
Правила сборки и работы
В работе с любой моделью сварочного поста есть определенные правила, которые разделены на общие и индивидуальные.
Общие

В основе требований к сварочным постам лежат правила техники безопасности и личное удобство работника.
В первую очередь, любой тип должен иметь заземление. Для соблюдения этого правила, они размещаются на основании, созданном из бетона либо кирпича. Пол должен быть оснащен резиновым ковриком.
Стационарные варианты должны быть оснащены надежным вентилированием. Комплектующие столы должны быть стальными либо чугунными и быть не тоньше 2 см.
В случае, если работа будет проводиться в сидячем положении, должно быть предоставлено специальное кресло. Оно должно иметь эргономичную форму и защиту от воздействия электричества.
Также рабочее место должно быть правильно освещено. Если естественный свет отсутствует, либо его недостаточно, над кабиной располагаются лампы. Их свет не должен быть слишком ярким.
Каждый пост оснащается электрическим выключателем.
Индивидуальные
![]()
Индивидуальные правила организации постов зависят от типа применяемой сварки: РДС или полуавтомат.
Сваривание металлов с применением переменного тока требует наличия осциллятора. Работа по резке металлов требует наличия места для расположения необходимых инструментов.
При работе с трехфазным напряжением должен использоваться контактор. Обработка деталей с помощью газов требует наличия места для расположения газовых баллонов.
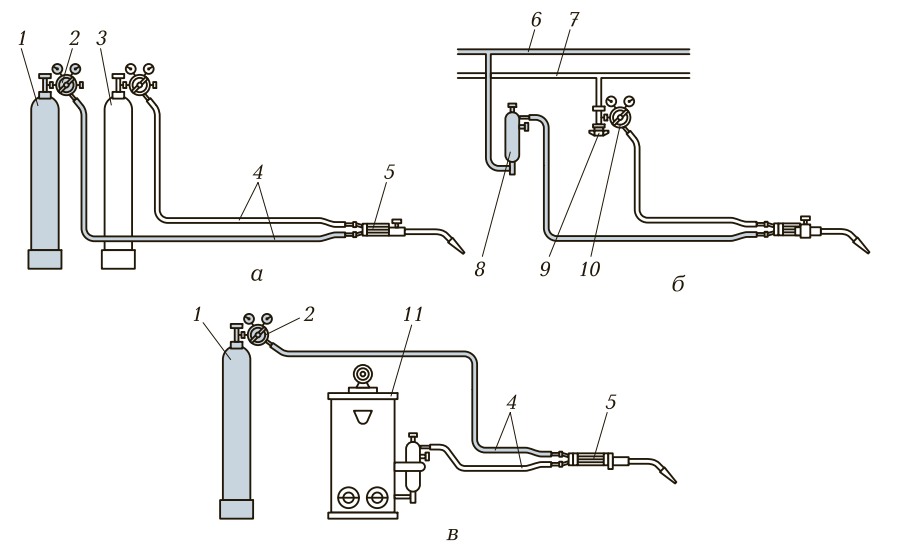
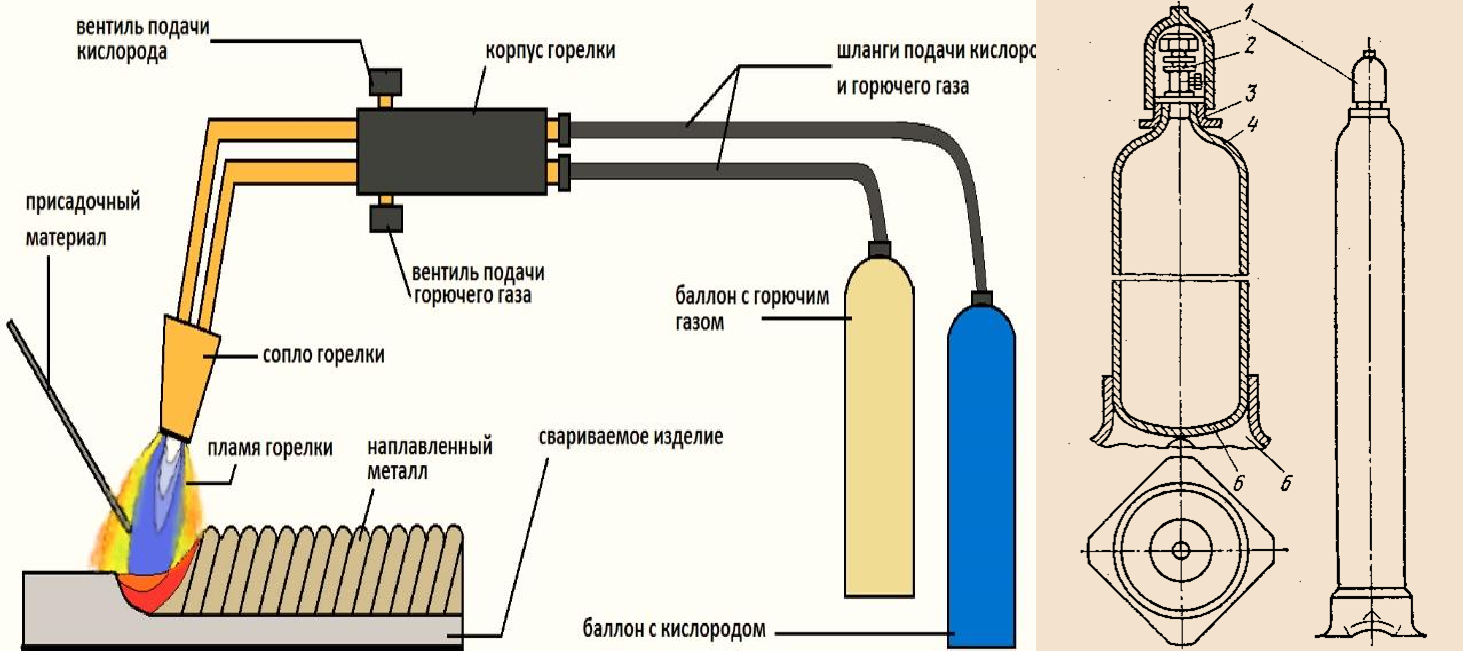
Основные виды газосварочных постов
В настоящее время такие посты делятся на два основных вида.
Стационарные
Стационарный пост для газосварочных работ не может перемещаться ввиду своих габаритов (в некоторых случаях по площади он может занимать несколько квадратных метров).
Преимуществом такого поста является его высокая производительность по сравнению с портативным постом, а также возможность выполнять различные виды сварочных работ, в том числе достаточно сложных по своему содержанию.
Недостатками такого вида поста является невозможность его перемещения, а также необходимость постоянного обслуживания используемых в нем систем подачи газов.
https://youtube.com/watch?v=JtL563m6E90
Портативные (переносные и передвижные)
Такие посты используются, в первую очередь, для ремонтно-восстановительных работ, а также в бытовых нуждах. Главным отличием от стационарных постов являются сравнительно небольшие габариты, которые позволяют перемещать такие посты вручную или с использованием специальной техники, но без критичных по объему трудозатрат. Кроме того, в портативных постах нет необходимости в постоянной подаче газа.
