
Минусы
Самостоятельно ковать эту сталь очень сложно, ведь чтобы даже расплавить ее потребуется температура до 1280 градусов. После такого нагрева ее придется долго обрабатывать, что также сложно. Закалять готовый клинок можно только в предварительно разогретом до 200 градусов масле, после чего клинок продолжает стынуть на открытом воздухе. Также, после остывания его приходится трижды отпускать при температуре в 400 градусов, по часу каждый раз.
Цена: этот сплав относится к высшему классу в области цены. Даже небольшой клинок из него будет стоить в районе четырех тысяч. А инструменты из него выпускаются только дорогими брендами.
Р18, несмотря на содержание хрома, легко поддается коррозии, поэтому за ножом требуется ухаживать. Оберегайте его от воды и от других агрессивных веществ. Ножи из такой стали, как правило, покрываются защитным веществом еще на заводе, или же проходят защитное оксидирование. Со временем покрытие сходит, особенно если инструмент часто используется, а потому регулярный уход становится необходимым.
При использовании ножа для выполнения поперечных нагрузок появляется большой риск сломать его. Это бывает со всеми ножами из очень твердой стали, потому что вместе с твердостью появляется и хрупкость
Но у ножей из Р18 этот риск заметно меньше, потому что особое внимание уделялось прочности – добавлены марганец и кремний.
Точить клинок станет очень сложно, потому что сплав имеет высокую твердость. Единственная точилка, которая подойдет для таких ножей – корундовая, потому что корунд превосходит твердостью этот сплав
Сам процесс точения будет долгим и сложным. Но если у вас есть электрический станок с вращающимся точильным камнем, процесс становится намного легче и быстрее. Заточку нож держит около года, если не подвергать его экстремальным нагрузкам.

Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.
Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Основные характеристики
Рассматривая свойства стали 95х18 следует учитывать, что материал относится к классу коррозионностойких сталей. Она применяется для изготовления изделий, которые характеризуются высокой прочностью. Кроме этого, на поверхность может оказываться высокая температура, а также химическое воздействие. Нержавеющая сталь 95х18 в промышленных масштабах выпускается в виде прутка и серебрянки, а также поковок и кованных заготовок. Аналоги этого металла могут обладать схожими эксплуатационными качествами.
Рассматривая механические показатели нужно уделить внимание нижеприведенным моментам:
- Для повышения твердости часто проводится термообработка. Стоит учитывать, что закалка 95х18 в домашних условиях проводится крайне редко, так как температура должна доводится до температуры 1000 градусов Цельсия.
- Повышая твердость стали 95х18 можно сделать изделие хрупким. Именно поэтому часто термическая обработка предусматривает выполнение отпуска при температуре около 200 градусов Целься.
- Полный отжиг можно провести при температуре около 900 градусов Цельсия.
- Повысить износостойкость смогли за счет включения в состав определенных химических элементов.
Показатель твердости составляет 60 HRC. Именно поэтому сталь 95х18 часто применяется в случае изготовления различных ножей. Высокая твердость и износостойкость определяет то, что возникают сложности с заточкой лезвия. За счет этого показателя заточка требуется реже.
Для изменения основных эксплуатационных качеств проводится термообработка. Особенностями назовем следующие моменты:
- Первый этап обработки предусматривает получение отливок с последующим отжигом. Для этого отливка создается при температуре около 900 градусов Цельсия. Выдерживается заготовка на протяжении нескольких часов. Время выбирается в зависимости от особенностей технологического процесса.
- Второй этап заключается в проведении ковки. Именно при ковке получали лезвие, которое обладает требуемыми качествами. Из-за механического воздействия из пор удаляется водород или кислород. Измельченная структура зерна позволяет повысить прочность лезвия при достаточном показателе пластичности. Провести правильно ковку может исключительно профессионал, знающий все тонкости процесса.
