
Технология электрошлаковой сварки
Выбор сварочных материалов (проволоки и флюса)
В таблице ниже приведены рекомендованные и наиболее распространённые сочетания свариваемых материалов и марок сварной проволоки для них:
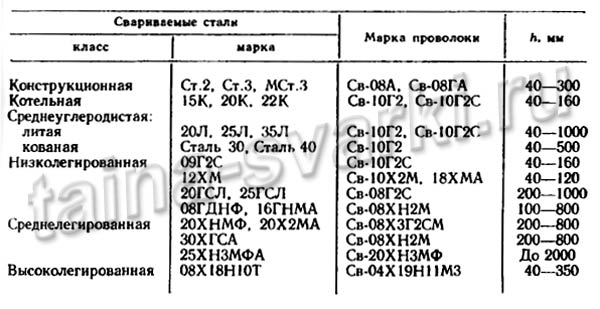
Все сочетания, данные в таблице, можно выполнять с использованием флюса марки АН-8 и АН-99, за исключением сталей 25ХН3МФА и 08Х18Н10Т. Сварку этих сталей рекомендуется выполнять с применением флюса 48-ОФ-6. Химический состав этих флюсов должен соответствовать ГОСТ 9087.
Также был разработан флюс марки АН-9, состоящий из CaF2 — 25-30%, CaO — 20-35%, Al2O3 — 10-15%, SiO2 — 15-20% и ZrO2 — 6-10%. Этот флюс сочетает в себе металлургические свойства флюса 48-ОФ-6 и технологические свойства флюса АН-8.
Выбор параметров режима сварки
Основными параметрами режима электрошлаковой сварки являются: падение напряжения на участке электрод-шлаковая ванна U, скорость подачи проволоки Vе, сила сварочного тока I, скорость сварки Vсв, глубина шлаковой ванны h, вылет электродной проволоки l, скорость поперечных колебаний электродов Vк, количество электродов n, сечение электрода (или сумма сечений всех электродов) S, зазор между кромками g, расстояние между электродными проволоками d, толщина пластины плавящегося мундштука sм, время остановки электродных проволок у ползунов t, толщина свариваемого металла s.
Правильный выбор режимов и поддержание их на требуемом уровне обеспечивают хорошее качество сварки. Одной из важных характеристик сварного соединения является коэффициент формы шва f, который равен отношению ширины металлической ванны к её глубине. Это соотношение характеризует склонность сварного шва к образованию холодных трещин, одного из самых частых дефектов электрошлаковой сварки. Среднее значение f составляет 1,5-4,0.
Величину сварочного тока можно определить по формуле:
I=(0,22Ve+90)n+1,2(Vсв+0,48Vп)ab,
где Vп — скорость подачи пластины; a и b — ширина и толщина, см. Размерности всех скоростей даны в см/ч.
Скорость подачи электродной проволоки:
Vе= VсвF/S,
где F=gs, см2; S=0,071n, см2.
Практический опыт применения ЭШС показал, что параметры h, l, Vк, t почти не зависят от толщины свариваемого металла и имеют следующие значения: h=40-50мм, l=80-90мм, t=4-5с. Ориентировочные значения между параллельными кромками свариваемых элементов можно выбрать из таблицы:
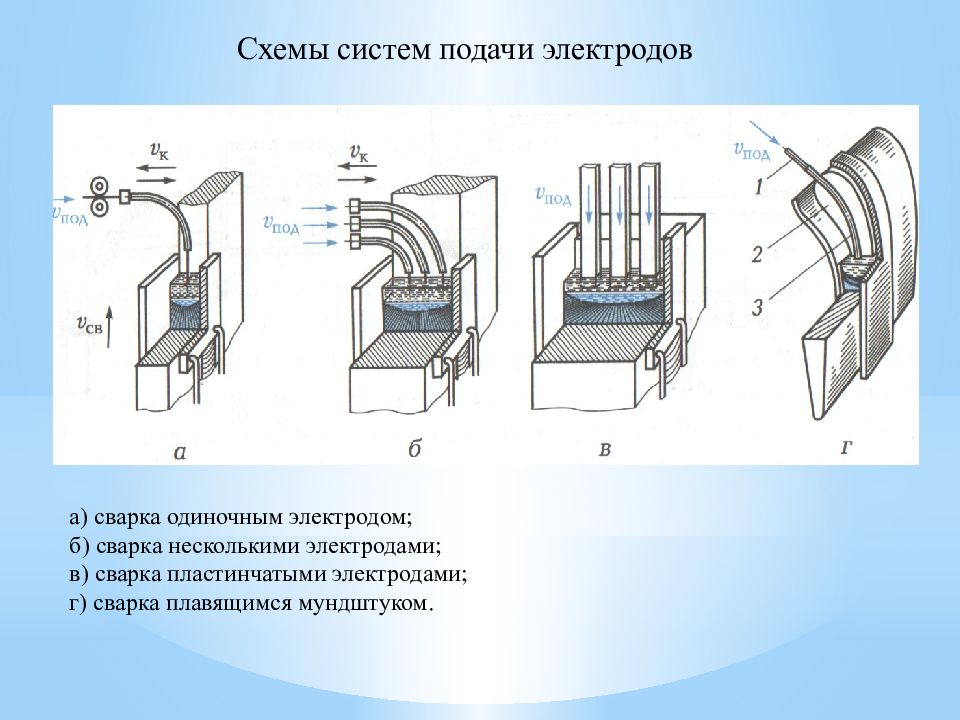
Выбор количества электродных проволок
Это количество выбирается, исходя из толщины свариваемого металла. Металл, толщиной не более 50мм, сваривают одной проволокой, 50-120мм — двумя, а метал толщиной 120-450мм — тремя электродными проволоками.
Электрошлаковая сварка плавящимся мундштуком
При выборе числа электродных проволок, следует учитывать толщину пластины плавящегося мундштука sм. Число электродов рассчитывают по формуле:
n=[(s-40)/d]+1,
округляют до единиц. Оптимальную величину d можно выбрать, исходя из следующих соотношений:
ЭШС пластинчатым электродом
При варке стали пластинчатым электродом, ширину пластины подбирают равной толщине свариваемого металла. При использовании двух или трёх пластин, общая их ширина должна быть на 15-20мм меньше толщины свариваемого металла (15-20мм уходит на зазор между пластинами). Толщина пластинчатых электродов составляет 10-12мм. Оптимальная скорость подачи электродов 1,2-3,5 м/ч.
