
Технология
Чтобы понять, как варят сваркой под водой, стоит рассмотреть особенности технологии данного процесса. Основная суть состоит в том, что при проведении варения под водой выделяется газ, который образует пузырь. Именно он обволакивает электроды для подводной сварки и свариваемые детали, что приводит к освобождению пространства для горения дуги.
Стоит отметить! Тепло, которое выделяется при горении дуги, расходуется на разогревание и плавление металла. При этом металлическая основа постоянно охлаждается под воздействием окружающей воды.
Иногда температура при проведении подводного сварочного процесса может опускаться до отрицательных значений. Обычно это происходит в ситуациях, когда вода насыщенна большим объемом солей.
Газ, который выделяется при горении дуги, частично считается продуктом сгорания металлов. Небольшая его часть (водород и кислород) образуется во время разложения воды под влиянием электрического тока и повышенной температуры.
Форма шва
Если вы новичок или неопытный сварщик с небольшим стажем, то прежде чем проводить подводную сварку вам обязательно нужно пройти обучение. Оно позволит разобраться во многих нюансах этого процесса, включая какой формы должен быть шов. В связи с тем, что при проведении технологии под водой происходит постоянное всплытие газа в беспорядочном движении, это может ограничить видимость в зоне сварной ванны.
Именно данные обстоятельства оказывают влияние на особенности конструкции шва при проведении сварки под водой. Они обычно выполняются в виде тавров, а именно когда соединяемые детали находятся относительно друг друга под углом, который близок к прямому. А если соединяемые детали должны быть в одной плоскости, то их сваривают внахлест.
Напряжение и ток
При проведении сварочного процесса под водой требуется высокое напряжение, которое сможет обеспечить устойчивое горение дуги. Его показатели должны составлять 30-35 В.
Чтобы смогла производиться подача такого напряжения на глубину, применяются специальные сварочные аппараты, которые могут выдавать напряжение в 80-120 В и сварной ток 180-220 А. Сварочная технология под водой может выполняться с применением постоянного и переменного тока.
Электроды и сварная проволока
Особое внимание стоит обратить на электроды для сварки под водой. Данные элементы должны быть выполнены из материала, который не подвержен воздействию воды
Часто для этого вида сварки используются материалы из малоуглеродистой стали.
Важно! Подводные электроды покрываются специальной обмазкой. Для нее используются составы, которые предотвращают разрушение материала длительного время
Они создают на поверхности защитной слой с водонепроницаемой структурой.
Электроды для сварки в воде могут покрываться парафином, воском, растворенным в ацетоне целлулоид. Именно эти смеси имеют хорошее защитное действие, они позволяют длительное время работать под водой.
Электроды для сварки с водой могут иметь диаметр от 4 до 6 мм. Часто применяются элементы специальных марок:
- Св-08;
- Св-08А;
- Св-08ГА;
- Св-08Г2.
Во время проведения полуавтоматического сварочного процесса используется сварочная проволока следующих марок — СВ-08Г2С, ППС-АН1.
Сварочная технология, которая проводится под водой, является необходимой технологией для проведения важных работ. Она широко используется в нефтяной области, при проведении ремонтных работ судов морского и речного типа, причалов, портовых сооружений и других важных конструкций. Процесс обладает достаточно сложной технологией проведения, но если знать все важные особенности, то в результате можно получить прочное и долговечное соединение.
Оборудование и расходные материалы
Подводная сварка производится типовыми генераторами тока: трансформаторами, инверторами, выпрямителями. Рекомендуемые параметры применяемого оборудования:
- напряжение 80 – 120 В;
- ампераж 180 – 220 А.
Кабель, шланги должны соответствовать стандартам электробезопасности, подводная сварка сопряжена с поражениями током, особенно в морской воде с высоким содержанием солей. При энергопотерях ухудшается горение дуги.
Электроды для подводной сварки делают с парафиновым или нитролаковым покрытием, часто применяют СВ-08, СВ-08ГА и подобные. Рекомендуемая порошковая проволока – СВ-08Г2С, ППС-АН1. Размер выбирается в зависимости от толщины свариваемых металлов.
Подводная сварка невозможна без использования скафандра
Когда применяется глубоководный металлический, важно соблюдать расстояние до рабочей зоны, чтобы не возникал разряд между инструментом и скафандром
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
“Горынычъ”
Устройство “Горынычъ” — аппарат плазменной сварки и резки российского производства подходит для работ, связанных с высокотемпературным воздействием. Возможно использование как для металлов, так и для других категорий материалов, не подверженных горению. Он представляет собой электродуговой генератор плазмы, образуемой при нагреве электронной дуги. Испарения рабочего состава, доходя до температуры ионизации, выводятся плазменной струей под давлением. В качестве рабочей жидкости может выступать этиловый спирт или вода, выбор того или иного варианта осуществляется в соответствии с поставленными задачами. Струя при этом имеет температуру в пределах 6000 градусов. Главными элементами аппарата являются блок управления и плазменный генератор.








“Горынычъ”, аппарат плазменной сварки и резки, отзывы в основном получает положительные. Многие пользователи отмечают его высокую скорость работы и многофункциональность.

Инструкция по выполнению гидросварки
Технология сухой сварки, при которой локализуется газовая среда. В рабочей зоне монтируется камера из портативных модулей, которые позволяют организовать сухую изолированную среду под водой. Сварка металла производится следующим образом:
- Через гибкий шланг, проходящий в камеру, подается электродная проволока.
- Параллельно начинается подача инертного газа, который будет защищать свариваемый участок и покрытие электрода.
- Водолаз-сварщик регулирует подачу проволоки с помощью тягового механизма.
