя. Такая особенность существенно облегчить нашу задачу.
Рассмотрим основные составляющие нашего будущего настольного фуговального станка. В него будут входить:
- Станина. Эта конструкция будет удерживать весь станок и установленное на нем оборудование. Для ее изготовления лучше всего использовать прочные швеллеры, с толщиной стенок в пределах 8-10 миллиметров. Станину можно выполнить как разборную, так и капитальную. В первом случае все ее составляющие будут соединяться при помощи болтов и гаек. Если переносной станок вам не нужен, то швеллеры можно закрепить между собой при помощи сварки. Такой вариант будет более надежным. Можно обойтись и без станины, если ее роль будет играть рабочий стол;
- Рабочий инструмент. Это одна из самых главных составляющих станка. Ножи фуганка и сама пила – именно с их помощью вы и будете распиливать, и обрабатывать доски. Ножи прочно крепятся на валу. Они должны быть выполнены из надежной и крепкой стали. Пилу для циркулярки с победитовыми напайками. Такой инструмент прослужит вам гораздо дольше;
- Ротор – именно к нему будут крепиться все инструменты. Без этой детали невозможно выполнить ни один станок, рейсмус или циркулярную пилу. Найти подходящий ротор бывает довольно сложно, поэтому его лучше заказать у профессионального токаря, предварительно снабдив его чертежами;
- Рабочий стол. Для нормально функционирующего станка вам понадобиться три поверхности. Одна будет служить рабочим столом для циркулярной пилы, а две других для фуговального станка. Толщина материала для рабочей поверхности должна быть не менее пяти миллиметров. Для этих целей подойдет многослойная фанера или металлические листы. При этом желательно сделать небольшую разницу по высоте для поверхностей, предназначенных для фугования. Та сторона, по которой будет подаваться заготовка должна быть на пару миллиметров ниже то, на которую перейдет уже обработанная сторона. Такой перепад облегчить работу и существенно снизит вибрацию.
Расходы на проект
Бизнес-план деревообрабатывающего предприятия с расчетами, представленный ниже, поможет спланировать расходы и подготовить первоначальный капитал. Смета бизнес-проекта состоит из следующих пунктов:
Смета значительно увеличится, если в проекте предусмотрено изготовление оцилиндрованного бревна и других видов пиломатериалов. Необходимы дополнительные инструменты и оборудование. Также смета зависит от вида сушильной камеры. Самый недорогой и эффективный вариант: конденсорная или инфракрасная камеры. Приобретать дешевый деревообрабатывающий универсальный станок не рекомендуется, так как работа требует точности, и от качества будет зависеть приток новых клиентов.
Также к смете добавляется статья расходов на содержание проекта финансово первый месяц, пока не появятся несколько клиентов и ежемесячные расходы нельзя будет оплачивать из прибыли.
Виды деревообрабатывающих станков их назначение
Без повсеместной механизации технологических процессов сегодня трудно представить не только заготовку, но и обработку древесины. Весь цикл производства, вплоть до вывода на рынок готовой строительной, мебельной или прочей продукции неразрывно связан с использованием деревообрабатывающих станков различных типов, конфигурации и назначения. И невозможно в полной мере понять особенности течения этого цикла, не изучив досконально его техническую базу. Итак, основными видами деревообрабатывающих станков являются.
Пилильные станки
Пилорама.
Эта группа объединяет устройства, предназначенные для распиловки бревен и заготовок, придания формы плоским элементам и выполнения других работ, связанных с разделением материала в одной плоскости по заданной траектории. Самыми распространенными представителями пилильных станков являются:
- Пилорамы – станки, осуществляющие продольную и поперечную распиловку линейными пилами, совершающими возвратно-поступательные движения относительно заготовки. Раньше массово использовались в лесозаготавливающей промышленности, но сегодня уступают эти позиции круглопильным и ленточным станками из-за своей громоздкости, неэкономичности и сложности в обслуживании.
- Круглопильные – ручные и автоматические станки, осуществляющие продольную и поперечную распиловку круглыми пилами в вертикальной и наклонной плоскостях по прямой траектории. Используются преимущественно для формовки первичных пиломатериалов. Классифицируются по мощности, производительности, числу пил, их диаметру и высоте (максимальной толщине распила).
- Ленточные – ручные и автоматические станки, рабочим органом которых является вращающаяся режущая лента, движущаяся по траектории, имитирующей бесконечное линейное движение. Применяются как для первичной заготовки материала, так и для дальнейшей его распиловки. Проще и дешевле в обслуживании, чем круглопильные аналоги, однако менее точны и производительны.