Подготовка деталей к сварке
Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
При сварке деталей из конструкционных сталей с толщиной, не превышающей 200мм, кромки подготавливают газоплазменной резкой, а при толщине более 200мм — мех. обработкой. При сварке цветных металлов или легированных сталей также применяют мех. обработку.
Непосредственная подготовка включает в себя сборку деталей под сварку. Результаты, полученные на практике, показали, что для хорошей фиксации и для устранения деформаций, возникающих при сварке, сборку деталей выполняют с клиновидным зазором, расширяющимся кверху. Схема сборки показана на рисунке:
В зависимости от свариваемого материала, способа электрошлаковой сварки, её режимов и способа закрепления, угол раскрытия может составлять 1-2°. Свариваемые детали фиксируют при помощи скоб или планок, приваренных вдоль стыка с интервалом 50-80см. По окончании сварки выводные планки и входной карман срезаются газоплазменной резкой.





Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром ≈40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной стороны стыка. При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного.
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и выходные планки.
5.8 Требования к продукции, полученной ЭШС
Сварные соединения, выполненные ЭШС, должны обеспечивать служебные характеристики, установленные конструкторской документацией и нормативным документом на изделие и согласованные с заказчиком.
В случае обнаружения недопустимых дефектов сварные соединения подлежат ремонту. Метод восстановительного ремонта (удаление дефекта, заварка, последующая термо — и механическая обработка) назначается в соответствии с технологическим процессом, разработанным на предприятии, осуществляющем ремонт.
Дефекты швов должны быть полностью удалены механическим путем, а образовавшаяся разделка заварена.
Необходимое оборудование
Ряд особенностей оборудования для электрошлаковой сварки обусловливают ее преимущества, одним из которых является небольшой расход флюсов, составляющий в среднем около 5% массы наплавляемых металлов. Также данным способом можно сваривать заготовки любой толщины даже в один проход. Причем он не требует разделывания кромок, а производительность такой сварки в разы превышает многослойную флюсовую сварку, осуществляемую с помощью автомата. Электрошлаковый способ еще способствует очищению шовного металла от посторонних включений с удалением из него газов. Это происходит благодаря значительным температурам верхнего слоя металлической ванны, расположению ее по вертикали и продолжительному времени пребывания металлов в расплавленном виде.
К недостаткам в работе оборудования для электрошлаковой сварки относится существенное перегревание материалов в зоне около шва. Это может привести к ухудшению его пластических характеристик. Для достижения сварным соединением требуемых механических свойств его дополнительно подвергают специальной высокотемпературной обработке. Также электрошлаковый способ осложнен потребностью в установке перед сваркой специальных технологических приспособлений (карманов, планок и т.п.). Он эффективен лишь в вертикальном или близком к нему расположениях, а остановка его процесса до завершения сварки чревата появлением дефектов в швах.

