
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей — устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны — 2 м, ширина — 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Требования к хранению материалов и оборудования для сварки в помещениях
Помимо техники безопасности, важно четко следовать нормам содержания, использования сварочных материалов и оборудования. Далее перечислены элементарные требования к оборудованию, комплектующим:
Далее перечислены элементарные требования к оборудованию, комплектующим:
- Для хранения сварочных изделий подходит только отдельное сухое помещение, обработанное от вредителей, грызунов. Дело в том, что отсыревшие или дырявые шланги способны стать причиной взрывов и возгораний во время работ газами, огнем. Идеальными условиями для содержания подобных устройств считаются температура +15 °C, влажность 40 %. Выполнение требований к помещению считается обязательным, так как они входят в условия охраны труда при сварке.
- Электроды должны содержаться в сухом, прохладном месте. Повышенная влажность приводит к тому, что они отсыревают, а значит, не могут обеспечить дугу для работы. Если были нарушены правила содержания и электроды вобрали в себя лишнюю влагу, возможна их аккуратная просушка в духовке.
- Генераторы устанавливают как можно надежнее – они не должны падать, шататься, задевать другую технику, расположенную поблизости. Категорически не допускается использование генераторов без водяного затвора. Устройство должно быть расположено вертикально и не иметь неисправностей. Согласно нормам техники безопасности работа при температуре ниже 0 °C требует контроля состояния воды. Если она превратилась в лед, к сварке не приступают, пока шланг и водяной затор не будут отогреты.
- Могут использоваться только шланги длиной от 20 м. Во время монтажа допускается работа с 40-метровыми шлангами. Ни в коем случае не допускается подсоединение различных приспособлений для одновременного подключения сразу ряда горелок. Для использования во время сварочных работ шланг должен быть исправен и не иметь повреждений. В процессе газовой сварки не может осуществляться смена мест шлангов, предназначенных для подачи кислорода и ацетилена. Для их плотного закрепления используют хомуты либо проволоку. Шланги содержатся в соответствии с нормами хранения сварочных материалов, их необходимо складывать кольцами, не допуская переломов, придавливания.
- Наиболее аккуратного обращения требуют баллоны. Когда снимаете металлический колпак, убедитесь, что на вентиле и штуцере отсутствуют какие-либо механические повреждения. Техника безопасности запрещает выбивать колпак при помощи ударных инструментов, поскольку такие действия могут привести к образованию искры.
В процессе откручивания вентиля нельзя допускать попадания газового потока на стоящих рядом работников. Баллоны устанавливают вертикально, располагая на ровной поверхности, либо могут использоваться подставки, закрепляемые хомутами. Баллон не может находиться на расстоянии менее 5 м от источника пламени. Между ним и отопительным прибором должно сохраняться расстояние не менее 1 м.