- Через источники тока, находящиеся на поверхности, подается напряжение на дугу.
- Используя рабочую оснастку с электрододержателем, оператор начинает розжиг дуги и непосредственно термическое воздействие на металл.
Особенностью этого процесса по отношению к обычной сварке на суше можно назвать применение широкой группы контрольно-измерительных приборов, которые позволяют комплексно учитывать показатели давления, влаги и температуры в камере.
Технология подводной сварки
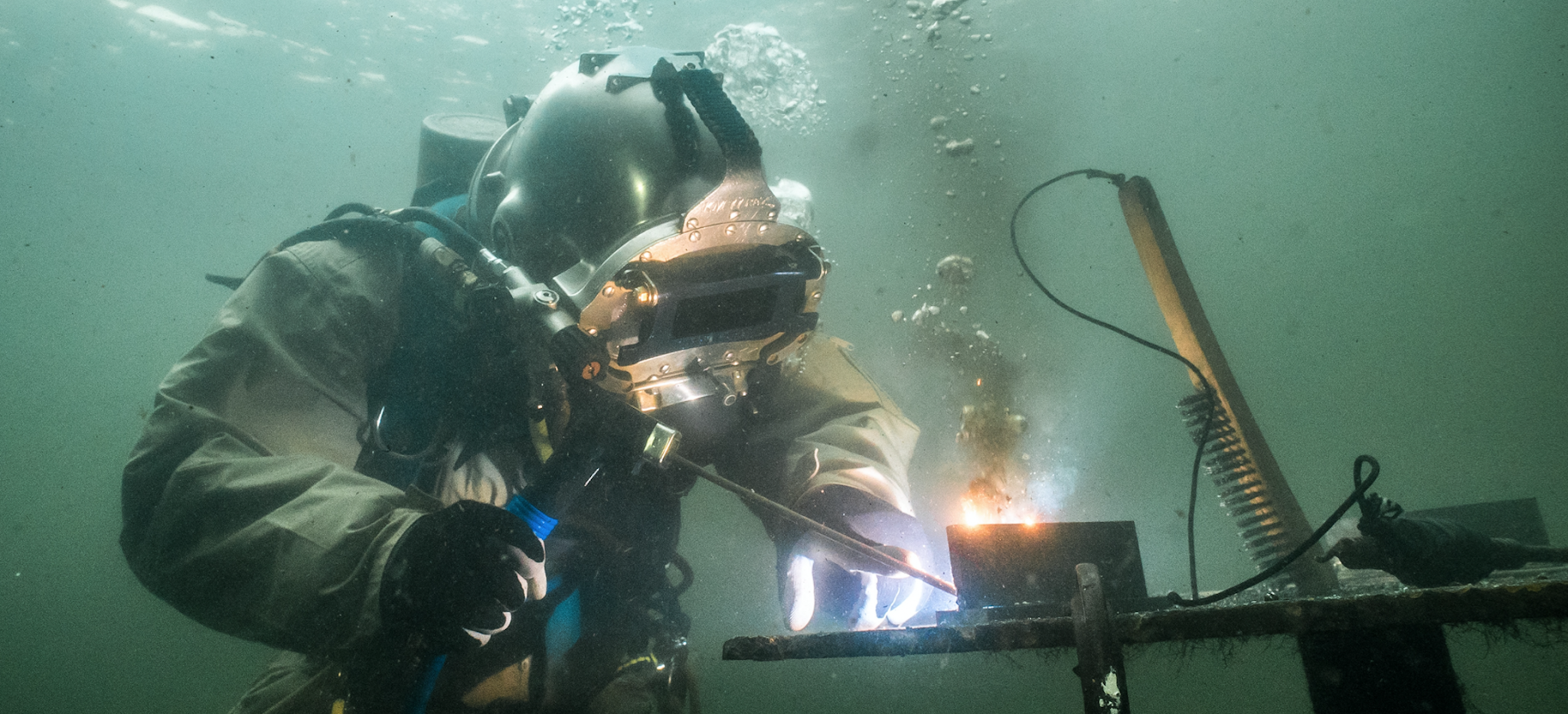
Метод мокрой сварки наиболее популярен из-за экономии финансовых и временных ресурсов. Данная технология основана на возможности сварочной дуги гореть в подводной газовой сфере. Работа сварщика проходит поэтапно:
- электрод, закрепленный в электрододержателе, находится в руках у исполнителя;
- сварщик «ведет» электрическую дугу движениями руки, тем самым производя процедуру соединения;
- при сгорании прутка процесс останавливается;
- новый стержень закрепляется в держателе;
- затем сваривание возобновляется.
Преимущества:
- отсутствие необходимости в дополнительных устройствах;
- специалист получает большую свободу перемещений;
- оперативность проведения работ.
Недостатки:
- невысокая производительность;
- присутствие значительного количества газовой фазы и механической взвести затрудняет визуальный контроль за процессом сваривания;
- полученные соединения отличаются неоднородностью.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
https://youtube.com/watch?v=vKHB9cWy1W4
Подводная сварка: виды
Сварка металла под водой может выполняться несколькими способами. Их также можно разделить на два вида, значительно различающихся с технологической точки зрения: сухая и мокрая сварка. Первая категория подразумевает использование специального оборудования. Данное оснащение создает условия, при которых исполнитель имеет возможность применять аппараты и материалы, эксплуатирующиеся на суше. Сюда можно отнести подводные камеры, боксы, отсеки, колокола.

Мокрая сварка представляет собой осуществление соединения непосредственно в водной среде. В данном случае и рабочий объект, и сварщик находятся в той же стихии. Здесь в качестве дополнительных приспособлений выступают электроды для сварки под водой и оборудование, а также знания и опыт исполнителя.