Свариваемые установкой электрошлаковой сварки заготовки собираются вертикально без применения скоса кромок, причем размер зазора между ними обычно составляет от 2 до 4 см. С помощью особых формирующих устройств, пластин или медных ползунов с водным охлаждением удерживают расплавленный металл со шлаком от вытекания до образования сварного соединения. Шов формируется в ходе кристаллизации металлического расплава в нижней зоне металлической ванны.
Сварочный процесс производится с использованием специальных аппаратов, обеспечивающих требуемые режимы электрошлаковой сварки. Они способны подавать электроды в область сварки, поддерживать устойчивость электрошлаковых операций и их передвижение по мере необходимости вдоль линии шва. Чаще всего для этих целей используют автоматы, так как более тяжелая аппаратура полуавтоматов труднее передвигается в вертикальном направлении. Каждая автоматическая установка для сварки электрошлаковым способом составляется из самодвижущегося сварочного автомата, который имеет связь с медными башмаками, охлаждаемыми водой и формующими шов; кассет с находящейся в них электродной проволокой; бункера, наполненного флюсом; питающего источника с управляющей аппаратурой. Для выполнения сварки таким способом используют как обычные флюсы, так и специальные, способные образовывать электропроводный расплав.
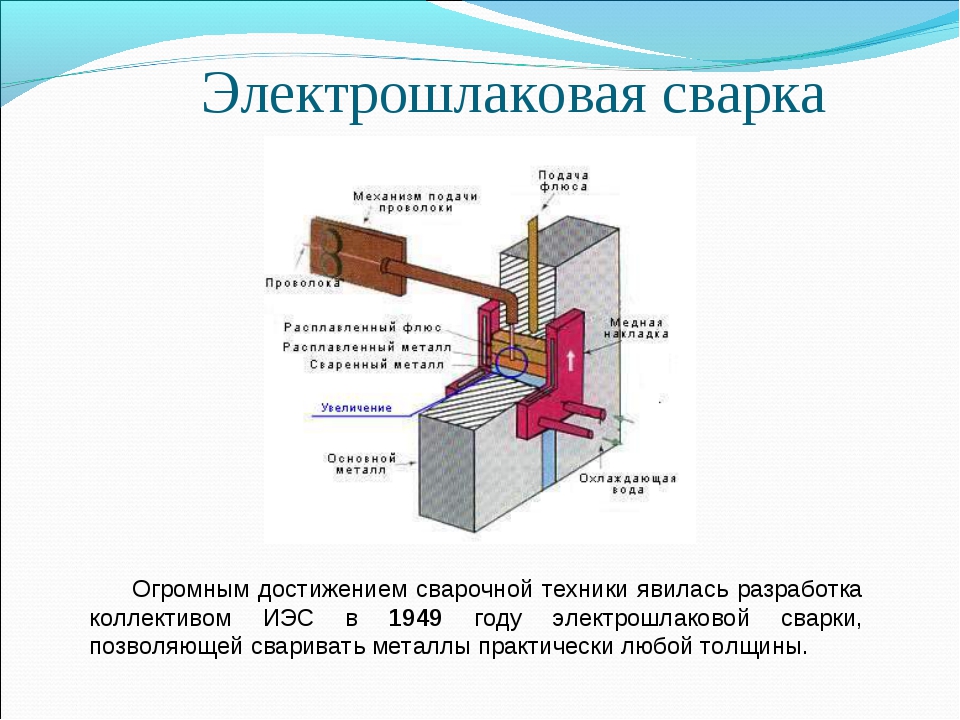
Сущность процесса электрошлаковой сварки
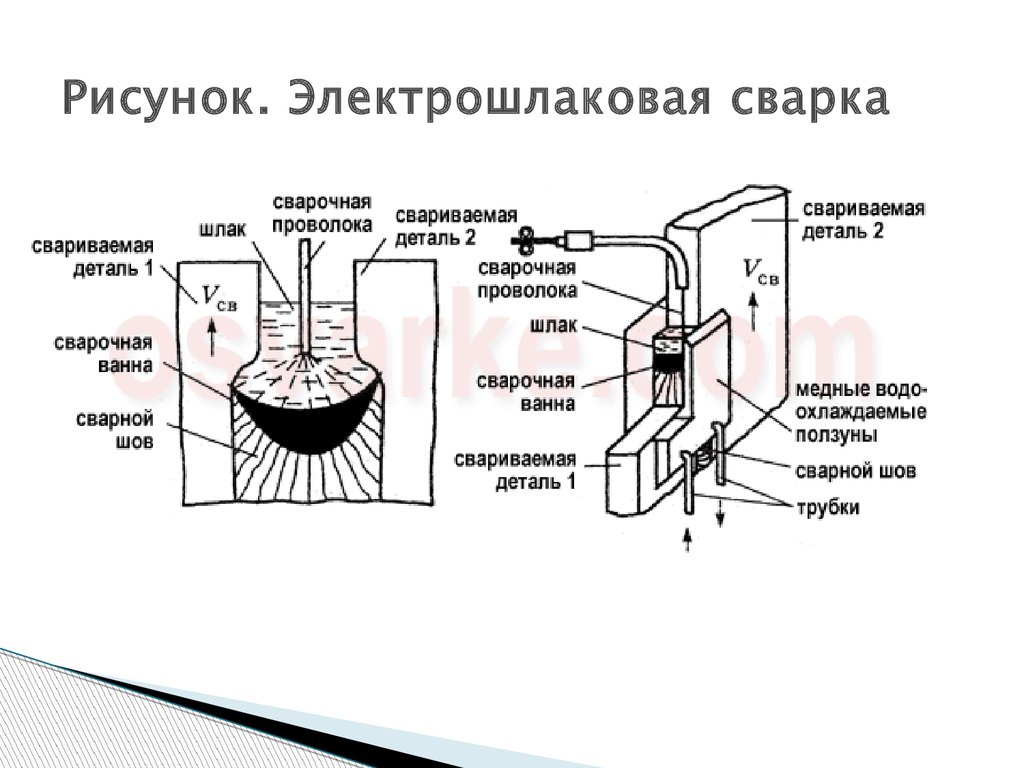
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну
расплавленного шлака, расплавляет основной и присадочный металл и поддерживает
постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой
ванны в пределах 35-60мм. Ванну легче сформировать при
вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку
выполнять в нижнем положении. Для принудительного охлаждения расплава и
формирования сварного шва, в большинстве случаев, применяются медные устройства
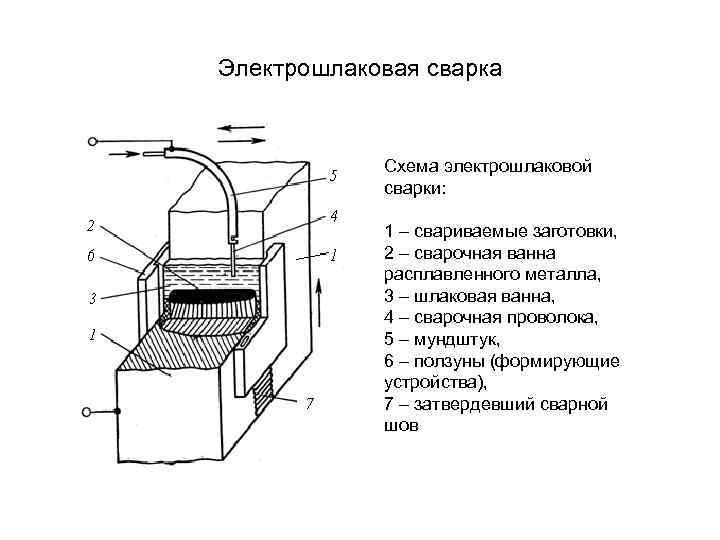
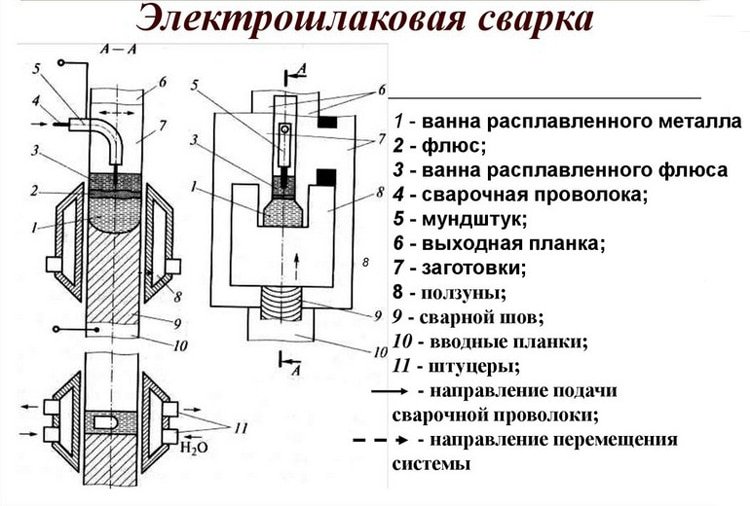
с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне,
а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно
только благодаря постоянной температуре расплавленной шлаковой ванны. Температура
расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую
ванну, а от неё — к свариваемым кромкам через капли электродного металла. Распределение
всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим
образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60%
идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и
поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери
тепла через ползуны и теплоотвод в свариваемых деталях.