- Закалка. Термическая обработка способствует перестроению структуры, после чего она становится прочной. Как ранее было отмечено, закалка предусматривает нагрев заготовки до температуры около 1000 градусов Цельсия. После этого сталь 95х18 выдерживается на протяжении часа при заданной температуре, после чего следует охладить ее в машинном масле. Следует учитывать, что применение обычной воды может привести к существенному повышению хрупкости.
- Именно отпуск позволяет избавить поверхность от хрупкости. Снимается она при повторном нагреве заготовки. Процесс отпуска проводится при меньшей температуре, чем закалка. Срок выдержки составляет около одного часа.

Закалка клинка из стали 95х18
Провести термическую обработку в домашних условиях достаточно сложно. Это связано с тем, что нагреть среду до указанной температуры можно только при условии применения специального оборудования. Кроме этого, на момент плавки могут выделяться вредные вещества, которые следует удалять.
Основные показатели и свойства
Материал относят к классу коррозионностойких сталей, используют для изготовления ответственных прочных деталей, к которым предъявляют требования повышенной стойкости к износу и работающие под действием умеренного агрессивного воздействия в режиме температуры, повышенной до 500ºС. В промышленных масштабах поставляется в виде сортового проката, фасонного, калиброванного и шлифованного прутка, серебрянки, полосы, поковки и кованых заготовок.
С255
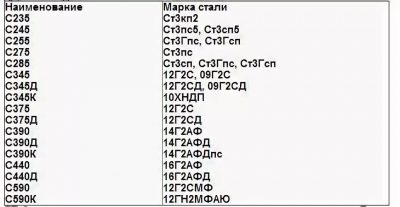
| Марка : | С255 |
| Заменитель: | Ст3Гпс, Ст3Гсп |
| Классификация : | Сталь для строительных конструкций |
| Применение: | изготовления проката, предназначенного для строительных стальных конструкций со сварными и другими соединениями |
| Зарубежные аналоги: | Нет данных |
Химический состав в % материала С255
ГОСТ 27772- 88
| C | Si | Mn | Ni | S | P | Cr | N | Cu |
| до 0.22 | 0.15- 0.3 | до 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.012 | до 0.3 |
| Примечание: Допускается содержание марганца до 0.85 % |
Технологические свойства материала С255 .
| Свариваемость: | без ограничений. |
Механические свойства при Т=20oС материала С255 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Лист, ГОСТ 27772-88 | 2-3.9 | 380 | 255 | 20 | ||||
| Лист, ГОСТ 27772-88 | 4-10 | 380 | 245 | 25 | ||||
| Лист, ГОСТ 27772-88 | 10-20 | 370 | 245 | 25 | ||||
| Лист, ГОСТ 27772-88 | 20-40 | 370 | 235 | 25 |
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | -Относительное удлинение при разрыве , |
| y | -Относительное сужение , |
| KCU | -Ударная вязкость , [ кДж / м2] |
| HB | -Твердость по Бринеллю , |
| Физические свойства : | |
| T | -Температура, при которой получены данные свойства , |
| E | -Модуль упругости первого рода , |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | -сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | -сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | -для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки-отжиг |
С255-Сталь для строительных конструкцийС255-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал С255 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал С255 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал С255 купить в Екатеринбурге
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.










Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
Особенности
Сталь марки Р6М5 и Р18 применяют не только при изготовлении ножей, но и в производстве кранов, свёрл, промышленных режущих инструментов. Их выделяет способность сохранять твёрдость и остроту при воздействии высоких температур, значительных ударных нагрузках. Такими характеристиками сталь наделает высокое содержание углерода и вольфрама в составе.
Термическая обработка
Для придания ножам из Р18 и Р6М5 повышенной прочности и износостойкости, металл подвергается соответствующей термической обработке. Она проходит в 2 этапа:
- Закаливание – нагревание до температуры 1200-1300С. Во избежание образования трещин, осуществляется постепенно. Сначала металл нагревают до температуры 400-500С, после – до температуры 800-850С. При максимальном нагреве заготовка подвергается термообработке ограниченное время (на каждый миллиметр толщины 10-15 секунд). Во время закаливания карбид разлагается, сплав насыщается вольфрамом и углеродом.
