
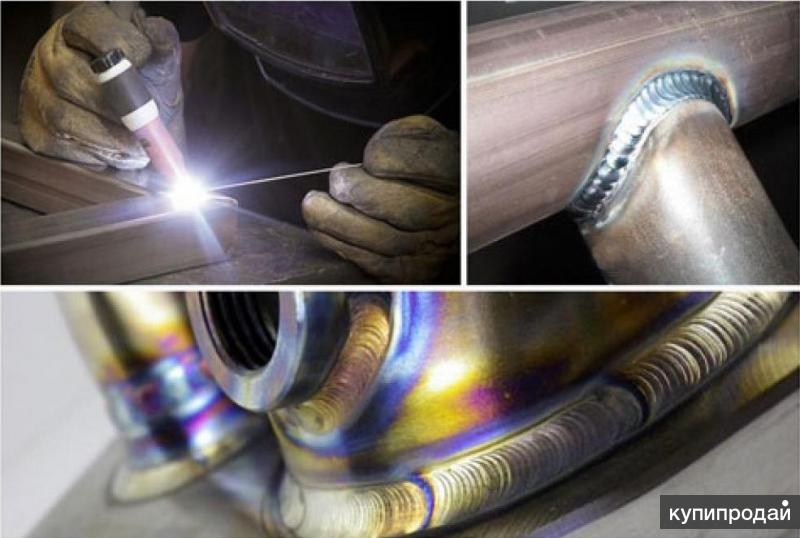
Полуавтоматическая аппаратура для алюминиевой сварки
Формирование швов на алюминиевых деталях можно провести несколькими методами. Для этого подойдет даже РДС с плавящимися электродами.
При применении этого способа сварки, формирование шва происходит достаточно быстро, а качество не страдает. TIG сварка также подходит и для работы на дому.
Если нужно сварить простой шов, для нее подойдут и маломощные MIG-инверторы. Однако для сложных соединений, на которые вероятно будет высокая нагрузка, стоит брать оборудование с широким диапазоном сварного тока.
Помимо подходящего аппарата, потребуются электроды из вольфрама. А также защитный газ, который убережет сварочный процесс от пагубного влияния кислорода. Зачастую это аргон (иногда с гелием). Однако также применяют углекислоту.
Эта методика понижает качество шва, однако при необходимости быстрой починки, когда не хватит времени на перевозку и подсоединение газового баллона, может выручить.
Если сваривание проводится без газа, то работать нужно с применением порошковой проволоки. Этот тип присадочного элемента во время сварки выделяет испарения, которые действуют так же, как и защитный газ. Обработка металлов полуавтоматическим аппаратом без применения газа достаточно экономична.
Движение горелкой
Используют множество движений горелки, которые позволяют делать необходимые по ширине и глубине швы.
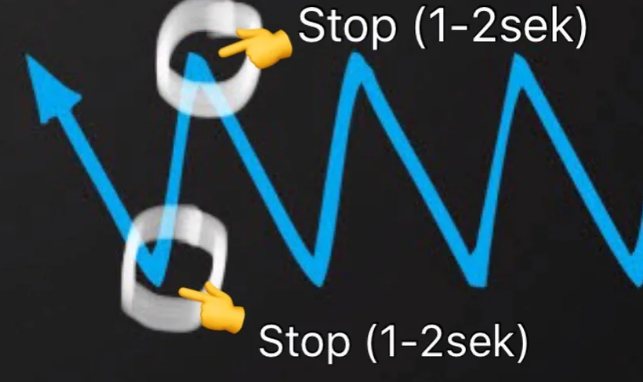
- Для металлов толщиной 1– 2 мм, можно использовать волнисто-зигзагообразное движение, чтобы электрическая дуга ровно действовала на свариваемые элементы. Такое движение позволит получить однородный и прочный шов. При этом дуга не успеет прожечь тонкий металл насквозь.
- Прямой шов (без движений в сторону) можно использовать для сварки металлов любой толщины, но для его выполнения нужен опыт. Электрическая дуга должна равномерно действовать на оба свариваемых элемента.
- Как варить полуавтоматом тонкий металл? Для сварки железа толщиной 1 мм и менее необходимо использовать проволоку небольшого диаметра, небольшой ток и медленнее подавать проволоку. Листы из такого металла нужно сваривать короткими импульсами (с частотой 1 сек). Такие кратковременные перерывы позволят металлу остывать.