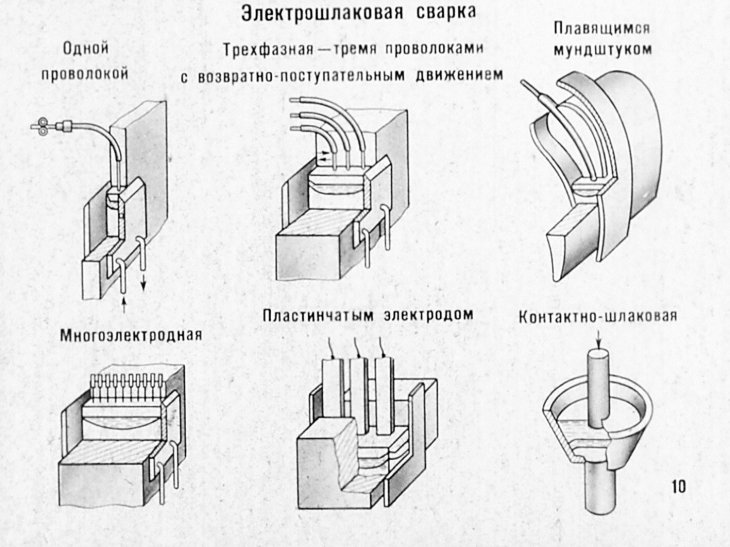
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для
наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять
проволочными электродами, плавящимся мундштуком, или же электродами большого
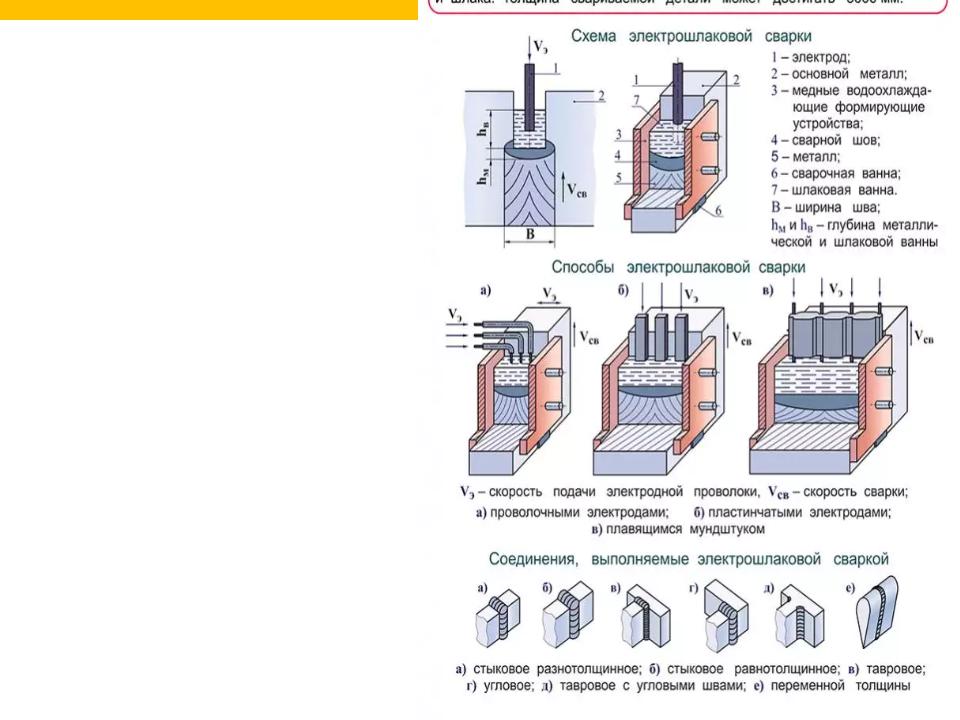
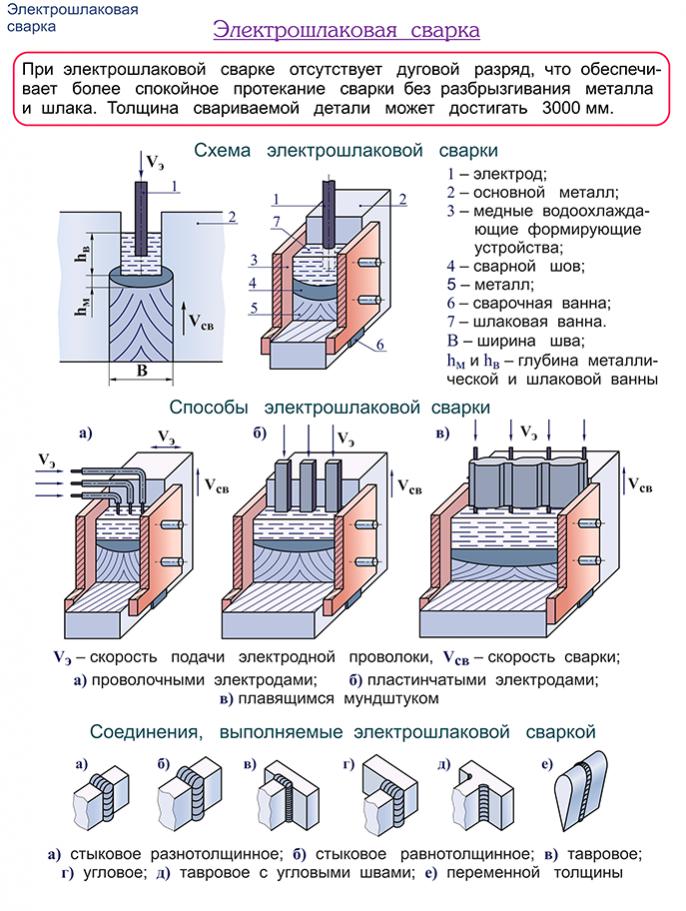
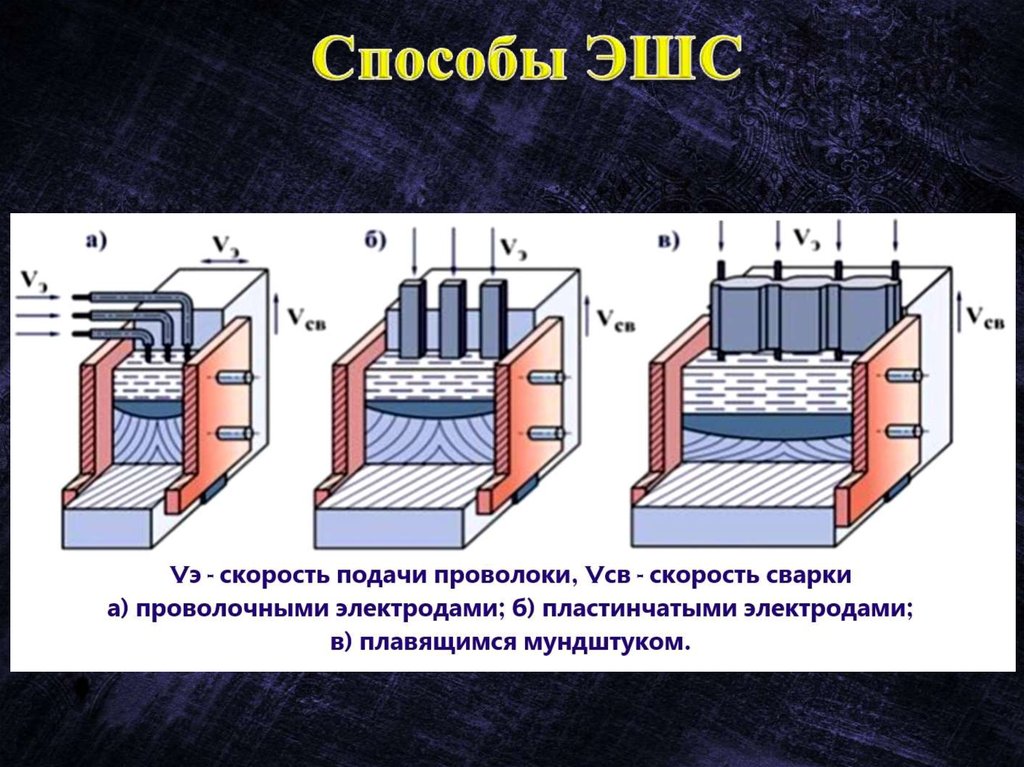
сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
На практике наибольшее распространение получили схемы а и б, они позволяют
сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм.
Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2
раза производительнее схем а и б. А схема д узконаправлена и предназначена для
сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
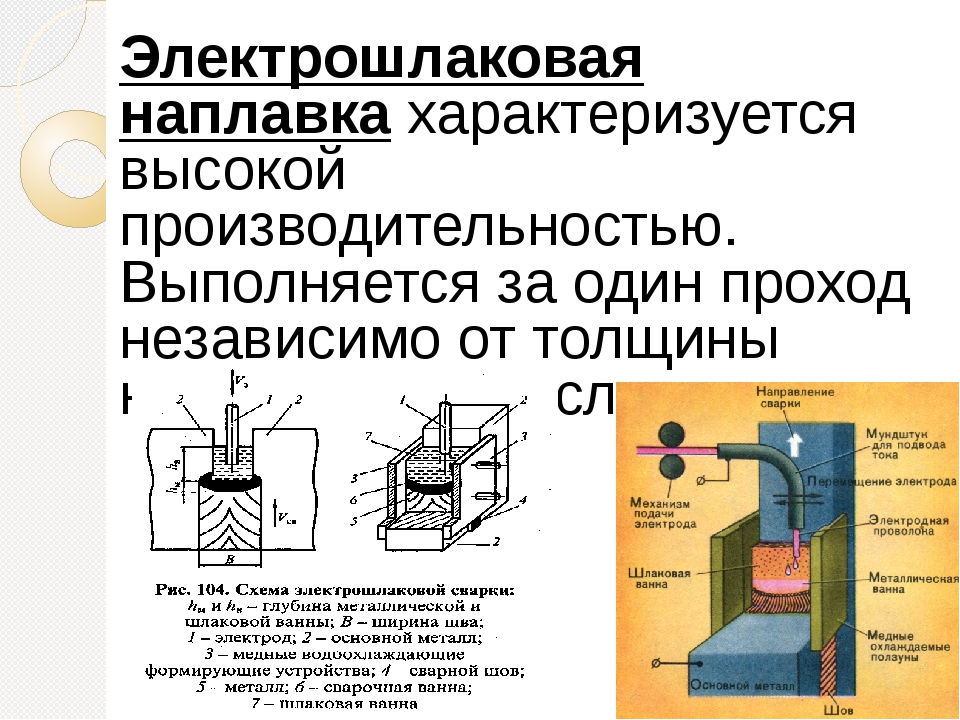
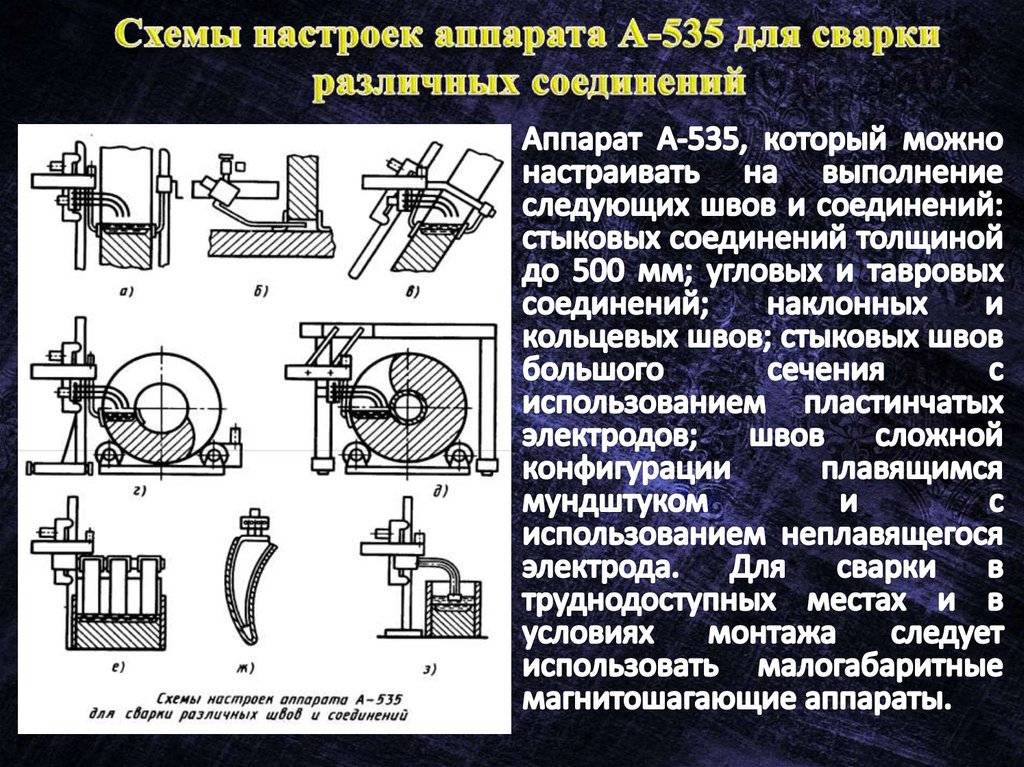
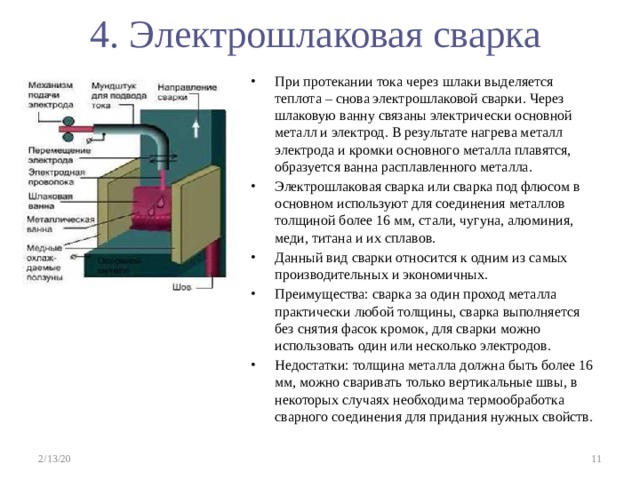

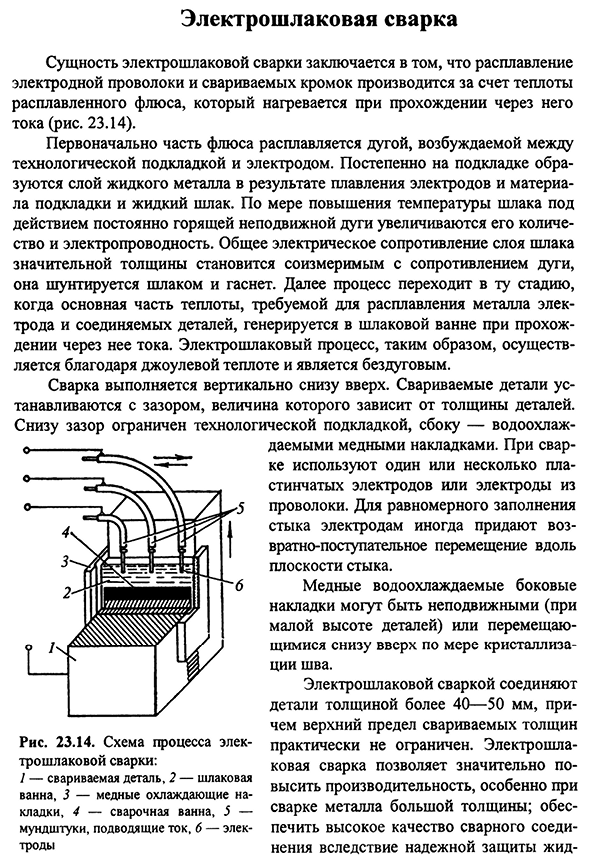

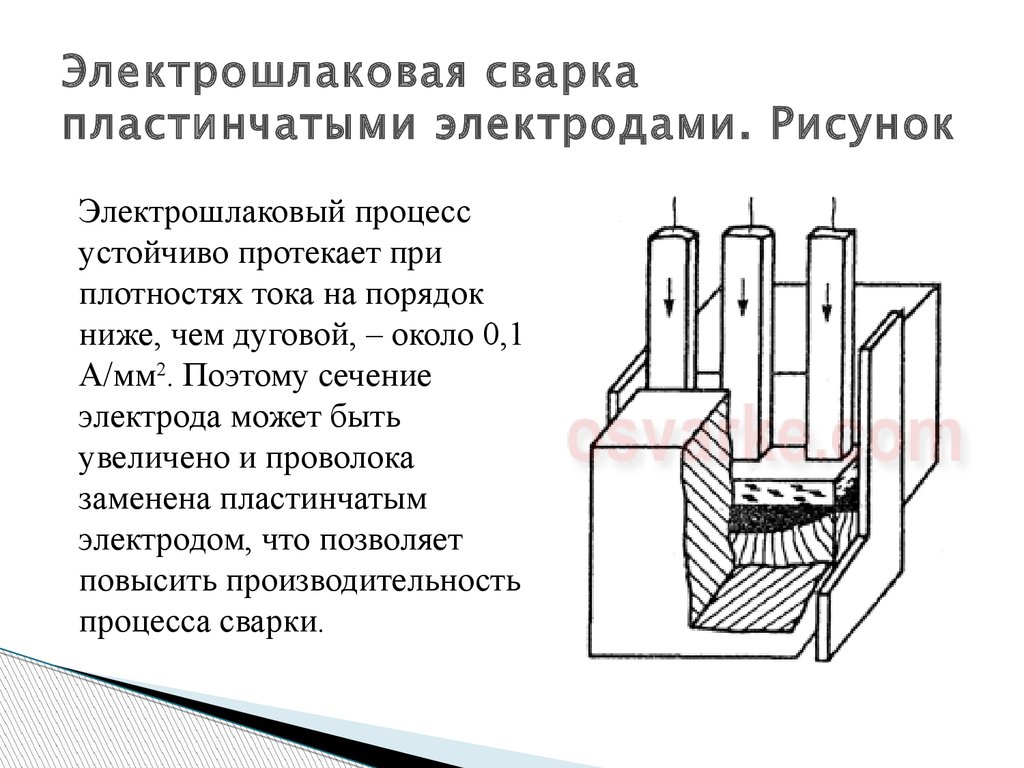
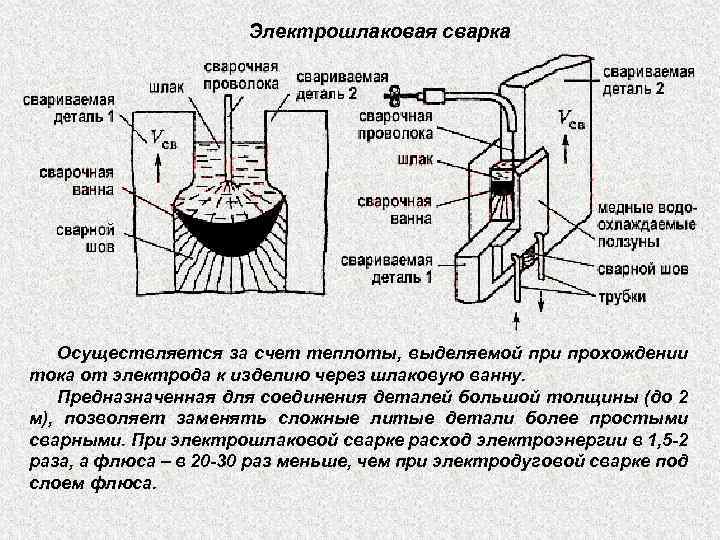

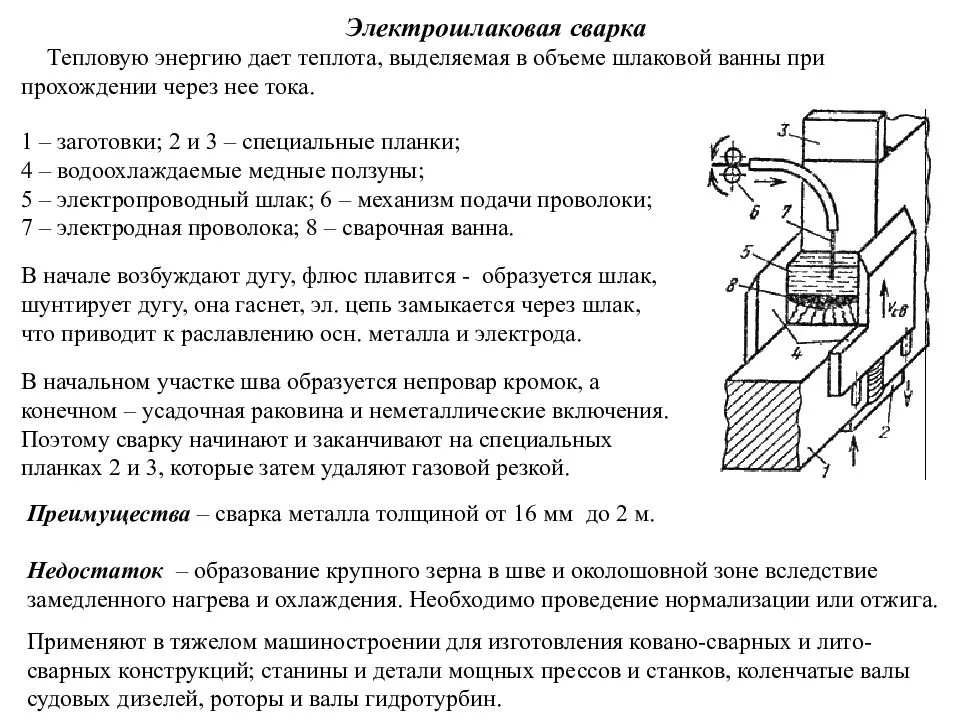
Схема е применяется при монтаже крупных изделий больших габаритов без последующей
термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает
высокая производительность и повышенные мех. свойства сварного шва. Все эти
схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и
электродами большого сечения:
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла
очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При
сварке сталей и сварке титана этим способом применяется проволока диаметром
3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется
одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам
сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами,
имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой
сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной
схемой подключения электродов к источнику питания. Такой способ сварки редко
применяется для сварки сталей, он получил наибольшее распространение при
сварке алюминия, или при сварке
меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов,
которые можно выполнить при помощи электрошлаковой сварки:
При
сварке стыкового шва между двумя кромками, обычно, предусматривается технологический
зазор, являющийся одним из важных параметров режима сварки. Все конструктивные
элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы
в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более
