
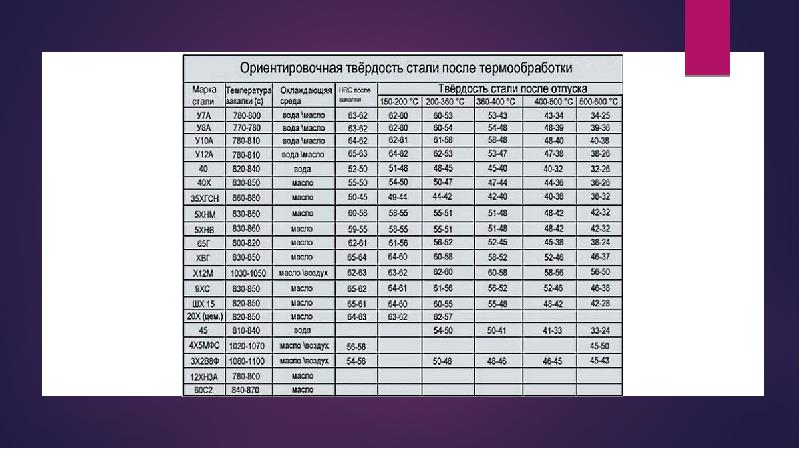
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
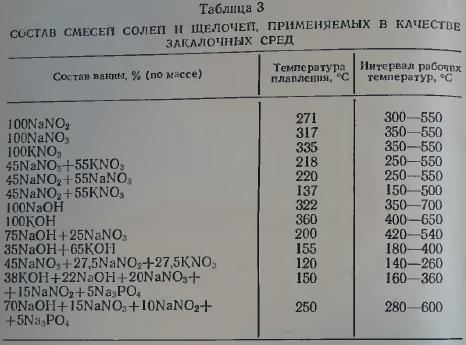
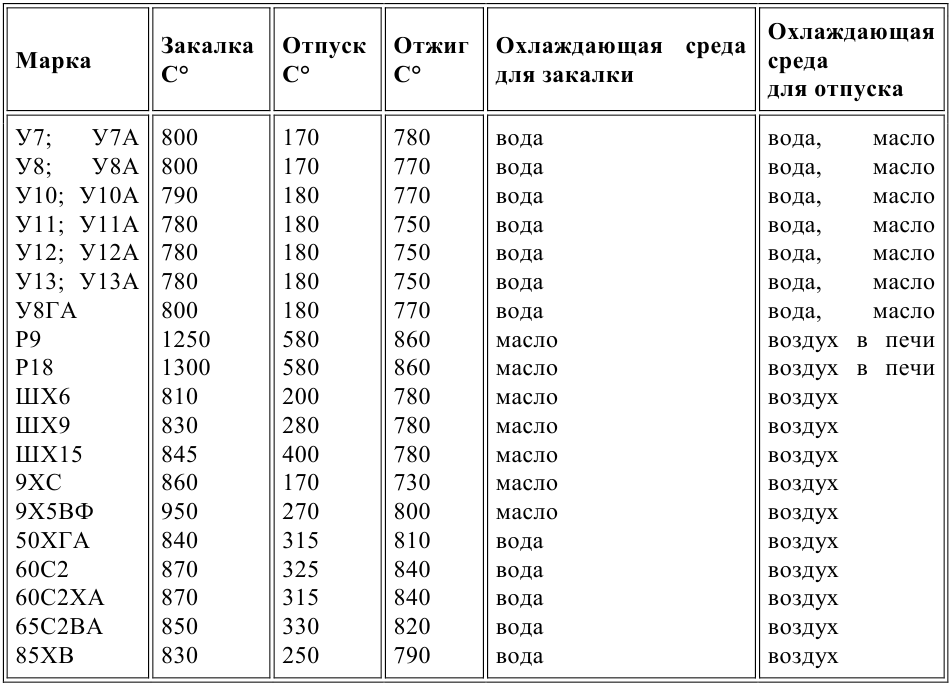
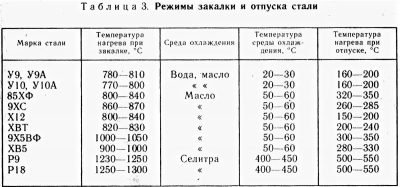
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием — сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной <1 мкм и шириной 5-10 мкм, а также из тонких частиц цементита. Структура верхнего бейнита отличается более высокой твердостью и прочностью, но пониженной пластичностью. Нижний бейнит имеет игольчатое мартенситоподобное строение, образуется в интервале 350-200 °С. Нижний бейнит состоит из тонких частиц ε-карбидов, расположенных в пластинках феррита. Бейнитное превращение никогда не идет до конца. В структуре всегда есть мартенсит и остаточный аустенит. Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье «Технология закалки на бейнит».