Точно следуя нормам использования сварочных материалов, вы обеспечиваете собственную безопасность во время сварочных работ в помещении.
Безопасность рабочего места
Что такое сварочный преобразователь: его строение и назначение Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.

Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
Для стационарного
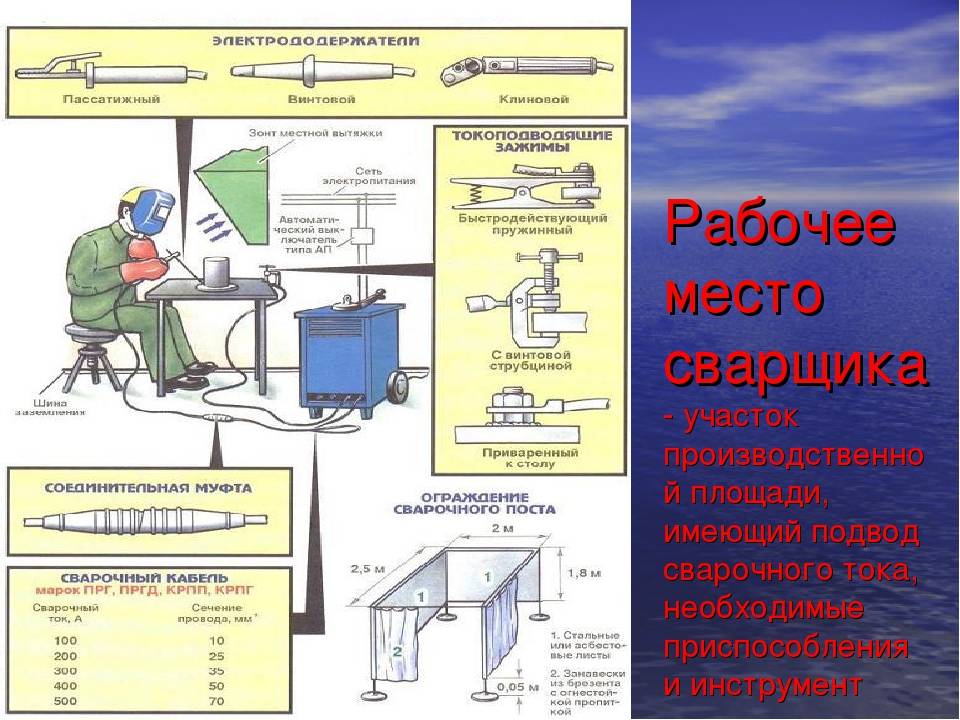
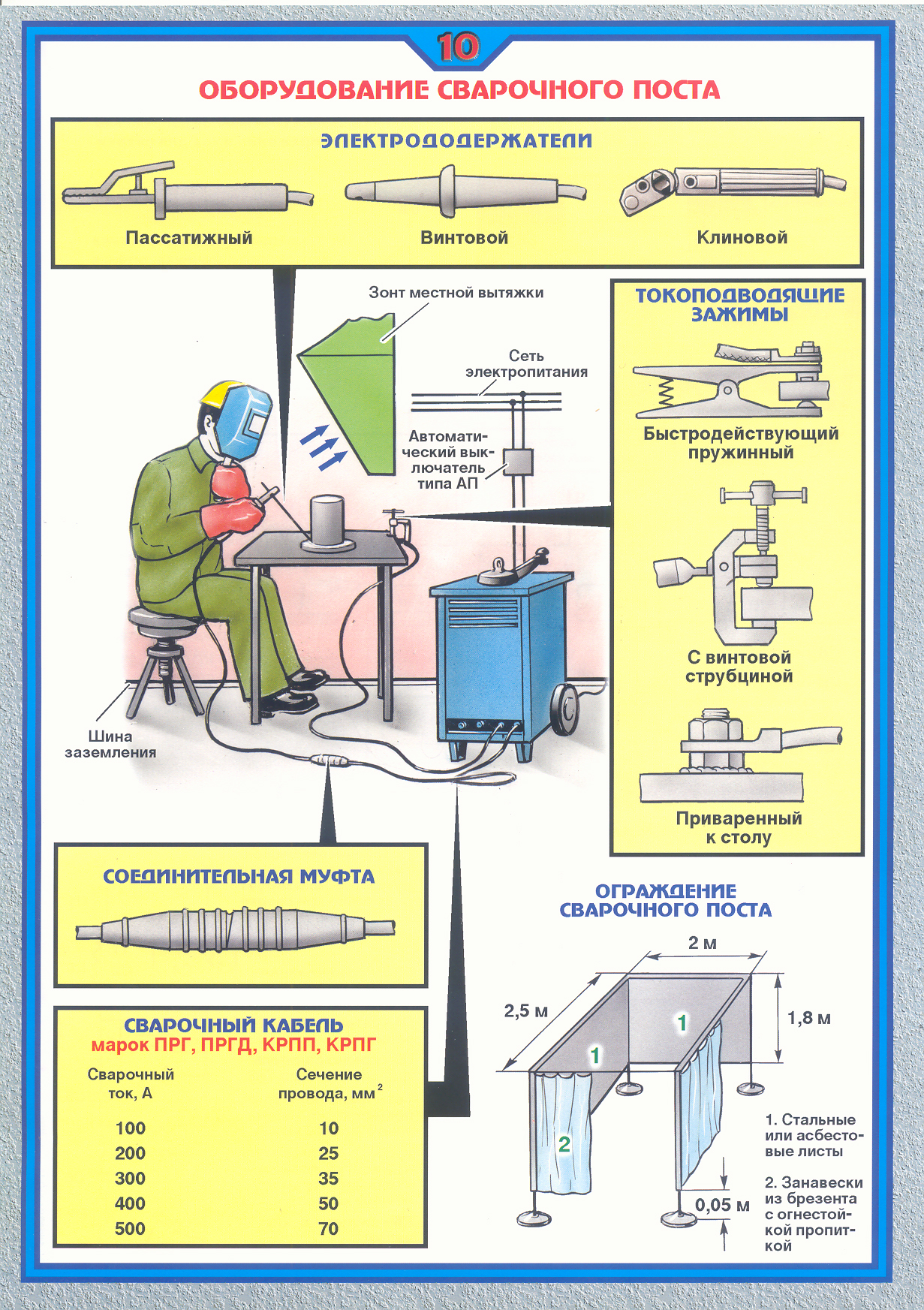
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
Делаем сварочный пост своими руками
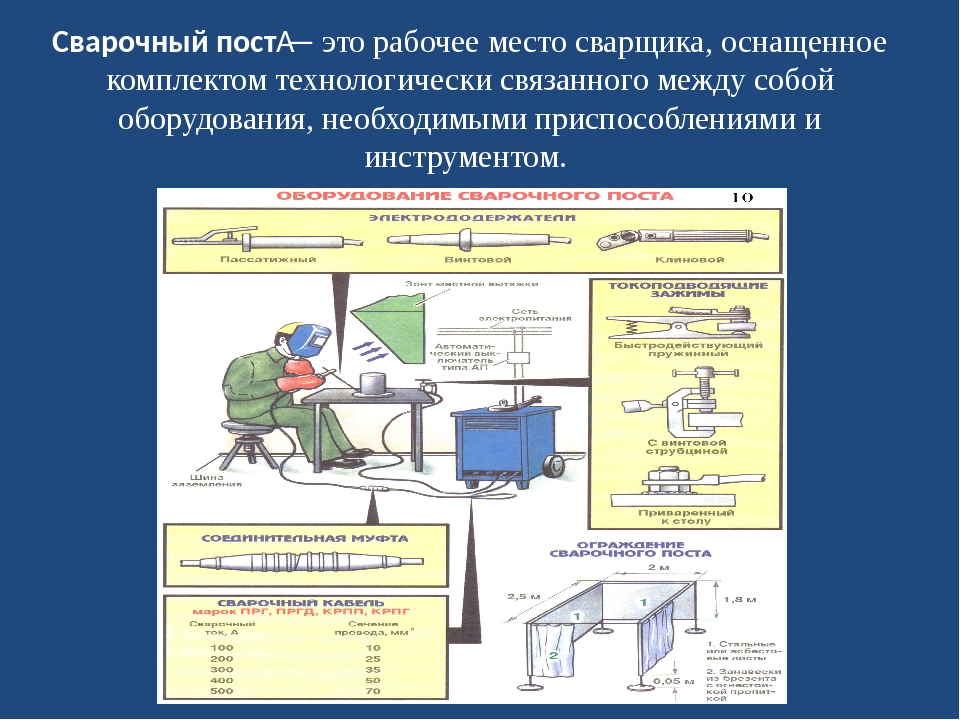
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Актуальные инструменты и материалы
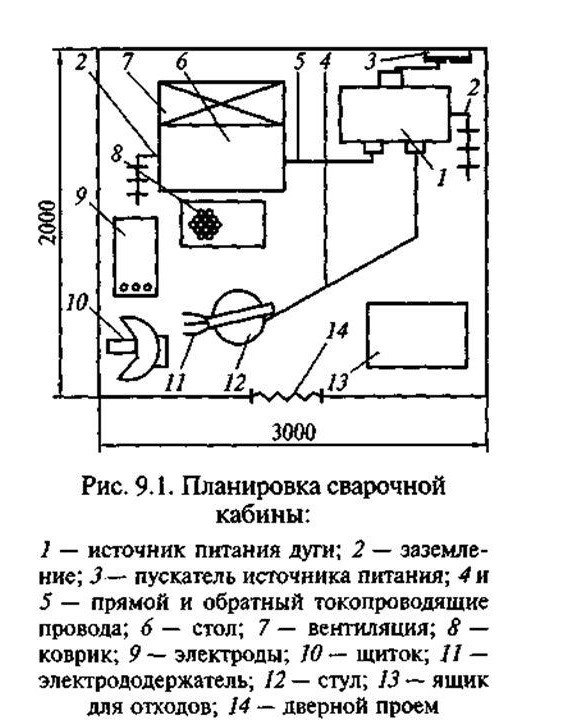
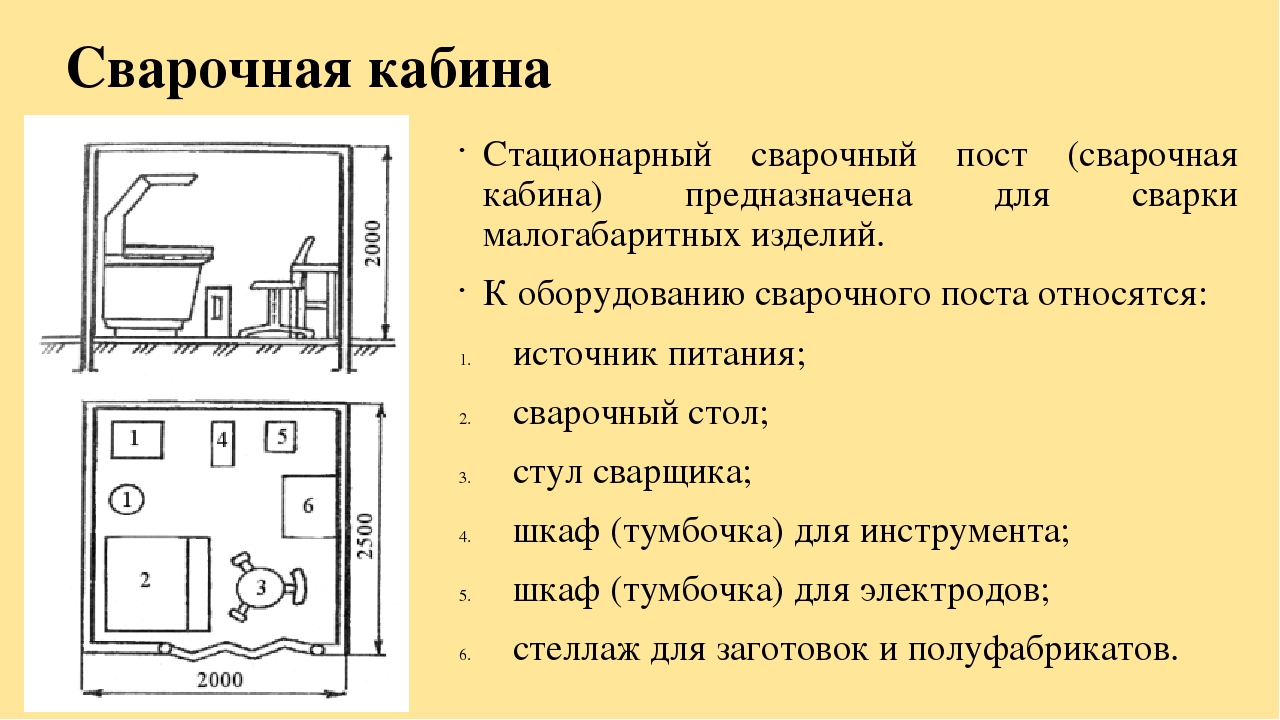
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования. Планировка сварочной кабины
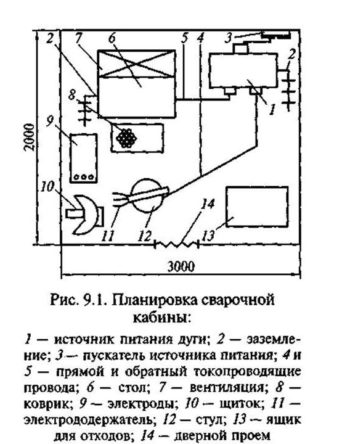 Планировка сварочной кабины.
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.





Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Для комфорта в сварочном кабинете стоит установить стул, сиденье которого оснащено подъемным винтовым механизмом. Главное, чтобы материал стула был неэлектропроводным. Под ногами мастера стоит расположить резиновый коврик.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
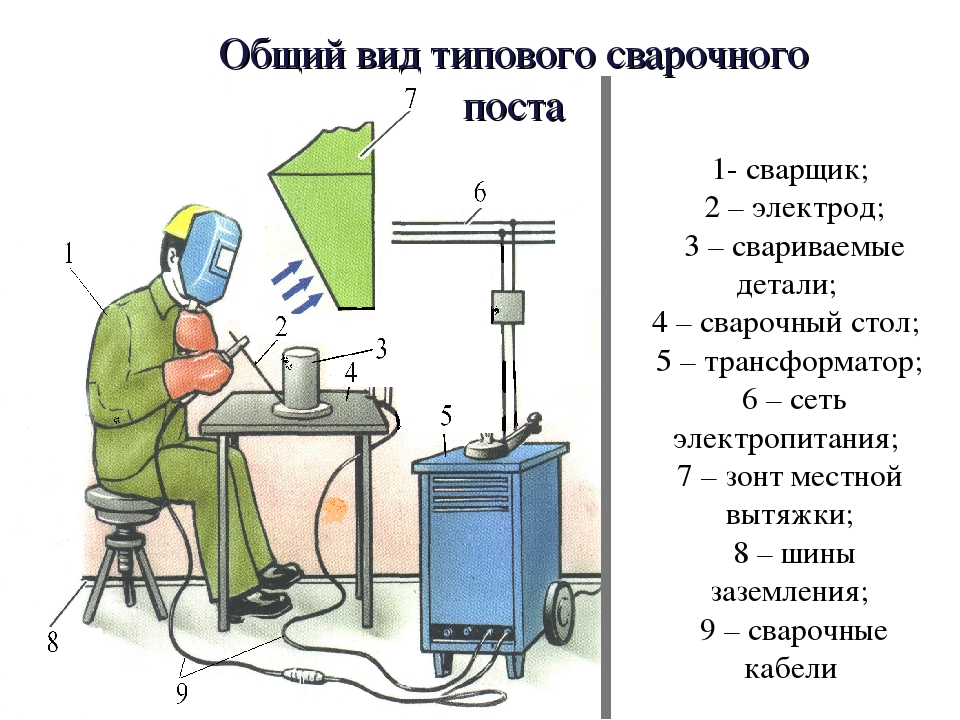
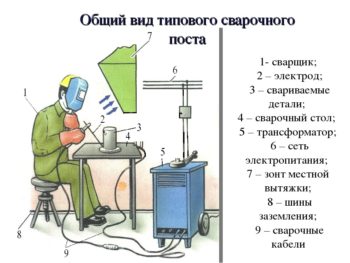 Общий вид типового сварочного поста.
