
Общая информация
Для чего вообще необходимы емкости для воды из металла или любого другого материала? Ответ на этот вопрос очевиден, однако для некоторых он остаётся открытым. Дело в том, что каждый использует накопительные баки по-своему. Их цель — собирать и хранить воду для дальнейшего использования. А как и в каком виде вы будете это делать — решать только вам.
Бак может иметь различную форму, в зависимости от его назначения. Обычный прямоугольный большой накопитель можно использовать для сбора дождевой воды. Для летнего душа можно использовать плоский невысокий бак, который легко монтируется сверху на металлический каркас. Все зависит от цели применения.

Нередко в качестве такого накопительного бака используют обычные металлические бочки. Это практичный и недорогой вариант, но не всегда удобный. Особенно из-за его открытого верха, через который в воду попадают насекомые, а на стенках бака образуются растения и ржавчина. Еще его можно использовать для сбора дождевой воды только в том случае, если у вас организованы водостоки и есть возможность повести трубу прямо к бочке.
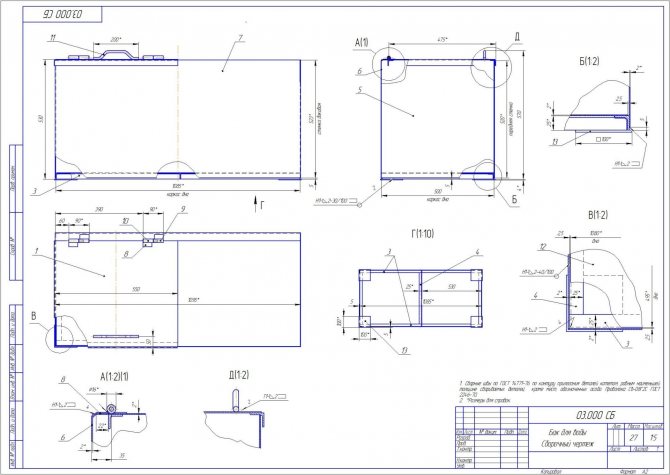
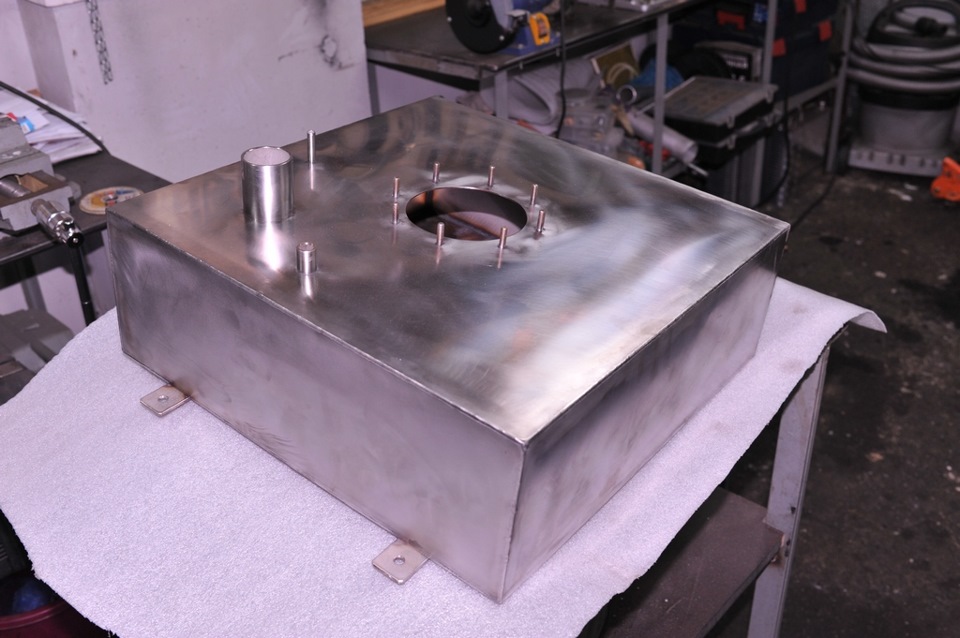
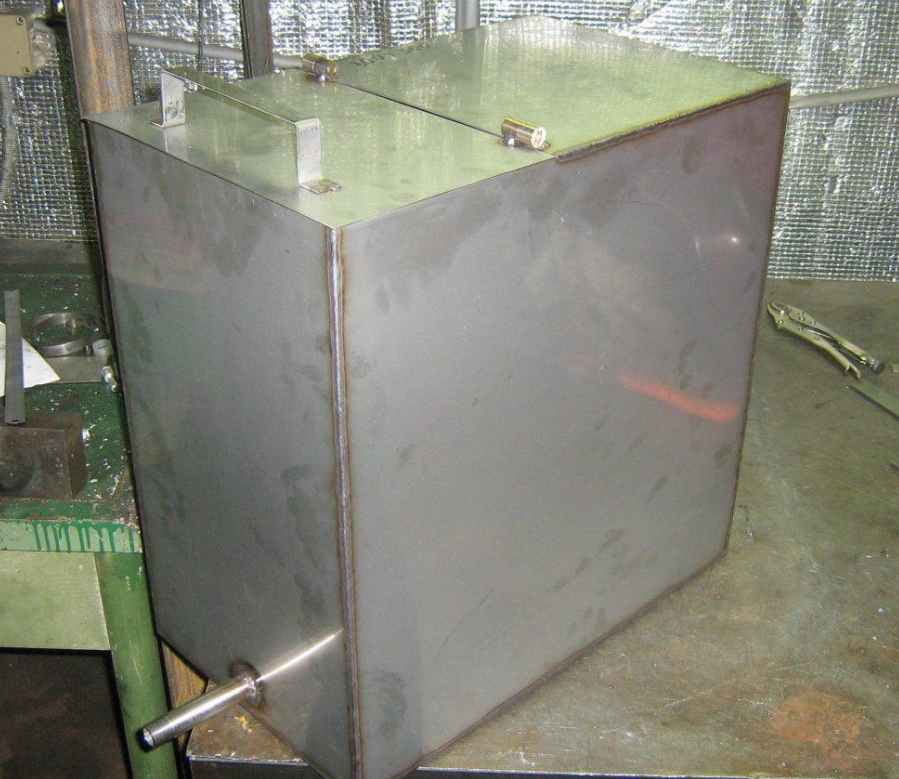
Чтобы не мучиться с бочками, умельцы изготавливают самодельные металлические баки. У них простая конструкция и невысокая стоимость. Ниже вы можете видеть один из возможных чертежей накопительного бака. Эта емкость небольшая по размеру, но достаточно объемная и вмещает в себя до 200 литров воды.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Преимущества емкостей из металла
Металлические резервуары имеют ряд преимуществ по сравнению с пластиковыми или бетонными изделиями. Это, прежде всего, долгий срок службы и прочность. Хрупкость пластика приводит к его ускоренному старению и разрушению, а бетон не любит длительного контакта с водой – из-за этого он разрушается. В отличие от них, сталь способна служить долгие годы при сильных морозах, жаре и больших механических нагрузках. Металлические емкости и резервуары являются лучшими по соотношению их стоимости и характеристик. Это стало причиной их высокой популярности.
Иными преимуществами металлических резервуаров являются:
- достаточно широкая сфера использования – поскольку металл не взаимодействует с содержимым, в том числе с кислотами;
- большой диапазон температур – емкости могут быть установлены как в суровых условиях (от -60 °С), так и в жарких (до +180 °С);
- стойкость к воздействию огня – в металлических резервуарах хранятся вода и песок как средства борьбы с огнем.
Преимущества емкостей из металла
Металлические резервуары имеют ряд преимуществ по сравнению с пластиковыми или бетонными изделиями. Это, прежде всего, долгий срок службы и прочность. Хрупкость пластика приводит к его ускоренному старению и разрушению, а бетон не любит длительного контакта с водой – из-за этого он разрушается. В отличие от них, сталь способна служить долгие годы при сильных морозах, жаре и больших механических нагрузках. Металлические емкости и резервуары являются лучшими по соотношению их стоимости и характеристик. Это стало причиной их высокой популярности.
Иными преимуществами металлических резервуаров являются:
- достаточно широкая сфера использования – поскольку металл не взаимодействует с содержимым, в том числе с кислотами;
- большой диапазон температур – емкости могут быть установлены как в суровых условиях (от -60 °С), так и в жарких (до +180 °С);
- стойкость к воздействию огня – в металлических резервуарах хранятся вода и песок как средства борьбы с огнем.
Где применяется аккумулятор тепла и как он устроен
Накопитель тепловой энергии — это не что иное, как утепленный железный бак с патрубками для подключения магистралей водяного отопления. Буферная емкость выполняет 2 функции: накапливает избытки теплоты и обогревает дом в периоды, когда котел бездействует. Теплоаккумулятор замещает отопительный агрегат в 2 случаях:
- При обогреве жилища печью с водяным контуром либо котлом, сжигающим твердое топливо. Накопительная емкость работает для отопления ночью, после прогорания дров или угля. Благодаря этому домовладелец спокойно отдыхает, а не бегает в котельную. Это комфортно.
- Когда источником тепла служит электрокотел, а учет потребления электричества ведется многотарифным счетчиком. Энергия по ночному тарифу обходится вдвое дешевле, поэтому днем работу системы отопления полностью обеспечивает тепловой аккумулятор. Это экономично.