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье «Обработка холодом стальных деталей»
Описание процесса
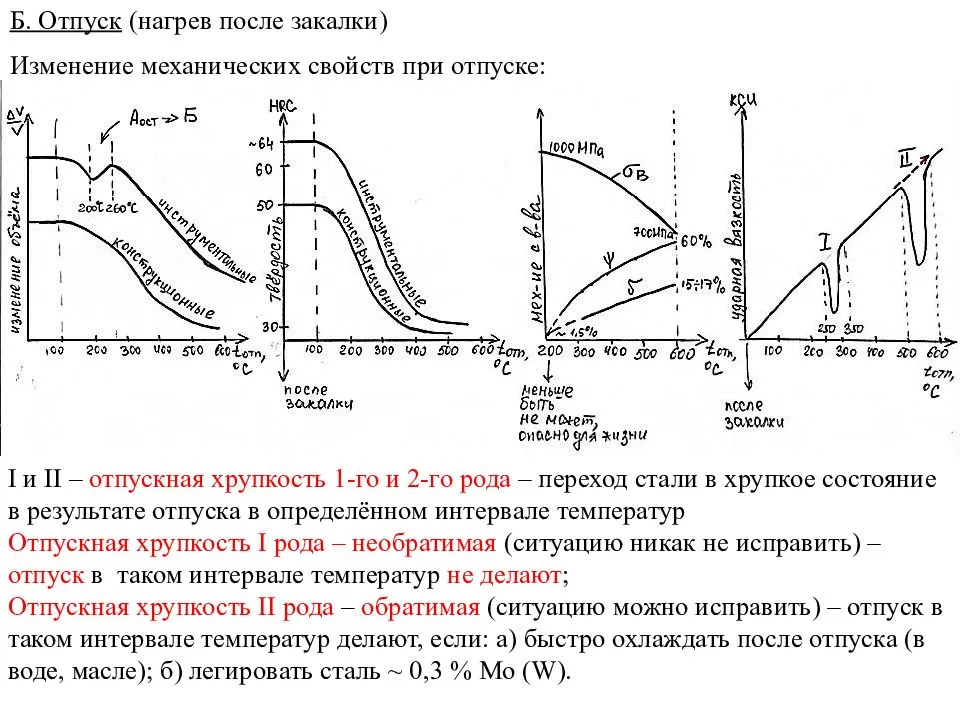
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
Закалка стали 45
В целом, отжиг стали или же ее нормализация являются подготовкой сплава к последующим процессам термообработки. Вторым по счету процессом обработки идет закалка стали 45
. С виду может показаться, что этот этап полностью дублирует отжиг и нормализацию:Закалка стали 45 также состоит из двух основных технологических операций: нагрева и охлаждения. Однако у него имеются свои довольно важные отличительные характеристики.
Если быть точнее, то этой важной отличительной чертой будет скорость охлаждения стали. В случае с закалкой стали 45 заготовка сперва нагревается до температуры, которая превышает критическую
После этого сталь будет сразу же охлаждена в специальной жидкости. В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
Рисунок 1
Закалка стали 45
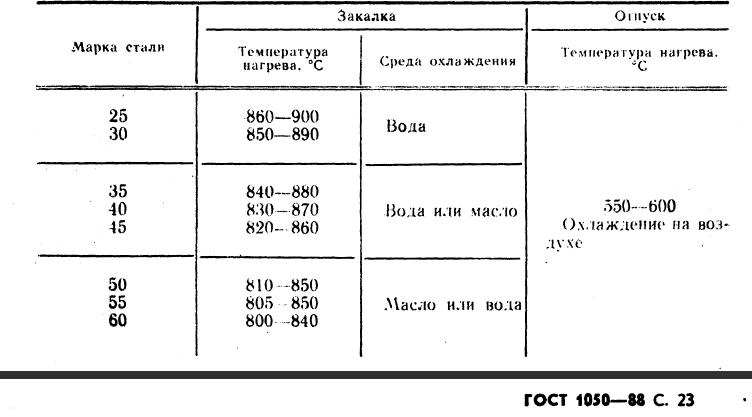
в воде производится при температуре жидкости от +20°С до +30°С. Если в качестве закалочной среды используют раствор каустической соды, то его температура будет составлять от +50°С до +60°С.Температура закалки стали 45 , при которой этот материал помещают в охлаждающую жидкость, составляет от + 820 °С до + 860°С. Визуально подобные температуры соответствует диапазону от светло-красного до темно-оранжевого цвета.
Н агрев стали до этих значений обычно выполняется в специальных печах. Но в некоторых случаях также применяется закалка стали 45
токами высокой частоты (ТВЧ). Между этими двумя методами существует разница в о времени выдержк и заготовки. Это обусловлено тем, что данные установки имеют раз лич ные режимы нагрева. При этом с помощью ТВЧ сталь 45 будет нагрета за более быстрый промежуток времени в сравнении с обычной печью.
Устройство для нагрева стали
Температура нагрева стали
От +820°С до +860°С
От +880°С до +920°С
Несмотря на то, что при использовании ТВЧ нагрев стали 45 нужно выполнять до чуть более высоких температур, как такового перегрева материала не происходит. Размер и структура у зерна остается прежним, так как для нагрева через ТВЧ требуется намного меньше времени. Кстати говоря, с помощью проведения закалки токами высокой частоты, твердость стали 45
возрастает по шкале Роквелла (HRC) возрастает приблизительно на 2-3 единицы.
При нагреве стали 45 до температуры, превышающей критическое значение на отметку в +30°С — +50°С, материал достигнет своего аустенитного состояния. Иначе говоря, атомная решетка железа (Fe) изменит объемно-центрированн ой вид на решетку гранецентрированной формы. У глерод (С), содержащийся в перлит е как кристалл ы соединения Fe 3 C (цементита) примет вид твердого раствора — атомы внедрятся в гранецентрированную решетку.