Главным недостатком такого поста является то, что выполнить большой объем работ с высокой производительностью не получится. Это обусловлено небольшой емкостью баллонов с газом или ацетиленовых генераторов, что существенным образом ограничивает возможности выполнения сварочных работ. Однако решить данную проблему можно посредством установки дополнительных баллонов или генераторов, что при всем удобстве данного решения может существенным образом оказать влияние на общий вес и итоговую мобильность поста.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
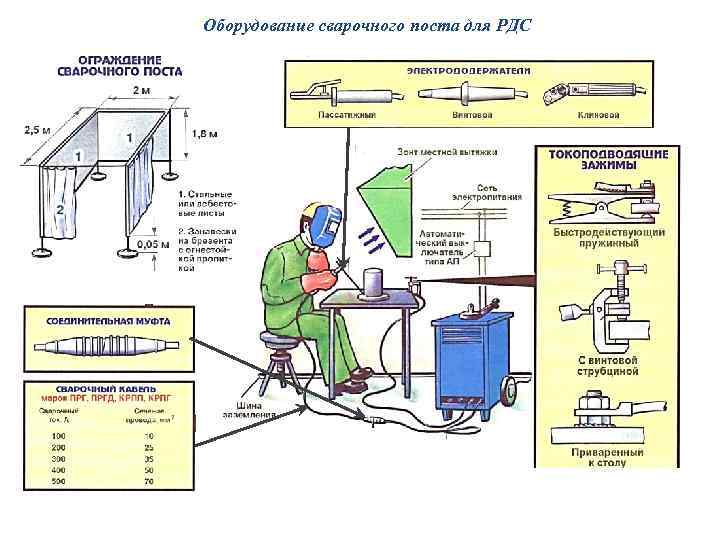
Оборудование сварочного поста для ручной дуговой сварки
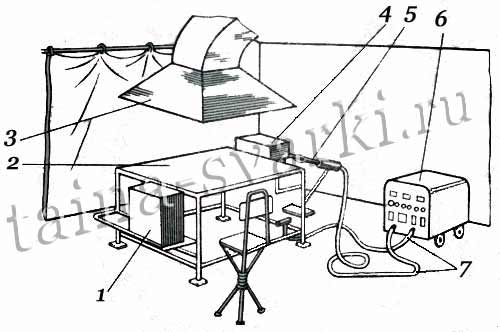
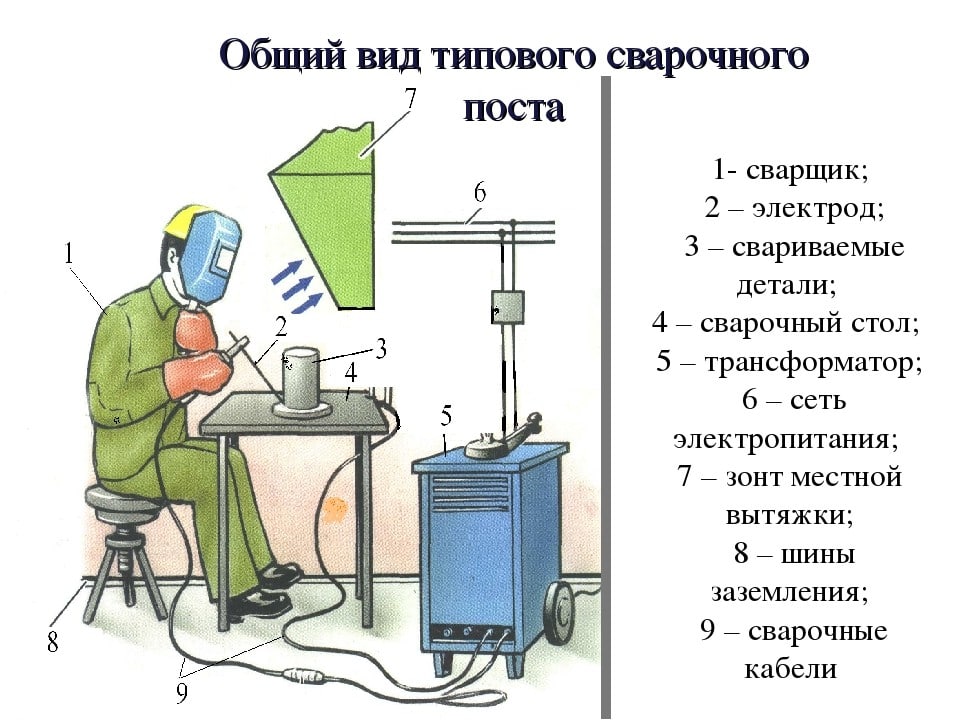
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,

сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Виды
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этими типами в расположении. А точнее, в мобильности.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, в которые вмонтировано или вставлено сварочное оборудование.
