
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий
Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
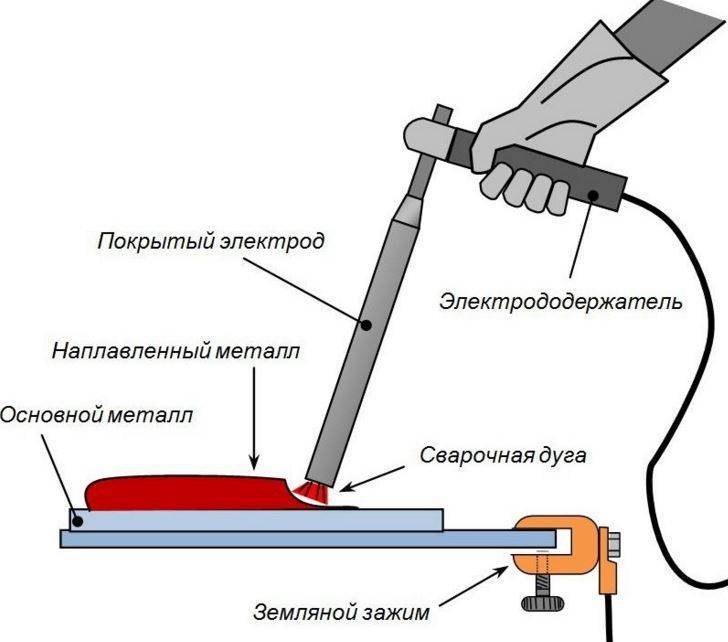
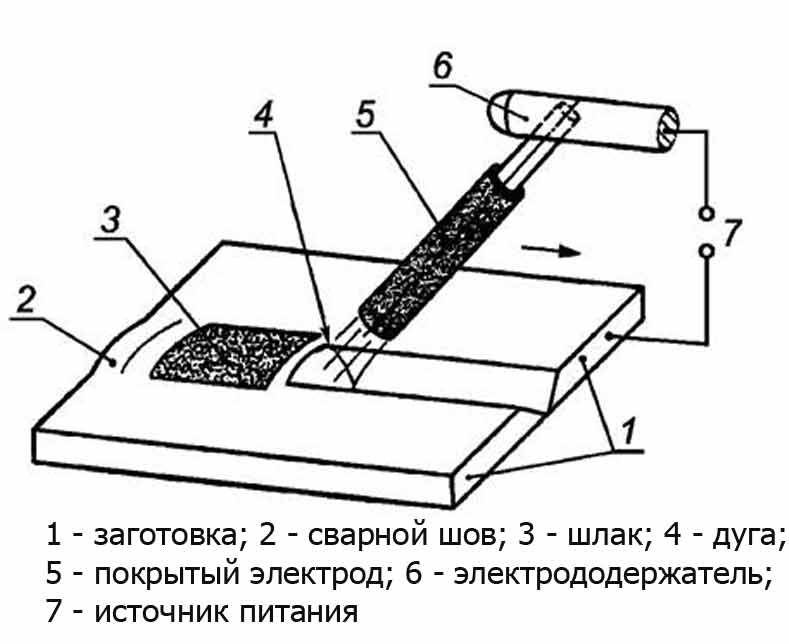
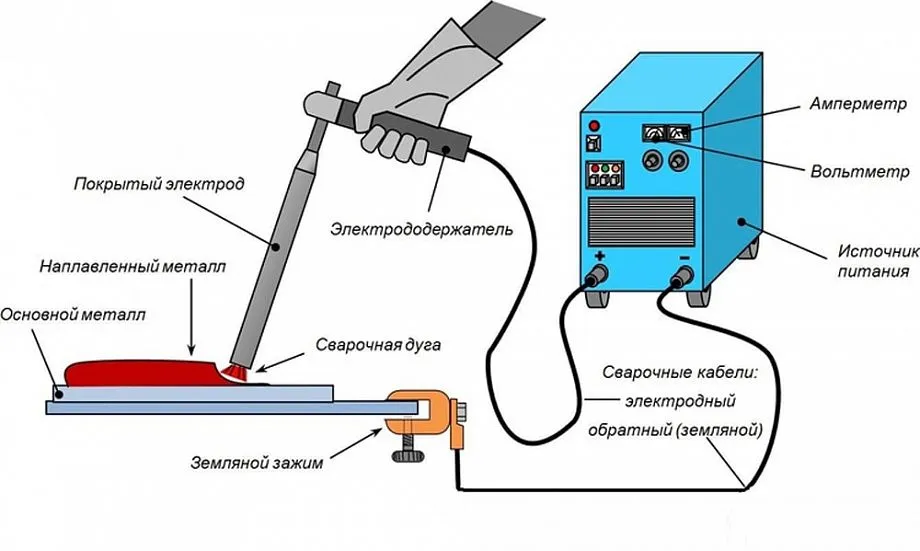
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
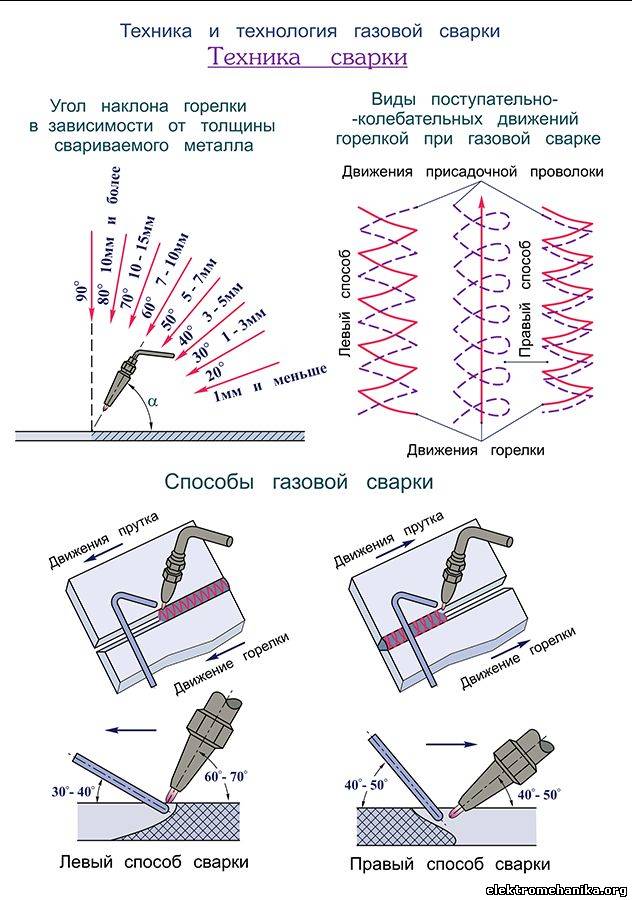
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.
Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение. Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
- чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой “Al” или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)
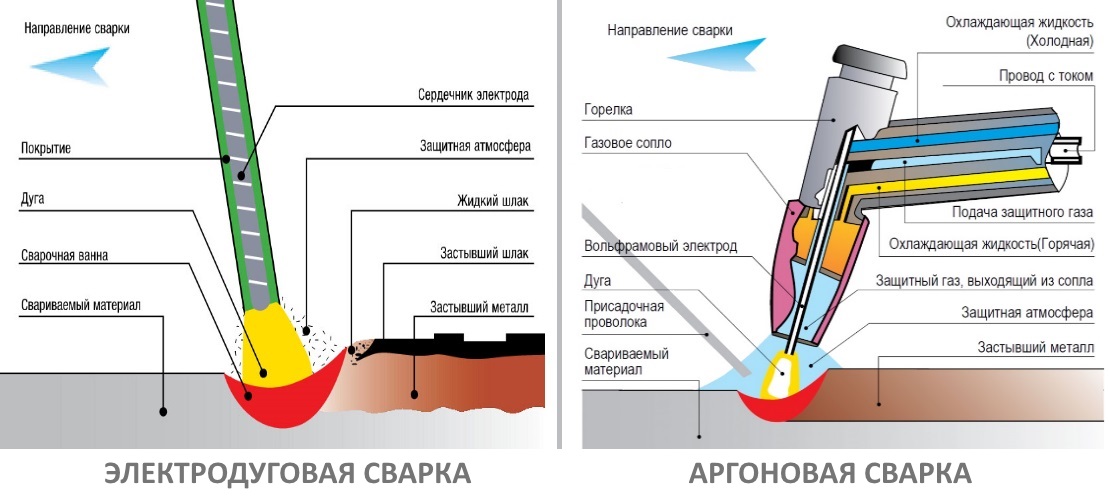
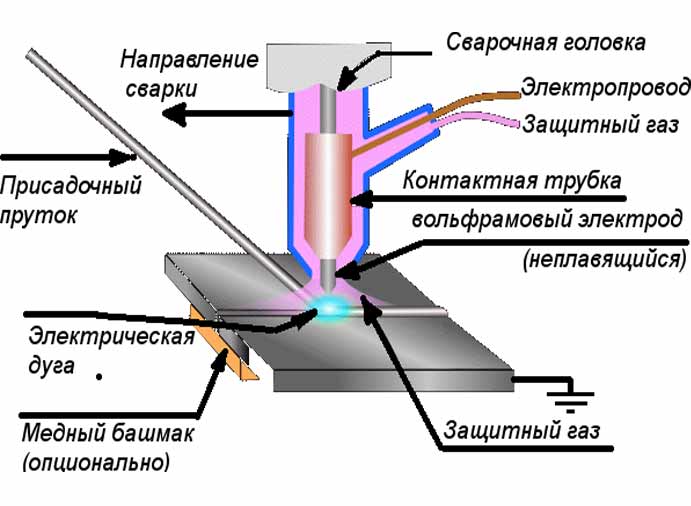
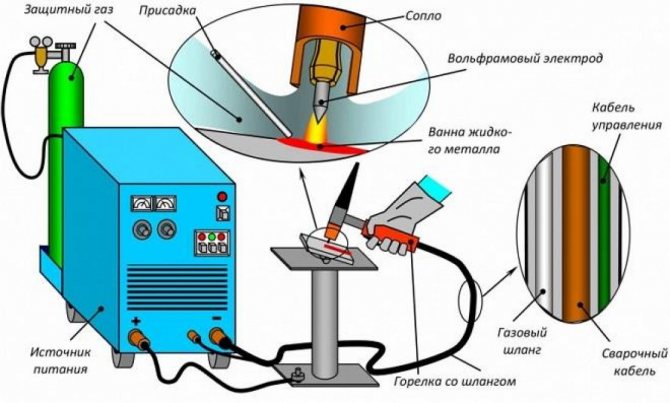
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта. Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Инвертором и покрытым плавящимся электродом
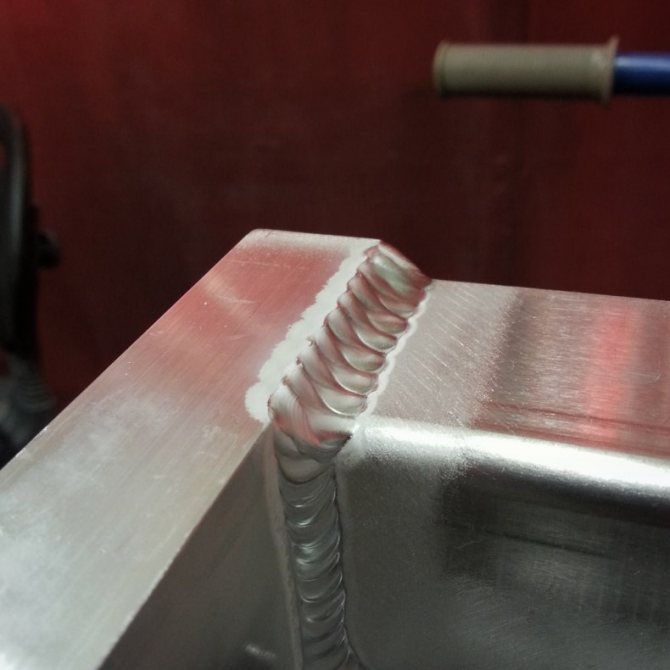
Шов, полученный электродом ОЗАНА-2.
