
Преимущества электродов для сварки ЭА-395/9
Благодаря уникальной рецептуре, строгому контролю качества, высокотехнологического процесса производства электроды сварочные ЭА-395/9 характеризуются:
1. низким уровнем разбрызгивания металла;
2. хорошей отделимостью шлаковой корки;
3. повышенной ударной вязкостью и пластичностью шва необходимой при использовании в условиях пониженных температур;
4. отличным товарным видом швов.
Основными преимуществами, отличающими электроды ЭА-395/9, является возможность использования:
— при сварке разнородных сталей и сплавов, в т.ч. при сварке по нержавейке (например, углеродистых с высоколегированными сталями, аустенитных сталей с перлитными и т.д.);
— высокопрочных легированных аустенитных сталей, используемых при знакопеременных нагрузках и низких температурах, в условиях агрессивных сред.
При сварке электродами марки ЭА-395/9 металл шва имеет аустенитную структуру. Это является важным преимуществом и особенностью данной марки, дает возможность ее применения для работы с аустенитными сталями и с конструкциями аустенитных сталей со сталями другого рода. Аустенитные стали обладают коррозионно-стойкими, жаропрочными, жаростойкими, криогенными свойствами, изделия из них подвергаются совместному действию напряжений, очень высоких температур и агрессивных сред. Поэтому электроды марки ЭА-395/9 нашли свое практическое применение в производстве паропроводов, камер сгорания, роторов турбин, труб, листового проката, и других узлов и агрегатов используемых в агрессивных средах с высокими нагрузками.
Применение сварочных электродов ЭА395/9
Сварочные электроды ЭА395/9 незаменимы при сварке:
— конструкций из высокопрочных аустеничных сталей;
— ответственных конструкций из легированных, низколегированных, углеродистых сталей;
— разнородных сталей и сплавов, например, для сварки углеродистых, низколегированных сталей с нержавеющими сталями;
— для сварки между собой различных марок жаропрочных хромоникелевых сталей аустенитного класса типа ХН35ВТ, Х15Н25АМ6, содержащих никель до 25- 35%, но не содержащих ниобий, работающих при температуре до 700°С без требований стойкости против межкристаллитной коррозии;
— соединений из аустенитных сталей марок типа 08Х18Н10Т, 10Х17Н13М2Т, 07Х16Н6, 10Х25Н6АТМФ, 20Х23Н13 и пр. с перлитными сталями типа СТ5ПС, 30Л, 20ХГНМ, 25Г2С, 40ХФА и т.п.
— облицовки кромок состоящих из сталей перлитного класса и их соединений с аустенитными сталями;
— для сварки листовых металлоконструкций, работающих при знакопеременных нагрузках и низких температурах;
— первого слоя при двухслойной или трехслойной наплавке стойкого к коррозии покрытия.
Специфика, механические свойства шва — эластичность, ударопрочность, стойкость к межкристаллическим трещинам позволяют использовать готовые конструкции как при критически высоких, так и при низких температурах. Поэтому электроды для сварки ЭА395/9 используются во многих отраслях промышленности, в том числе в металлургической, нефтегазовой, химической, атомной промышленности, активно применяются в теплоэнергетике, т.е. в отраслях, где к качеству сварки предъявляются повышенные требования, а свариваемые изделия подвергаются действию особо агрессивных сред.
Качество электродов для высоколегированной стали ЭА-395/9
В соответствии с Российскими стандартами, согласно ГОСТ 10052-75 , электроды ЭА 395/9, отвечают требованиям типу Э-11Х15Н25М6АГ2, ГОСТ 9466-75 – типу Е-040-Б30. По Международной классификации ISO 3581 и немецким стандартам DIN 8575 соответсвует Е 16.25.6 B20. Сварочные электроды ЭА 395/9 различных диаметров, тип Э-11Х15Н25М6АГ2 по ГОСТ 10052-75 , аттестованы Национальным Агентством Контроля и Сварки (НАКС). Свидетельством НАКС на электроды для сварки ЭА 395/9, подтверждается соответствие требованиям РД 03-613-03 для группы технических устройств используемых на производственных объектах: КО, ОХНВД, МО, НГДО, ОТОГ.
Производители сварочных электродов ЭА395-9 рекомендуют тщательно подходить к подготовке поверхности и проводить сварку на короткой дуге. Поддержание короткой дуги без поперечных колебаний электрода уменьшает вероятность образования дефектов на поверхности основного металла в результате прилипания брызг.
Расход электродов ЭА395-9 на 1 кг наплавленного металла – 1,6 кг.