Мини-станок для мелких работ
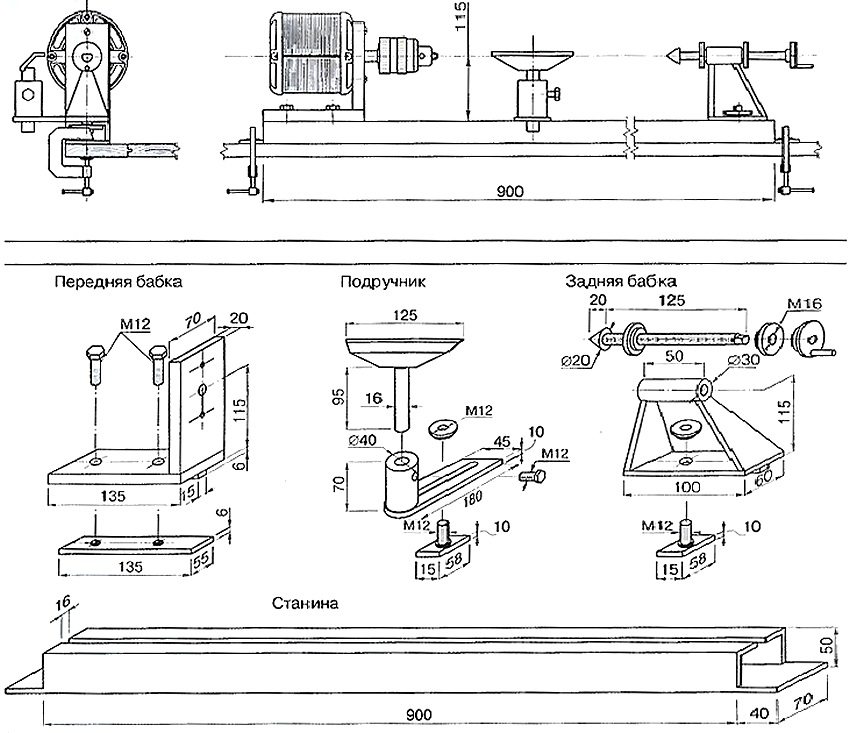
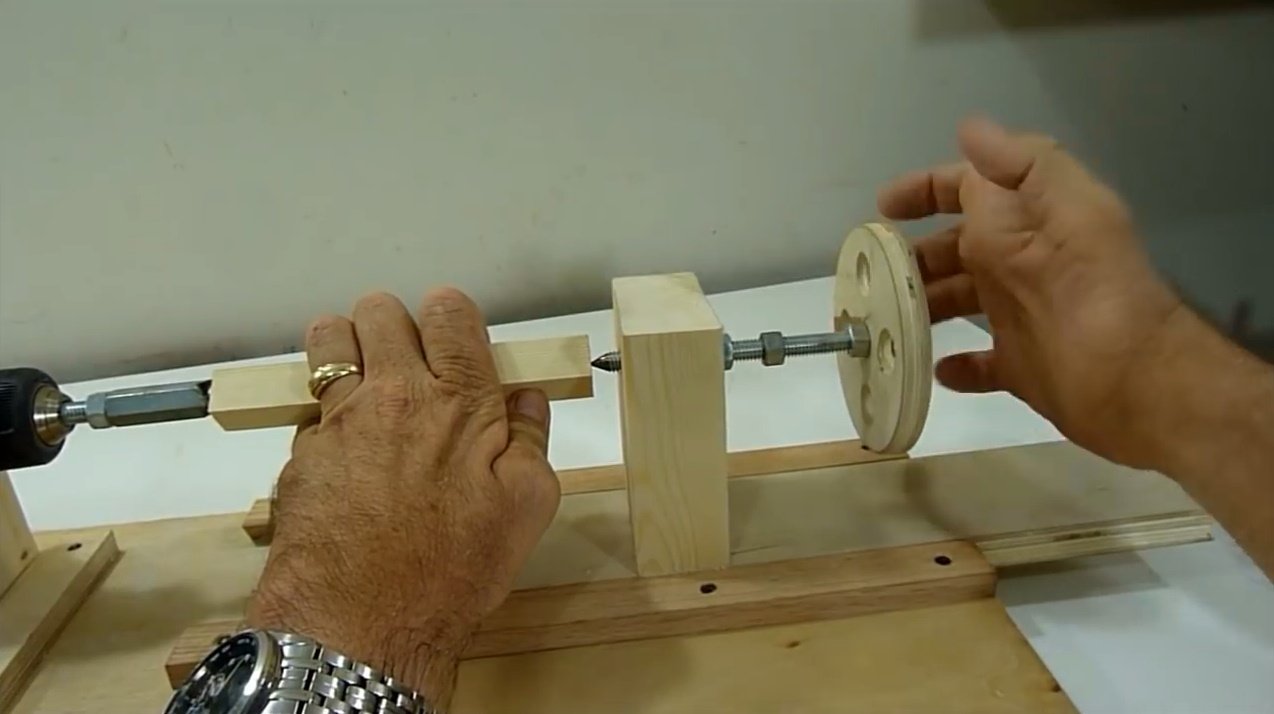
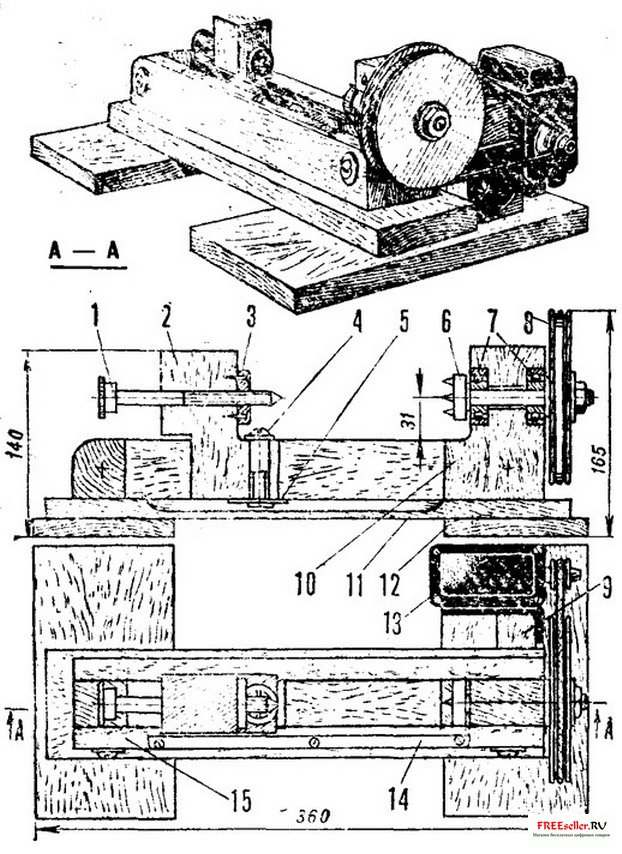
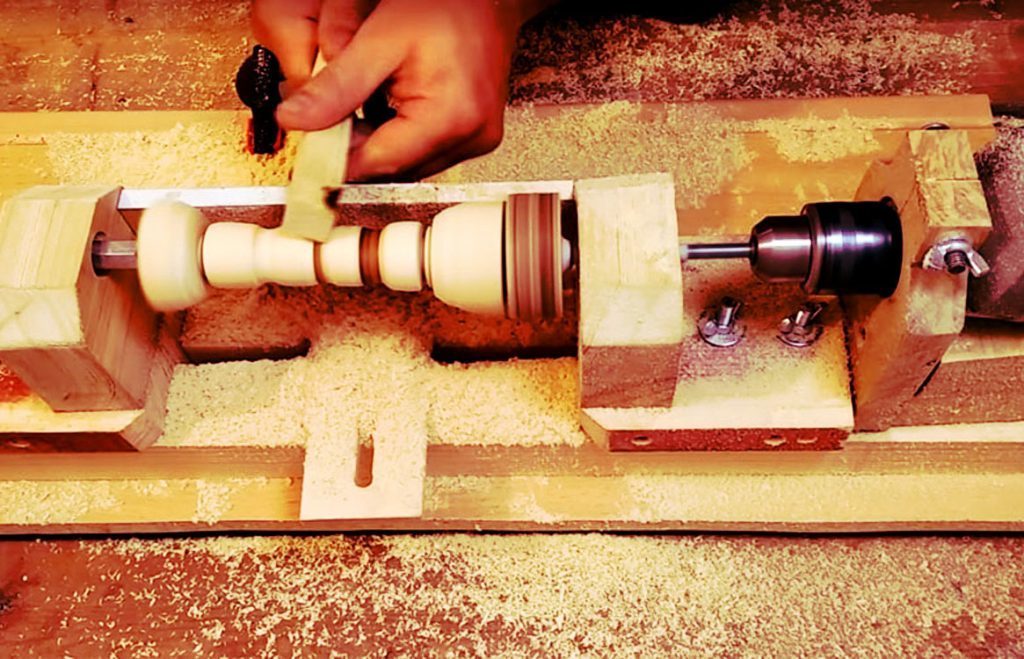
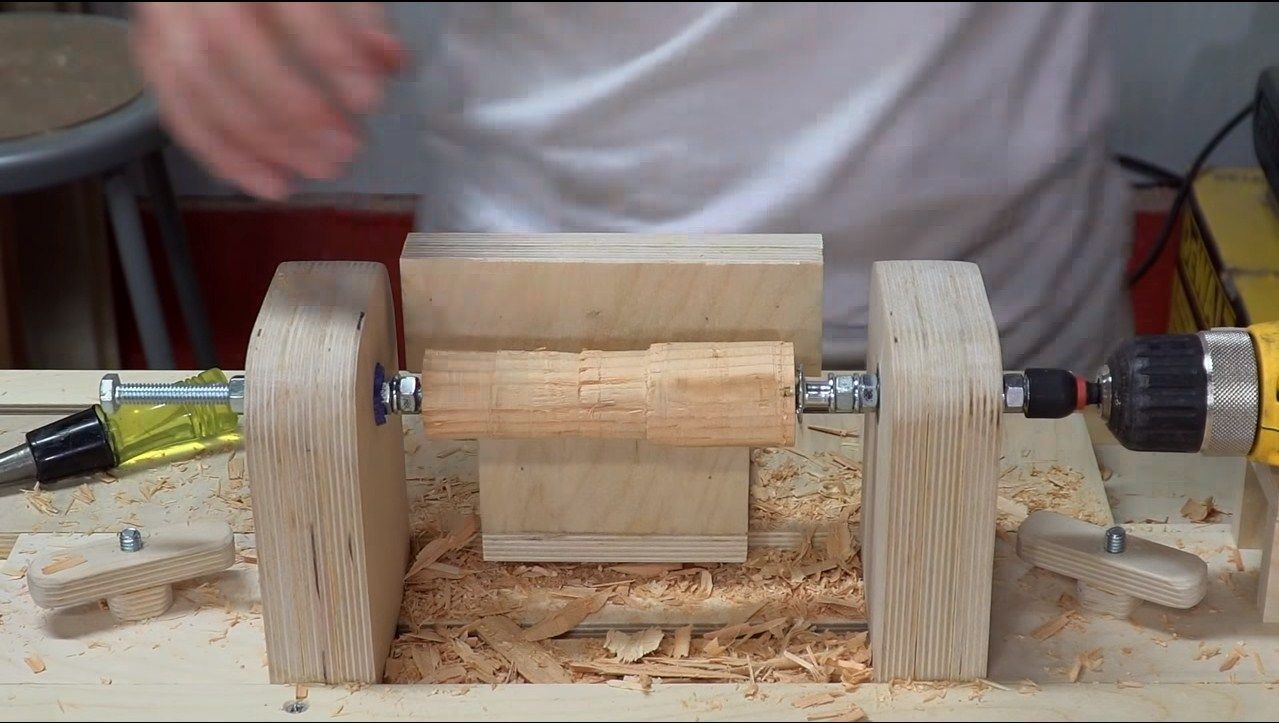
Часто необходимо отшлифовать несколько небольших деревянных деталей, в этом случае вовсе не обязательно делать полноценный станок, можно обойтись мини-токарным станком по дереву. Его изготовление не требует много труда и не занимает много времени.
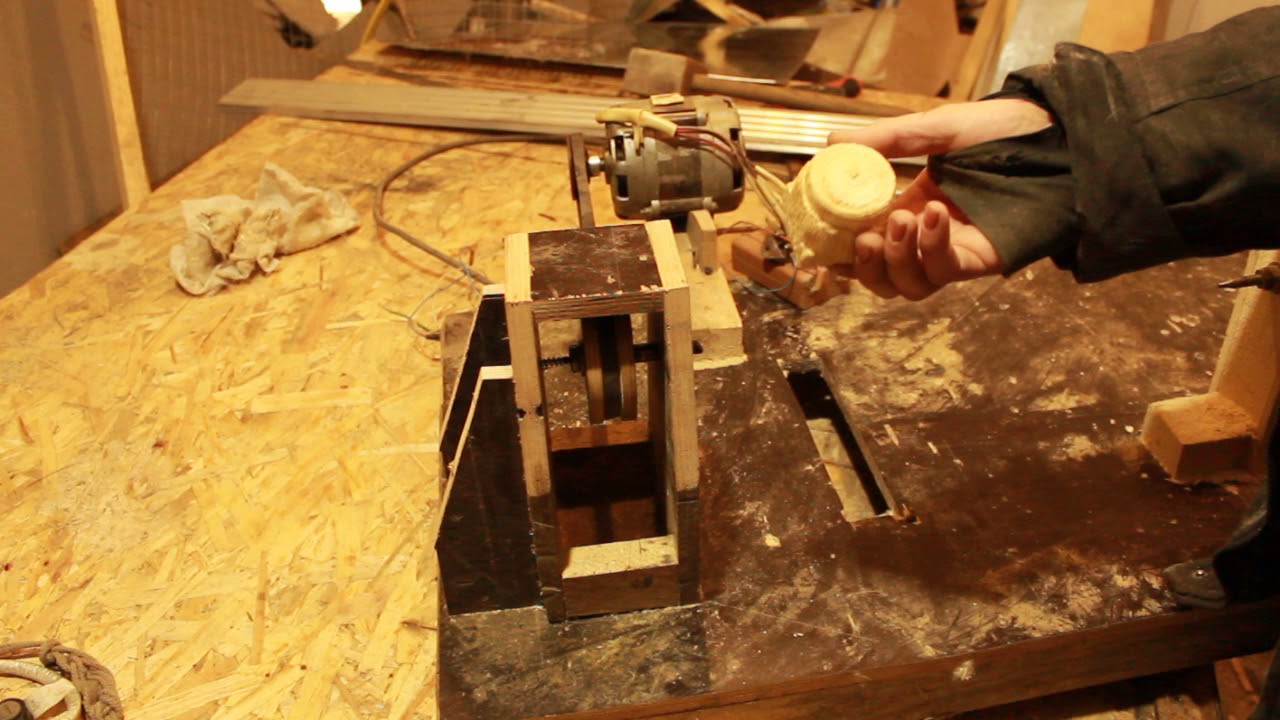
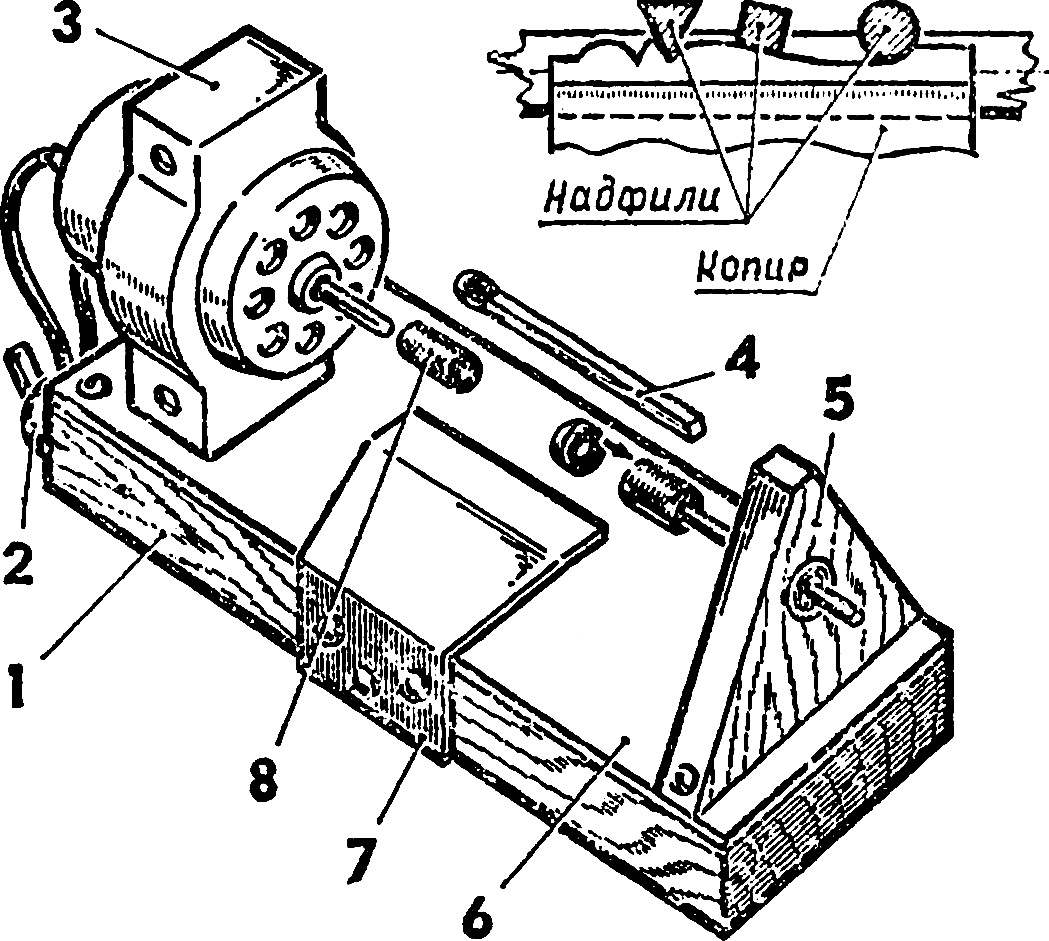
Устройство такой машины предельно простое. В качестве электрического компонента отлично подойдет старый мотор магнитофона, работающий от внешнего источника питания. Основой мини-станка станет кусок доски необходимой длины.
Двигатель необходимо починить. Конечно, для маленькой машины ременная передача не подходит, заготовку придется закрепить на валу мотора. Лучшее приспособление для этого — лицевая панель. Корпус агрегата — П-образная пластина, в центре которой выполнено отверстие для вала. Мотор в корпусе крепится к основанию саморезами.