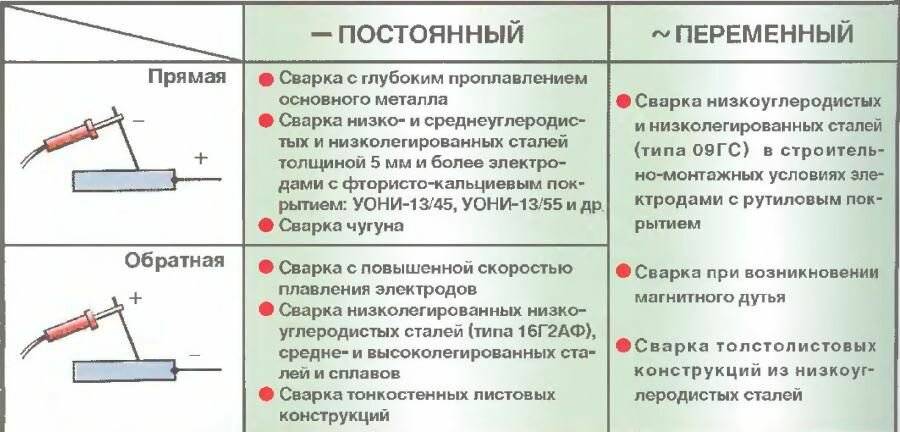
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
СЛОЖНОСТИ ПРИ СВАРКЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
ТРЕБОВАНИЯ К СВАРКЕ
Сваривать алюминий необходимо строго следуя следующим правилам:
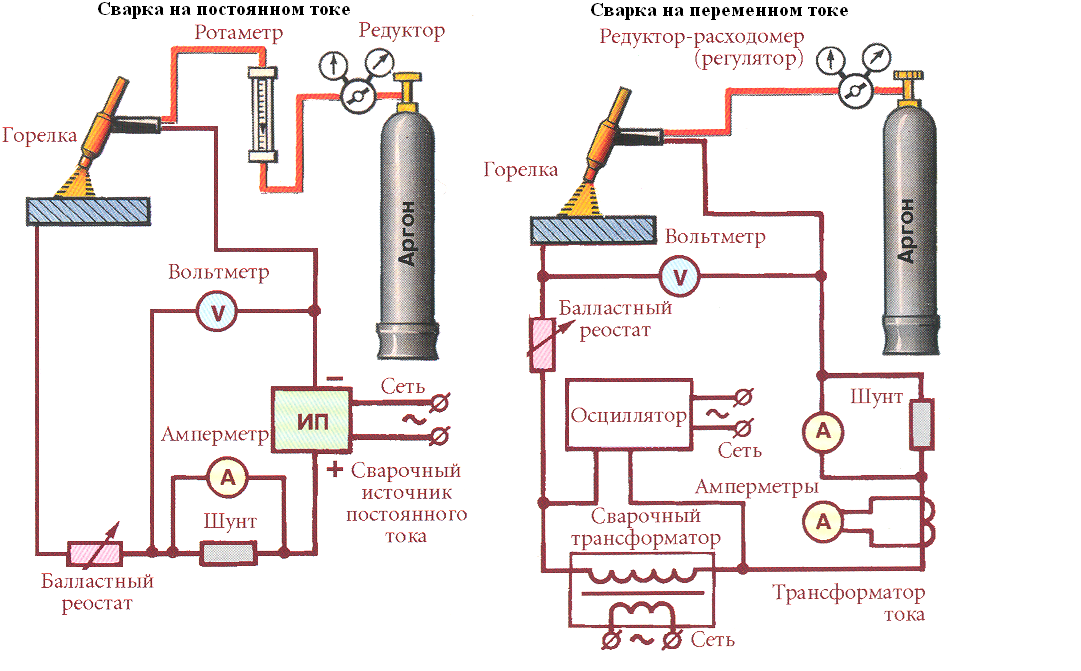
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться сварочный инвертор для алюминияаппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.

В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Список важнейших параметров
Алюминий — металл очень распространенный в самых различных сферах человеческой деятельности. Также активно используются его сплавы. Это обусловлено набором его физических свойств и химических характеристик.
 Алюминий — один из самых распространенных металлов
Алюминий — один из самых распространенных металлов
Какие основные трудности возникают во время сварочных работ, связанных с этим металлом? Причины легко понять, если разобраться с главными свойствами.
Значительный уровень текучести
При воздействии высоких температур алюминий резко теряет прочность, что приводит к разрушению уже расплавленным металлом нерасплавленного. Нередко происходит так, что расплавленный металл вытекает через шов. Сложность контроля за процессом сварки в домашних условиях усугубляется тем, что алюминий не изменяет свой цвет при нагревании. Для сохранения формы сварочной ванны опытные сварщики применяют специальные керамические (или сделанные из иного металла) подкладки.