При данной технологии применяется дуговое сваривание из-за его распространения среди специалистов. При проведении работ на глубине сварочная дуга выделяет большое количество тепловой энергии и испаряет воду вокруг себя. Это позволяет создавать некую сферу, заполненную газом. В этой сфере дуга продолжает стабильно гореть, даже несмотря на давление.
Преимущества: экономия времени; отсутствие больших финансовых затрат; специалисту гарантирована свобода передвижения. Недостаток – качество шва значительно ниже, чем при сварке в сухой среде.
Данный вид также имеет разделение на два подвида:
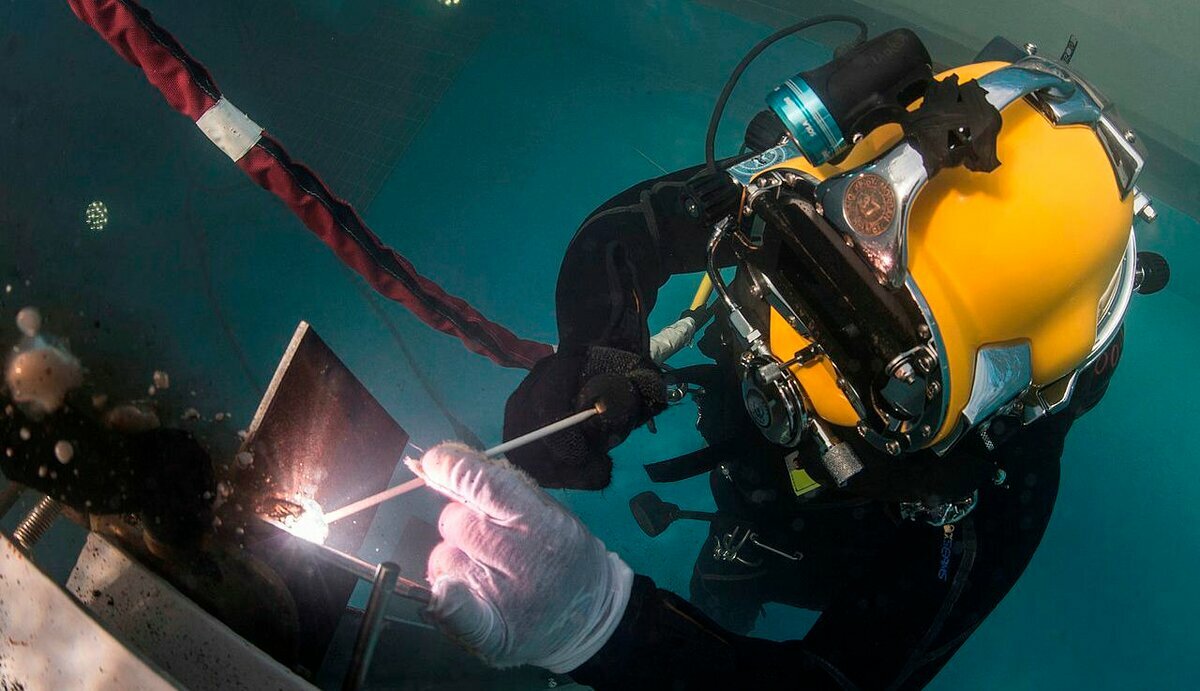
1. Полуавтоматическая сварка. Специалист вручную корректирует направление механической подачи электродной проволоки. Достоинства: длительность, непрерывность и лучшая видимость процесса, отсутствие обмазки у проволоки позволяет лучше контролировать формирование шва, что обеспечивает более аккуратное и ровное соединение, а также позволяет исключить образование пор и появление вкраплений.

2. Ручная сварка. Исполнитель применяет электроды для подводной сварки и мобильное сварочное оборудование, для работы в труднодоступных местах. Для проведения такого сложного процесса используются специальные, разработанные и адаптированные под тяжелые условия материалы. Электроды для сварки в воде имеют водонепроницаемое покрытие, представляющее собой пленку. Состав обмазки дополнен следующими элементами: смолы, парафин и целлулоидный лак. Данные составы не позволяют покрытию раскисать от воздействия воды, а также создают защитный слой.
Технология мокрой сварки используется чаще, чем метод сухой сварки. Второй способ менее популярен по нескольким причинам:
- внушительные финансовые затраты;
- продолжительное время для сооружения и подготовки дополнительного оборудования.
Однако, технология подводной сварки сухим способом имеет главное достоинство – качество шва находится на таком же высоком уровне, как и соединение, произведенное на суше.
Сухая сварка имеет несколько подвидов:
1. Сварка в глубокоподводной камере (кессон/водолазный колокол). Данная технология подразумевает погружение камеры под воду. Кессон герметично закрепляется вокруг рабочей зоны. Исполнитель производит соединение внутри конструкции, в которой путем наполнения её газом и вытеснения воды поддерживается атмосферное давление. Достоинства: сухая среда гарантирует качественный шов; постепенное остывание металл обеспечивает хорошие показатели ударной вязкости.
Видео
Вот как это может выглядеть, посмотрите ролик.
2. Соединение производится в мобильном сухом боксе (гипербарическая сварка/гидросварка). Гидробокс должен быть полностью или частично изготовлен из прозрачного материала, а также должен плотно прилегать к рабочей зоне и обеспечивать герметичность. В боксе поддерживается газовая среда, которая вытесняет воду. Основание бокса является открытым для ввода сварочной головки. Прозрачные стенки позволяют исполнителю контролировать процесс.
О профессии подводного сварщика
Человек, выполняющий подводную сварку, работает в особо сложных условиях, поэтому к проведению работ допускаются люди, прошедшие специальное обучение и получившие высокую квалификацию.