Слева на фото – буферный резервуар 400 литров фирмы Drazice, справа – электрокотел Kospel в комплекте с накопителем горячей воды
Аккумуляторный бак, заполненный теплоносителем, действует по простому принципу. Пока обогревом помещений занимается теплогенератор, вода в емкости нагревается до максимальной температуры 80—90 °С (теплоаккумулятор заряжается). После отключения котла к радиаторам начинает подаваться горячий теплоноситель из накопительного бака, обеспечивающего отопление дома в течение определенного времени (тепловая батарея разряжается). Длительность работы зависит от объема резервуара и температуры воздуха на улице.

Как устроен аккумулятор тепла заводского изготовления
Простейшая аккумулирующая емкость для воды заводского изготовления, показанная на схеме, состоит из таких элементов:
- основной резервуар цилиндрической формы, сделанный из углеродистой либо нержавеющей стали;
- теплоизоляционный слой толщиной 50—100 мм в зависимости от применяемого утеплителя;
- внешняя обшивка – тонкий окрашенный металл или полимерный чехол;
- присоединительные штуцера, врезанные в основную емкость;
- погружные гильзы для установки термометра и манометра.
Ёмкость для душа что это?
Чтобы принятие душа на дачном или садовом участке было комфортным, требуется правильно выбрать бак для душа. Он не должен давать достаточное количество воды, в то же время, но одновременно, не должен быть слишком тяжелым — конструкция дачного душа должна его легко выдерживать
Потому обращают внимание сразу на несколько характеристик:
- объем;
- размер и форма;
- материал.
Выбор — дело всегда нелегкое
Выбор объема
Минимальный размер емкости для душа — 50 литров. Такого объема воды хватит быстро ополоснуться одному человеку. На длительные водные процедур с таким количеством воды рассчитывать не стоит. Максимальный объем — 300 литров. Но такую емкость можно установить на прочное основание, так что выбирать объем надо еще и с оглядкой на надежность конструкции.
Как же определиться с объемом бака для душа? При расчете стоит принимать запас воды около 50 литров на человека. Этого хватит «на обмыться» без излишеств. Понятное дело, что хочется иметь запас воды больше, но нужно помнить, что этот запас придется прогревать. Если летом солнце в регионе активное, проблемы могут возникнуть только весной и осенью. Еще можно в бак встроить ТЭН, но о баках с подогревом поговорим ниже.
Размер и форма
По форме есть баки для душа прямоугольные — в виде параллелепипедов, есть — обычные бочки, есть с плоским низом и скругленным верхом. Самый неудачный выбор — бочки. Из-за своей конструкции вода в них прогревается слабо, во всяком случае хуже, чем в плоских емкостях или с выпуклым верхом.
Разнообразие форм и объемов