толстую кромку, либо к более тонкой приваривают дополнительную пластину для
уравнивания толщины.
Электрошлаковая сварка
угловых соединений и тавровых на практике встречается реже, чем стыковых.
Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V-
или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении.
Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно
на цилиндрической, конической или сферической поверхностях.
Недостатки
Электрошлаковая сварка обладает определенными недостатками. Технически она может проводиться, только если толщина металла составляет от 1,6 см и выше. Наиболее выгодным процесс сварки становится только при 4 см толщине, что далеко не всегда осуществимо в промышленной сфере. Иногда требуется совершать дополнительную термообработку, чтобы металл шва и возле него принял те свойства, которые нужны для работы, так как они меняются под действием ЭШС.
Разновидности
Существует несколько основных разновидностей данного процесса, которые отличаются по своим особенностям. Если рассматривать различия по типу используемого электрода, то выделяют сварку с проволочным электродом, плавящимся мундштуком и пластинчатым электродом. Но это не единственные параметры, по которым происходит различие. По наличию колебаний, которые совершаются электродом, выделяют:
- С колебаниями, которые происходят как в ручной дуговой сварке;
- Без колебаний, подобно некоторым разновидностям полуавтоматической сварке в газовой среде.
Также процесс может различаться по количеству используемых электродов:
- Одноэлектродная сварка;
- Двухэлектродная;
- Многоэлектродная.
Так же, электрошлаковую сварку разделяют на разновидности, изображенные на схеме ниже:
Схема электрошлаковой сварки
Технология