Однако оба типа постов стоит рассмотреть детальнее.
Виды
Основаная классификация разделяет все пункты сварки на два основных типа:
- Стационарные.
- Передвижные.
Рассмотрим варианты их организации.
Стационарный
Самые крупные из подобного типа занимают отдельные помещения, даже цеха. Оборудование для этого вида как правило громоздко, а обрабатываемые изделия, наоборот, — имеют относительно небольшие размеры. Обычно здесь обрабатывают серийные заготовки.
Подобные пункты служат для размещения для таких технологий сварки как диффузионная, лазерная, сварка под слоем флюса, трением, прессованием, ковкой. Помимо сварки здесь производят раскрой с помощью газовой, лазерной или плазменной резки, другие подобные работы.
Для обеспечения вентиляции цеха сварки и резки металла необходима система приточных и вытяжных коробов, а также мощных фильтров.
Кабина
Небольшие сварочные точки обслуживающие ремонтные цеха предприятий размещают в отдельных кабинах. Задача этих помещений:
- обеспечить защиту окружающих от яркого света сварочной дуги;
- обеспечить локализацию сварочной зоны;
- сделать работу электросварщика или газосварщика организованной, по возможности комфортной.
Стены таких кабин изготавливают из листового металла, листов ОСП или фанеры, обработанных противопожарной пропиткой. Как вариант, рабочие места просто ограждают брезентовыми ширмами или шторами.
Рабочий стол

Своего рода переход от стационарных к передвижным типам
Изготавливают его из листового металла. При этом в столешницы иногда встраивают специальные решетки для вытяжки продуктов горения непосредственно из зоны сварки.
Рабочий стол подойдет для небольшой мастерской, в том числе домашней. Разместить его можно как в помещении, так под навесом. При необходимости несложно перенести в другое мест.
Передвижной
Может устанавливаться в автомобиле, прицепе. Устройства на основе полуавтоматического аппарата размещают на ручной тележке вместе с баллоном углекислоты, сменными держателями, запасом сварочной проволоки, прутков. Тут же размещают минимальный набор инструментов.
Если же использовать портативный инвертор, пост поместится в чемодане 0,5х0,5 метра габаритами.
Стационарные сварочные посты
Пример стационарного поста ручной
дуговой сварки показан на рисунке. Подобные посты оборудуют в производственных
помещениях и в отдельных сварочных кабинах. Как правило, такие посты предназначены
для сборки и сваривания изделий с небольшими габаритами.
 В
В
состав изображённого на рисунке сварочного поста входят:
1 — ящик для электродов;
2 — рабочий стол;
3 — вытяжная вентиляция;
4 — ящик для инструментов;
5 — держатель электродов;
6 — источник питания;
7 — сварочные провода.
Стенки сварочных кабин, в большинстве случаев, изготавливают из тонких металлических
листов. Также они могут быть сделаны из фанеры или брезента, при этом, их пропитывают
специальным огнестойкими веществами, к примеру, растворами алюмокалиевых квасцов.
Каркас сварочной кабины изготавливают из стальных труб или уголков. Пол в кабине
выкладывают из огнестойкого материала (кирпича, бетона или цемента). Стены кабины
окрашивают светло-серыми красками, обладающими хорошей способностью поглощать
ультрафиолетовые лучи. В кабине необходимо обеспечить освещённость не менее
80лк. Кроме того, сварочную кабину необходимо оснастить местной вентиляцией
с воздухообменом 40м3/ч из расчёта на одного человека, находящегося в кабине.