После помещения раскаленного материала в охлаждающую ванну для закалки, температура стали 45
очень быстро понижается до значения комнатной от +20°С до +25°С. Само собой, в связи с этим в структуре сразу происходит процесс обратной перестройки атомной решетки металла — из гранецентрированной она возвращается в исходную объемно-центрированную. Именно это и придает итоговому материалу высокую твердость и прочность.
Дело в том, что при комнатной температуре рабочей среды атомы будут иметь крайне малую степень подвижности. Поэтому при резком охлаждении они попросту не успевают выйти из состояния раствора и образовать цементит. Получается, что сам углерод силой удерживается в решетке железа, тем самым образовывая перенасыщенный твердый раствор. В решетке при этом создается избыточное внутреннее напряжение от атомов углерода.


Режимы и время выдержки
Способы нагрева металла:
- в муфельной печи постоянного или переменного действия;
- в устройствах ТВЧ (токи высокой частоты).
В основе этих способов лежат разные технологии, приводящие к изменению значений твердости (HRC) заготовок.
Особенности нагрева в разных устройствах:
- Скорость нагрева в электропечи 2-3 градуса в секунду до температуры 840 – 860 °С.
- Нагрев в ТВЧ со скоростью 250 °С/сек до 880 – 920 °С, либо при 500 °С/сек – до 980 – 1020 °С.
Важно! Температурные режимы и время выдержки изменяют атомную решетку железа. Нагрев и выдержка способствуют растворению феррита в аустените, металл приобретает гранецентрированную структуру
От толщины заготовки зависит время выдержки в печи.
Как сделать крепче топор
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
Виды поставки
| Классификатор | Стандарт |
|---|---|
| ГОСТ 51245-99 | |
| B03 — Обработка металлов давлением. Поковки | ГОСТ 8479-70 |
| В22 — Сортовой и фасонный прокат | ГОСТ 5422-73; ГОСТ 2591-2006; ГОСТ 2879-2006; ГОСТ 9234-74; ГОСТ 8319.0-75; ГОСТ 11474-76; ГОСТ 1133-71; ГОСТ 8320.0-83; ГОСТ 2590-2006 |
| В23 — Листы и полосы | ГОСТ 82-70; ГОСТ 14918-80; ГОСТ 19903-74; ГОСТ 16523-97; ГОСТ 103-2006 |
| В24 — Ленты | ГОСТ 3560-73 |
| В32 — Сортовой и фасонный прокат | ГОСТ 8560-78; ГОСТ 1050-88; ГОСТ 14955-77; ГОСТ 10702-78; ГОСТ 1051-73; ГОСТ 8559-75; ГОСТ 7417-75 |
| В33 — Листы и полосы | ГОСТ 4405-75; ГОСТ 1577-93 |
| В34 — Ленты | ГОСТ 2284-79 |
| В62 — Трубы стальные и соединительные части к ним | ГОСТ 8645-68; ГОСТ 8642-68; ГОСТ 20295-85; ГОСТ 8644-68; ГОСТ 12132-66; ГОСТ 23270-89; ГОСТ 9567-75; ГОСТ 8646-68; ГОСТ 13663-86; ГОСТ 24950-81; ГОСТ 8638-57; ГОСТ 21729-76; ГОСТ 53383-2009; ГОСТ 3262-75; ГОСТ 8734-75; ГОСТ 8639-82; ГОСТ 8731-87; ГОСТ 8732-78; ГОСТ 8733-74 |
| В71 — Проволока стальная низкоуглеродистая | ГОСТ 1526-81; ГОСТ 5663-79; ГОСТ 792-67 |
| В72 — Проволока стальная средне- и высокоуглеродистая | ГОСТ 9389-75; ГОСТ 9850-72; ГОСТ 3920-70; ГОСТ 3110-74; ГОСТ 7372-79; ГОСТ 9161-85; ГОСТ 26366-84 |
| В76 — Сетки металлические | ГОСТ 3306-88; ГОСТ 51568-99 |
Отпуск стали 45
Отпускстали 45 производят сразу после этапа закалки. Эта разновидность термообработки нужна для того, чтобы существенно уменьшить или полностью снять остаточное напряжение в материале, которое появилось после изменения структуры посредством его закаливания. В целом,отпуск стали 45 позволяет также повысить вязкость заготовок и уменьшить степень их хрупкости. Однако этот процесс немного уменьшает твердость стали.
Технология процесса отпуска стали45 , в зависимости от температуры, выполняется через:
- печи с принудительной циркуляцией воздуха;
- специальные ванны с селитровым раствором;
- специальные ванны с минеральным маслом;
- ванны, заполненные расплавленной щелочью.
Принцип отпуска стали 45
состоит в том, что материал первоначально нагревают до отметки ниже, чем критический уровень, а после этого охлаждают. Однако такой режим термической обработки имеет несколько различных способов проведения, которые будут отличаться друг от друга в зависимости от скорости охлаждения заготовки и температуры её нагрева. Отпуск углеродистых сталей принято классифицировать на 3 следующие категории:
- Высокий. Температура нагрева стали составит от +350°С до +600°С до критической отметки. Как правило, такой метод используют для металлических конструкций.
- Средний. Температура обработки составляет от +350°С до +500°С. Этот способ по большей части используется для пружинных изделий и рессор.
- Низкий. Температура нагрева заготовки не превышает +250°С. Подобный способ принято задействовать для достижения высокой прочности и износостойкости.