Плоские квадратные баки хороши еще тем, что они могут одновременно служить крышей летнего душа. Тогда размеры каркаса должны быть чуть меньше размеров емкости — чтобы он плотно лежал на опоре. Вот так и можно подобрать размеры бака для душа — сначала построить каркас, а под него искать емкость. Но можно сделать наоборот — приобрести емкость и по ее габаритам уже строить само сооружение. Хотя никто не мешает, сделать крышу и на нее уже поставить емкость так, как хочется.
Металлические
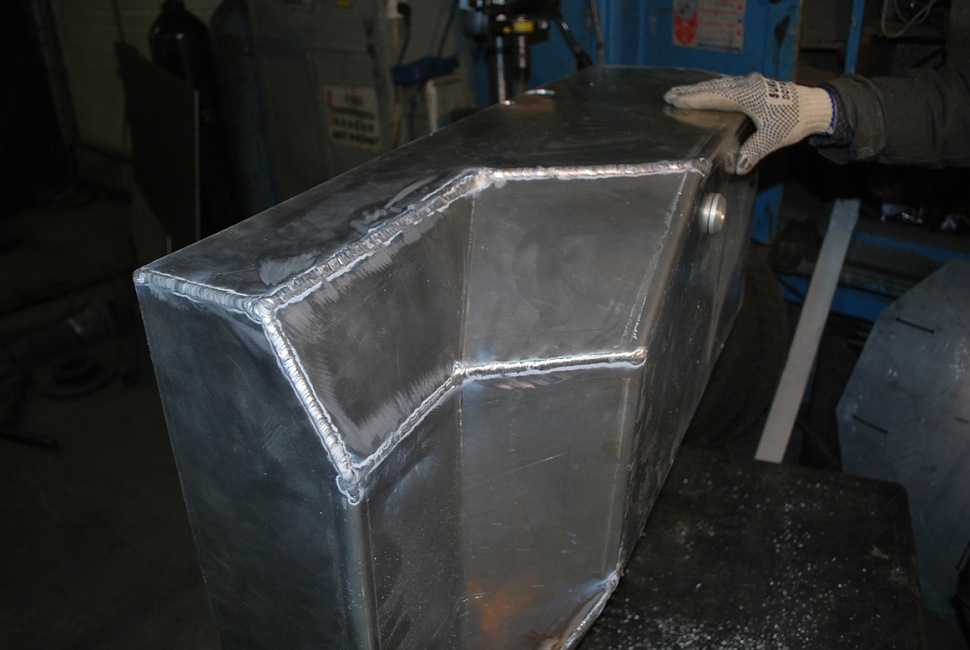
Бак для душа делают из металла и пластика. Металл может быть конструкционной, оцинкованной или нержавеющей сталью. Лучший из них — из нержавеющей стали. Они долговечны, несмотря на то, что выполнены из тонких листов — толщина стенок обычно 1-2 мм. Все дело в качествах этого материала — он не ржавеет, значит — не разрушается. Исключение могут составлять только швы, если они проварены обычной сваркой (не в среде инертных газов). В этих местах легирующие материалы выгорают, сталь приобретает свои обычные свойства. Недостаток нержавеющих баков для душа — их высокая цена.
Бак для душа из нержавеющей стали — долговечный вариант
Уступают емкостям из нержавеющей стали изделия из оцинковки. Слой цинка какое-то время защищает металл от разрушения, но, рано или поздно, он ржавеет. Чтобы сделать защиту более долговечной бак из оцинкованной стали можно покрасить. Причем делать это надо изнутри и снаружи. Не самое хорошее решение, но немного продлевает срок службы бака.
Хуже всего дело обстоит с баками из конструкционной стали — они быстро ржавеют. Вот их красят обязательно, ежегодно обновляя покрытие. Это — самые недорогие емкости для воды, но и служат они недолго, да и наличие большого количества окислов железа в воде на кожу влияет не лучшим образом.
Пластиковые
Лучше в плане эксплуатации пластиковые баки для душа. Они химически нейтральны, не вступают в реакцию с водой, не ржавеют. Единственное, что их может разрушить — сильный удар и мороз. И то, есть полимеры, которые выдерживают температуру до -30°C. А если и нет, то емкость надо убирать на зиму на хранение, ведь зимой вы все равно душем на улице пользоваться не будете.
Пластиковые баки для душа иметь могут разную форму
Еще один плюс пластиковых баков для воды — они имеют черный цвет, из-за чего нагрев солнцем происходит более интенсивно. Металлический бак тоже можно покрасить в черный цвет, но краска довольно быстро трескается и облетает, а пластмассы колеруются в массе — красящий пигмент добавляется в массу и вся толща материала имеет одинаковый цвет.
Следующее преимущество — малый вес. При всем при том, что стенки емкости нетонкие, весят они совсем немного. Тем не менее, недостаток есть и у них — если говорить о плоских квадратных баках, то минимальный объем — от 100 литров. Меньше не найдете. Миниатюрные есть бочки для душа — вот они есть от 50 литров.