Химический состав металла сварного шва (%) :
Виды
Сталь, традиционно именуемая нержавейкой, может иметь разные составы и, как следствие, по-разному реагировать на ведение сварки. Прежде всего, следует отметить, что материал можно разделить на несколько видов.
Аустенитная сталь характерна тем, что в своем составе имеет достаточно много хрома. В долевом соотношении его количество составляет 18%. Также в такой нержавейке содержится до 10% никеля. Примером может служить пищевая нержавейка, маркируемая по ГОСТ, как 08Х18Н10. В другой классификации она имеет название AISI 304. Применяется эта сталь, как при строительстве, так и в производстве посуды. К физическим свойствам можно отнести отсутствие магнитных свойств, пластичность, прочность и химическую стойкость.
Мартенситная нержавейка, благодаря своей специфической внутренней структуре, выделяется в особый класс. Она отличается низким содержанием углерода, который составляет всего 0,12% общего количества вещества. В составе мартенситной стали содержится 13% хрома. В отличие от предыдущего вида, данный материал прочен, но хрупок. Может использоваться в качестве сырья для производства режущих инструментов, а также крепежной фурнитуры при условии эксплуатации в неагрессивных средах. Подлежит дополнительной обработке. Так, при воздействии температуры нержавейка приобретает вязкость. Обозначается, как AISI 410 или 12х13, согласно ГОСТ.
Среднее положение по содержанию хрома занимает ферритная сталь. После ее закалки наблюдается повышенная устойчивость к внешним факторам агрессивной среды. Считается, что этот сплав наиболее трудно поддается сварке. Обозначается подобная сталь по ГОСТ 12х17 или AISI 430. Число 12 указывает на процентное содержание хрома.









Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит

Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Сварка нержавейки электродами
Электросварка методом MMA, или плавящимся электродом, применяется для соединения деталей из нержавеющей стали. При этом используется переменный ток, постоянный ток и импульсный, соответственно, аппараты в виде трансформаторов, выпрямителей и инверторов. Отличия от обычных электродов состоят в химическом составе и толщине обмазки, материале электродного стержня и применяемых режимах сварки.
Перед тем, как варить нержавейку электродом, нужно выяснить, какие из них для этого подойдут. По нержавейке варят рутиловые электроды, электроды с карбонатной обмазкой, с основным покрытием и прочие.

Рутиловые электроды
ОК.63.30. Используется для сварки всех видов нержавеющих сталей. Может работать как на переменном, так и на постоянном токе, в продаже можно купить изделия диаметром от 2 до 3.2 мм. Ввиду того, что расплав обладает большой текучестью, а сварка ведётся на высоких токах и при высоких температурах, применяется только в нижнем положении.
ОК.63.41. Всё то же самое, что предыдущий электрод, однако сварка может производиться в вертикальном и продольном горизонтальном положении более успешно.
ОК.63.34. Ещё меньше текучесть шлака, применяется для потолочных швов и сварки на спуск.
ОК.63.20. Электроды, специально разработанные для сварки труб. Этот вид сварки обычно осуществляется многократным поджогом дуги, небольшими точками. Самые востребованные электроды, с их помощью может производиться сварка нержавейки электродом в домашних условиях с помощью инвертора.
E308L. Электрод производится по западным технологиям и полностью соответствует западным стандартам сварки. Хорошо подойдёт для промышленной сварки, однако для работ по ремонту уступает предыдущему.
Карбонатная обмазка
По нержавейке варит ЦЛ11 с карбонатной обмазкой. Он используется для сварки деталей из нержавеющей и ржавеющей стали. К сожалению, дым от этого электрода не всегда безопасен и содержит большое количество соединений фтора. Используется только постоянный ток обратной полярности. Есть электроды большой толщины, применяют для сварки магистральных трубопроводов.
Прочие
- ОЗЛ310. Предназначен для наплавки, соединения, наваривания сложных швов.
- ОЗЛ8, он же Е308-16. Используется для качественной сварки нержавейки в любых положениях.
- ЭА-400. Для соединения разнородных нержавеющих сталей.
- ОЗЛ312. Используют в том случае, когда неизвестно, какая именно марка стали будет свариваться. Хорошо работает и с нержавеющими сталями, и с привариванием деталей из обычной стали.
- ОЗЛ-28, ОЗЛ-32 — для приварки к нержавейке деталей из обычной стали.
УОНИ
Аустенитные электроды, достаточно часто при сварке нержавеющих сталей, труб, ремонтных работах используют электроды УОНИ. Строго говоря, они не предназначены для таких целей.