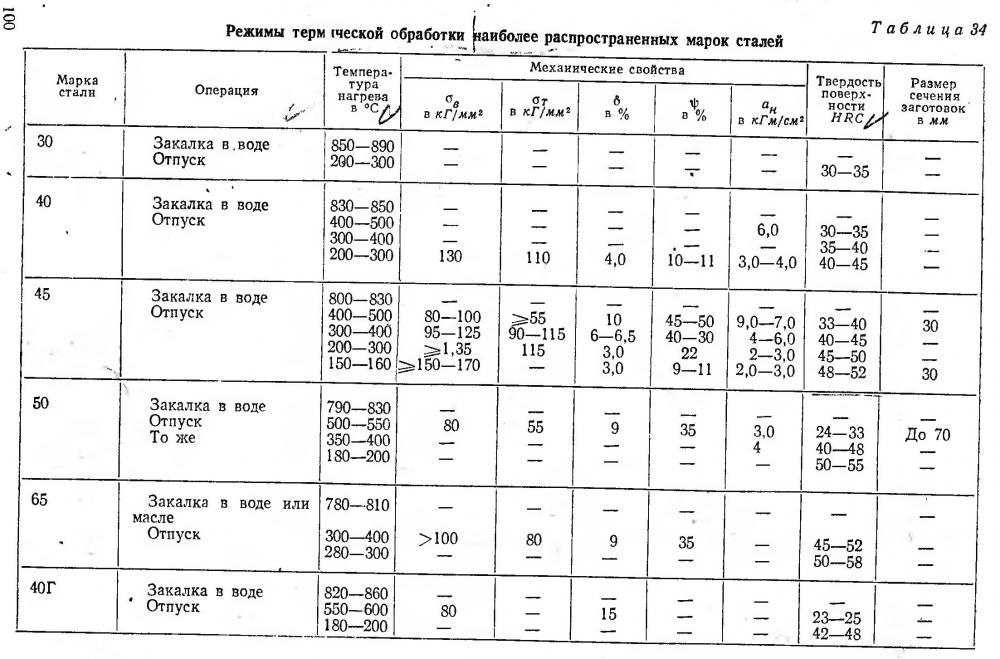
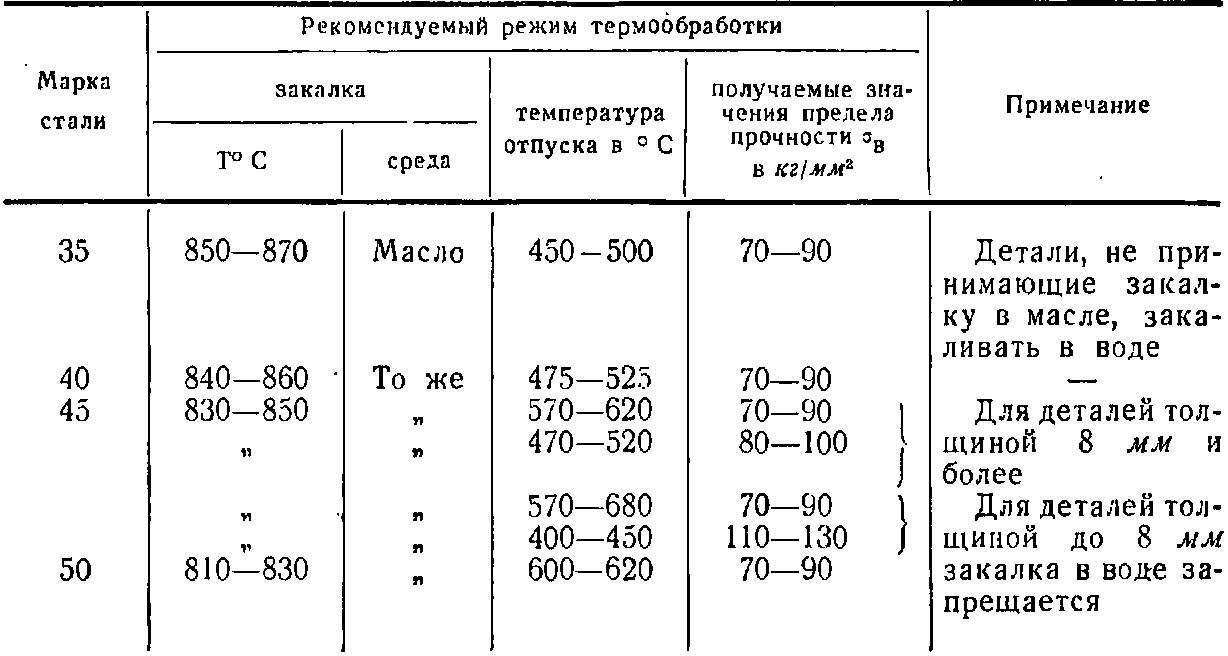
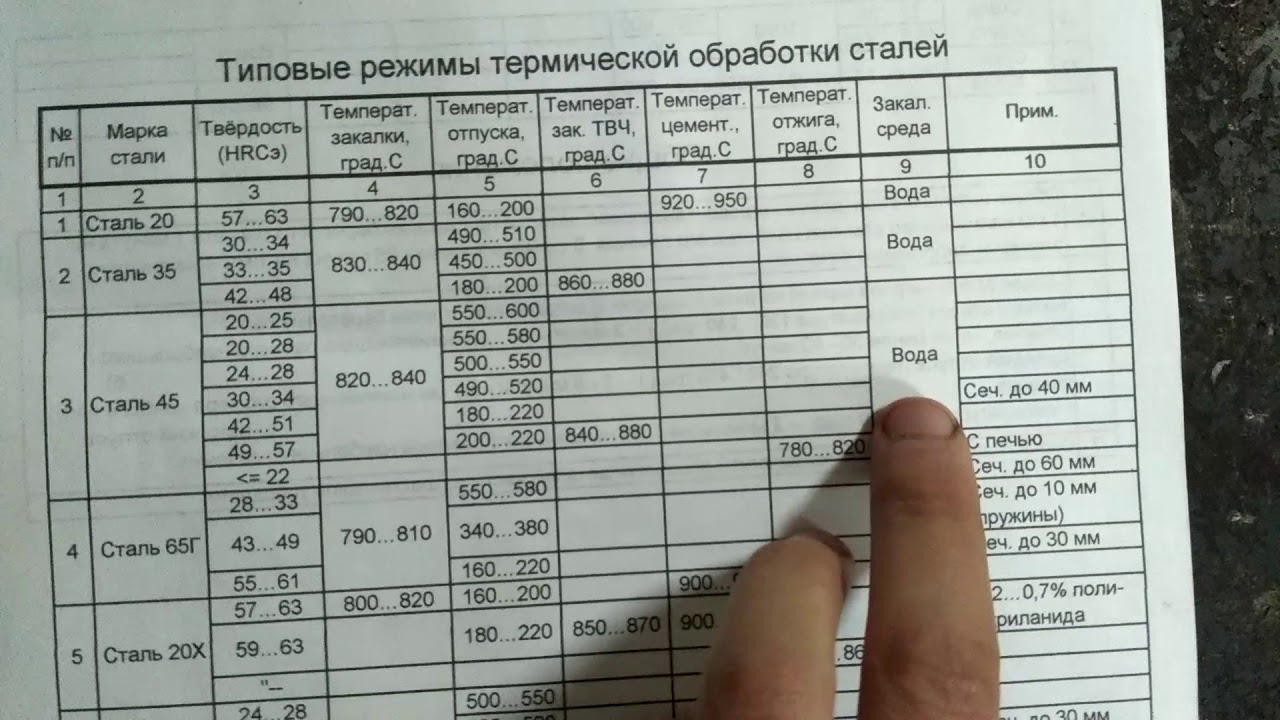
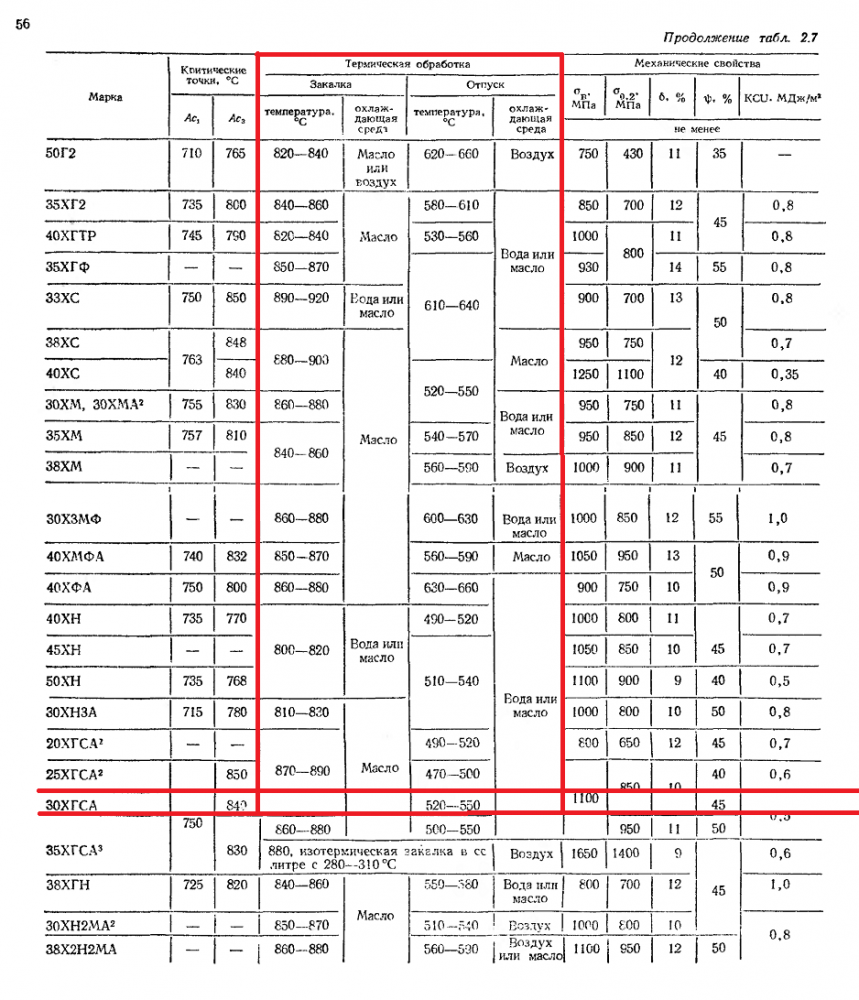
Таблица значений термической обработки стали 45
, имеющая производственные площади в СПБ, выполняет широкий диапазон работ, связанных с металлом. Наше предприятие осуществляет его обработку и производит большое количество различных деталей, например, таких как втулки, пальцы, валы и многое другие. Эти комплектующие используются как в обычных автотранспортных средствах, так и в спецтехнике, ремонтом которой мы занимаемся. Для того чтобы подобная техника надежно функционировала, зачастую необходимы металлические детали, изготовленные из специально подготовленного металла. У нас имеется все необходимое оборудование, применяемое для такой операции как термическая обработка металлов. Мы также выполняем химико-термическую обработку металлических деталей. Одной из ее разновидностей является цементация стали. Наше предприятие работает со сталью: марка 45, марка 40х, марка 20 и некоторыми другими. Любой клиент может приобрести у фирмы металлические детали, изготовленные из качественного материала.