Сущность электрошлаковой сварки заключается в искусственном охлаждении поверхности свариваемого металла. Шлак пропорционально преобразовывает электрическую энергию в тепловую на месте своего нахождения. Главное здесь подобрать требуемый уровень напряжения, который бы смог обеспечить требуемую температуру, с учетом сопротивления металла и прочих факторов. Настройки режима являются одним из самых сложных моментов работы. Чем выше температура окружающей среды, а также внутренняя в расплавленном металле, тем выше проводимость шлаков. Исходя из этого, можно вычислить, что при снижении температуры до определенного значения, шлаки перестают быть проводниками или их сопротивление становится настолько высоким, что весь процесс становится невыгодным.
Технология электрошлаковой сварки
Одним из самых сложных моментов, которые возникают во время практического применения, является возможность возникновения дугового разряда между поверхностью металла и электродом. Электрошлаковая сварка должна проводиться без применения дуги, но если она возникает в глубине шлаковой поверхности, то это может привести к появлению дефектов внутри шва. Дуга отличается неустойчивостью и во время сварки может появляться неоднократно, что сильно ухудшает целостность шва. Чтобы не возникала дуга, следует задавать такие условия, которые в нормальном состоянии сделали бы ее максимально нестабильной, а при идеальных – вовсе не дали ей возникнуть. Она с меньшей вероятностью возникает в глубине шлаковой ванны. Также переменный ток делает дугу менее стабильной. При снижении напряжения холостого хода, в комплексе с другими методами, создаются именно те условия, которые не дадут образоваться электродуге.
Иногда процесс расплавления может стать нестабильным и тогда кристаллизация начнется раньше, чем это нужно. После этого нужно будет вновь расплавлять все, а при повторном воздействии может случиться образование дефектов.