- Отпуск – проводят при температуре 550-560С. Осуществляется в 2-3 этапа, каждый длительностью не менее часа. При этом повышаются прочностные характеристики металла.
Нагрев стали проводят в специальных соляных ваннах, которые состоят из хлорида бария (78%) и натрия хлора (22%). Фтористый магний применяют для раскисления раствора.
Производство режущего инструмента
После термической обработки стали начинается производство режущих инструментов. Для этого заготовки, которые предварительно проверяют на соответствие требованиям ГОСТа, направляют на шлифовку. Изделия из стали Р18 легче шлифуются, но и меньший период времени сохраняют остроту. Ножи из сплава Р6М5 возможно заточить только при наличии профессиональных инструментов и навыков, но качество заточки у них значительно лучше. На производстве для шлифовки заготовок из стали Р18 и Р6М5 применяют специализированные станки.
 Нож Гриф сталь Р18, рукоять береста.
Нож Гриф сталь Р18, рукоять береста.
Использование при резании
Ножи из стали Р18 и Р6М5 являются быстрорезами, они универсальны в применении. Металл отлично показывает себя при нагревании и механических нагрузках. Он не теряет прочности, не деформируется. Производители ножей из данных марок стали проводили эксперименты, в ходе которых успешно справлялись не только с нарезкой различных продуктов питания (мясо, кости, хрящи), но и разрезании древесины, и даже металлических пластин толщиной в несколько миллиметров!
Области применения
- Изготовление режущего инструмента (свёрл, метчиков, фрез, развёрток, сменных вставок для зенкеров).
- Производство конструкционных деталей высокой износостойкости при повышенных температурах (например, кольца и вкладыши автомобильных клапанов).
- Штамповые стали для процессов холодного деформирования с заметным влиянием контактного трения (волочение, высадка, прессование, выдавливание).
В заявленных условиях быстрорежущая сталь должна соответствовать требованиям:
- Красноломкости.
- Высокой твёрдости.
- Прочностью на сжатие.
- Ударной вязкостью.
- Износостойкостью.
Для выполнения этих требований в составе быстрорезов часто присутствует кобальт – активный карбидообразующий элемент, особенно активно действующий при отпуске.
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Характеристики материала
Нержавеющая сталь с особыми химическими свойствами (криогенная). Высокоуглеродистая коррозионностойкая (нержавеющая), немагнитная, аустенитная марка, содержащая титан.
-
Твердость:
- По Роквеллу. Твердость по Роквеллу (HR), метод основан на статическом вдавливании в испытываемую поверхность наконечника при определенной нагрузке. Твердость составляет 279 МПа.
- По бринеллю. Твердость по Бринеллю (HB), метод основан на том, что стальной шарик утопляется в плоскую поверхность под нагрузкой. Твердость составляет 179 МПа.
- В состоянии плавки. Твердость в течение периода плавления колеблется в пределах 70-88 МПа.
- Плотность. Плотность стали составляет 7920 кг/м³.
- Марка: 12Х18Н10Т (старое название Х18Н10Т).
- Класс: сталь конструкционная криогенная.
Химический состав

Благодаря этому сталь отличается отличным сочетанием технологических качеств нержавеющей стали и превосходных эксплуатационных качеств. Влияние углерода в сплаве (0,1%) обеспечивает аустенитную структуру стали.
Включение алюминия, титана и кремния в сплав придает стали этой марки свойства ферритных сталей. Легирующий элемент — титан, обладает карбидообразующим действием, что предотвращает образование межкристаллической коррозии. Кремний, процентное содержание которого не превышает 0,8%, способствует увеличению его плотности и служит для дегазации стали. Увеличивает плотность сплава и его предел текучести.