Термообработка стали 45
Термообработка стали 45, так же как и термическая обработка любой другой марки стали выполняется для улучшения технических характеристик данного материала. Такая обработка подразумевает первоначальный нагрев металла и последующее его охлаждение. Собственно, в зависимости от времени нагрева материала и скорости охлаждения, термообработка стали 45 и других марок подразделяется на 3 последовательно выполняемых операции:
- Отжиг стали 45
- Закалка стали 45
- Отпуск стали 45
Отжиг стали 45 — это нагрев материала в специальной печи до очень высокой температуры и последующее его охлаждение, которое выполняется естественным образом, то есть вместе с печью. Существует отжиг первого рода, при котором нагрев идет до критических значений, но не превышает их. Также существует и отжиг второго рода, при котором температура уже превышает критическую отметку и приводит к некоторым изменениям в структуре.
Так или иначе, любой из данных способов позволяет избавиться от неоднородности состава, а также снять внутреннее напряжение материала и достичь зернистой структуры. Кроме того, проведение отжига стали 45 поможет снизить твердость сплава, что значительно облегчит в дальнейшем процесс переработки. Примечательно, что отжиг второго рода подразделяется на несколько следующих категорий, различающихся по их назначению и исполнению:
- диффузионный отжиг
- полный отжиг
- неполный отжиг
- изотермический отжиг
- рекристализационный
Как правило, для углеродистых сталей применяется полный отжиг. Суть данной технологии состоит в том, что заготовки нагреваются до температуры, которая превышает критическую отметку (верхняя точка Ас3) примерно на значение от +30°С до +50°С. После этого сталь 45 охлаждают с медленной скоростью от +150°С до +200°С до тех пор, пока ее температура не сравняется со значением температуры в рабочем интервале от +500°С до +550°С.
Кстати говоря, при отжиге первого и второго рода охлаждение материала происходит в печи, в которой был произведен нагрев. Если же процесс охлаждения производят уже на открытом воздухе, то такая технология будет называться не отжиг стали 45, а нормализация. Поскольку при нормализации стали охлаждение происходит быстрее, перлит получает тонкое строение и наибольшую твердость. Поэтому нормализованная сталь тверже отожженной.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
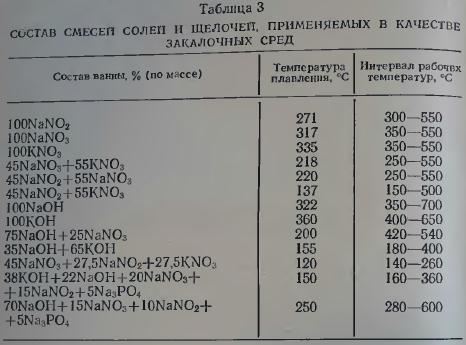
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Читать также: Компрессор из мотоциклетного двигателя
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
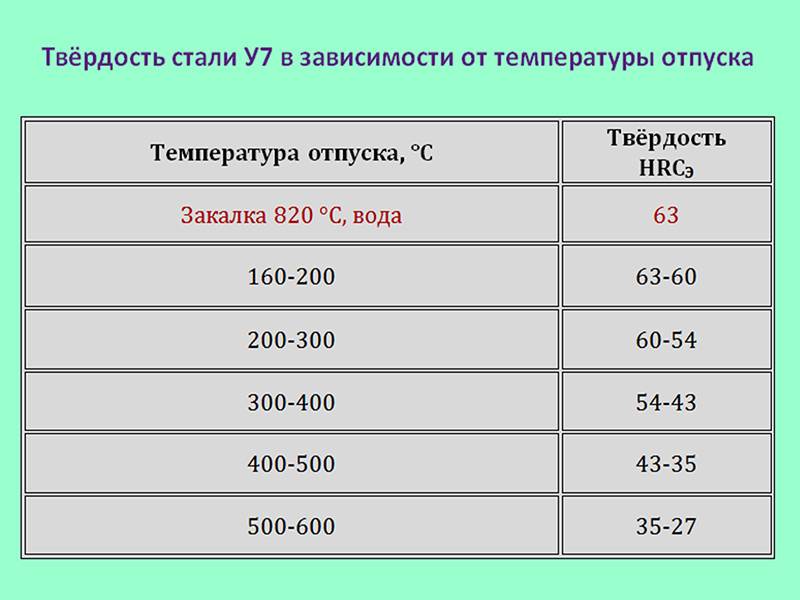
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.
А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.
Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.

2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.
Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.
Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Видео: другие способы закалки ножа в домашних условиях.