Появление оксидной пленки
Кислород имеет очень характерное воздействие на алюминий — он очень быстро покрывает его специфической оксидной пленкой, в результате чего поверхность металла приобретает гораздо более высокий уровень тугоплавкости и плотности. Кроме того, оксид мешает превращению металла в монолитный шов.
Сварка аргоном предотвращает попадание воздуха
Как не допустить появление оксидной пленки? Сварочную зону нужно защитить от контакта с воздухом. Это достигается при использовании аргоновой сварки. Кроме того, оксид можно удалить путем катодного распыления.
Еще одна отличительная особенность алюминия — обладая весьма высоким коэффициентом линейного расширения, он обладает достаточно низким модулем упругости. Из-за этого нередко происходит деформация конструкции, которую требуется сварить. Как понизить вероятность деформации? Для этого применяются разнообразные технологические приемы, т.е. электросварка в режиме оптимальном режиме, или подогрев.
Во время сварки алюминия в домашних условиях (и не только в домашних) появляется пористость в сплавах, содержащих этот металл. Почему так получается? Ответ прост: различные соединения металла имеют в своем составе водород, который выделяется через образующиеся в процессе нагрева поры. Кроме того, если в составе имеется значительное содержание кремния, то существует высокая вероятность появления кристаллизационных трещин, которые хоть и имеют малые размеры, но способны в значительной степени ослабить сварочный шов.
Дополнительная опасность, поджидающая тех, кто занимается сваркой алюминия домашних условиях — образование горячих трещин. Появляются они в результате специфических процессов, которые протекают внутри раскаленного металла, когда он начинает застывать. Как снизить до минимума риск появления трещин? Нужно применять особые модификаторы, добавляемые непосредственно в сварной шов. Еще один метод подстраховки — не располагать швы слишком близко друг к другу.
Преимущества
- Газовое сваривание алюминия происходит на небольшой скорости, благодаря чему шов качественно формируется, процесс варки происходит гораздо дольше в отличие электродуговой;
- Применение рабочего газа в качестве защиты сварочной ванны, от попадания в нее различной грязи, мусора, и атмосферного воздуха;
- Отсутствие применение электродов с обмазкой, где часто содержится водород, приводящий к появлению напряжения в металле;
- Высокий уровень качества сваривания, в независимости от опыта сварщика;
- Возможность производить длинные неотрывные швы, благодаря использованию присадочного материала;
- Преимущественно проще работать с тонкими листами;
- Применение газового пламени для подогрева и остывания детали.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
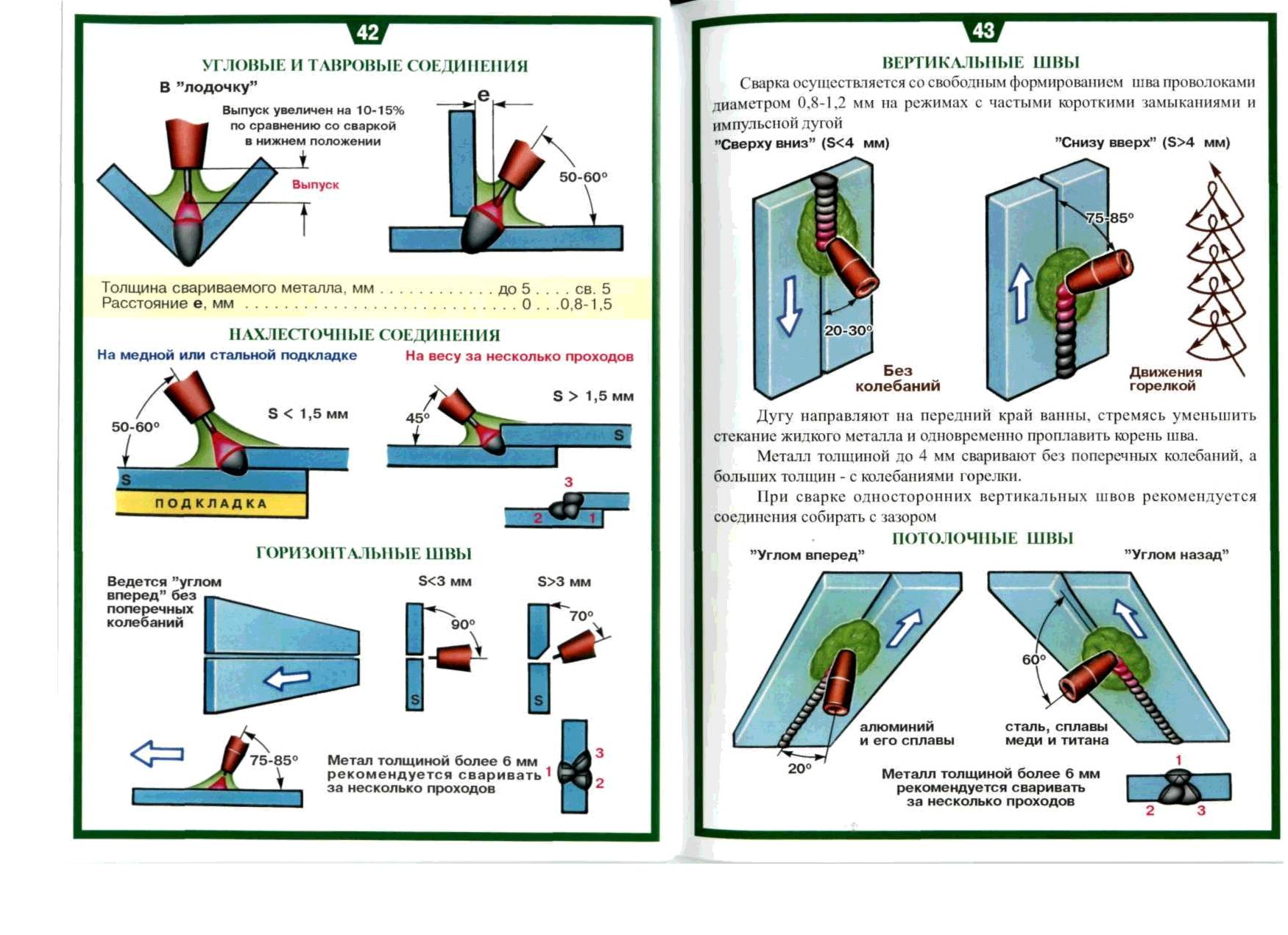
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Сварка алюминия электродами (MMA)

способ далеко не самый эффективный
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором

Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:

- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
СВОЙСТВА АЛЮМИНИЯ
Основные трудности при сварке алюминия возникают из-за некоторых его особенностей. Так, например, температура плавления металла составляет всего около 650 градусов. Казалось бы немного, если бы не один нюанс. На поверхности изделий из этого материала появляется оксидная пленка. Причина возникновения окиси — любой контакт с кислородом. Так вот, расплавить эту пленку довольно сложно. Ее температура плавления достигает 2000 градусов.