Еще один эксплуатационный момент: при установке большого плоского бака для воды на крышу без перекрытия, лучше иметь несколько пересекающихся полос, которые будут поддерживать дно. На дне, конечно, есть ребра жесткости — утолщения из того же материала, но лучше иметь дополнительную поддержку.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды.
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
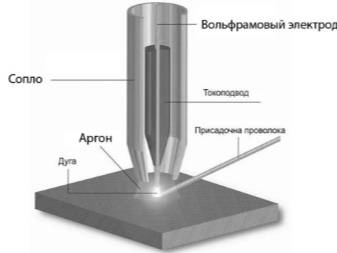
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Технология
Особенностью работы с нержавеющей сталью – что в домашних условиях, что в крупных производственных центрах – является необходимость компенсировать ее специфические качества. Такой металл создает очень жидкую сварочную ванну, и рассчитывать на получение нормального «валика» тяжело. Нержавейку, даже тонкую, можно варить покрытым электродом при обратной полярности – и именно такое решение обычно выбирают для дома. Чем меньше сечение электрода, тем лучше. Сварочный ток желательно понижать, чтобы исключить перегрев. Сварить как следует нержавеющую сталь помогает ускоренное охлаждение образующегося шва. Это достигается при помощи обдува сжатым воздухом либо применением медных подкладок. В отдельных случаях практикуется обливание водой.
Аргоновая технология – выбор тех, кто хочет получить безупречные швы и работать с очень тонким материалом (но не тоньше 1 мм). Этот метод пригоден и при сварке трубопроводов, рассчитанных под большой напор. В таком варианте допускается применение и постоянного, и переменного тока.

Сварочный режим подбирают сообразно толщине обрабатываемых деталей. Полуавтоматическим режимом называют, по сути, ту же аргоновую технологию. Единственное значимое отличие – за подачу проволоки будет отвечать механика. Рабочий процесс существенно упростится. Чем тоньше обрабатываемый металл, тем актуальнее использование короткой дуги. Более толстые изделия сваривают по методу струйного переноса.
В ситуации, где очень важна управляемость процесса, рекомендована импульсная сварка. Воздействие целой серией импульсов понизит средний уровень сварочного тока и сократит интенсивность теплового воздействия. Оттого уменьшается опасность прожечь заготовку. В некоторых случаях приходится сваривать нержавеющую сталь с черным металлом. Выполнить такую работу сумеет не каждый специалист. Необходимо учитывать, что различия в коэффициенте линейного расширения после окончания сварки останутся серьезные внутренние напряжения. Для соединения нержавеющей стали и черного металла рекомендованы такие электроды, как:
- ОЗЛ-25Б;
- НИАТ-5;
- ЦТ-28;
- Э50Ф.
Если толщина металла составляет 0,1 см, то рекомендуется использовать постоянное электричество с амперажем не более 60 А, при сечении электрода до 2 мм. Когда заготовка имеет толщину 0,2 см, то нужен переменный ток до 80 А. Наконец, при работе с деталями 0,4 см потребуется вновь подача постоянных импульсов силой до 130 А, которые приходят на электрод до 0,4 см. Подавая излишне сильный ток, есть риск повредить обрабатываемый материал.
Ввиду значительного коэффициента теплового расширения заготовки придется разводить на большое расстояние. Электродные инструменты должны быть не длиннее 35 см. Если используют длинные покрытые стержни, то они станут перегреваться. Пониженная теплопроводность нержавейки заставляет понижать силу тока на 20%. Электроды могут быть сделаны из стали высокого легирования, иногда – с покрытием никелем. Но иногда применяют еще и легированные электродные инструменты, которые позволят наплавить кромки из черной стали.

Далее сам шов вырабатывают с использованием плакированной стали. Опытные специалисты советуют выполнять следующее:
- применять расходники на основе никеля:
- до сварки прокаливать электроды (желательно 210 градусов по 60 минут);
- работать на постоянном токе;
- перед запуском процесса вычищать металлическую поверхность от грязи и ржавчины;
- применять флюс для покрытия рабочего участка;
- затачивать кончики вольфрамовых стержней;
- при любой возможности применять изолирующий газ;
- стараться захватить больше черного металла, чтобы шов на молекулярном уровне оказывался крепче.

В следующем видео вас ждет сварка нержавеющей стали инвертором.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
- мягкие;
- твердые.
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином. Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
- Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.
Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.

Ацетон для проверки шва
Разновидности водяных баков для бани
Существует три типа водяного бака – встроенный, выносной или на трубе. При этом каждый имеет положительные и отрицательные стороны.
Встроенные конструкции
Бак встроенного типа – классический вариант конструкции, установленной на дно отопительной печи и совмещенной вверху с топочным отделением.