Предел прочности
Предел прочности (временное сопротивление разрыву) – это механическое напряжение, при котором происходит разрушение материала или сплава. Конечная прочность стали — 550 МПа.
Важно! Конечная прочность стали может варьироваться в зависимости от типа термической обработки и температуры. Если нужна точная информация об окончательной прочности стали, можно найти ее в сопроводительной документации.
Предел текучести
Пределом текучести металлов называют характеристику стали, которая показывает критическое напряжение, после которого деформация материала продолжается без увеличения нагрузки. Предел текучести R — 276 МПа.
Ударная вязкость

Ударная вязкость зависит от состава стали, наличия легирующих элементов и значительно меняется при изменении температуры. Ударная вязкость KCU, Дж/см2 — 215 – 372.
Температура эксплуатации
Максимальная рабочая температура нержавеющей стали 12Х18Н10Т при длительной эксплуатации на 200 градусов выше, чем при сверхдлительной. Эта сталь может применяться при температуре до 800°С в течении 10 тысяч часов.
Механические свойства
При легировании в состав входит кремний. Увеличивает плотность и текучесть. Концентрация этого химического элемента в составе отрицательно влияет на пластичность.
Важно! Достаточно высокая пластичность и ударная вязкость являются привлекательными эксплуатационными характеристиками металла.
Когда температура окружающей среды снижается, механические свойства металла начинают значительно снижаться.
Недостатком является то, что металл не выдерживает воздействия веществ, содержащих ионы хлора. Кроме того, коррозионная стойкость низкая по отношению к соляной или серной кислоте. Поэтому сфера применения несколько ограничена.










Отпускная хрупкость
Большинство известных видов стали обладают отпускной хрупкостью-особым состоянием сплава, которое характеризуется низким значением ударной вязкости. В нормальных условиях это свойство не способно повлиять на другие механические свойства материала.
Свариваемость

Технология сварных соединений не имеет особых ограничивающих свойств.
Используются следующие характеристики сварочных технологий:
- ручная электрическая дуга с использованием электродов CT-26;
- электрошлаковый;
- контактно точечный.
Для обеспечения повышенной прочности рекомендуется окончательная термическая обработка швов.
Особенности термической обработки
Термическая обработка при температуре порядка 1200 — 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 — 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.
Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 — 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 — 500 ºC, второй при 800 — 850 ºC. По достижении окончательной температуры, а это 1200 — 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 — 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 — 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 — 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два — три сеанса длительностью один час каждый
Область применения
Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Их твердость достигает HRC 70. Отличаются повышенной стойкостью к пластическим деформациям и износостойкостью при нагревании. В отличие от инструментальных сталей инструментами из Р18 скорость обработки повышается до 4 раз.
Улучшение эксплуатационных свойств достигается термической обработкой. Нагрев под закалку производится до температуры 1300 °C. Введенный в состав кобальт повышает температуру превращения внутренней структуры карбидов. Основным карбидом считается Fe3W3С. При нагревании и выдержке значительная часть карбида переходит в твердый раствор мартенсита ли аустенита.
Для получения мелкозернистой внутренней структуры используется низкий отпуск. Температура проведения 550 °C — 560 °C. В данной фазе происходит распад остаточного аустенита и выделение дисперсных карбидов.
Для предотвращения образования трещин нагрев под закалку производят ступенчато. Сначала подогревают до 500 °C, затем до 850 °C. Выдержка при температуре 1300 °C проводится в зависимости от толщины обрабатываемой детали. Время не более 15 секунд на 1 мм размера при диаметре не более 30 мм. Например, диаметр фрезы 10 мм. Время выдержки не должно превышать 150 секунд (2,5 минуты).
Время подогрева вдвое больше времени выдержки заготовки. Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.
https://youtube.com/watch?v=AcSiORVnlHo
Режущий инструмент из быстрорежущей стали подвергается дополнительной обработке для повышения коррозионностойкости и изностойкости режущей кромки. В зависимости от типа обрабатываемого материала используется:
- азотирование, снижающее хрупкость поверхностного слоя;
- цианирование, увеличивающее вязкость;
- сульфидирование;
- пропаривание.