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Важно! Отделка рабочей зоны должна осуществляться, строго следуя требованиям пожарной безопасности. Поэтому откажитесь от использования легковоспламеняющихся материалов, низкокачественных систем хранения и громоздких предметов мебели
Главные цели 5С
Благодаря данной технологии на производстве сварочный процесс проходит намного продуктивнее, так как главными целями 5С являются:
- обеспечение чистоты и порядка на рабочем месте сварщика;
- значительная экономия времени, которая главным образом достигается благодаря тому, что все нужные инструменты лежат на правильных и легкодоступных для сварщика местах;
- повышение уровня безопасности и сокращение количества несчастных случаев;
- значительное улучшение качества продукции и одновременное снижение количества дефектов;
- создание комфортной и стабильной эмоциональной атмосферы, формирование стимула производить работу;
- максимальное повышение производительности труда.
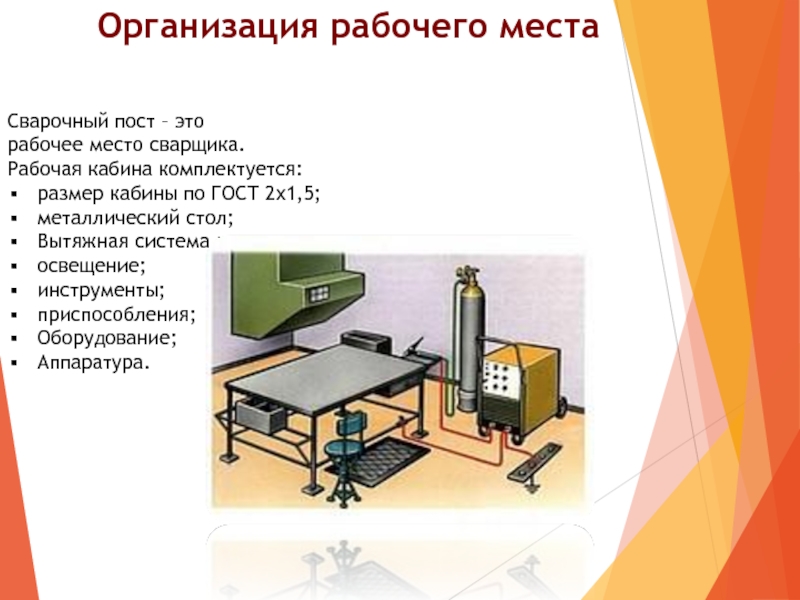
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
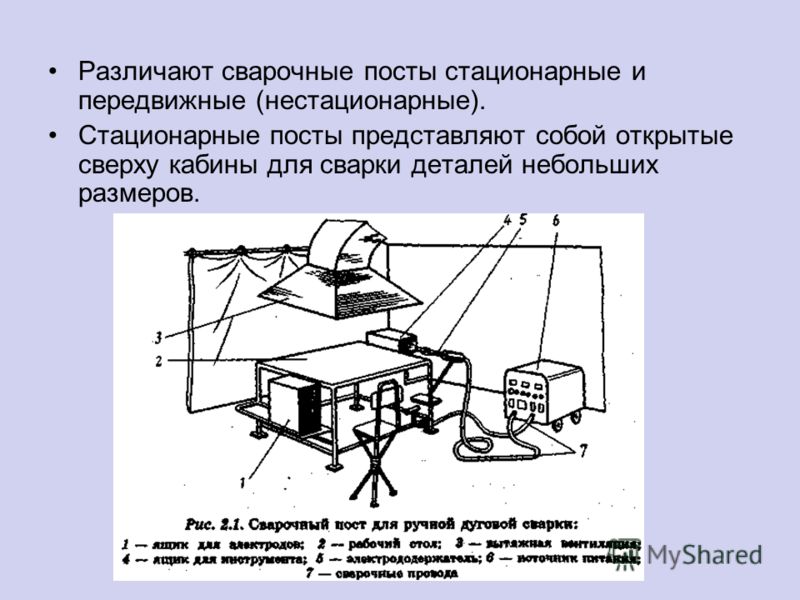
Способы устройства сварочного поста
Существует два типа сварочных постов: передвижной и стационарный. Стационарный оборудуется для изготовления небольших металлоконструкций. При работе на крупных объектах необходима передвижная площадка. Ее устраивают обычно на производственных участках при сварке трубопроводов и быстровозводимых сооружений.
Общие требования к любому сварочному посту:
- Заземление всего электрооборудования.
- Хорошее освещение рабочего места (не менее 80 Люкс), желательно сочетать искусственное с естественным.
- Бетонный, кирпичный или цементный пол.
- Стальная или чугунная рабочая поверхность с питающим кабелем.
- Хорошая вентиляция рабочего места с отведением газов, выделяющихся при сварке.
- Специальные карманы из негорючего материала для хранения расходных материалов, документов, электродов.
- Металлическое кресло с диэлектрическим сиденьем для проведения сидячих работ.
- Резиновый коврик под ноги сварщика.
Если сварочный пост оборудуется на улице, необходим навес для защиты от осадков и складные щиты для защиты от солнца.
Для стационарного сварочного поста сооружают защитную кабину без крыши.
Такой сварочный пост и его оборудование должны соответствовать нескольким требованием:
Металлический каркас.
Ощая высота не менее 200 см.
Внтиляционные зазоры 20-25 см вдоль нижнего края стенок.
Стенки из негорючих материалов: асбест, металл, брезент или фанера, пропитанные раствором алюмокалиевых квасцов.
Брезентовая ширма на входе.