Это обеспечивает ускоренный нагрев и поддержание оптимальной температуры воды длительное время.
В этом случае дно резервуара непосредственно контактирует с открытым огнем, а забор жидкости выполняется из бака сверху или через встроенный кран.
Выносные конструкции
Выносной бак предусмотрен для печи, оснащенной теплообменником. Подобное устройство соединяется с теплообменником при помощи медных труб, поэтому может монтироваться в любом помещении бани – моечной или предбаннике.









Среди преимуществ водяного резервуара выносного типа можно выделить поддержание высокой температуры нагрева воды, надежность и практичность.
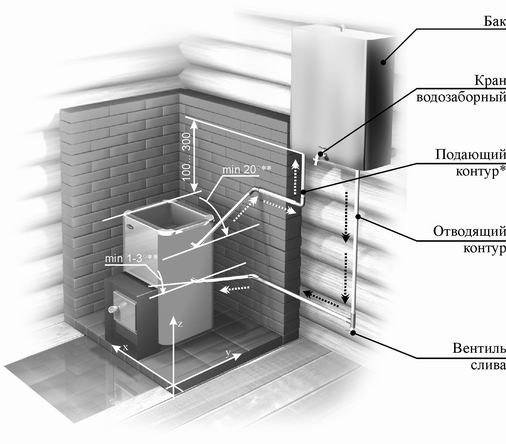
Принцип действия устройства достаточно прост: холодная вода поступает в теплообменник, а нагретая жидкость подается обратно в бак.
Конструкции на трубе
Конструкция бака, установленного на трубу, достаточно актуальна в случае, когда баня используется на протяжении всего дня.
Подобное устройство обеспечивает быстрый нагрев воды до комфортной температуры благодаря тепловой энергии, которая выделяется через дымоотводную трубу.

Бак на трубе для бани отличается существенными габаритами, высокой тепловой емкостью и эффективностью. Кроме того, он способен предотвратить утечку угарного газа при частой топке банной печи.
Самый распространенный вариант устройства – бак по типу самовара, оснащенный одинарным или двойным штуцером. Такие баки различаются по объему, размеру и дизайну.

Как очистить дождевую воду на даче и дома
Необходимо, чтобы собранные жидкость прошла первичную механическую фильтрацию от листвы, грязи, веток, мха, прочих крупных примесей. Для этого подойдет способ с несколькими емкостями, который очищает от грубого осадка, как указанно выше, либо специальные фильтрационные системы. Их придется часто очищать от скапливающейся грязи.

Рисунок 3. Схема работы фильтра в водосточных трубах
Фильтр для очистки устанавливают либо на земле, либо на водосточных трубах (Рисунок 3). Выбор места установки обусловлен площадью крыши и количеством водостоков. На малом количестве труб проще установить очищающие фильтры. При большом количестве – оптимальным будет монтировать водоочиститель на земле.
Если осадки поступают в бак для хранения, то это помогает дополнительно очистить дождевую воду за счет оседания частиц грязи на дно.
Не менее важным является место установки водосборной емкости.
Емкость для жидкости должна быть изготовлена из непрозрачного пластика или из бетона (Рисунок 4).