Требования
Сварка в воде подразумевает наличие дополнительных сложностей, по сравнению с тем, когда эта работа выполняется на суше. При резком подъеме с глубины на поверхность в крови образуются пузырьки газа, поэтому такой процесс должен выполняться правильно.
Во время обучения будущий подводный сварщик изучает:
- курс по выполнению сварочных работ;
- правила поведения под водой, использования акваланга, расчета времени пребывания на глубине, особенности выдержки при всплытии.
Много внимания уделяется изучению правил безопасности. Человек не только должен знать все тонкости сварочного процесса, но и уметь проверять оборудование, организовывать рабочее место, хорошо плавать.
Перед выполнением подводных работ надо ознакомиться с особенностями предметов, с которыми придется работать (обшивка судна, мосты, гидросооружения и т.д.). Обучение проводят в специализированных центрах, где обязательно есть бассейны и все необходимое оборудование.






Заработная плата
Средняя зарплата простого сварщика в РФ составляет 50-60 тыс. руб. в месяц. Выполнение таких работ под водой оплачивается намного выше, в среднем 100-120 тыс. руб. На величину зарплаты влияет разряд и навыки сварщика, регион проведения работ, уровень компании, в которой он работает.
Сложность обучения
Человек, выбравший профессию подводного сварщика, должен быть готов к существующим рискам и трудностям. Получить эту профессию можно в специализированных учебных центрах, организациях, работающих в указанном направлении, водолазных школах. Чтобы поступить в такое заведение, он должен иметь дипломы сварщика и технического дайвера.
В зависимости от степени подготовки человека и навыков, которые он хочет приобрести, длительность обучения составляет от 14 дней до 2 лет. Одновременно дают теоретические знания и проводят практические занятия, изучаются и отрабатываются правила проведения сварки под водой, работы с аквалангом, техника безопасности.
При выполнении подводной сварки надо строго соблюдать технологический процесс, а также разработанные правила безопасности, только так можно получить качественный результат и максимально обезопасить сварщика и других людей, принимающих участие в таких работах.
Разновидности процесса
Есть несколько способов выполнения подводной сварки, между собой они различаются видом и особенностями проведения.
В сухой среде
Эта разновидность сварки подразумевает, что сварщик и место на предмете, с которым он будет работать, помещаются в специальный бокс, из которого откачивают воду. Хотя человек не снимает водолазный костюм и может находиться по пояс в воде, но в месте наложения шва сухая среда. Результат получается такой же, как на суше. Это дорогой метод, требующий аренды специального бокса, техники, которая его опускает и поднимает. Он используется, когда работы проводятся на большой глубине или надо соединять объемные детали и к качеству шва предъявляются высокие требования.

Сварка в сухой среде подразумевает работу в специальном боксе.
При помощи защитного газа
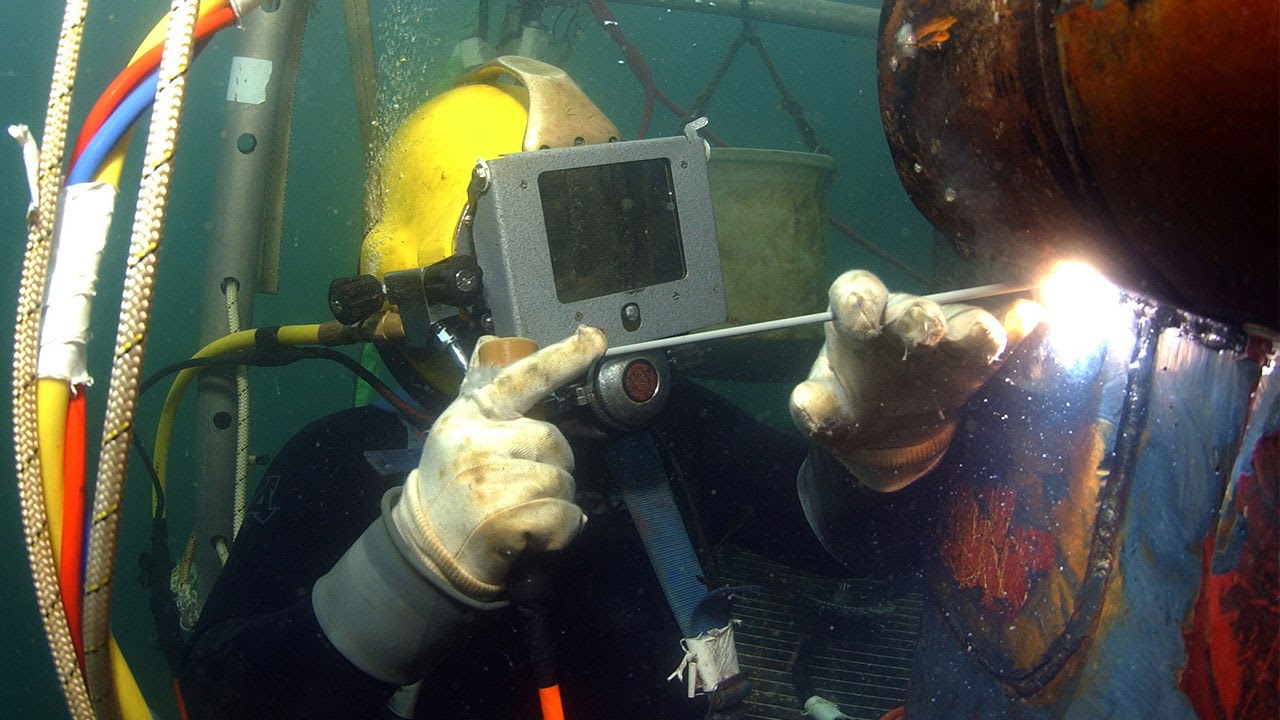
Для выполнения небольших швов, когда не стоит задача получить особо прочное соединение, работа осуществляется с помощью резервуара небольшого размера, накладываемого там, где будет проводиться сварка. Из него откачивают воду, а т.к. стенки прозрачные, то сварщик может визуально контролировать процесс формирования шва. Рабочим инструментом управляют через специальное отверстие.