Вутреннее пространство кабины окрашено огнеупорным составом светло-серого цвета: титановыми белилами, желтым кроном или цинковыми белилами
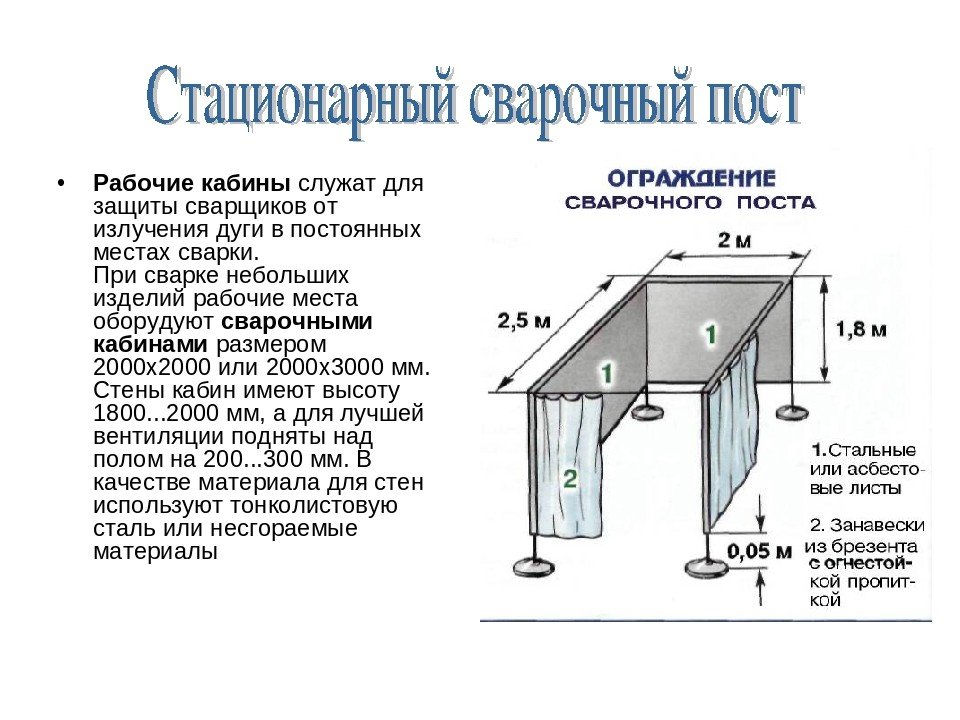


Эти краски поглощают ультрафиолет и не воспламеняются, что достаточно важно.
Стальная или чугунная рабочая поверхность площадью 1 м2.
Высота стола 50-60 см для работы сидя, 90 см – для работы стоя.
Площадь кабины не менее 3 м2.
Оснащение поста в зависимости от вида сварки
Различные виды сварочных работ требуют разного оборудования для сварочного поста. Неизменными во всех случаях остаются требования по заземлению, наличию защитных средств и вспомогательных приспособлений для рабочего.
Оснащение поста для выполнения конкретного вида сварочных работ должно соответствовать таким требованиям:
- Для сварки электрической горелкой потребуется компрессор, горелка, реостат и источник электроэнергии. Любые газы, необходимые для работы, могут использоваться непосредственно из баллона.
- Механизированная резка и сварка требует установки дополнительной машины, которая будет с заданной скоростью перемещать материал или режущий инструмент.
- Сварка трехфазной дугой проводится с использованием электромагнитных контакторов.
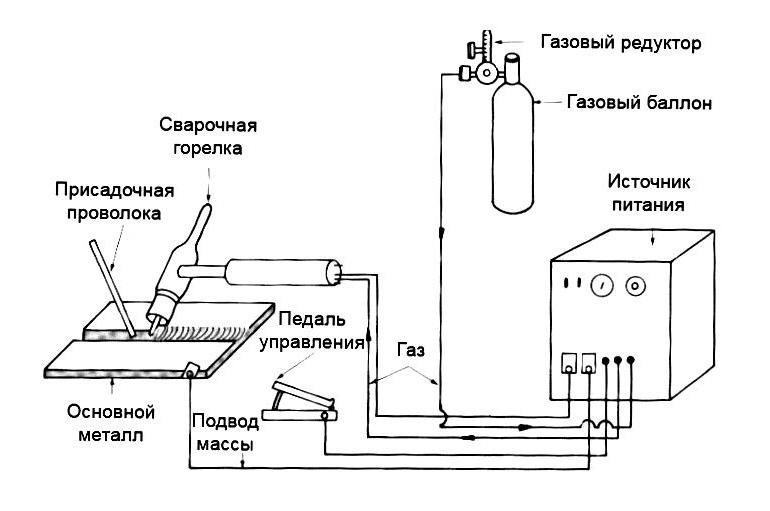