Основная часть станка готова, осталось только изготовить заднюю бабку. Его корпус состоит из бруска подходящего размера. В нем просверливается отверстие под вал точно по высоте двигателя; в качестве дюбеля используется гвоздь подходящей длины. Передняя бабка фиксируется клеем и несколькими саморезами.
Используя источник питания с регулируемым выходным напряжением, можно создать машину с регулируемой скоростью. Регулировать обороты удобно с помощью педали ножного блока управления. Конструкция этого устройства может быть самой разнообразной, все зависит от имеющихся в наличии запчастей.







Источники
- https://sdelairukami.ru/tag/tokarnyj-stanok-po-derevu-svoimi-rukami/
- https://AstFisher.ru/biser/kak-sdelat-tokarnyj-stanok-po-derevu.html
- https://pilka-nn.ru/oborudovanie/tokarnyj-stanok-dlya-dereva-svoimi-rukami.html
- https://DrevoGid.com/instrumenty/stanki/tokarnyj.html
- http://remoo.ru/instrumentyi/tokarnyj-stanok-po-derevu-svoimi-rukami
- http://stroi-specialist.ru/razlichnye-samodelki/tokarnyj-stanok-po-derevu.html
- https://HouseChief.ru/stanki-po-derevu-dlya-domashnejj-masterskojj.html
- https://vseostankah.com/tokarnyj-stanok-po-derevu/svoimi-rukami-kak-ego-sdelat-chertezhi-s-razmerami.html
Функции долбёжных станков по металлу
Часто при помощи этого оборудования выполняют долбление внутренних частей плоского и фасонного вида, а также пазов и канавок разных заготовок. Эти станки подходят и для работы с разными видами штампов, которые размещены на столе или зафиксированы в специализированных устройствах. При помощи этого оборудования можно выполнять обработку поверхностей заготовок под необходимым углом, сохраняя начальное положение детали. Подобный результат обеспечивает возможность поворачивания рамы, которая служит местом размещения долбяка.
Положение стола можно изменять вручную, а также механическим путём. Возможность круговой подачи стола, позволяет выполнять операции по обработке зубчатых колёс или заготовок округлой формы.
При подаче заготовка поступает в стол через подвижный цилиндр, который закреплён к гидропередаче. Станина предусматривает три варианта передвижения подачи:
- Круговое.