Еще один нюанс, связанный с особенностями алюминия — отсутствие смены окраса при нагреве. Получается, что визуально определить, насколько сильно раскален металл очень сложно. Как следствие — прожоги, существенно снижающие качество сварки.
Гигроскопичность вещества приводит к тому, что оно быстро впитывает влагу из воздуха. Как только происходит нагрев, она начинает испаряться. Это может заметно снизить качество полученного соединения.
УДАЛЕНИЕ ОКСИДНОЙ ПЛЕНКИ С АЛЮМИНИЯ
Оксидная пленка может очень мешать tig сварке алюминия. Тем более, если она попадет в шов в процессе работы, то это повлияет на его прочность. Поэтому от такого своеобразного покрытия на поверхности рекомендуется избавляться. Существует две основные методики снятия окиси с алюминия:
- Механическая. Такой способ хорош в том случае, если сварка алюминия проводится нередко и мастеру необходимо соединить всего несколько деталей. Иначе, подобная обработка в промышленных масштабах будет очень трудозатратной. Для очистки материала потребуется только небольшая металлическая щетка или наждачная бумага, а также напильник. Последний служит для зачистки торцов. Проволока на щетке должна быть не более чем 0,15 мм. Более толстые элементы могут привести к появлению крупных хорошо заметных царапин, которые существенно испортят поверхность. Двигать при обработке рекомендуется в одном направлении, иначе есть большой риск просто «втереть» уже снятую пленку обратно в металл.
- Травление. Основывается на использовании различных химических составов, а также подогреве. Применяется на производствах, где алюминий варят много и часто.
Если вам удастся правильно удалить пленку с поверхности соединяемых деталей, это существенно повысит ваши шансы на успех. Так что не поленитесь, и проведите рекомендуемые работы в полном объеме.
Основные особенности сваривания алюминия
Мало кто из сварщиков скажет вам, что алюминий является его любимым материалом для сварки. Сварка алюминия инвертором требует большого опыта и соответствующих навыков. Главная сложность, с которой сталкиваются при сваривании этого металла и сплавов с его содержанием – образование на поверхности свариваемых деталей окисной пленки. Образуется она под воздействием кислорода, который содержится в воздухе.
Делается это при помощи разных инструментов: металлических щеток, наждачной бумаги, шлифовальных машин и т.д. Для достижения максимального результата рекомендуется использовать последовательно несколько методов очистки. Как защитить поверхность от окисления при сваривании мы посоветуем ниже.
Неудобством при таких работах является то, что прочность алюминия заметно ухудшается при температурных скачках. При этом металл может расплавиться и вытечь из зоны сварки, поэтому нужен постоянный контроль температуры в зоне работ.
Еще одна сложность, с которой мы столкнемся при сварке инвертором – свойство этого металла сохранять неизменным свой цвет при любой температуре. В связи с этим сложно добиться равномерного шва по всей его протяженности.
Учитывая все эти нюансы, вы сможете добиться требуемого результата.
Техника безопасности
Данный вид деятельности относится к группе травма-опасных процессов. Поэтому следует неукоснительно следовать предписанным правилам во избежание нанесения вреда окружающим.