Данные операции производятся после термической обработки, заточки и шлифовки. Это помогает придать готовому инструменту большую прочность
Сравнение стали Р18 и Р6М5
Из сплавов Р18 и Р6М5 получаются прекрасные ножи с интересными характеристиками. Какой из них лучше в данном случае сказать сложно. Но есть небольшие различия между металлами, которые обусловлены их различным химическим составом.
В составе стали Р18 содержится очень большое количество вольфрама, а в сплаве Р6М5 его количество колеблется в районе 5-6%. Карбиды вольфрама очень сильно сказываются на износостойкости готовой продукции. Это напрямую влияет на сроки их эксплуатации.
Следовательно, ножи из стали Р18 будут долговечнее чем из Р6М5. Также следует отметить простоту шлифовки изделий из сплава Р18. Такие клинки проще затачивать и они дольше остаются острыми.
Изделия из стали Р6М5.
Быстрорежущая сталь Р6М5. Расшифровка, состав и свойства
Быстрорежущая сталь Р6М5 является самозакаливающейся, она принадлежит к инструментальному классу. В качестве легирующих компонентов выступают вольфрам (6%) и молибден (5%), такой же состав имеет американская сталь М2. Иностранные аналоги имеют в своем обозначении номенклатуру HSS (высокоскоростная).
Область применения стали включает обработку твердых металлов, что обусловлено высокой прочностью сплава. Материал позволяет максимально повысить скорость работы оборудования для резки, шлифовки, сверления по сравнению с другими видами инструментальных составов.
Особенным преимуществом является долговечность резьбонарезного инструмента, изготовленного из стали Р6М5, при работе с динамическим и вибрационным воздействием.
Расшифровка стали Р6М5
Наименование подразумевает следующие параметры сплава:
- Р – быстрорежущая сталь (rapid – быстрый);
- 6 – 6% вольфрама;
- М5 – 5% молибдена.
В зависимости от состава материала в наименовании могут присутствовать дополнительные индексы. При наличии кобальта – К, ванадия – В, титана – Т, циркония – Ц.





Электрошлаковый способ получения обозначается Ш, а современные технологии изготовления предполагают использование названия Р6АМ5. В данном случае речь идет о введении азота в состав быстрорежущей стали Р6М5 в качестве легирующего компонента.
Он вводится во время отпуска после закалки. Основная область применения такого типа металла – создание фрезерных кругов.
Химический состав и свойства
В состав материала согласно нормативным документам входят:
- вольфрам – 6,15±0,35%;
- молибден – 5,05±0,25%;
- стронций – 4,1±0,3%;
- ванадий – 1,9±0,2%;
- C, Si, Mg, Ni, S, P, Co – менее 1%.
Специальные свойства стали позволяют производить из нее фрезы, метчики, развертки и прочие инструменты. К преимуществам их относится надежность и долговечность. Основные характеристики металла представлены:
- твердостью стали Р6М5 при повышении температуры, что обусловлено минимальным нагревом при длительной работе без перерыва. Это исключает мягкость сверла или другого инструмента при работе, снижает хрупкость. Максимальная температура нагрева, при которой сохраняются свойства сплава – 600 градусов;
- сопротивлением накаливанию при продолжительном температурном воздействии;
- способностью на протяжении длительного времени сохранять остроту режущей кромки;
- ударной вязкостью;
- простотой обработки и технологичностью;
- возможностью воспринимать механическую, в том числе динамическую нагрузку.
Особенности термической обработки
Термическая обработка при температуре порядка 1200 – 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 – 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.
Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 – 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 – 500 ºC, второй при 800 – 850 ºC. По достижении окончательной температуры, а это 1200 – 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 – 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 – 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 – 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два – три сеанса длительностью один час каждый