Сваривать длинные сегменты можно из нескольких небольших элементов или точками с маленьким интервалом поочерёдно, то с одной, то с другой стороны свариваемого отрезка. Таким образом нужно проварить весь сегмент. Благодаря этому удастся избежать перегрева металла и его деформации.
Настройки оборудования
- режимы выбираются исходя из толщины заготовки, состава сплава; способа разделки кромок, выбранных сварочных материалов, справочные таблицы приведены в ГОСТе;
- следует проверить исправность вытяжной вентиляции, чтобы удалять образующуюся копоть;
- наконечники подбираются с запасом на тепловое расширение проволоки;
- тщательная зачистка проводится непосредственно перед сваркой;
Во время работы, особенно с тонколистовыми заготовками, необходимо следить за режимом теплоотвода. Это позволит избежать перегрева деталей и связанных с ним дефектов.
Постоянным током обратной полярности
В ходе работы по технологии MIG электродуга плавит присадочный материал. Ионизированные капли расплава притягиваются имеющей противоположный потенциал поверхностью расплава. При этом они теряют свой заряд и выделяют энергию. Это разрушает слой оксидов, возникающий на поверхности расплава. После остывания расплав кристаллизуется, формируя шовный материал.
Принцип действия, технология и классификация
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.
Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.
Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.
Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.
Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.
Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.
https://youtube.com/watch?v=5y16U1ezbs8







Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Стоит отметить, что даже при использовании газовой среды нет стопроцентной вероятности, что при остывании шов не даст трещину. При чересчур быстром проходе электрода по свариваемым заготовкам образуются раковины или поры, которые будут очень заметно снижать качество соединения.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию
Все эти факторы нужно принимать во внимание перед началом работ
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
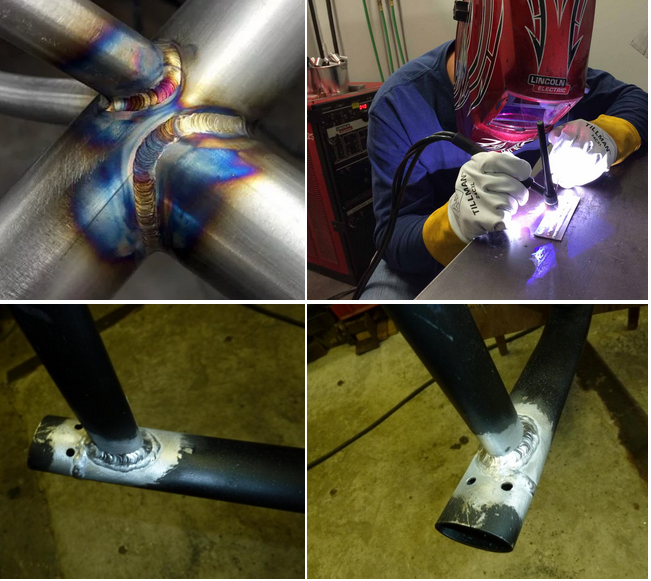
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
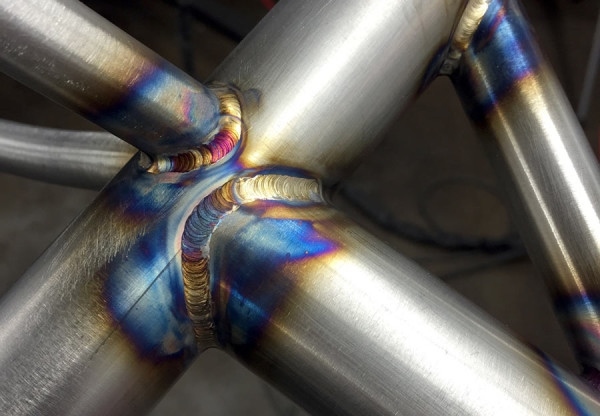
Качественно выполненное сварное соединение алюминиевых деталей
Что такое сварка алюминия полуавтоматом
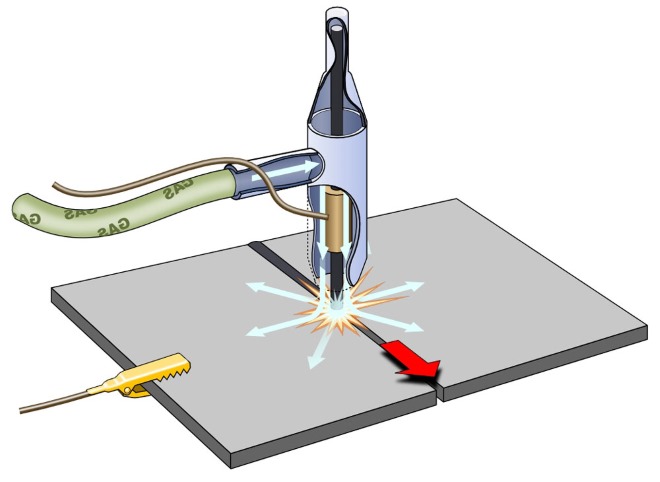
Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки. Для обеспечения защиты сварочного шва алюминия от воздействия кислорода (окисления) применяется инертный газ, преимущественно смесь или чистый аргон. Сварщик вручную перемещает горелку, через которую автоматически подается присадочная проволока и защитный газ с заданной скоростью и требуемым давлением.
Полуавтоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по следующим причинам:
- увеличивается разбрызгивание металла;
- наблюдается плохое отделение застывшего шлака;
- понижается прочность шва;
- увеличивается пористость шва.
Сварка алюминия существенно отличается от сварки обычной стали, так как алюминиевые заготовки обладают высокой теплопроводностью. По этой причине рекомендуется предварительный прогрев заготовок и увеличенная скорость подачи присадочного материала. Как правило, сварка алюминия полуавтоматом применяется в мелкой и крупной производственной и промышленной сфере, при работах на судоремонтных и строительных предприятиях, в авиационной, пищевой и химической отраслях, в мастерских, сервисных станциях и т.д.
Сварка алюминия MIG/MAG требует:
- профессионального оборудования и расходных материалов;
- качественной присадочной проволоки;
- высокой квалификации сварщика;
- качественного инертного газа или смеси.
При наличии всех вышеперечисленных факторов достигается высокое качество сварочного соединения алюминиевых заготовок методом сварки MIG/MAG.
Это интересно: Расчет на прочность сварного шва, какие показатели нужно учитывать?
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
 Зачистка алюминия перед сваркой
Зачистка алюминия перед сваркой
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Процесс сварки алюминия и его особенности
Соединение деталей из алюминия требует учёта физико-химических свойств этого лёгкого и прочного металла. Дело в том, что на его поверхности образуется тонкий и прочный оксидный слой с температурой плавления около 2 000 о, а температура плавления самого сплава — около 650 оС. Механически удалить окисленный слой практически невозможно, поэтому процесс сварки происходит в среде аргона, нейтрального газа, исключающего доступ агрессивного кислорода к соединительному шву. Выполняется сварка алюминия в домашних условиях инвертором, который имеет режим работы переменным импульсным током, также помогающим разрушить тугоплавкую оксидную плёнку.
Сварочный инвертор для алюминия и нержавейки
Промышленностью выпускаются различные сплавы алюминия, которые отличаются по прочностным свойствам, весу и условиям обработки. По свариваемости наиболее распространённые сплавы алюминия делятся на следующие основные группы:
- силумин, алюмокремниевый сплав (Ал2,Ал4 и Ал9), обладающий ограниченной свариваемостью;
- алюмомарганцевый сплав АМц, сваривается без ограничений;
- алюмомагниевый сплав, АМг3, сваривается без ограничений, АМг1, АМг5 и АМг6 являются ограниченно свариваемыми;
- дюралюминий, алюмомедное соединение марки Д1, Д16 относятся к трудно свариваемой группе;
- термоуплотняемые сплавы марок АВ, АК, В95 также отличаются трудной свариваемостью.
В большинстве случаев высокопрочная сварка осуществляется переменным током с применением аргона и неплавящегося электрода, она обеспечивает качественное соединение металла разной толщины. Но также допускается сварка алюминия инвертором с использованием постоянного тока обратной полярности на электроде. В этом случае необходимо прогреть свариваемые элементы, тщательно очистить от оксидного слоя и использовать прокалённые, специальные электроды для алюминия с покрытием. По шву нужно делать несколько проходов, а сами детали при толщине более 5 мм предварительно подготовить к процессу.