Следует запомнить, что:
- На специалисте должны быть надеты: специальный костюм, маска, плотные рукавицы, обувь с резиновой подошвой;
- Электрическая цепь должна быть изолирована и недоступна;
- Сварка может быть проведена только в очищенных помещениях. При наличии легковоспламеняющихся предметов проводить работу запрещено;
- В рабочем помещении обязательно должна присутствовать хорошая вентиляция во избежание газового отравления.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
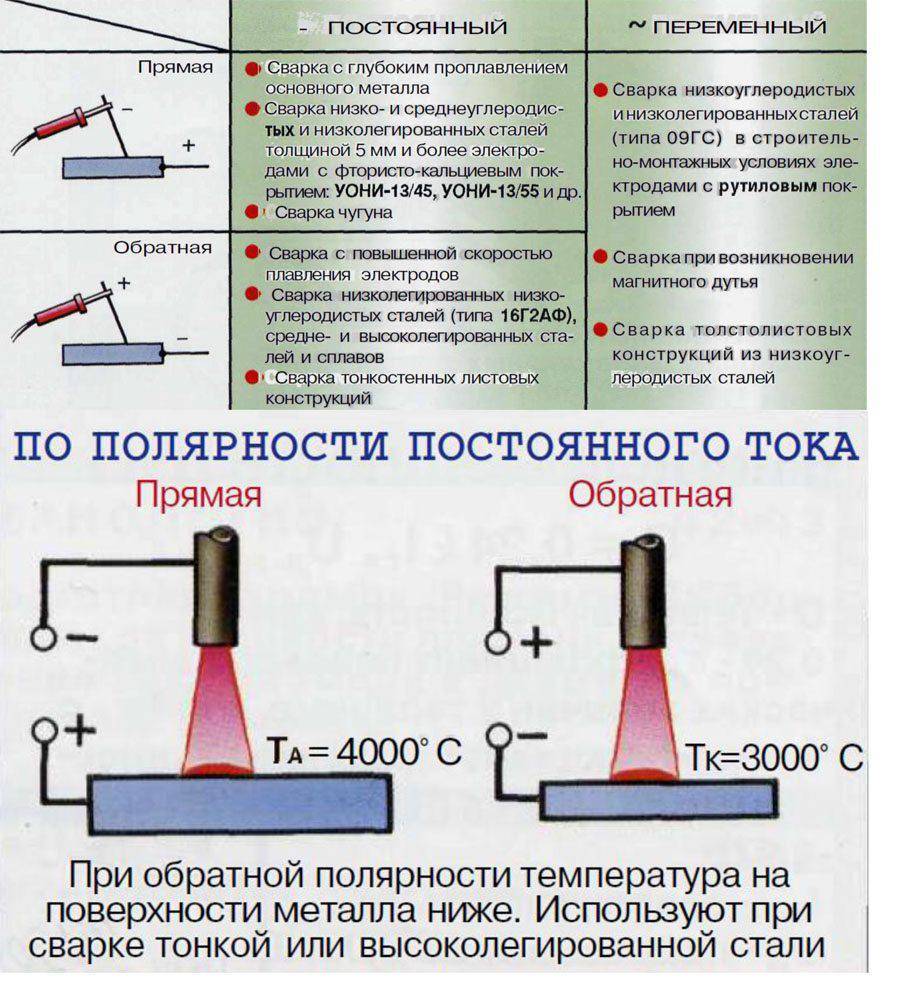
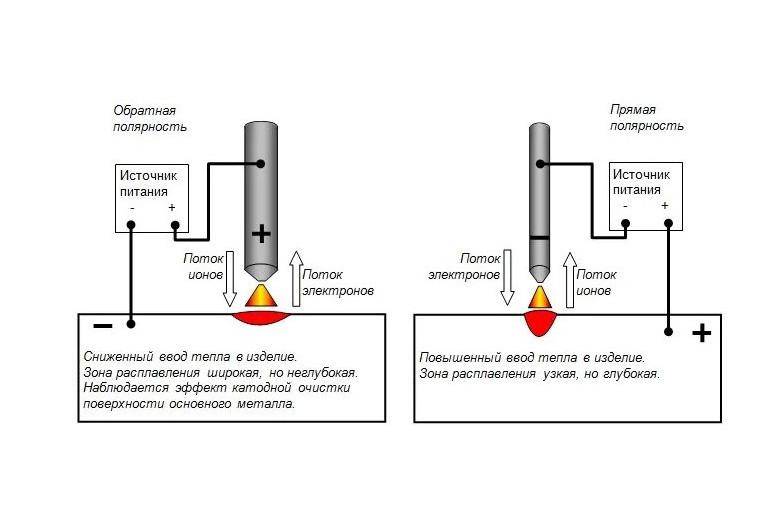
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.

Процесс сваривания инвертором
В первую очередь необходимо прокалить в течение 15—20 минут при температуре 160—200 градусов как сами свариваемые детали, так и плавящиеся спецэлектроды, которыми будет вестись работа. Если детали слишком большие, их обрабатывают газовой горелкой или паяльной лампой.
После этого поверхность металла очищается от оксидной пленки при помощи металлической щетки — проще говоря, полируется. Наждачную бумагу или абразивы использовать нельзя, их частицы попадут в шов и ухудшат его качество.