Сварка деталей производится на рабочем столе. Высота стола 0,5-0,7м. При необходимости,
на столе располагают приспособления, облегчающие процесс сборки и сварки изделий.
При массовом производстве, когда выполняются однотипные работы, стол заменяют
манипулятором или другим приспособлением, которое позволяет собирать и сваривать
детали в удобном для рабочего положении.
В зависимости от свариваемости
сталей и от марки электродов для ручной дуговой сварки, используют источники
питания с постоянным и/или переменным током. В сварочной кабине смонтирован
рубильник для включения и отключения источника питания.
III. Требования к содержанию сварочного поста при проведении электрогазосварочных работ.
-
Стационарные места для выполнения эл. газосварочных работ должны быть обеспечены первичными средствами пожаротушения (огнетушитель, ящик с песком и лопатой, ведро с водой), а также должны быть отгорожены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8м. Полы в помещениях, где организовано постоянное место проведения огневых работ, должны быть выполнены из негорючих материалов. В помещении должна быть вентиляция.
-
Электрогазосварочная установка должна иметь:
-
техническую документацию, поясняющую назначение агрегата, приборов- и электрическую схему;
-
соответствующие надписи (инвентарный номер, ответственный, дата последующей проверки).
Электросварочная установка на время работы должна быть заземлена, также должен быть заземлен зажим вторичной обмотки трансформатора, к которому присоединяется проводник, идущий к изделию (обратный кабель). Провода, идущие к сварочному аппарату, к распределительным щитам и другому оборудованию, а также к местам сварочных работ, должны быть надежно изолированы и защищены от действия высокой температуры, механических повреждений или химических воздействий.





3.3. Ответственность за организацию мер по обеспечению безопасности при проведении огневых работ возлагается на начальника цеха.
3.4. На проведение огневых работ, в том числе и в аварийных случаях, должно оформляться письменное «Разрешение на проведение огневых работ», подписанное начальникам цеха и согласованное представителем ПЧ-57.
При проведении огневых работ в зарядных залах — «Разрешение на проведение огневых работ во взрывоопасных и взрывопожароопасных объектах», подписанное начальником цеха, согласованное представителем ПЧ-57 и утвержденное главным инженером НЗГШ.
В аварийных случаях в ночное время огневые работы производятся с разрешения диспетчера НЗГШ с согласованием ПЧ-57. Ответственным за проведение огневых работ в аварийных ситуациях в ночное время и в выходные дни назначается мастер смены.
3.5. При проведении огневых работ запрещается:
-
приступать к работе при неисправной аппаратуре;
-
производить работы на свежеокрашенных конструкциях;
-
использовать спецодежду, рукавицы со следами масла, жира, бензина, керосина и других горючих жидкостей;
-
хранить на сварочном посту одежду, ЛВЖ, ГЖ и другие горючие материалы;
-
допускать к самостоятельной работе учеников, а также работников не имеющих квалификационного удостоверения и талона по технике пожарной безопасности;
-
допускать соприкосновения электрических проводов с баллонами со сжатым, сжиженным и растворенным газами.
 3.6. При проведении газосварочных работ баллоны должны доставляться на специальных тележках, носилках, санках. При транспортировке баллонов нельзя допускать толчков и ударов.
3.6. При проведении газосварочных работ баллоны должны доставляться на специальных тележках, носилках, санках. При транспортировке баллонов нельзя допускать толчков и ударов.
Классификация сварочного оборудования
Общая классификация оборудования выглядит следующим образом:
- Сварочные трансформаторы на переменном токе. Такое оборудование используется для работы с черными металлами, позволяет сваривать их впритык или внахлест. Это простые и надежные недорогие аппараты. Трансформаторы работают с помощью плавящихся электродов с рутиловым и основным покрытием. Это покрытие позволяет придать поверхности металла определенные свойства, в частности, сделать ее легированной. В зависимости от величины сварочного тока, используется различная поверхность электрода при сварке. Ток можно регулировать плавно или ступенчато. От максимального значения тока зависит также размер электрода, как правило, применяются электроды диаметром 2,5 мм.
- Сварочные трансформаторы постоянного тока. Главное отличие данного сварочного оборудования от предыдущего типа – наличие на выходе трансформатора тиристорного выпрямителя. Такое оборудование имеет более сложную конструкцию, оно более дорогое. Тиристор на выходе превращает переменный ток в постоянный, что приводит к потере мощности оборудования. Этот аппарат лучше, так как обеспечивает более стабильную дугу и работу в целом. Также он позволяет сваривать не только черные, но и цветные металлы, а также нержавеющую сталь, при использовании специальных видов электродов. В настоящее время для использования в любительских условиях такие трансформаторные аппараты практически не выпускают, однако в промышленной среде они широко распространены.
- Полуавтоматические аппараты сварки. Это дорогие и сложные по конструкции аппараты, которые отличаются высоким качеством и производительностью. Очень распространены в промышленной и авторемонтной сфере. Особенностью данного оборудования является то, что оно работает в среде инертного или неинертного газа. Разные модели аппаратов могут работать и с газом и без. Сам агрегат состоит из привода, проволоки, рукава с горелкой, выпрямителя и трансформатора. Процесс сварки осуществляется в газовой среде (или без таковой, при использовании флюсовой проволоки), при этом используется проволока толщиной 0,6-1,2 мм. Ток на выходе трансформатора регулируют ступенчато. При помощи регулировки тока и скорости движения проволоки создаются режимы работы. Аппарат используется для сварки стали, нержавеющей стали, алюминия и железа.
- Самый популярный и современный вид оборудования – инверторные аппараты. Несмотря на то, что изобретены они были в 1977 году, они очень востребованы, импульсное оборудование постоянно развивается. Такие аппараты очень надежды, имеют невысокую стоимость и малый вес. Важным достоинством инвертора является то, что его работа почти не зависит от входного напряжения, а на выходе напряжение выпрямляется, инвертор является аппаратом постоянного тока.
Виды
Основаная классификация разделяет все пункты сварки на два основных типа:
- Стационарные.
- Передвижные.
Рассмотрим варианты их организации.
Стационарный
Самые крупные из подобного типа занимают отдельные помещения, даже цеха. Оборудование для этого вида как правило громоздко, а обрабатываемые изделия, наоборот, — имеют относительно небольшие размеры. Обычно здесь обрабатывают серийные заготовки.
Подобные пункты служат для размещения для таких технологий сварки как диффузионная, лазерная, сварка под слоем флюса, трением, прессованием, ковкой. Помимо сварки здесь производят раскрой с помощью газовой, лазерной или плазменной резки, другие подобные работы.
Для обеспечения вентиляции цеха сварки и резки металла необходима система приточных и вытяжных коробов, а также мощных фильтров.
Кабина
Небольшие сварочные точки обслуживающие ремонтные цеха предприятий размещают в отдельных кабинах. Задача этих помещений:
- обеспечить защиту окружающих от яркого света сварочной дуги,
- обеспечить локализацию сварочной зоны,
- сделать работу электросварщика или газосварщика организованной, по возможности комфортной.
Стены таких кабин изготавливают из листового металла, листов ОСП или фанеры, обработанных противопожарной пропиткой. Как вариант, рабочие места просто ограждают брезентовыми ширмами или шторами.
Рабочий стол
Своего рода переход от стационарных к передвижным типам. Оборудуется струбцинами для точного позиционирования свариваемых деталей, креплениями, ящиками, тумбочками для расходников и оснастки. При необходимости местной вытяжкой.
Изготавливают его из листового металла. При этом в столешницы иногда встраивают специальные решетки для вытяжки продуктов горения непосредственно из зоны сварки.