- Продольное.
- Поперечное.
Есть возможность изменять положение стола одновременно в трёх направлениях:
- Вертикальное.
- Горизонтальное.
- По кругу.
Долбёжный станок любого варианта исполнения характеризуется наличием лишь двух плоскостей, которые используются для движения подачи. Это раскрывает все достоинства гидравлического устройства: у пользователя возникает меньше проблем в процессе работы, а вдобавок к этому обеспечивается более высокое качество обработки деталей.
Принцип работы
В процессе эксплуатации долбёжного станка совершаются два типа движений: возвратное и поступательное. Несмотря на то что оборудование предназначено для работы в вертикальных плоскостях, совершаемые им движения являются прямолинейными, что делает его схожим со строгальными станками. Ключевая роль при использовании подобного станка отводится долбёжному резцу, который зафиксирован в ползунке. Подачу обеспечивает стол, на поверхности которого жёстко зафиксирована обрабатываемая деталь.
В процессе использования долбёжного оборудования, механизм совершает возвратно-поступательные действия с некоторым перерывом. В такие моменты движения долбёжного резца могут иметь криволинейную или круговую траекторию.
Долбёжные станки любого варианта исполнения рассчитаны на работу в двух режимах долбления: простом и сложном. В первом случае долбление осуществляется в упор, при этом резец как бы перескакивает на определённый участок и в результате удаётся получать отверстия идентичного размера и формы.
Сутью второго режима работы станка является создание воздействия, совершаемого под углом с наклонными поверхностями. Обычно для выполнения таких операций самодельный станок не приспособлен, поэтому для решения этих задач желательно использовать гидравлический.
Подобное оборудование востребовано в ситуациях, когда возникает необходимость по обработке труднодоступных поверхностей деталей. Здесь речь идёт о поверхностях, расположенных внутри детали, которые применяются в разных видах конструкциях.
Наибольшее распространение оборудование подобного типа получило при выполнении работ с несквозными пазами и канавками различных форм. Самодельные долбёжные станки являются востребованными для частных мастерских или мелкого производства.
В крупной промышленности приходится применять усложнённые методы обработки. По этой причине в таких ситуациях необходимо использовать специальное устройство, предназначенное для обработки металлов с ЧПУ.
Если говорить о частном производстве, мастерских или сервисных центрах, то здесь долбёжное оборудование востребовано для обработки металлов, чугуна и иных металлических сплавов.
Среди доступных в продаже модификаций подобного оборудования самым востребованным является модель «ГД». Она может быть представлена в нескольких сериях — 200, 500. Однако, каждая из них представляет класс рассматриваемых устройств и обладает соответствующими характеристиками.
Станок для строгания шпона
Прежде всего, кряжи подвергают поперечному раскрою. Во время этой процедуры кряжи распиливают на отрезки необходимой длины. Все отрезки распиливают вдоль, вследствие чего образуется двухкантный брус. Иногда его распиливают пополам. После этого ванчесы подвергают тепловой обработке в пропарочной камере или автоклаве.
Далее ванчесы нужно острогать на шпонострогальном станке. Строганный шпон сушат в роликовых сушилках, торцуют и пакуют в пачки. В каждом наборе составляется конкретный рисунок. Оттенок и узор древесины должны совпадать в каждом наборе. Именно по этой причине листы шпона, которые получаются из каждого ванчеса во время строгания, складывают, сушат и пакуют в пачки точно в том порядке, в каком они выходили из строгального станка. Когда строгаются одновременно три ванчеса, шпон из каждого из них складывают в три разные пачки. Укомплектованную, высушенную, запакованную и перетянутую шпагатом пачку шпона называют кнолем.

Станок для изготовления шпона позволяет создать из дорогостоящих сортов лесоматериалов, которые отличаются необычной текстурой, тонкие листы. Такой материал отлично подходит для фанерования. Методы создания шпона:
- радиальный
- тангенциальный
- радиально-тангенциальный
- тангенциально-торцовый.
Наиболее привлекательным сырьем для создания шпона является дубовая древесина. Такой шпон используют для облицовки рустикальных предметов мебели элитного сегмента.
Кроме дубового шпона в специализированных магазинах можно встретить кленовый, буковый, липовый материал, а также из красного дерева.
Лущильный станок для производства шпона
Для реализации лущения шпона сырье необходимо предварительно обработать паром для того, чтобы увеличить пластичность. После этого кряжи подаются на окорочный станок, где с заготовки удаляется кора, а вместе с ней грязь и песок, которые часто становятся причиной быстрого затупления лущильных ножей. При помощи пилы кряжи раскраивают на чураки определенной длины. Чурак нужно предварительно оцилиндровать, после чего можно приступать к лущению. Лента шпона, которая выходит из лущильного станка, кладется на конвейер, подающий ее к ножницам. Ножницы режут шпон на листы необходимого формата. По конвейеру шпон укладывается в пачку, которая выносится из-под ножниц и при помощи электрического погрузчика доставляется в сушилку. Сушат продукцию в роликовой сушилке, далее на конвейере его сортируют и складывают по сортам в пачки. Дефектные листы можно склеить. Если на листах имеются сучки, их отправляют на шпонопочиночный станок, где удаляют изъяны и декорируют их вставками из шпона.

Такой станок для шпона позволяет получить листовой материал толщиной от 1,5 до 5 мм из разнообразных сортов лесоматериалов. На большинстве станков имеется система, которая позволяет в автоматическом режиме устанавливать бревно для последующей обработки.
Чтобы повысить производительность и удобство работы оператора станки оборудуют гидравлическими подъемниками-центроискателями, которые сами определяют подходящую ось вращения заготовки и совмещают ее с осью вращения центровочных валов.
Лущение пропаренной древесины используется для сосновых, ольховых, березовых лесоматериалов. Из лущеного шпона изготавливают фанеру.
Дополнительное оборудование
Самодельный деревообрабатывающий станок требует внедрения нескольких деталей, с помощью которых механизм сможет повторять маневры промышленного агрегата. Существуют дополнительные детали, входящие в корпус.
Электропроводка – мощность электричества должна тянуть 380 В. Проводка должна быть сделана грамотно, с соблюдением всех норм безопасности. Провода закрепляются так, чтобы не появилась вероятность попадания в двигатель или режущие механизмы.
Защитные кожухи – устанавливаются на все опасные детали станка и призваны защищать части тела от повреждений при случайном соскальзывании деталей при обработке. Чаще всего изготавливаются из жести или текстолита.