Тем не менее, в экстренных случаях могут быть использованы для проведения сварочных работ, дают удовлетворительную стойкость сварного шва, но не подойдут для сварки таких деталей, которые работают при сильном нагреве и воздействии агрессивных сред. Работают на постоянном токе обратной полярности.
Какой сварочный аппарат ипользовать при сварке нержавейки
- Сварка нержавейки
- Сварка нержавейки в домашних условиях
- Сварка нержавейки аргоном
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон — инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
- Сварка нержавейки инвертором
- Сварка нержавейки полуавтоматом
- Сварка нержавейки электродом
- Технология сварки нержавейки
Наплавка металла электродом Сварка алюминия инвертором
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
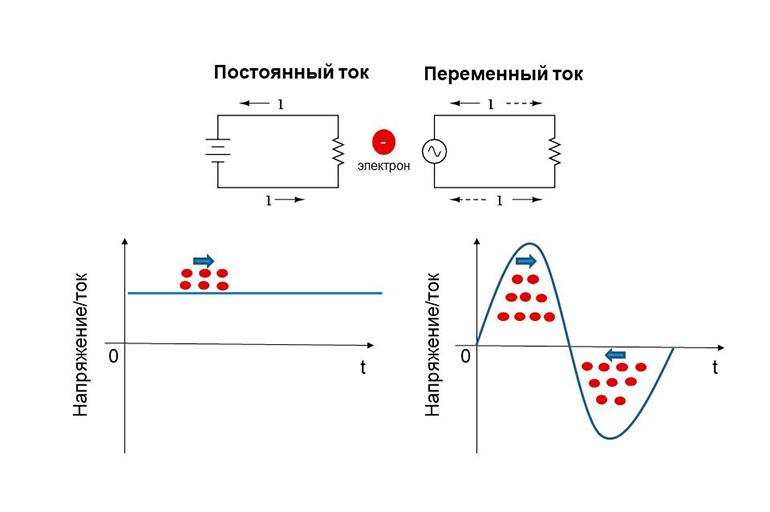
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Качество сварки
Абсолютно точно, что новичку не следует варить нержавеющую сталь. Обычно это бывают работы по ремонту сложного технического оборудования. Это могут быть газовые, твёрдотопливные котлы, трубопроводы, которые отводят воду от них. Качество сварки при этом должно быть очень хорошим. При безалаберном исполнении придётся проводить ещё более масштабные ремонтные работы, а во многих случаях дорогое оборудование и вовсе приходит в негодность.
Необходимо, чтобы сваркой занимался классный специалист, обладающий не менее, чем пятым квалификационным разрядом по специальности «электросварщик», знал хотя бы в общих чертах устройство свариваемых объектов. При проведении работ они полностью отключаются и вывозятся, чтобы выполнять сварку по возможности в нижнем положении, хорошем освещении. Это также влияет на качество производимых работ, и экономить здесь не стоит.
Популярные марки электродов
Диаметр электрода и сила тока — главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.

Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами — имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы — вид металла, его толщина, размер будущего соединения и прочее.
Related Posts via Categories
- Электроды МР-3 – все характеристики самых распространенных электродов
- Электроды по алюминию для качественной сварки
- Виды электродов – классификации изделий для сварки
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Электроды для наплавки – основной металл будет лучше!
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
Что такое нержавейка
Что такое сталь: это сплав железа с углеродом. Доля углерода может быть разной, чем она выше, тем сталь прочнее. В сталь добавляют легирующие элементы для корректировки свойств стали.
Что такое нержавеющая сталь: для устойчивости к коррозии добавляют хром. Его доля в нержавеющем сплаве составляет от 12 до 30%. Хрома и других компонентов типа молибдена, никеля и др. намного меньше, они отлично работают для антикоррозийной защиты, но совсем не облегчают процесс сварки. И это мягко сказано. Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ.
Схема возникновения сварочной дуги.
Вот основные факторы, влияющие на сварочный процесс:
У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится прогревать намного дольше, а электричества тратить намного больше.
У нержавейки очень высокий коэффициент расширения, поэтому при соединении двух поверхностей толстых заготовок есть риск возникновения микротрещин в большом количестве. Чтобы минимизировать эту проблему, зазор между заготовками должен быть шире, чем в работе с другими видами стали.
Высокое сопротивление нержавейки процессам плавления ведет к значительному перегреву электродов
Поэтому пользоваться можно только специальными электродами для нержавеющей стали.