увеличивает твердость изделия в 3-4 раза.
Необходимость этой процедуры возникает тогда, когда нужно, чтобы металлический предмет без усилий разрезал стекло.
Случается, что потребность закалить инструмент из металла появляется из-за того, что он либо не закален до нужной степени, либо, наоборот, в его закалке переусердствовали.
В первом случае металлические предметы, например сверла, заминаются, во втором – буквально крошится.
Проверить еще в магазине, как хорошо закален инструмент из металла, вряд ли получится.
Хотя возможность такой проверки существует. Надо взять напильник и провести им по краю режущего предмета – ножа или топора.
То, что напильник пристает и липнет к металлу, означает, что изделие мало закаливали.
При этом его край будет слишком мягким и податливым.
Если напильник отходит от предмета с легкостью и будто гладит его, а рука во время нажатия не ощущает никаких неровных мест, то на лицо перекал изделия.
Закалить нож можно и своими руками, даже не прибегая сложным технологиям, то есть в домашних условиях.
Единственное, что нужно помнить: запрещено закаливать малоуглеродистые стали.
А вот увеличить прочность углеродистых и инструментальных сталей вполне вероятно.
Химический состав стали 45
| Элемент | Массовая доля, % |
|---|---|
| C | 0,42 — 0,5 |
| Si | 0,17 — 0,37 |
| Mn | 0,5 — 0,8 |
| Ni | до 0,25 |
| S | до 0,04 |
| P | до 0,035 |
| Cr | до 0,25 |
| Cu | до 0,25 |
| As | до 0,08 |
| Fe | ~97 |
Примечания.
По ТУ 108.11.890–87 содержание Cr, Ni и Cu – не более 0,40%.
По ГОСТ 1050–88 в стали, предназначенной для изготовления патентированной проволоки, массовая доля элементов должна быть следующей: Mn 0,30–0,60%, Ni — не более 0,15%, Cr — не более 0,15%, Cu — не более 0,20%, S и P — соответственно требованиям стандартов на проволоку, но не превышать 0,040% S и P — не более 0,035%; в прокате, заготовках, поковках и изделиях дальнейшего передела допускаются отклонения по химическому составу: C ± 0,01%; Si ± 0,02%, Mn ± 0,03; P + 0,005%.
Общая информация о процессе
В первую очередь необходимо понимать основы термической обработки стали.
К особенностям цементации металла относят следующие факторы:
Благодаря процедуре цементируемые стали становятся прочнее, что повышает износостойкость и прочность материала;
Свойства эксплуатации металла изменяются за счет нагрева изделий в жидкости, газовой или твердой среде, что улучшает ее характеристики;
Нагревание деталей можно до разных температур, нет ограниченной константы и точных рекомендаций. В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
Профессионалы рекомендуют в домашних условиях цементировать низкоуглеродистые виды стали (приблизительно 0,2%). Например, лезвие от недорогого кухонного ножа, изготовленного из стали или небольшие детали.
В структуру стали углерод проникает довольно медленно. Поэтому цементация лезвия ножа в условиях домашней процедуры происходит со скоростью не более 0,1 мл в час. Чтобы это же лезвие выдерживало более сильные нагрузки, нужно усиливать слой толщиной до 0,8 мл в час
Еще важно понимать, что цементация ножа или небольшого вала в условиях домашнего цеха займет минимум восемь часов. При этом следует удерживать определенную температуру в печи, чтобы не нарушить температурный режим.
В процессе цементации изменяется не только свойство металла, но и его фазовый состав и атомная решетка
В целом поверхность получает такие же характеристики, как и при закалке, но при этом существует возможность контроля в узком диапазоне температур, чтобы избежать различных дефектов материала.
Осуществить цементацию нержавеющий стали немного сложнее, но в то же время это качественно улучшит характеристики этого вида металла.
Зарубежные аналоги сталь 45
| США | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Германия | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Япония | S45C, S48C, SWRCH45K, SWRCH48K |
| Франция | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42H1, XC42H1TS, XC45, XC45H1, XC48, XC48H1 |
| Англия | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| Евросоюз | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Италия | 1C45, C43, C45, C45E, C45R, C46 |
| Бельгия | C45-1, C45-2, C46 |
| Испания | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| Китай | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Швеция | 1650, 1672 |
| Болгария | 45, C45, C45E |
| Венгрия | A3, C45E |
| Польша | 45 |
| Румыния | OLC45, OLC45q, OLC45X |
| Чехия | 12050, 12056 |
| Австрия | C45SW |
| Австралия | 1045, HK1042, K1042 |
| Швейцария | C45, Ck45 |
| Юж.Корея | SM45C, SM48C |
- Конструкционная сталь
- Инструментальная сталь

Предел текучести стали
Предел текучести сталей
в ГОСТах указывается с пометкой «не менее», единица измерения МПа. Приведём в качестве примера регламентируемые значения предела текучести σТ некоторых распространённых сталей.
Для сортового проката базового исполнения (ГОСТ 1050-88, сталь конструкционная углеродистая качественная) диаметром или толщиной до 80 мм справедливы следующие значения предела текучести сталей:
- Предел текучести стали 20 (Ст20, 20) при T=20°С, прокат, после нормализации — не менее 245 Н/мм2 или 25 кгс/мм2.
- Предел текучести стали 30 (Ст30, 30) при T=20°С, прокат, после нормализации — не менее 295 Н/мм2 или 30 кгс/мм2.
- Предел текучести стали 45 (Ст45, 45) при T=20°С, прокат, после нормализации — не менее 355 Н/мм2 или 36 кгс/мм2.
Для этих же сталей, изготавливаемых по согласованию потребителя с изготовителем, ГОСТ 1050-88 предусматривает иные характеристики. В частности, нормированный предел текучести сталей, определяемый на образцах, вырезанных из термически обработанных стальных заготовок указанного в заказе размера, будет иметь следующие значения:
- Предел текучести стали 30 (Ст30, закалка+отпуск): прокат размером до 16 мм — не менее 400 Н/мм2 или 41 кгс/мм2; прокат размером от 16 до 40 мм — не менее 355 Н/мм2 или 36 кгс/мм2; прокат размером от 40 до 100 мм — не менее295 Н/мм2 или 30 кгс/мм2.
- Предел текучести стали 45 (Ст45, закалка+отпуск): прокат размером до 16 мм — не менее 490 Н/мм2 или 50 кгс/мм2; прокат размером от 16 до 40 мм — не менее 430 Н/мм2 или 44 кгс/мм2; прокат размером от 40 до 100 мм — не менее 375 Н/мм2 или 38 кгс/мм2.
*Механические свойства стали 30 распространяются на прокат размером до 63 мм.
Предел текучести стали 40Х
(Ст 40Х, сталь конструкционная легированная, хромистая, ГОСТ 4543-71): для проката размером 25 мм после термообработки (закалка+отпуск) — предел текучести стали 40Х не менее 785 Н/мм2 или 80 кгс/мм2.
Предел текучести стали 09Г2С
(ГОСТ 5520-79, лист, сталь 09Г2С конструкционная низколегированная для сварных конструкций, кремнемарганцовистая). Минимальное значение предела текучести стали 09Г2С для стального проката в зависимости от толщины листа меняется от 265 Н/мм2 (27 кгс/мм2) до 345 Н/мм2 (35 кгс/мм2). Для повышенных температур минимальное требуемое значение предела текучести стали 09Г2С составляет: для Т=250°C — 225 (23); для Т=300°C — 196 (20); Т=350°C — 176 (18); Т=400°C — 157 (16).
Предел текучести стали 3
. Сталь 3 (углеродистая сталь обыкновенного качества, ГОСТ 380—2005) изготавливается следующих марок: Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп. Предел текучести стали 3 регламентируется отдельно для каждой марки. Так, например, требования к пределу текучести Ст3кп, в зависимости от толщины проката, меняются от 195-235 Н/мм2 (не менее).
характеристики, вес, твердость, аналоги марки стали 45
Марка стали: 45.
Класс: сталь конструкционная углеродистая качественная.
Использование в промышленности: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Твердость: HB 10 -1 = 170 МПа
Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
Температура ковки, oС: начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: не склонна.
Вид поставки:
- Сортововй прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76.
| Зарубежные аналоги марки стали 45 | |
| США | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Германия | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Япония | S45C, S48C, SWRCh55K, SWRCh58K |
| Франция | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42h2, XC42h2TS, XC45, XC45h2, XC48, XC48h2 |
| Англия | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| Евросоюз | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Италия | 1C45, C43, C45, C45E, C45R, C46 |
| Бельгия | C45-1, C45-2, C46 |
| Испания | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| Китай | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Швеция | 1650, 1672 |
| Болгария | 45, C45, C45E |
| Венгрия | A3, C45E |
| Польша | 45 |
| Румыния | OLC45, OLC45q, OLC45X |
| Чехия | 12050, 12056 |
| Австрия | C45SW |
| Австралия | 1045, HK1042, K1042 |
| Швейцария | C45, Ck45 |
| Южная Корея | SM45C, SM48C |
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Сталь 45 и ее характеристики
- Малая чувствительность к флокенам.
- Сталь 45 и ее удельный вес: показатель равен 7826 кг/м3.
- К отпускной хрупкости не склонна.
- Термообработка: Состояние поставки.
- Твердость стали 45: показатель равен следующим значениям: HB 10 -1 = 170 МПа
Прочность у данного материала повышенный. Именно поэтому из него изготавливаются предметы, которые можно нормализовать, улучшать, чьи поверхности можно подвергать термической обработке.
В данном материале имеется 0,45 процента углерода. Другие примеси крайне незначительны.
Сталь относится к трудносвариваемым материалам. Чтобы произвести процедуру сварки, требуется сначала подогреть сталь, а затем обработать термически. При ковке температура сначала должна быть 1250 градусов по Цельсию, а в конце снизиться до 700 градусов.
Если изделие имеет сечение, которое меньше или равно 400 миллиметрам, то его можно охлаждать на воздухе.
Сталь 45 и ее аналоги
Такой материал могут заменить следующие три марки стали: 50, 50 Г 2 и 40 Х.
Из них также создаются зубчатые колеса, цилиндры, эксцентрические насадки на вал, валы вращающиеся, коленчатые и распределительные, а также другие товары, применяемые в промышленности.
Марка стали 45 может именоваться по-разному в других странах и иметь несколько аналогов. К примеру, в США ей по свойствам равны 8 марок стали, в Германии – 10, во Франции – 14. В Польше аналог только один и он называется просто 45, в Австрии — C45SW.
atl-met.ru