Иногда сварочный аппарат для прочной сварки алюминия комплектуется осциллятором, который позволяет соединять заготовки из нержавеющей стали, титана и производить деликатную сварку металлов разной толщины.
Необходимо знать, что разные методы и оборудование для сварки имеют свои достоинства и недостатки, которые надо учитывать при покупке конкретного аппарата.
Основные параметры оборудования
Выбор сварочного оборудования определяется основными техническими характеристиками:
- Количество режимов работы (MMA, MIG/MAG, TIG). Чем перечень больше, тем более универсален аппарат.
- Сила сварочного тока. Определяет толщину обрабатываемой заготовки и диаметр используемого электрода (для режима MMA).
- Входное напряжение сети — 220В или 380В (однофазное или трехфазное, соответственно).
- Масса агрегата в сборе.
- Общая стоимость, включая дополнительное оборудование (газовый комплект).
Модель Brima TIG-200P
Аппарат для работ в облаке защитных газов тугоплавким вольфрамовым электродом. Установлены два режима: MMA и TIG. Производят соединение алюминия и его сплавов, черных, легированных и нержавеющих сталей







Характеристики:
Бренд — Германия. Изготовитель — Китай.
Модель Сварог TIG200 AC/DC DSP TECH 104
Агрегат относится к профессиональному классу. Используется два режима: MMA и TIG. Обеспечивает устойчивость сварочного процесса при падении сетевого напряжения до 160-170В. Обладает высоким КПД 85%. Характеристики:
Бренд — Россия. Изготовитель — Россия.
Модель Кедр TIG200P AC/DC 220В
Сварочная установка применяется для работ с черными и легированными сталями, цветными металлами, в том числе и алюминием. Удобен при производстве работ с нестабильной электрической сетью, например, в сельской местности. Относится к профессиональной серии.
Характеристики:
Бренд — Россия. Изготовитель — Китай.
Модель Elitech TIG АИС 200АД AC/DC
Инвертор для сварки алюминия используется в автомастерских, строительстве, при установке металлоконструкций. Соединяет между собой алюминий, титан, магний и его сплавы, различные стали. Предусмотрены два режима работы: ручная дуговая и аргонодуговая сварка. Аппарат вырабатывает переменный и постоянный ток.
Характеристики:
Бренд — Россия. Производитель — Китай.
Модель Aurora PRO Overman 160 Mosfet
Полуавтомат инверторного типа. Обеспечивает уверенную сварку алюминия и его сплавов. Агрегат относится к индустриальному классу. Применяется в бытовых целях и для промышленности. Позволяет настраивать параметры сварочного тока в широком диапазоне. Скорость подачи проволоки составляет 2-15 м/мин.
Характеристики:
Бренд — Россия. Производство — Китай.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.
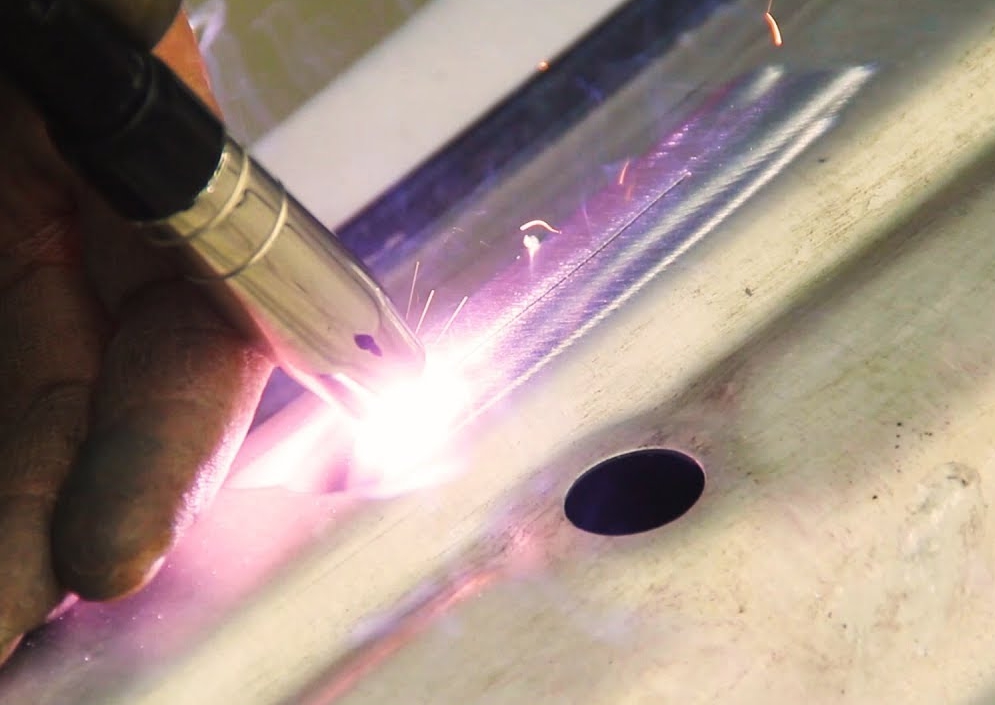
Технология сваривания алюминия
Помимо уже имеющейся информации важно изучить технологию полуавтоматической алюминиевой сварки. Без знания технологических нюансов добиться качественного шва будет очень сложно
Для этого нужно провести зачистку. В начале статьи упоминалось, что есть два способа борьбы с пленкой. Их стоит применять в связке. Помимо этого, на поверхности не должно быть ржавчины, загрязнений.