Рисунок 4. Пример ёмкостей для сбора дождевой воды
Примите во внимание, что яму под бак лучше предусмотреть еще на этапе застройки участка. Если собираетесь устанавливать водоочистительную систему после постройки дома, дешевле будет установить емкость для сбора осадков в подвале
Важным моментом является правильный забор очищенной дождевой воды из емкости. Лучше чтобы он осуществлялся сверху, чтобы не тревожить осадок на дне. Также позаботьтесь о наличии специального сифона, который будет отводить излишки жидкости, исключая перелив в баке.
Очистить дождевую воду на первом этапе помогает система грубой фильтрации, которая отделяет крупный осадок и грязь, не давая забивать более тонкие фильтры. Самым дешевым и удобным вариантом являются разнокалиберные сетчатые фильтры. Однако придется постоянно самостоятельно очищать их. Можно выложить куда более крупную сумму на приобретение современной самоочищающейся фильтрационной системы. Она позволит обходиться без ручной чистки в течение нескольких лет постоянного сбора и использования дождевой воды.
Читать далее: Нужна ли посудомойка – Нужна ли посудомоечная машина? Все аргументы «за и против» — Шелковый Путь
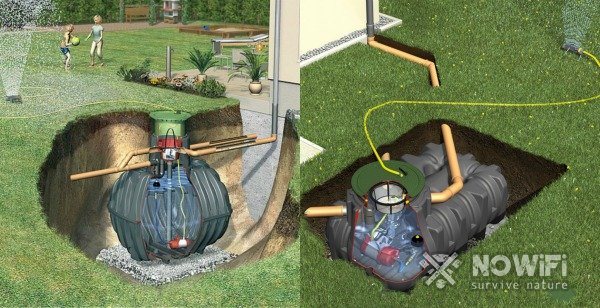
Рисунок 5. Комплексная система подземного хранения, очистки и подачи дождевой воды
Удобным и бюджетным способом для подачи жидкости из накопительной емкости являются разные виды готовых насосных станций (Рисунок 5). Простые станции дают возможность автоматически подавать воду с глубины до 30 м. Однако при большей глубине, придется использовать более мощные насосы, которые обеспечат постоянное давление.
Если требуется небольшое количество технической воды (непостоянный источник), можно воспользоваться простым фильтром, который подойдет для установки на дачном участке и соответствует всем экологическим требованиям.
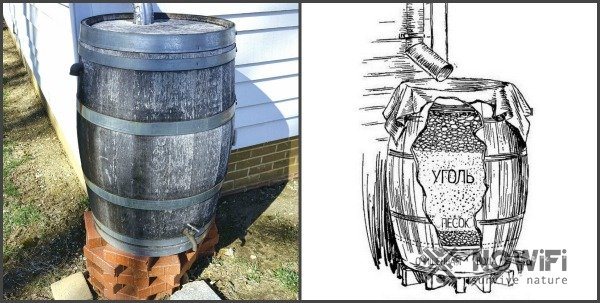
Рисунок 6. Схема самодельной системы очистки дождевой воды
Для создания дачного фильтра понадобится деревянная бочка или непрозрачная пластиковая емкость (Рисунок 6). Ее устанавливают невысоко над землей на кирпичах или устойчивых камнях. В нижней трети бочки устанавливается кран. Чуть выше крана внутри емкости устанавливается перегородка с мелкой перфорацией, которая накрывается плотной тканью (обязательно пропускающей воду).
Далее необходимо сделать сердцевину по принципу природной фильтрации: слоями выкладываем гальку, чистый речной песок, гравий, средних размеров древесный уголь. Каждый слой, кроме угля (его должно быть в полтора-два раза больше), делается в 10-15 см толщиной. Сверху угольной прослойки насыпаем гальку, накрываем еще одним куском ткани. Ткань необходимо будет периодически менять на свежую. Сам же фильтр нужно обновлять каждые полгода (весной и осенью).
Напоминаем, что после того, как очистить дождевую воду, ее можно использовать только для технических нужд.
Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.

Советы в статье «Как работает электронный динамометр » здесь.
Пайка нержавейки в видео:
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.

Почему работу лучше поручить специалистам
Опыт и высокая квалификация мастеров позволяет им выполнять заказы в соответствии с общепринятыми нормами и требованиями. Их основная работа – сварка емкостей, и они ее делают с высоким профессионализмом
Кроме того, специалисты могут изготавливать резервуары и емкости прямо у заказчика, что очень важно при работе с крупногабаритными изделиями. Данную услугу предлагают многие компании
Индивидуальный заказ на изготовление емкости дает возможность скрупулезного расчета размеров и материала, соответствующего назначению.
Помимо всего прочего, в профессиональных мастерских проводится сварка емкостей из листового металла, цена которых соразмерна высокому качеству этих изделий.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.







В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды. Что касается толщины стенок, то лучше использовать листы не толще 2 мм. На производствах баки делают из металла толщиной 1 мм, но в домашних условиях сложнее качественно сварить такой тонкий металл. Толщина стенки не зависит от формы и размеров бака.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Что такое нержавеющая сталь
По своей сути, нержавейка является сталью, усовершенствованной путем добавления примесей, делающих образование коррозии невозможным. Перечень таких добавок достаточно широк: медь, никель, хром, марганец, титан, сера, молибден, кремний и некоторые другие. В связи с объединением, сталь значительно меняет свои изначальные свойства и внешний вид.
Преимущества нержавейки очевидны:
- Высокая прочность;
- Хорошая устойчивость к высоким температурам;
- Высокая устойчивость к коррозии и воздействиям окружающей среды;
- Эстетически привлекательный внешний вид.
Виды:
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.