Рейсмус и фуганок. В чем разница и можно ли обойтись только одним станком?
Вопрос, чем отличаются рейсмусовый и фуговальный станки, очень часто возникает у новичков в столярном деле. Особенно у тех, кто не имел возможности в живую увидеть как работают эти станки в мастерской. И действительно, читая в интернете статьи или даже смотря видео, несведующему человеку зачастую сложно понять какая между ними разница. Ведь результат обработки и тем и другим станком кажется одинаковым — ровная поверхность деревянной заготовки.
В чем все таки разница?
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка — круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки . Таким образом, нижняя сторона заготовки может быть идеально выровняна. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки — снимать фаску, располагая направляющую линейку под углом к рабочему столу.
Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки , соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине .
Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровняна до использования рейсмуса.
Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне . Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.





Классическая технология деревообработки предписывает наличие обоих станков в столярной мастерской . Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обоих сторон и при этом одинаковой толщины по всей длине.
Можно ли избежать покупки обоих станков и обойтись только одним из них?
Этот вопрос возникает у новичков, сразу же после того, как они разбираются с первым вопросом. Вопрос, безусловно правильный, ведь купить один станок дешевле чем купить два, да и место в мастерской один станок займет меньше. И в общем-то, ответ на этот вопрос — да , в некоторых случаях можно обойтись только одним станком.
Во первых, перед покупкой станков стоит понять, какого рода изделия вы планируете делать в своей мастерской: для изготовления небольших изделий для дома из покупного мебельного щита можно обойтись вообще без этих станков, конечно если вы не планируете уменьшать толщину щитов и их кривизна для вас не критична. Для некоторых типов изделий вполне возможно, что вам понадобится только один из этих станков.
Во вторых, для каких-то типов работ фуговальный станок может быть заменен ручным электро рубанком. Также в интернете можно найти примеры множества самоделок для фугования и рейсмусования, в том числе рейсмус из тех же электро рубанков. Например, как в этом видео:
Еще один вариант избежать покупки двух станков — приобрести комбинированный вариант: фуговально-рейсмусовый станок, который сочетает в себе оба способа обработки. Вот пример такого станка:
голоса
Рейтинг статьи
ИНДЕКСАЦИЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
Для различия типов и моделей в деревообрабатывающем станкостроении принята буквенная индексация
станков.
Первые буквы индексации обозначают основной признак станка и его технологическое назначение. Кроме этих букв, для указания максимального характерного параметра и модели станка проставляют соответствующие цифры
Например, индексация Ф2К-2 означает, станок фрезерный, двухшпиндельный, с карусельным столом, второй модели; ЛС-80-5 — станок ленточнопильный, столярный, диаметр рабочих шкивов 800 мм, пятая модель и т.д.
Буквенно-цифровая индексация деревообрабатывающих станков>>
https://youtube.com/watch?v=-fMIfEv9O4E
Лущеный шпон – что это такое?
Шпон – это строительный материал, представляющий из себя плоские тонкие листы дерева, разной толщины.
В зависимости от используемого оборудования и технологии производства, шпон производится толщиной 0,1 – 10,0 мм, а в соответствии со способом производства, он классифицируется как: пиленый, строганый и лущеный.
Лущеный шпон производится на специальном оборудовании, лущильных станках, принцип работы которых основан на срезании пластов древесины заданной толщины с вращающейся вокруг своей оси цилиндрической заготовки.
Для производства лущеного шпона используются различные породы деревьев, это: береза, осина, ольха, бук, клен, липа, тополь, ель, сосна, лиственница, пихта и кедр. Его используют для производства фанеры и иных плитных строительных материалов (столярные, фанерные плиты и т.д.), для изготовления и облицовки мебели.
В зависимости от качества используемой древесины, ее породы, а также качества обработки, зависящей от типа используемого оборудования, лущеный шпон подразделяется на пять сортов, это:
- Е (элита), I, II, III, IV – для лиственных пород древесины;
- Ех (элита), Iх, IIх, IIIx, IVx – для хвойных пород деревьев.
Документом, регламентирующим производство лущеного шпона, является ГОСТ 99-96 «Шпон лущеный. Технические условия».
В настоящее время разработан новый документ, в соответствии с которым будет производится этот строительный материал в ближайшее время, это Межгосударственный стандарт «ГОСТ 99-2016 Шпон лущеный. Технические условия», находящийся сейчас на согласовании в контролирующих организациях.
Конструкция и принцип работы
Долбежный станок создан для обработки труднодоступных мест, в основном расположенных внутри ограниченного пространства обрабатываемой заготовки, куда не способен добраться другой металлорежущий инструмент. Также при помощи долбежных станков часто производится нарезка зубьев шестерен.
Долбежный станок, в общем случае, состоит из нескольких основных элементов (рис. 2).
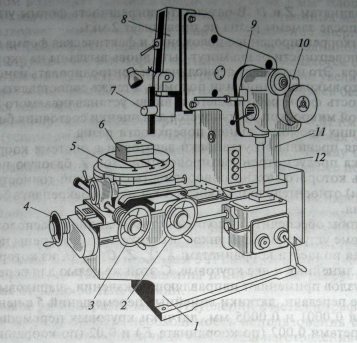
Рисунок 2. Схема расположения узлов долбежного станка.
Рисунок 2. Схема расположения узлов долбежного станка.
1. Станина. Станина является основанием станка и предназначена для расположения на ней всех остальных узлов и элементов. Долбежные станки обычно устанавливаются на заранее подготовленную бетонную площадку с выведенным в ноль уровнем. В нижней части станины имеются отверстия под крепежные болты, которыми станок крепится к полу. Иногда станина имеет возможность регулировки станка по уровню, что позволяет устанавливать его на неровной площадке с последующей корректировкой.
2. Маховик поперечного перемещения. Служит для обеспечения подачи заготовки в поперечном направлении. Для каждой модели долбежного станка имеет свою цену деления шкалы.
3. Рукоятка для обеспечения вращательного движения заготовки. Воздействие на этот орган управления приводит во вращение стол с закрепленной заготовкой. В основном вращательное движение заготовки требуется в процессе выдалбливания зубьев шестерен или зубчатых венцов. Также часто долбежные станки используются для создания внутренних шлицевых поверхностей при условии, что фрезерный станок по каким-либо причинам не может осуществить эту операцию.
4. Маховик продольной подачи. Обеспечивает продольное перемещение стола с закрепленной заготовкой.