Здесь сварка также выполняется в сухой среде, что позволяет шву остывать постепенно, а это положительно сказывается на показателях его ударной вязкости. Образующиеся газы не мешают обзору, но недостаток метода в том, что под каждый вид работ придется делать отдельную камеру.
Мокрая ручная и полуавтоматическая
Этот способ соединения деталей под водой отличается простотой и дешевизной. Для мокрой сварки необходимы электроды со специальной обмазкой. При полуавтоматическом методе используется горелка, в которую встроен механизм, способный подавать проволоку и продувать защитный газ. Применяется для ремонта судов вдалеке от порта, когда надо заварить трубопровод и т.д.
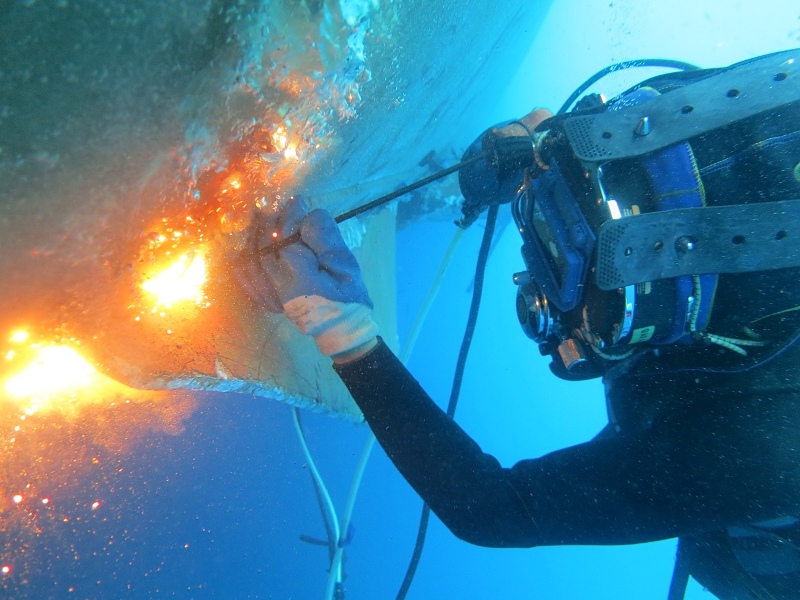
С помощью таких электродов работа выполняется по той же технологии, что и на суше. При проведении резки надо использовать большую силу тока и держать электрод в одном месте, пока не образуется сквозное отверстие. Чтобы ускорить процесс, когда расплавляется верхний слоя металла, его остаток протыкают электродом. Работы проводятся на глубине не более 40 м. Чтобы не было потерь напряжения и риска получить удар током, используемые кабеля должны быть сплошными.

Мокрая ручная сварка отличается дешевизной.
Контроль сварных соединений. Исправление дефектов сварного соединения
При доизготовлении на месте эксплуатации, монтаже, ремонте, реконструкции оборудования под давлением должна применяться система контроля качества сварных соединений, гарантирующая выявление недопустимых дефектов, высокое качество и надежность эксплуатации этого оборудования и его элементов.
Контроль качества сварных соединений должен быть проведен в порядке, предусмотренном проектной и технологической документацией.
Визуальному осмотру и измерениям подлежат все сварные соединения с целью выявления следующих дефектов:
а) трещин всех видов и направлений;
б) свищей и пористости наружной поверхности шва;
в) подрезов;
г) наплывов, прожогов, незаплавленных кратеров;
д) отклонений по геометрическим размерам и взаимному расположению свариваемых элементов;
е) смещения и совместного увода кромок свариваемых элементов свыше предусмотренных норм;
ж) несоответствия формы и размеров шва требованиям технологической документации;
з) дефектов на поверхности основного металла и сварных соединений (вмятин, расслоений, раковин, непроваров, пор, включений и т.п.).
Ультразвуковую дефектоскопию и радиографический контроль проводятся в целях выявления в сварных соединениях внутренних дефектов (трещин, непроваров, шлаковых включений и т.п.).
Метод контроля (ультразвуковой, радиографический, оба метода в сочетании) выбирается исходя из возможности обеспечения наиболее полного и точного выявления дефектов конкретного вида сварных соединений с учетом особенностей физических свойств металла и данного метода контроля.
Объем контроля для каждого конкретного вида оборудования под давлением устанавливается, исходя из требований соответствующих руководств по безопасности и указывается в технологической документации.
Сварные соединения не должны иметь внешних или внутренних дефектов (повреждений), которые могут повлиять на безопасность оборудования. Минимальные значения механических характеристик сварных соединений оборудования должны быть не ниже минимальных значений механических характеристик соединяемых материалов.
Элементы оборудования, собираемые вместе, должны обеспечивать безопасность оборудования и соответствовать его назначению. Все неразъемные или сварные соединения элементов оборудования должны быть доступны для неразрушающего контроля.
Контроль качества монтажа (доизготовления) должен быть подтвержден удостоверением о качестве монтажа.
Удостоверение о качестве монтажа должно составляться организацией, производившей монтаж, подписываться руководителем этой организации, а также руководителем организации – владельца смонтированного оборудования под давлением и скрепляться печатями.
Организация, некачественно выполнившая монтаж (доизготовление), ремонт, реконструкцию оборудования под давлением несет ответственность в соответствии с действующим законодательством.