Рабочий стол подойдет для небольшой мастерской, в том числе домашней. Разместить его можно как в помещении, так под навесом. При необходимости несложно перенести в другое мест.
Передвижной
Может устанавливаться в автомобиле, прицепе. Устройства на основе полуавтоматического аппарата размещают на ручной тележке вместе с баллоном углекислоты, сменными держателями, запасом сварочной проволоки, прутков. Тут же размещают минимальный набор инструментов.
Если же использовать портативный инвертор, пост поместится в чемодане 0,5х0,5 метра габаритами.
Технологические приспособления
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, быструю установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Тип приспособления определяется серийностью производства и степенью сложности конструкции. В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Современные виды сварочного оборудования на выставке
Рынок оборудования чрезвычайно велик, ознакомиться со всем разнообразием оборудования, в том числе и со сварочным оборудованием, можно будет на ежегодной специализированной выставке «Металлообработка», посвященной металлургии и оборудованию.
Пройдет мероприятие в Москве в ЦВК «Экспоцентр». В выставке принимают участие многие страны, что положительно влияет на динамику роста промышленности в России.
В рамках экспозиции будет представлено различное оборудование сварочного поста и компактные приборы для бытового применения.
Благодаря большому количеству участников из разных стран мира посетители смогут напрямую пообщаться с представителями ведущих компаний в отрасли, обсудить все технические вопросы, такие как обслуживание сварочного оборудования, расходные материалы, защитная экипировка, новые решения и инновационные открытия в области технологии сварки.
Прекрасной возможностью присоединения к нынешним технологиям оказывается посещение профильных встреч, таких как выставки, которые организуются в ЦВК «Экспоцентр» и предоставляют возможность рассмотрения немалого объема полезного оборудования и технологий.
Эти мероприятия, например, такая выставка как «Металлообработка», проводятся довольно часто и собирают огромное количество профессионалов из этой и смежных сфер деятельности.
Готовые к производительной работе профессионалы открыты для диалога, и использование тех возможностей, что открываются подобными мероприятиями, обеспечивает все шансы для нахождения новых партнеров и поставщиков, для рассмотрения новейших достижений и технологий, для демонстрации личных открытий и задумок.
То есть от посещения таких выставок отказываться действительно не стоит, поскольку возможностей они предполагают массу.
Выставка становится вполне закономерным методом формирования прогресса и рассмотрения кардинально новых вариантов, и при этом добиться успеха в рамках данного события можно с малыми усилиями и незначительной тратой времени.
Это выгодный и актуальный подход, предполагающий весомые возможности как для малого, так и для солидного бизнеса, а также и для бизнесменов, еще только задумавших становление личного бизнеса в этой направленности и выискивающих наиболее выгодные и удобные варианты для этого.
Так, в частности, выставки данного характера регулярно проходят в ЦВК «Экспоцентр», и во время их проведения здесь бывают тысячи специалистов и предпринимателей из этой и смежных сфер деятельности.
Все
они нацелены на активную работу в рамках мероприятия, и по этой причине подобные выставки позволяют в самые малые сроки достигнуть тех задач, на достижение которых в иных условиях необходимы недели и месяцы.
Именно подобные мероприятия раскрывают такие шансы:
- Находить клиентов и партнеров в достаточном объеме в малые сроки,
- Рассматривать современные технологии,
- Представлять общественности свои находки и решения.
Все данные и многие другие возможности раскрываются в рамках таких выставок с завидной легкостью, и по данной причине не стоит отказывать себе в посещении подобных мероприятий, тем более что данная возможность не отнимает большого количества времени и не требует больших вложений.
Выставка – это интересно и целесообразно, это шанс ознакомиться с впечатляющими разработками, в особенности, когда приходится говорить о такой широкой теме.
Оборудование и технология сварочного производстваСпособы резки металла
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.





Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.
На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.
У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.