Внимание! Главный враг в сварке сталей — межкристаллитная коррозия или МКК – очень опасная деформация, которая может возникнуть при нагреве нержавейки свыше 500°С, поэтому определять режим сварки нужно самым тщательным образом, включая в него принудительное охлаждение стальных заготовок.
Можно ли варить нержавейку обычными электродами? Теоретически и даже технически можно. Но только в работе с мелкими металлическими деталями бытового пользования.







Если речь идет о промышленных конструкциях, то никаких простых расходников! О надежности и монолитности швов с их использованием говорить не приходится. Такой вариант может расцениваться лишь как экстренное решение в случаях срочной необходимости.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Вместо заключения, рекомендуем ознакомиться с видео по теме.
Особенности покрытий
Состав и толщина используемых покрытий оказывает непосредственное влияние на такие показатели как стабильность электродуги, вязкость расплавленного металла, а также шлака, особенности поведения металла при переходе в сварочную ванну и прочее.
Химический состав покрытия
Выделяют следующие виды покрытий в зависимости от входящих в его состав компонентов.Рутиловые В их основе – минерал рутил, который составляет основную часть покрытия, остальные компоненты — это кремнезем, карбонат магния или кальция, ферромарганец. Электроды с рутиловым покрытием отличаются тем, что переход металла в сварочную ванну происходит с минимальным разбрызгиванием. Шов получается ровным, характеризуется легким отделением окалины, что способствует высокому качеству выполняемой работы. Рутиловые электроды также обеспечивают повторное легкое зажигание дуги, делая процесс сваривания более быстрым. Также к достоинствам такого покрытия относится то, что оно безопаснее для здоровья сварщика.
Рутиловые электроды бывают не только чистого типа, но еще и смешанного: рутилово-основные, рутилово-целлюлозные, рутилово-кислые. Вся совокупность электродов с рутиловыми покрытиями позволяет работать практически с любыми видами швов.
Схема сварки покрытым электродомЦеллюлозные Основная особенность покрытий этого вида – создание в процессе сваривания большого объема газов и небольшого процента шлаков, что весьма удобно при варке вертикальных швов. Электроды с целлюлозным покрытием могут включать в свой состав органические смолы, тальк, собственно целлюлозу и разные ферросплавы. Единственным недостатком такого покрытия является низкая пластичность металла шва, которая вызвана большим объемом водорода, выделяющимся при сгорании органики, а также повышенная разбрызгиваемость металла.Основные В состав таких электродов входят карбонаты магния и кальция, в качестве которых чаще всего выступают мрамор, доломит и магнезит. Лучше всего сварочные работы на таких электродах выполнять при постоянном токе, поскольку при переменном добавляемый в такие электроды (для разбавления шлака) плавиковый шпат может ухудшать качество шва. Но при небольшом количестве плавикового шпата в составе покрытия вполне допускается работать с переменным током.
Электроды с основным покрытием используют при сваривании ответственных стальных конструкций, так как металл получаемого шва обладает высокой пластичностью. К особенностям при работе с такими электродами можно отнести тот факт, что швы получаются довольно грубыми и выпуклыми. Хранить их необходимо в сухом месте, потому что электроды такого типа отличаются высокой гигроскопичностью.С железным порошком Внедрение в состав покрытия железного порошка значительно увеличивает производительность труда. Проплавляющая способность дуги увеличивается, что положительно сказывается на качестве сварки соединений с повышенными или неравномерными зазорами, а также облегчает повторное зажигание дуги.Кислые покрытия Эти электроды покрываются оксидами железа и марганца, которые выделяют в сварочную дугу значительный объем кислорода. Это уменьшает поверхностное натяжение, придавая металлу большую тягучесть, повышая тем самым ее температуру и делая расплавленный металл более текучим. Что благоприятно сказывается на скорости работы, но повышает опасность подрезов.
Также марганец образует опасные оксиды, которые отрицательно влияют на здоровье сварщика, поэтому в последнее время такие покрытия заменили на рутилово-кислые.
Схема сварочного электрода
Толщина покрытия электродов
ГОСТ 9466-75 регламентирует разделение электродов на несколько типов по толщине, отталкиваясь от соотношения внешнего диаметра электрода D к диаметру стержня d.
- тонкие (D/d < 1,2 – («М»));
- средние (1,2 < D/d < 1,45 – («С»));
- толстые (1,45 < D/d < 1,8 – («Д»));
- особо толстые (D/d > 1,8 – («Г»)).