Современные долбежные станки оборудованы автоматической системой подачи с настраиваемыми параметрами. Это позволяет в автоматическом режиме создавать необходимый профиль на обрабатываемой детали. Особенно распространено применение автоматизации долбежного процесса при создании деталей с круговыми цикличными поверхностями, таких как зубчатые колеса, зубчатые венцы, детали со шлицевыми поверхностями и др. В данном случае работа оператора станка сводится к настройке скоростей подачи детали, скорости и глубины внедрения долбяка и контролю над процессом обработки детали.
5. Стол (рис. 3). Служит для размещения заготовки. Часто имеет съемные удерживающие элементы, которые меняются в зависимости от специфики выполняемой работы. Часто оборудуется доработанным под строгальный станок патроном, который применяется на станках токарной группы.

Рисунок 3. Стол долбежного станка.
Рисунок 3. Стол долбежного станка.
6. Заготовка. В зависимости от направленности станка заготовка может быть деревянной или из цветного или черного металла.
7. Резцедержатель. Служит для закрепления в нем резца. Резцедержатель устроен так, что при закреплении в нем резца одна из поверхностей режущей кромки проходит через центр оси вращения стола, находящегося в нулевой точке. Это позволяет привязаться к точке отсчета при настройке параметров автоматической обработки.
8. Ползун (долбяк). Основной рабочий орган долбежного станка. В приводном блоке ползуна вращательное движение, передаваемое от электромотора, преобразовывает в поступательное при помощи кривошипного механизма.






9. Коробка скоростей. Служит для передачи вращения от электродвигателя на приводной маховик долбежного механизма. Имеет возможность переключения скоростей, что позволяет долбяку работать на разных частотах подачи резца. Шестерни коробки скоростей работают в масляной ванне. Имеется предохранительная фрикционная муфта, которая служит для защиты кинематической цепи от разрушения в случае аварийного заклинивания ползуна.
10. Рукоятка переключения скоростей работы долбяка. При помощи этой рукоятки происходит переключение передач и изменение частоты рабочих движений ползуна. Частота меняется ступенчато.
11. Вертикальная колонка. Является стойкой, на которой закреплены элементы долбежного механизма.
12. Панель управления. Содержит кнопки пуска и остановки станка, а также, в зависимости от модели, служит для настройки автоматической подачи детали.
Виды резцов для токарного станка по дереву
Резцы – это элементы, которые используются для удаления определенных объемов деревянной заготовки. Все они, с конструктивной точки зрения, похожи друг на друга и состоят из двух основных элементов: режущей и фиксаторной часть (прямоугольная или квадратная).
Режущий край может быть представлен одной или несколькими поверхностями. Этот элемент отличается по своей форме и ширине, которые подбираются в зависимости от характера технологической операции. Основной критерий, по которому происходит классификация резцов – их расположение относительно деревянной болванки. Они могут находиться в двух позициях:
- радиальная;
- тангенциальная.
В первом случае резец используется для удаления больших объемов древесины. Для этого его располагают перпендикулярно. В свою очередь, тангенциальная позиция применяется для снятия небольшого количества древесины с поверхности заготовки. Это позволяет выполнять на ней сложные узоры.
А также стамески для токарных станков по дереву классифицируются по назначению. На сегодняшний день существует множество резцов, которые отличаются по своей конструкции и используются для выполнения различных технологических операций. Рассмотрим самые распространенные из них:
Рейер. Изделие, которое используется для черновой обработки заготовок. Особенность данного резца заключается в его лезвии, которое напоминает по форме полукруг.

Выбирая резцы для деревообработки отдавайте предпочтение проверенным производителям
Мейсель. Этот элемент необходим для чистовой обработки. Его использование позволяет придать деревянной болванке окончательный вид. Мейсель представляет собой пластину с косым лезвием, которое заточено с обеих сторон под одинаковым углом.
Скребок. Резец такого типа нужен для выравнивания поверхности болванок, которым присуща цилиндрическая форма.
Гребенка. Используется для нанесения резьбы на поверхность деревянной заготовки.
Крючок. Такой резец применяется для организации внутри заготовок полостей.
Купить резцы для токарных станков по дереву можно на рынках, барахолках, в профильном магазине или заказать через интернет. Как правило, эти изделия продаются в наборах.
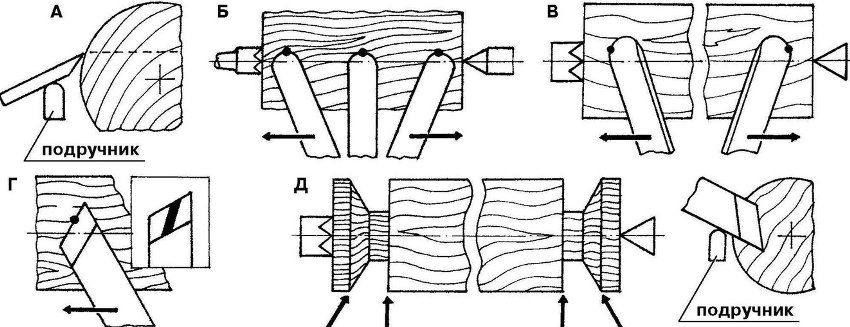
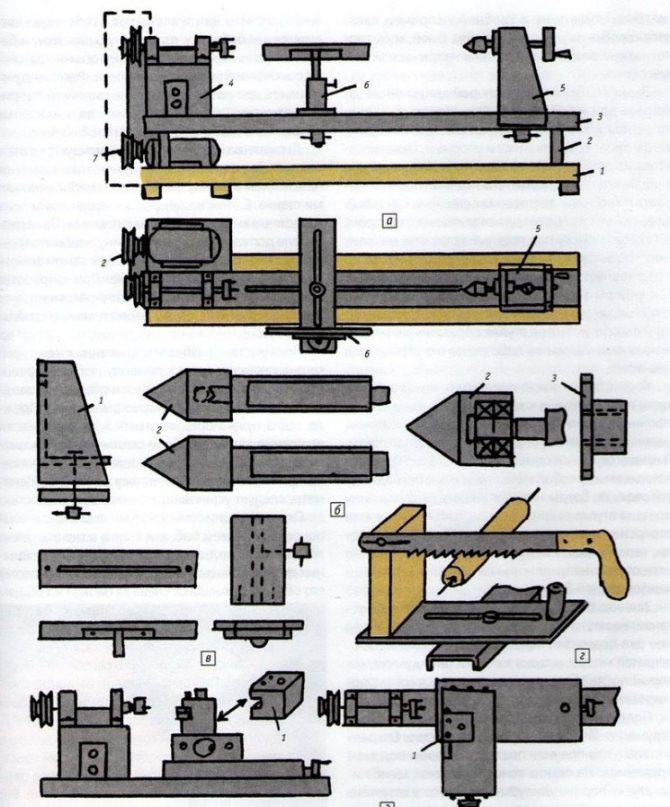
Примеры основных работ ручным инструментом при деревообработке: А — черновое точение; Б,В — первый проход; Г- срезание стружки; Д — торцовка детали
Выбор способа передачи
Передача крутящего момента с двигателя на заготовку, может осуществляется двумя способами.
Прямая передача
Прямая передача привода на заготовку — это самый простой способ конструкции, однако не самый совершенный. Недостатки прямой передачи при изготовлении токарного станка по дереву своими руками:
- Невозможно регулировать скорость вращения, так как мотор без дополнительных агрегатов не может менять скорость вращения посредством лишь изменения поступающего напряжения, Этот недостаток особенно заметен при работе с твердыми породами, такими как, дуб, тик или яблоня.
- Высокая нагрузка на вал двигателя и более короткий срок его службы по сравнению с приводом посредством ременной передачи. Тяжелые изделия особенно сильно будут влиять на износ мотора. Это связано прежде всего с тем, что подшипники большинства моторов (кроме двигателей в стиральных машинах) не рассчитаны на продольную нагрузку. Также более внимательно придется относиться к центрованною материала, ведь любая неточность приведет к чрезмерным вибрациям, которые при высоких оборотах могут сделать работу невыполнимой.
Ременная передача
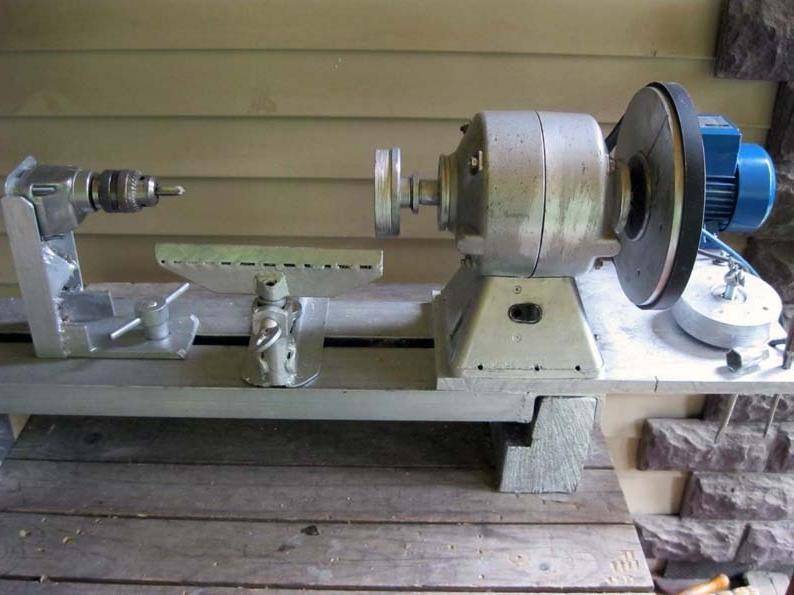
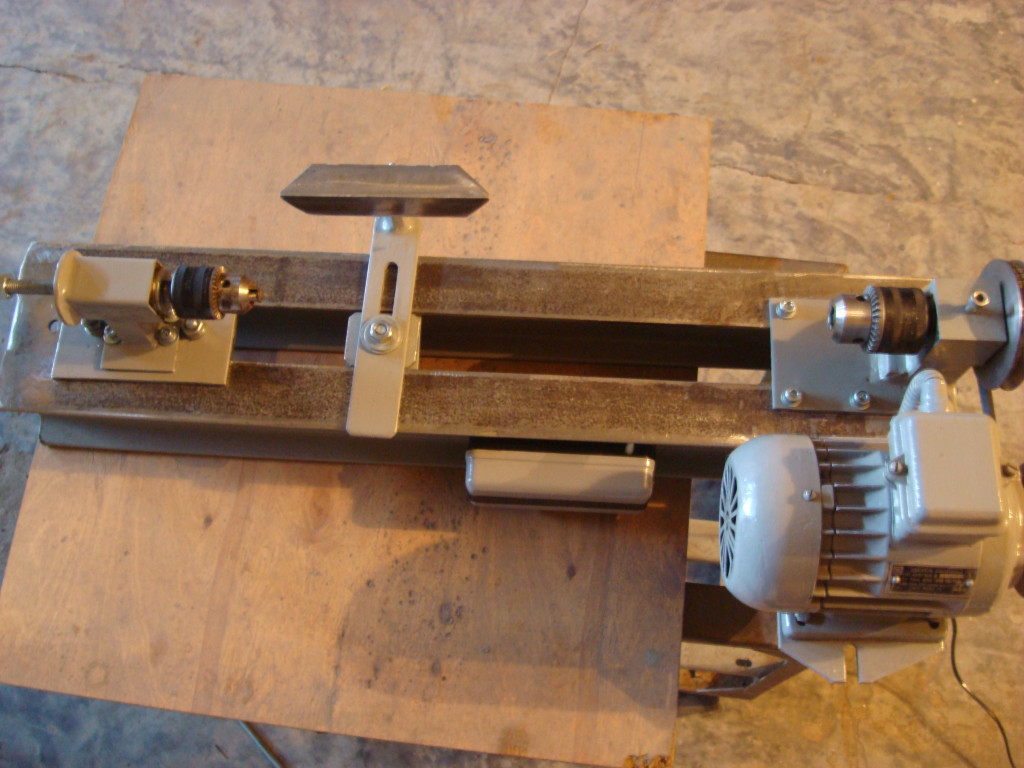
При изготовлении токарного станка по дереву своими руками этот способ передачи вращения гарантирует более длительный срок службы мотора, дает возможность регулировать скорость вращения заготовки. При этом сам двигатель располагается со смещением от оси вращения деревянного изделия, а крутящий момент передается с помощью ремня и нескольких шкивов.
Если обеспечить станок шкивами нескольких радиусов, появится возможность менять скорость вращения передней бабки. Благодаря тремя или более шкивам разного диаметра можно смело браться за обработку твердых пород дерева. Если запастись необходимым инструментом, то можно даже работать с мягкими сплавами.