Недопустимые дефекты, обнаруженные в процессе монтажа (доизготовления), реконструкции, ремонта, испытаний должны быть устранены с последующим контролем исправленных участков.
Технология устранения дефектов устанавливается технологической документацией. Отклонения от принятой технологии исправления дефектов должны быть согласованы с ее разработчиком.
Методы и качество устранения дефектов должны обеспечивать необходимую надежность и безопасность работы оборудования.
Удаление дефектов следует проводить механическим способом с обеспечением плавных переходов в местах выборок. Максимальные размеры и форма подлежащих заварке выборок устанавливаются технологической документацией.
Разрешается применение способов термической резки (строжки) для удаления внутренних дефектов с последующей обработкой поверхности выборки механическим способом.
Полнота удаления дефектов должна быть проконтролирована визуально и методом неразрушающего контроля (капиллярной или магнитопорошковой дефектоскопией либо травлением).
Выборка обнаруженных мест дефектов без последующей заварки разрешается при условии сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки и подтверждением расчетом на прочность.
Если при контроле исправленного участка будут обнаружены дефекты, то должно быть проведено повторное исправление в том же порядке, что и первое.
Исправление дефектов на одном и том же участке сварного соединения разрешается проводить не более трех раз.
В случае вырезки дефектного сварного соединения труб и последующей вставки в виде вварки отрезка трубы два вновь выполненных сварных соединения не считаются исправленными.
Отличия плазменного генератора «Горыныч» от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Подводная сварка: особенности и трудности
Теоретическое обоснование возможности горения дуги под водой появились ещё в конце позапрошлого века, а в 1932 году советский инженер К.К. Хренов продемонстрировал, как выглядит подводная сварка практически. Непосвящённым сварка под водой кажется чем-то парадоксальным и противоречащим законам физики, однако именно эти законы и делают такую сварку возможной: интенсивное испарение воды и выделение газов образуют пузырь, внутри которого и горит дуга.






Разумеется, подводная сварка выдвигает особые требования к изоляции: вода, а морская вода в особенности, является прекрасным проводником, и во избежание потерь электричества все подводящие провода должны быть изолированы с особой тщательностью. Того же требуют и правила техники безопасности. Электроды для сварки так же должны быть изолированы от воздействия воды. Остановимся на сварочных электродах подробнее.
Сварка под водой — электроды
Для дуговой сварки под водой применяются сварочные электроды диаметром 4-6 мм. Для подводной сварки хорошо подходят сварочные электроды с ферросплавами, улучшающими качество шва. Электроды для сварки под водой должны быть изолированы, для чего электроды пропитывают парафином, нитролаком, раствором смол и другими веществами. Изготавливают электроды для сварки под водой преимущественно из стали. Замена отработанных сварочных электродов в держателе возможна лишь при отключенном токе.
Стальной стержень сварочного электрода плавится быстрее, чем охлаждаемое водой покрытие. На электроде образуется своеобразный козырёк, внутри которого спрятан стержень. Благодаря этому козырьку электроды способствуют образованию устойчивого пузыря и горению дуги.
Сварка под водой — человек
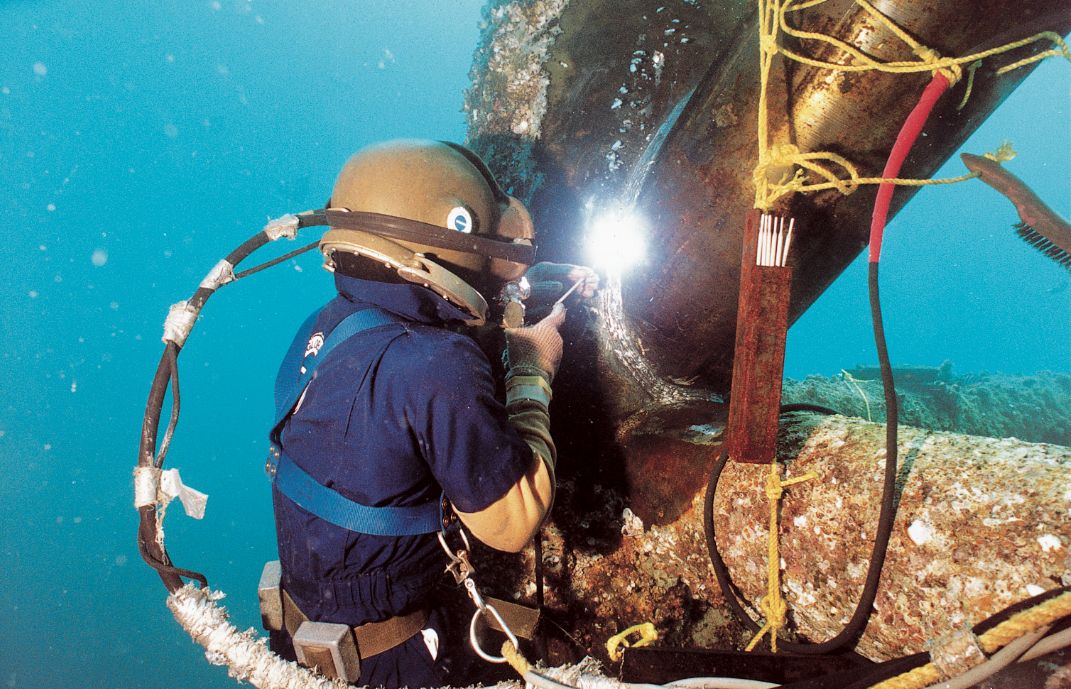
Подводная сварка возможна практически на любых глубинах. Оборудование и сварочные электроды будут работать под слоем воды любой толщины. Глубина ограничивается лишь особенностями человеческого организма и конструкцией снаряжения.
Громоздкое водолазное снаряжение весьма затрудняет сварочные работы под водой. Неудобство усиливается плохой видимостью и неустойчивостью водолаза. Любое резкое движение или поток течения постоянно меняют положение работающего водолаза. К примеру, при сварке стыковых швов сварочные электроды легко теряют направление и уводят дугу в сторону.
В силу этих причин наиболее удобными при подводной сварке оказываются соединение внахлёст и тавровое соединение, когда кромки шва служат направляющими для сварочного электрода.
Здесь не обойтись без строгого выполнения правил техники безопасности. Запрещена работа с использованием автономных дыхательных аппаратов. Запрещено использование переменного тока. К подводным сварочным работам допускаются только опытные, квалифицированные водолазы.
В морской воде дуга возникает между сварочным электродом и любым металлическим предметом, даже без касания электрода, поэтому нельзя направлять электрод в сторону шлема или водолазного снаряжения.
Подъём водолаза с глубины проводится медленно, с остановками для стабилизации давления. В противном случае высок риск проявлений кессонной болезни. На глубине свыше 50 метров нормальная продолжительность работы не более 15 минут, а время подъёма в несколько раз превышает время работы. Получается, что нормальная работа водолаза-сварщика попросту невозможна при глубинах более 30-40 м.
Очевидно, что для работы на больших глубинах требуется использование автоматических сварочных установок, применение которых освободит человека от работы в тяжёлых условиях.
Адрес предприятия и склада: Москва, 1-й Иртышский пр, 4 смотреть на карте
Многоканальный телефон: 8 обратная связь
Особенности сварки под водой
Сварочный процесс выполняемый под слоем воды — довольно опасное занятие ввиду полного нахождения сварщика в токопроводящей среде. Организм испытывает и перегрузки из-за давления жидкости. Но благодаря этому методу соединения металлических изделий возможна быстрая прокладка трубопровода для водоснабжения поселка или микрорайона. Связать две части города мостом через реку тоже реально благодаря подводной сварке.
https://www.youtube.com/watch?v=bbasJ777jnw
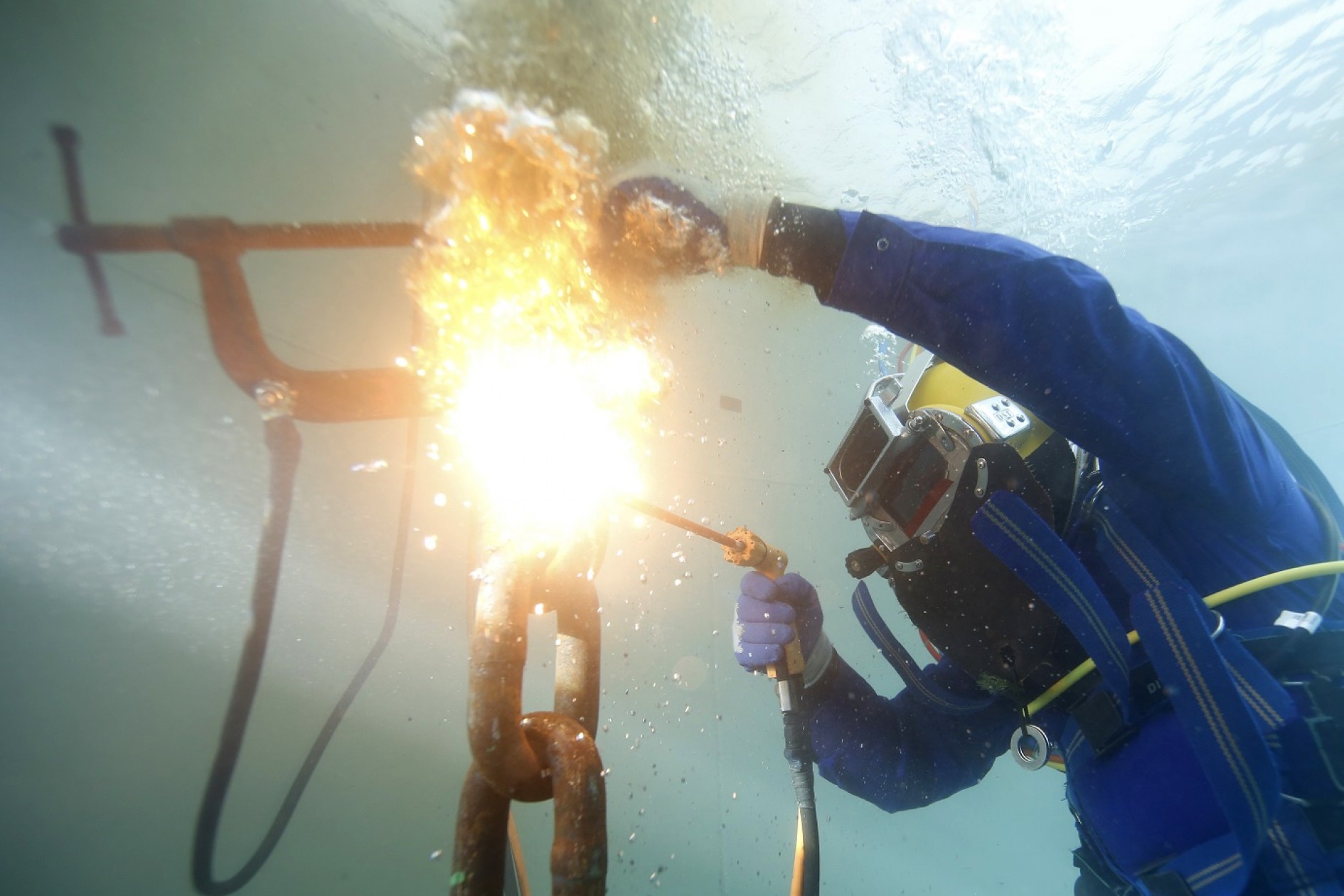
Сам процесс возможен из-за оттеснения жидкости испаряющимися газами от плавления металла и обмазки электрода. Данная воздушная смесь выталкивает воду из сварочной ванны и позволяет удерживать дугу и вести шов. У этого способа сваривания стали есть ряд особенностей:
- Хотя дуга горит в воздушном пузыре, на его стенки давит вода, что создает давление и на вплавляемый металл. Благодаря этому швы получают глубокую степень проплавления.
- Из-за наружного давления и быстрого охлаждения наложенного металла чешуя шва получает грубую форму.
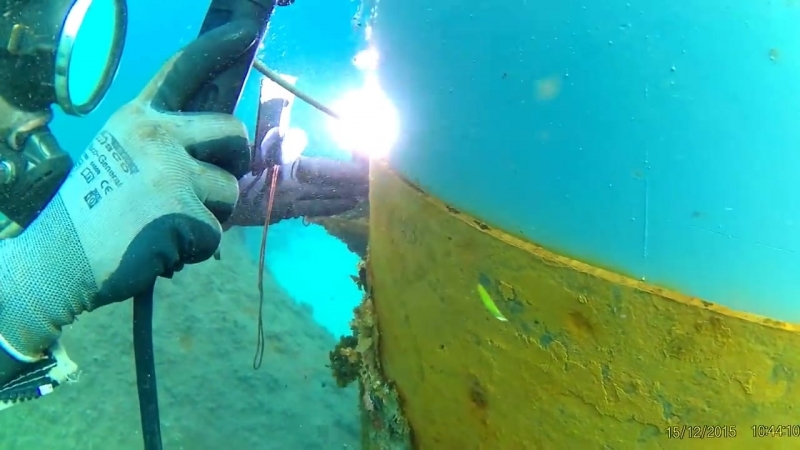
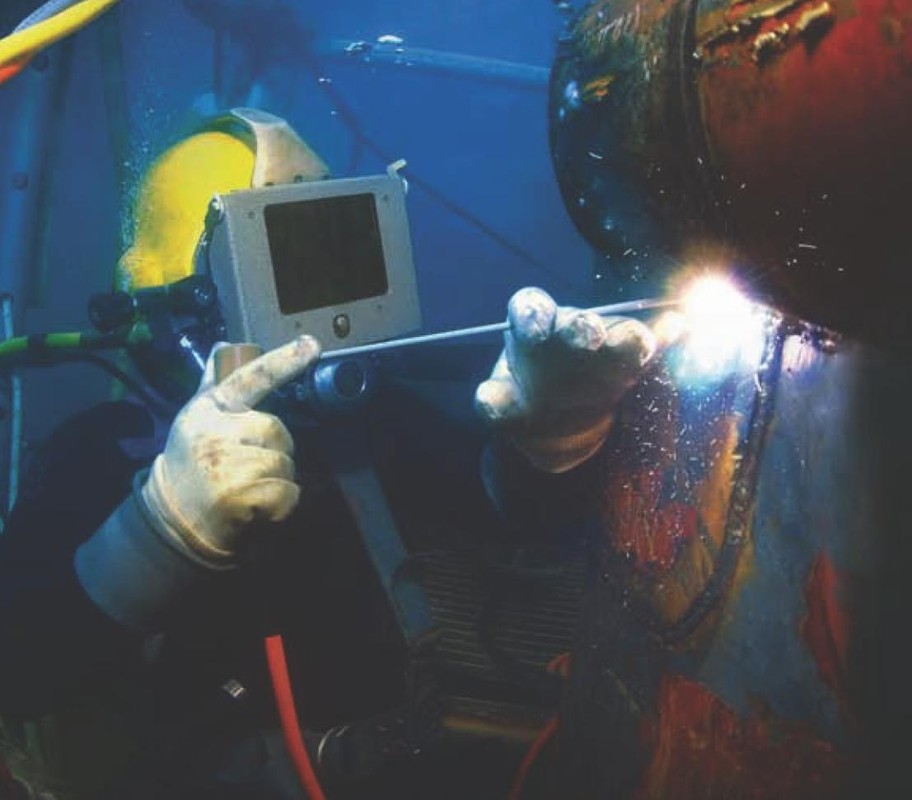
- Испаряющиеся газы постоянно вспенивают воду и мешают наблюдения за сварочной ванной. Чистота самой жидкости тоже влияет на видимость сварщика. Вследствие чего частым дефектом является смещение центра шва. Начало процесса осложнено попаданием электрода в точку соединения деталей. Поскольку через защитный фильтр ничего не видно в темноте, то сварщику приходится второй рукой браться за кончик электрода и направлять его на начало шва.
- Подводная сварка отличается повышенными режимами тока, чем при аналогичной работе на суше. Это необходимо из-за быстрого охлаждения металла. В результате, можно получить надежное герметичное соединение. Но быстрая кристаллизация молекулярной решетки делает шов слабым для сопротивления на излом, и с низкой ударной вязкостью.
- Еще одной особенностью является трудный розжиг. Металлические конструкции, находящиеся под слоем воды, частично покрыты коррозией, что усложняет возбуждение дуги. Сварщику приходится буквально ковырять электродом по изделию (постукивать не получиться ввиду медленности этого движения в воде).
- Вертикальные швы выполняются сверху вниз, поскольку сила притяжения действует и под водой. Только дуга должна гореть непрерывно, чтобы производить газовый пузырь и обеспечивать возможность накладки шва.