Если во время расплавления, кромки металла расплавляются выше, чем находится сварочная ванна, то они быстрее остывают. Все это приводит к наплавлением. Это означает, что кромки оплавились от температуры, но не смешались с другими металлом, что не привело к появлению надежного соединения. Это может случиться при слишком высоком напряжении или когда ванная залегает слишком глубоко и параметры режима оказываются недостаточными для такой толщины. Правильно подобранный режим делает электрошлаковую прослойку, которая делает шов более стабильным и надежным.



Большая часть выделяемого тепла переходит в сварочную ванну. Одним из главных проводников здесь является электрод. Если превысить допустимое напряжение, то кромки будут оплавляться сильнее. В таком случае не возникает опасности не сплавления, но пропалить деталь вполне возможно.
Заключение
Сварка данным методом обладает очень оригинальной технологией, которая достаточно сложна, если разбирать ее подробно. Но при поверхностном изучении можно сделать массу ошибок, которые приведут к появлению бракованных изделий. Сложность проведения работ делает ее востребованной только в самых ответственных областях применения.
5.11 Требования к производственной санитарии и технике безопасности
При ЭШС крупногабаритных заготовок с предварительным подогревом параметры микроклимата на рабочих местах сварщиков должны соответствовать требованиям СН № 4088 . Рабочую зону сварщика необходимо экранировать подачей охлаждаемого воздуха.
Балкон сварщика специализированной установки для ЭШС заготовок толщиной 1000 — 3000 мм должен быть оборудован термоизолированной кабиной с кондиционированным воздухом.
Содержание вредных веществ в воздухе рабочей зоны при ЭШС не должно превышать предельно допустимых концентраций (ПДК) согласно ГОСТ 12.1.005. Помещение, где выполняется ЭШС, должно быть оборудовано общеобменной вентиляцией в соответствии СП № 1009 , а также устройствами местной вытяжной вентиляции.
Контроль содержания вредных веществ в воздухе рабочей зоны сварщика должен осуществляться в соответствии с требованиями СН № 4945 по основным вредным составляющим сварочного аэрозоля: фторидам марганца, кремния, железа, титана, фториду водорода, оксида углерода, озону и оксиду азота.
Если существующая в производственном помещении система вентиляции не обеспечивает снижение указанных вредных веществ по ПДК, то для дополнительной защиты органов дыхания сварщика рекомендуется применять респиратор ШБ — 1 «Лепесток» по ГОСТ 12.4.028.
Особенности процесса сваривания и типы ЭШ-сварки
Особенность электрошлаковой сварки – отличие в проведении сварочного процесса как в самом начале, так и в дальнейшем его протекании.
![]()
Положение шва при сварке стыковых.
Электроток проходит по цепи, состоящей из спецэлектрода, шлаковой массы в жидком состоянии и основного металла изделия. Прохождение электротока позволяет обеспечить плавление металла как основного, так и присадочного, помимо этого происходит плавление флюсового состава, который постоянно поступает в сварочную ванну. Образующаяся в сварной ванной шлаковая масса имеет меньшую плотность, что приводит к его всплытию в расплаве. Он в процессе проведения сваривания осуществляет защитную функцию, защищая расплавленный металл от воздействия атмосферы, одновременно с этим расплавленная шлаковая масса способствует очистке металла от вредных примесей.
На сегодняшний день разработано несколько технологий проведения сварки электрошлаковой.
Электрошлаковая сварка обладает следующими техническими и экономическими преимуществами:
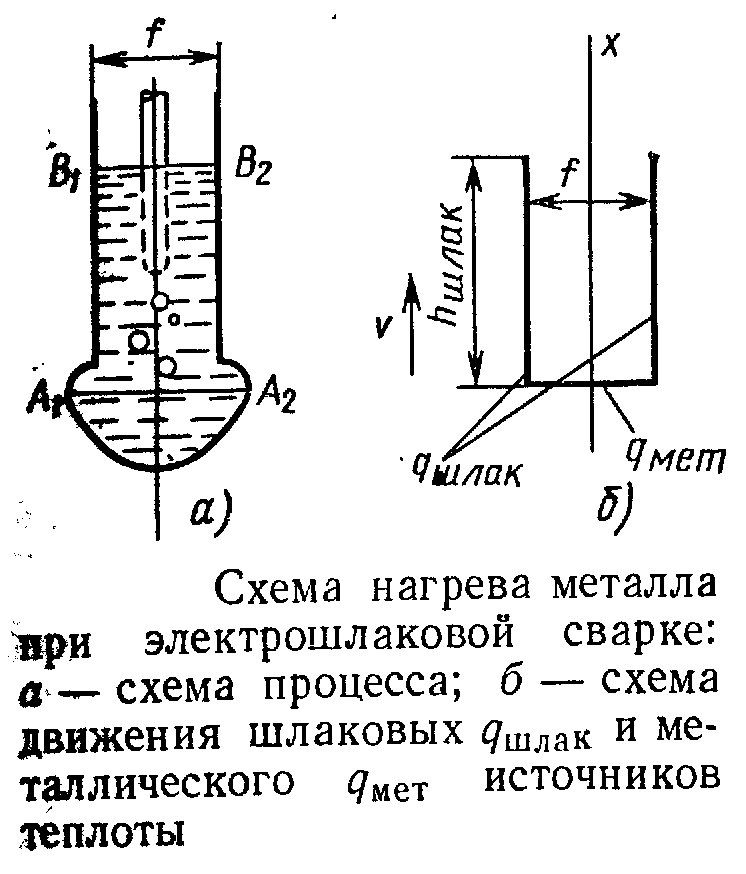
Схема нагрева металла при электрошлаковой сварке.
- устойчивость процесса, которая мало зависит от рода электротока;
- устойчивость процесса при кратковременном прерывании электротока;
- высокая производительность;
- экономичность сварочного процесса;
- отсутствие спецподготовки кромок деталей;
- отличное качество защиты сварного шва от воздействия воздуха;
- высокая распространенность расходных материалов и невысокая их стоимость;
- теоретическая возможность получения шва любой толщины за один проход.
Технология ЭШС имеет несколько недостатков, основными из которых являются следующие:
- возможность проведения сваривания только в вертикальном или близком к нему положении;
- недопустимость полной остановки сварочного процесса до конца сваривания;
- образование крупнозернистой структуры металла в зоне сваривания и снижение ударопрочности сварного шва;
- необходимость подготовки перед процессом сваривания технологических деталей.
ЭШС используется при сваривании прямых и кольцевидных стыков. Минимальная толщина изделий – 25-30 мм.