- Место проведения сварки в среде инертных газов должно иметь оборудованное место для баллона, ротаметр (расходомер), газовые рукава и редуктор. Возможно использование регуляторов, выполняющих функции редуктора и ротаметра одновременно.
- Пост сварщика, работающего с переменным током, оснащается осциллятором для стабилизации дуги и сварочным трансформатором.
Оснащение кабинки и передвижного сварочного поста – ответственное мероприятие.
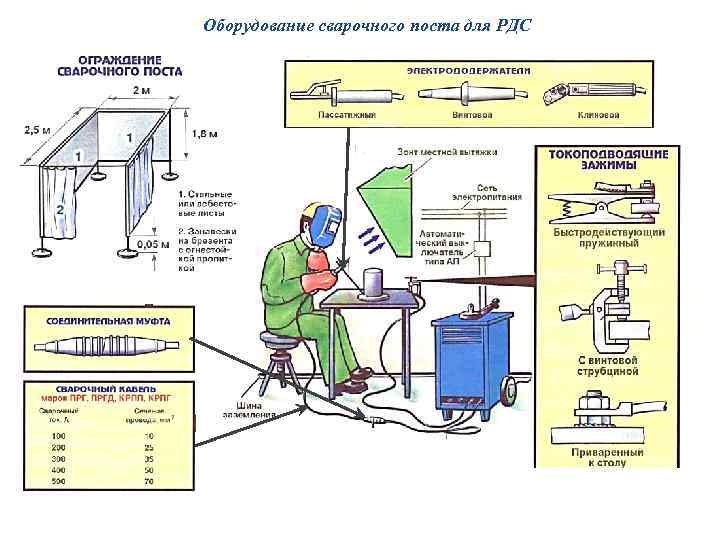
Оборудование сварочного поста для ручной дуговой сварки
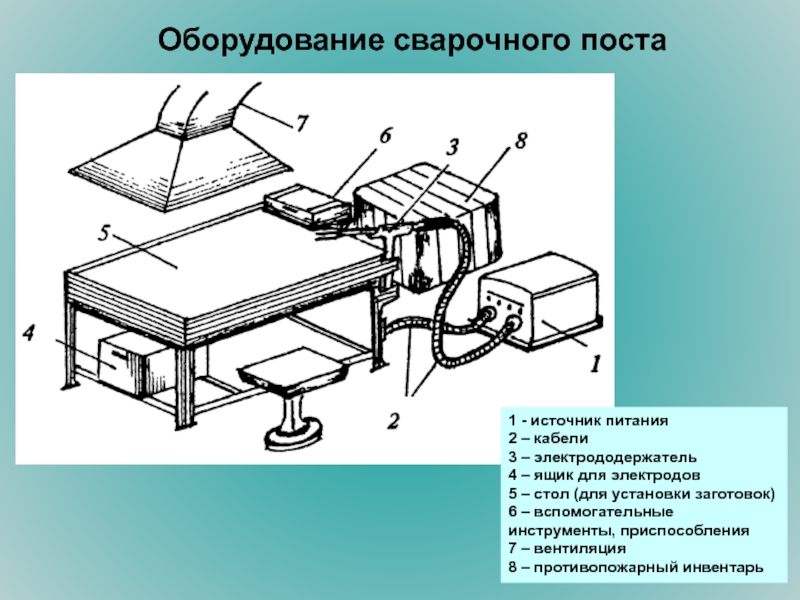
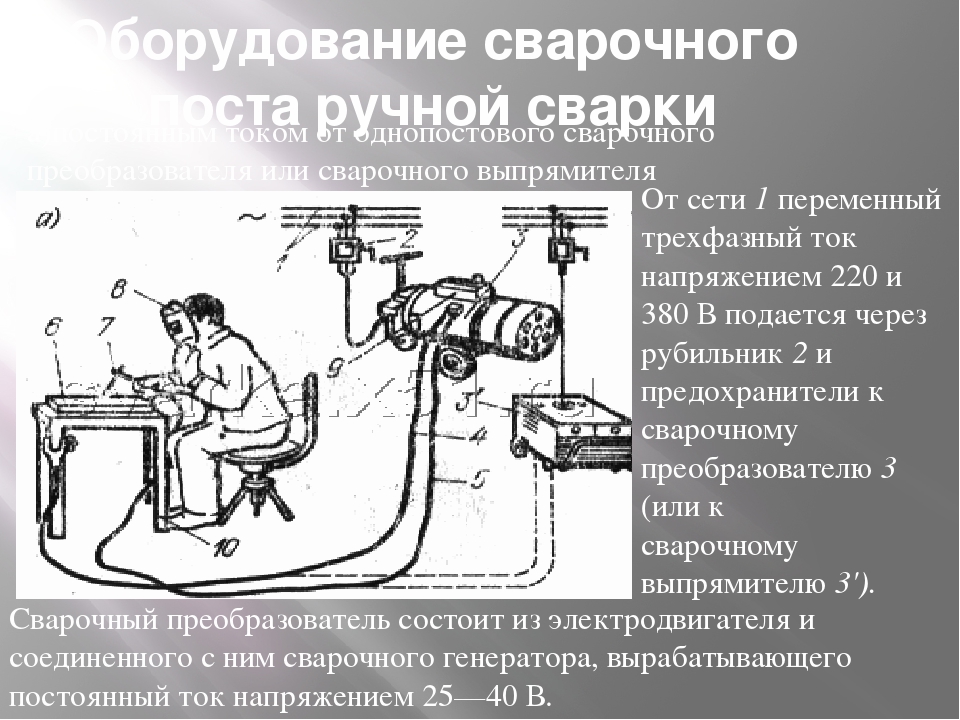
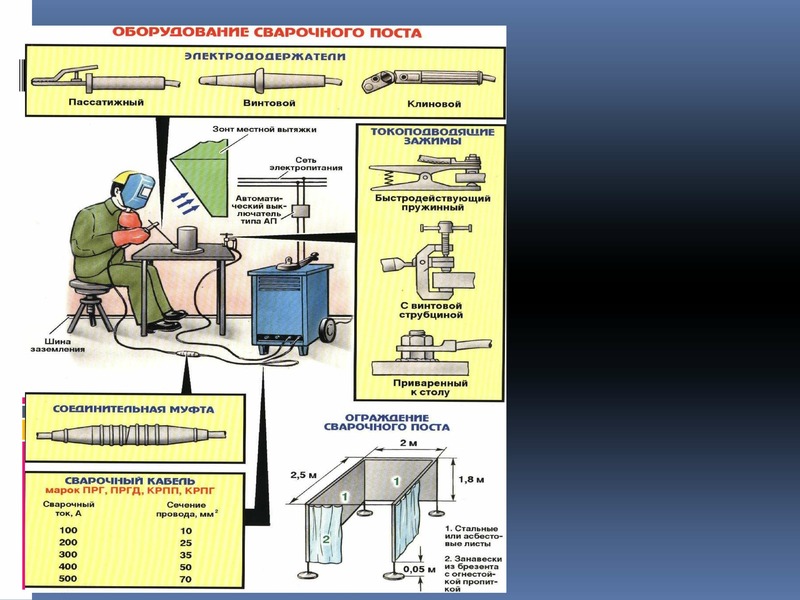
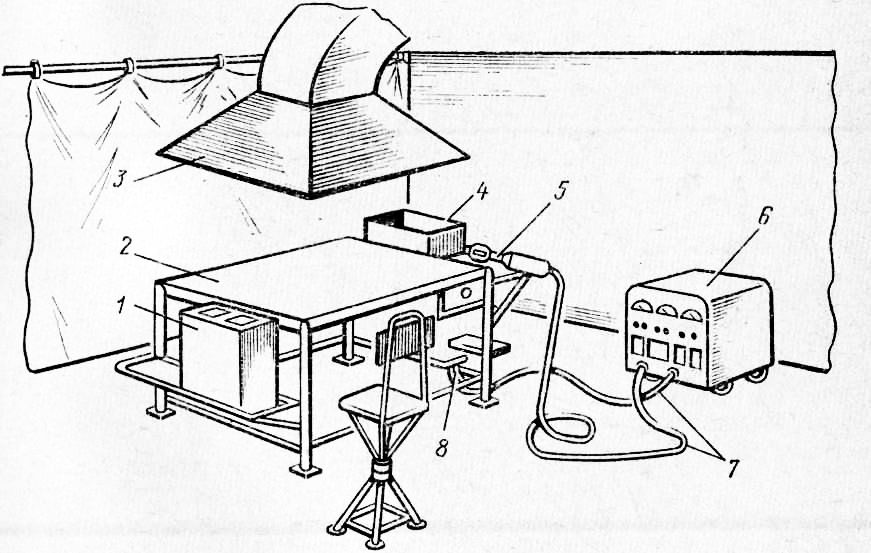
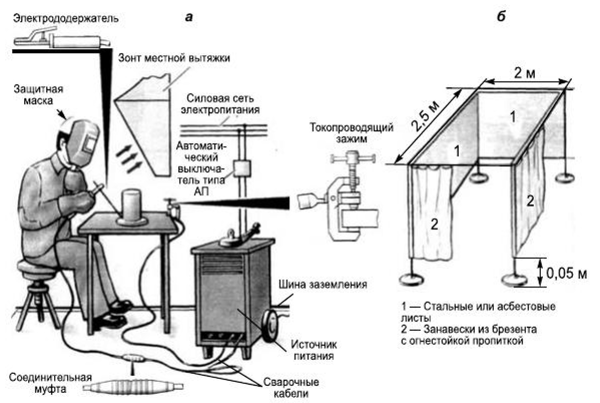
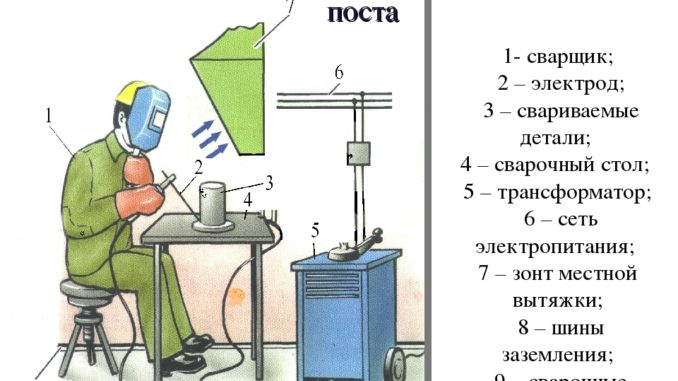
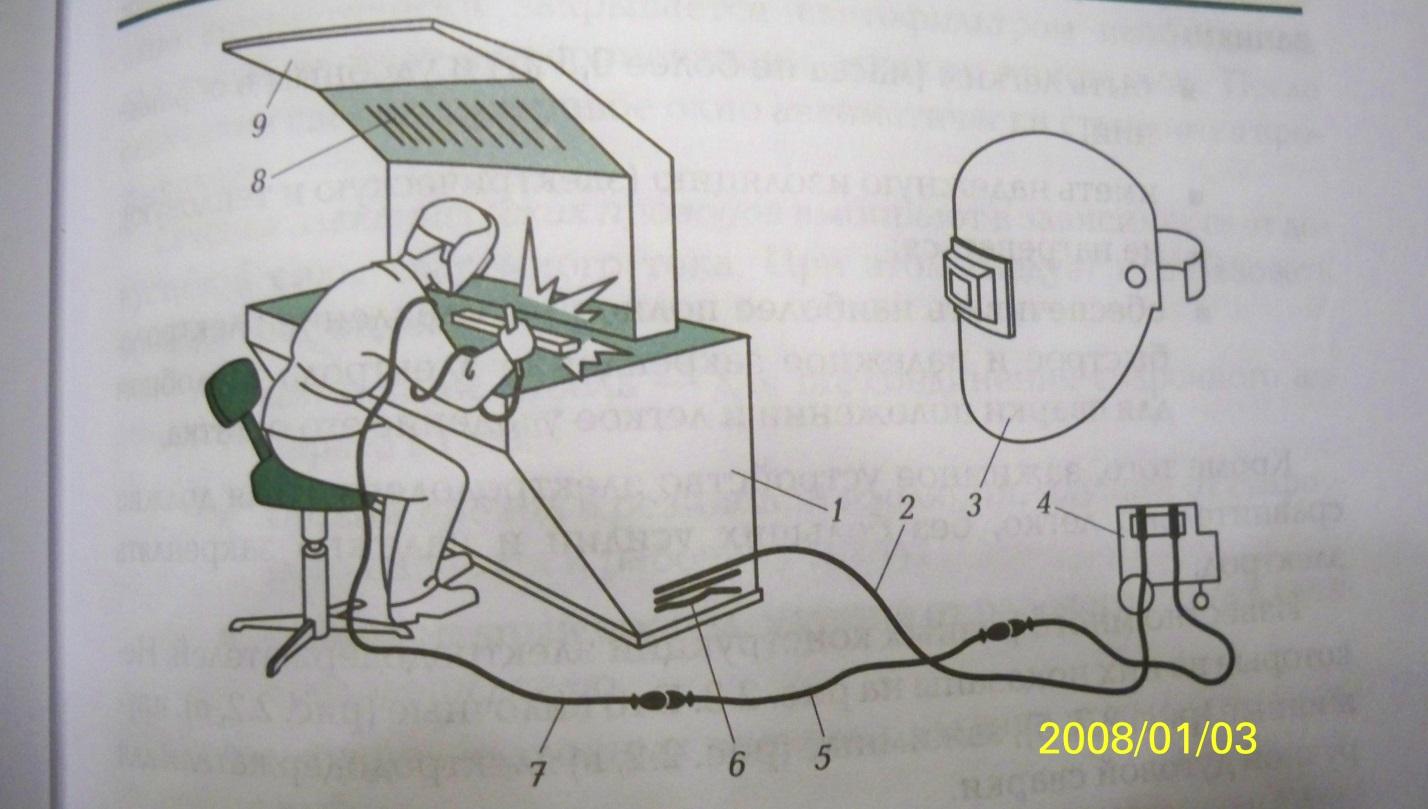
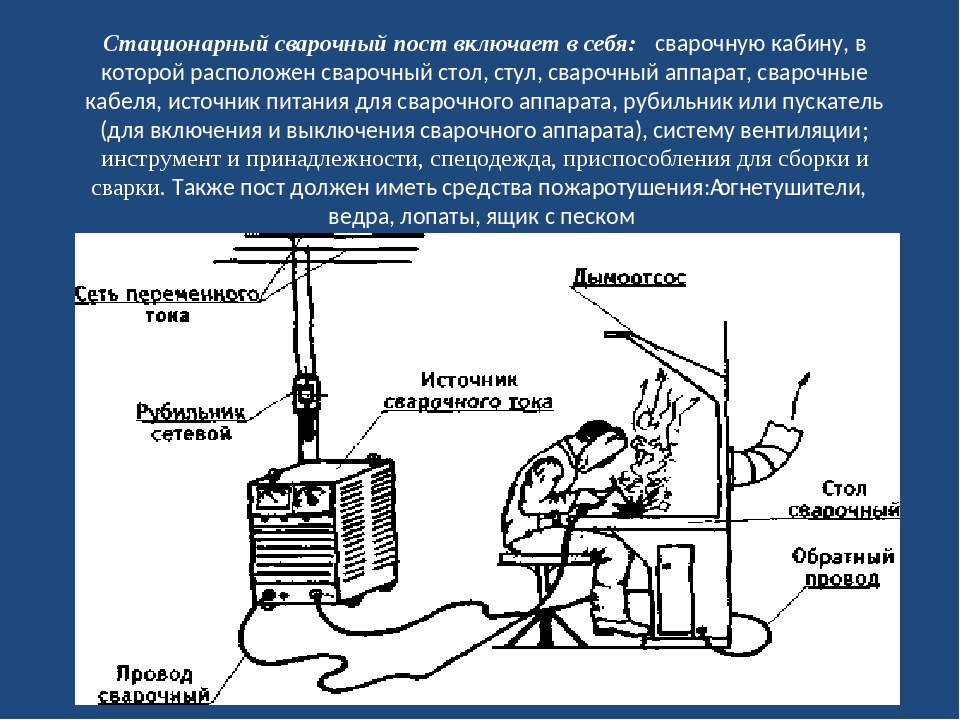
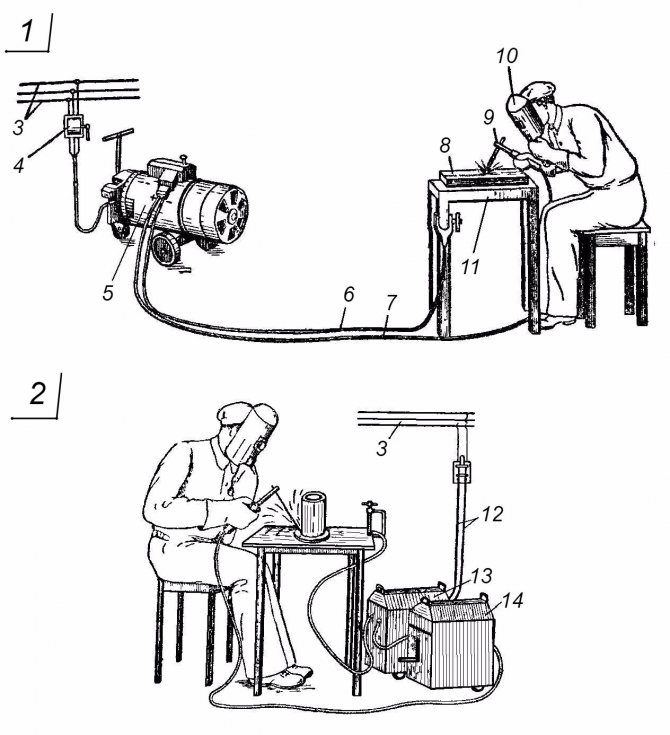
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
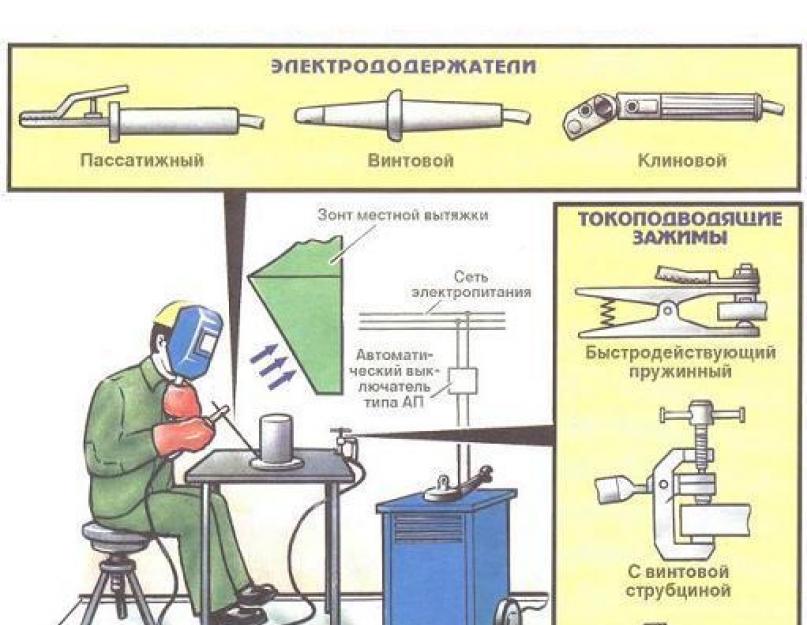
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Область применения
7.6.1. Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки (ЭСУ), предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления, резки плавлением (разделительной и поверхностной) и сварки с применением давления, в том числе:
- дуговой и плазменной сварки, наплавки, переплава, напыления, резки;
- электрошлаковой сварки, электрошлакового и плазменно-дугового переплава;
- индукционной сварки и наплавоения;
- электронно-лучевой сварки;
- лазерной сварки и резки;
- сварки контактным разогревом;
- контактной или диффузионной сварки;
- дугоконтактной сварки (с разогревом до пластического состояния торцов свариваемого изделия возбужденной дугой, вращающейся в магнитном поле, с последующим контактным соединением их давлением).
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) при давлениях атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса.
7.6.2. Электросварочные установки должны удовлетворять требованиям разд. 1, 2, 3, 4, 5, 6, гл. 7.3, 7.4, 7.5 Правил в той мере, в какой они не изменены настоящей главой.
Оборудование для организации газосварочного поста

В данном случае в основной комплект входят:
- генератор ацетилена/баллон со сжиженным метаном, пропаном либо бутаном;
- баллон с кислородом;
- горелка;
- шланги, редукторы, позволяющие устанавливать необходимое давление кислорода и газа, контрольные манометры.
У передвижного поста всегда есть зона с крепежами для установки баллонов. Оборудование перемещают на двухколесной тележке из труб. Перед сваркой оператор раскручивает шланги, открывает вентили на баллонах, после чего может начинать работу.


Для стационарного газосварочного поста устанавливают:
- металлический стол;
- приточно-вытяжную вентиляцию;
- освещение.
Правила пожарной безопасности требуют, чтобы между генератором ацетилена и местом сварки оставалось от 10 м. Для хранения газовых баллонов выделяют помещение либо объемный металлический шкаф с замками. Баллоны переносят на сварочный пост лишь для проведения работ.
Организация стационарных сварочных постов является рациональной, если предприятие производит значительные объемы соответствующих работ. При подготовке места для проведения газовой сварки используются те же принципы, что и в случае с электросваркой. Разница состоит лишь в стационарном подводе газов. Последние выбираются в соответствии с задачами производства. Так, могут использоваться:
- ацетилен;
- кислород;
- углекислый газ;
- сжатый воздух;
- аргон.
За счет подобного обеспечения возможно производить различные виды газо- или электросварки. Это может быть сварка, газосварка с горючими газами, сварка в среде углекислого или инертного газа. На трубопроводах, предназначенных для поставки взрывоопасных газов, обязательно устанавливают предохранительные затворы.
Газо- и электросварка считаются высокопроизводительными технологиями. Их применяют в различных производственных сферах, а необходимое в таких случаях сварочное оборудование пользуется немалым спросом.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.