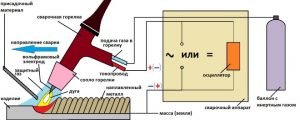 Схема сварки алюминия
Схема сварки алюминия
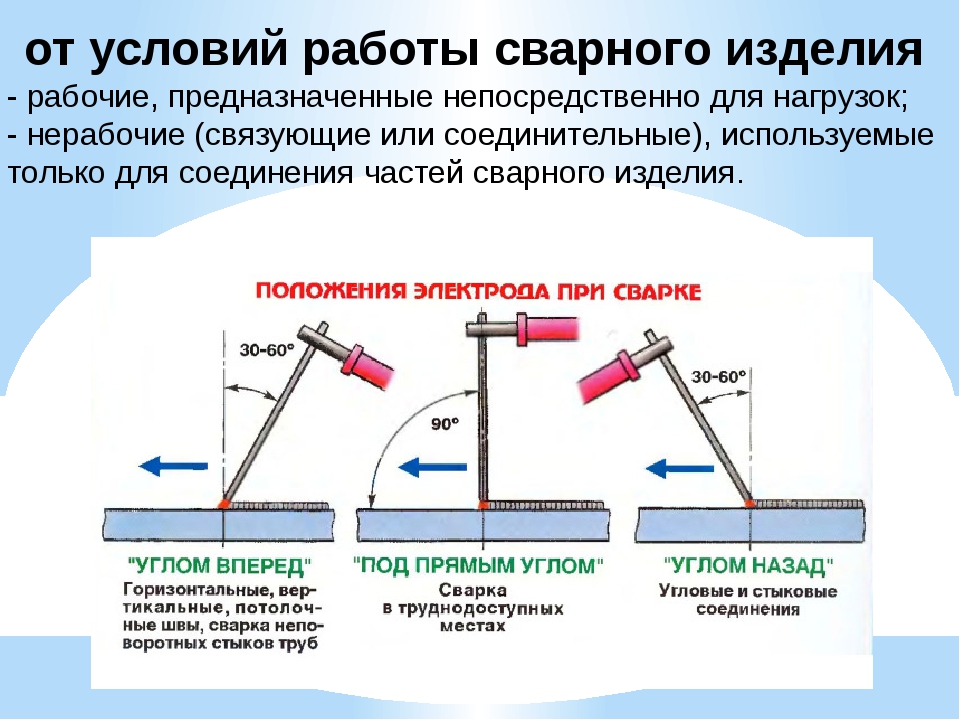
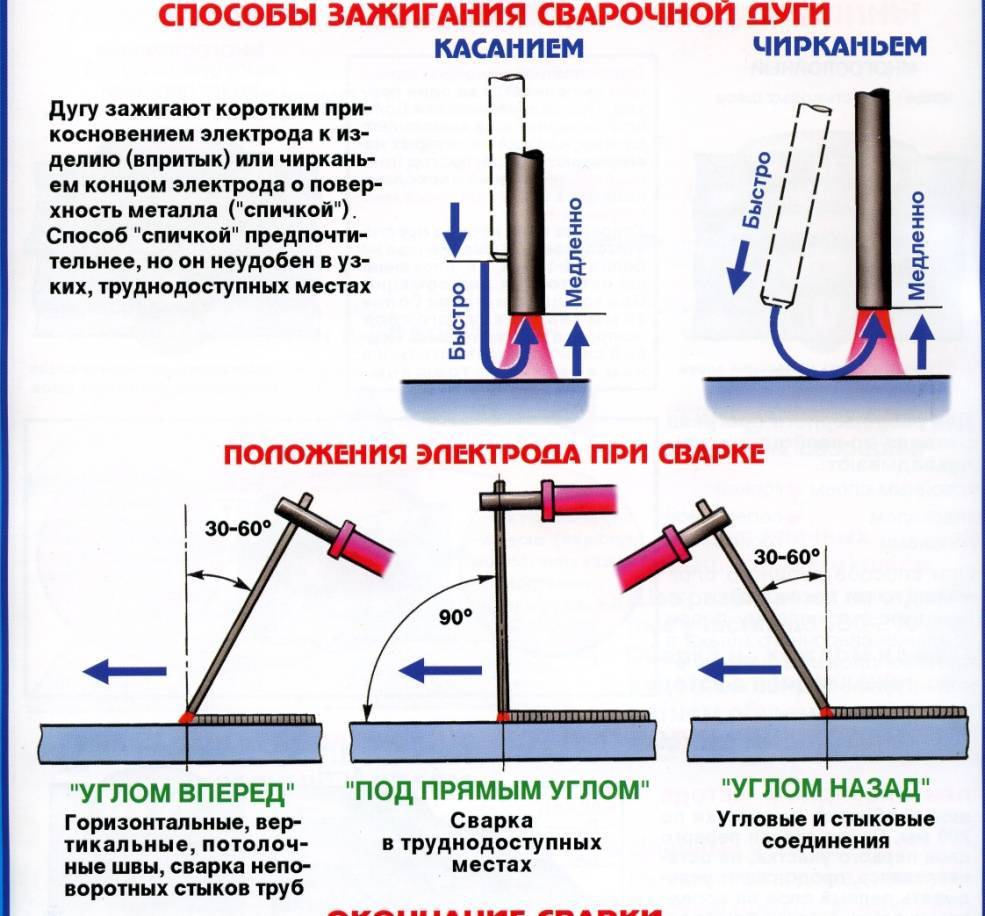
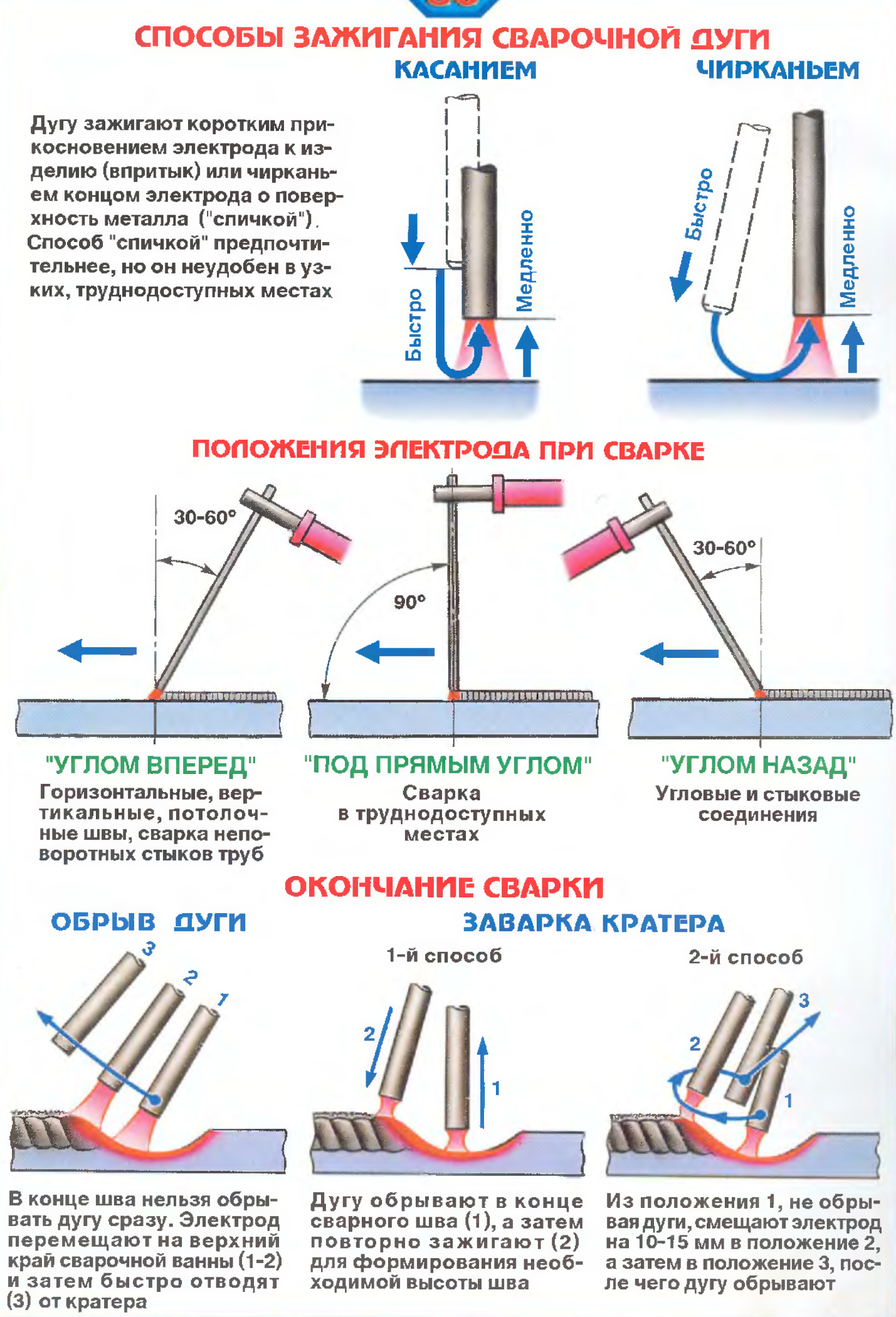
После этого можно начинать сварку. На держатель от инвертора подается плюс, на само изделие — минус. Соединение ведется короткой дугой, горизонтально, электрод держится под прямым углом по отношению ко шву. В начальный момент для того, чтобы «пробить» начавшую вновь образовываться пленку, от инвертора подают ток в 200 А, впоследствии его уменьшают до рабочих 80—100.
Плавкие спецэлектроды для алюминия сгорают втрое быстрее обычных.
Если толщина свариваемых стенок составляет более 5 мм, перед прокалкой их разделывают, вырезая фаску со скосом в 45—60 градусов. Если стенки тоньше 5 мм, с обратной стороны прикрепляют неплавящуюся прокладку.
После первого прохода молотком сбивают шлак и проверяют качество шва. При высокой толщине изделия производят второй проход.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