После зачистки проводится обезжиривание. Для этого можно использовать растворитель.
Подготовив металл, нужно подготовить оборудование. Убедиться, что диаметры шланга и проволоки имеют указанное выше различие. Провести загрузку прутка в подающий механизм, провести подготовку защитного газа.
Если применяется полуавтоматическая TIG сварка, подготавливаются электроды. Они должны быть правильного типа и без лишней влаги.
Теперь можно включить полуавтомат и зажечь дугу. Стабильность горения сварочной дуги на протяжении всего процесса – важный момент работы.
Нужно следить за ней и за расстоянием между дугой и поверхностью детали. Это расстояние не должно превышать 15 мм.
Формирование шва должно проходить равномерно, не стоит делать резких скачков в скорости сварки. После завершения создания соединения дуга отводится плавно, без рывков.
Газ подается еще секунд 10-15. Это убережет шов от появления сварочных дефектов, таких как трещины и кратеры.
Особые требования
Механические характеристики применяемой для сварки алюминия проволоки заставляют предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
Недопустимо, чтобы длина подающего шланга превышала три метра, а его защитная оплетка была склонна к скручиваниям или изломам
Важно, чтобы канал, по которому проходит проволока, был максимально ровным, без резких поворотов. Оптимально, если сам подающий канал изготовлен из тефлона.
Механизм подачи должен протягивать проволоку без рывков, обеспечивая минимальное механическое воздействие на ее поверхность
Его компоненты следует своевременно осматривать на наличие повреждений и почаще смазывать, обеспечивая свободное вращение роликов.
Наилучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и точной регулировки всех параметров. Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
Сварка алюминия полуавтоматом требует от занимающегося ей специалиста определенных навыков и мастерства. И хотя посмотреть на видео, как работают профессионалы, не составляет проблемы, придерживаться их рекомендаций безоглядно не стоит. Такую информацию лучше всего использовать в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта
Это важно, поскольку отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные различными производителями.








Плюсы и минусы сварки алюминия полуавтоматом
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
Минусы полуавтомата:
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Полуавтоматическая сварка и её разновидности
 Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
Проволоку нужно подавать плавно, всегда впереди горелки.
Горелку двигать всегда вдоль шва.
Скорость работы – максимальная.
Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
Использовать защитный газ – аргон или смесь аргона и гелия.
После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
Обработать шов и придать ему эстетический вид.
Схема сварки алюминия полуавтоматом
Свойства металла, усложняющие сварку
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
Подведем итог
Сварка алюминия полуавтоматом довольно сложный технологический процесс, который требует не только наличия аргонно-дугового сварочного аппарата с функцией импульсной сварки, но и определенного опыта, если отсутствует второй критерий, лучше доверить работы опытному мастеру. Как правило, цена на сварку алюминия носит договорной характер и колеблется в пределах 100-300 рублей за 1 см.
Если вы все-таки решите произвести работы самостоятельно, стоимость шва будет пропорциональна рыночной цене катушки с проволокой (при наличии полуавтомата и специального газа, без использования аргона качество шва значительно хуже).