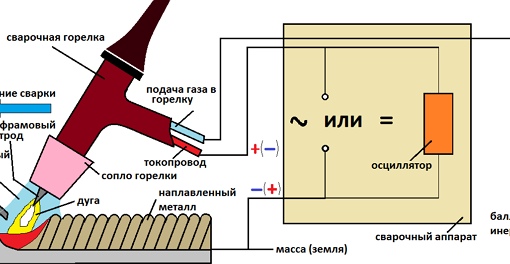
Осциллятор для сварки алюминия
Основное предназначение осциллятора – создавать большую разницу потенциалов на разнополярных элементах. За счет этого в момент, когда подносим электрод к свариваемому металлу, дуга воспламеняется бесконтактным способом, уже на достаточном расстоянии. Таким образом исключается прикосновение электродом свариваемой детали.
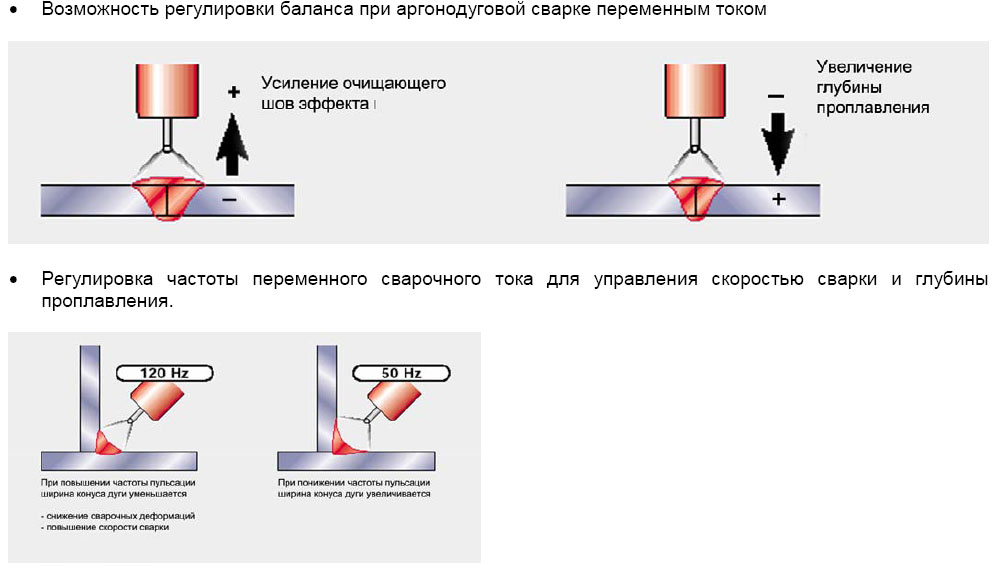
Если представить развернутую диаграмму переменного тока в виде графика синусоидального типа, то при смене полярности график пересекает нулевые значения. При значениях тока близких к нулю сварка алюминия происходить не может. Осциллятор применяется для того, чтобы в эти моменты давать дополнительный высоковольтный импульс заданной амплитуды, тем самым происходит компенсация малых значений тока. Сварочный процесс сохраняет свою стабильность. Процесс генерирования импульсов синхронизируются с основной синусоидой. Современные осцилляторы способны генерировать высокочастотные импульсы в 500кГц.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте