
Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо осуществить следующие операции:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
https://youtube.com/watch?v=M7i-jVr1Roo
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
Подготовка электродов и деталей
Процесс выбора и подготовки электродов заключается в выборе марки этого изделия и визуальной проверки его состояния. От правильно выбранной марки во многом зависит качество будущего шва и точность проведения сварочных работ. Опытные сварщики советуют при использовании электродов из уже использованной партии, произвести предварительную их подготовку. Она заключается в принудительной просушке или даже прокалке электродов. Для этого применяют специальные печи, которые позволяют удалить из обмазки электрода повышенное содержание влаги. После такой обработки изделия получаются сухими, пригодными к использованию и практически не прилипают.
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией. Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.
Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию. При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других). Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.
Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки. Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл. Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
После просушки их можно использовать по назначению.
Настройки оборудования
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
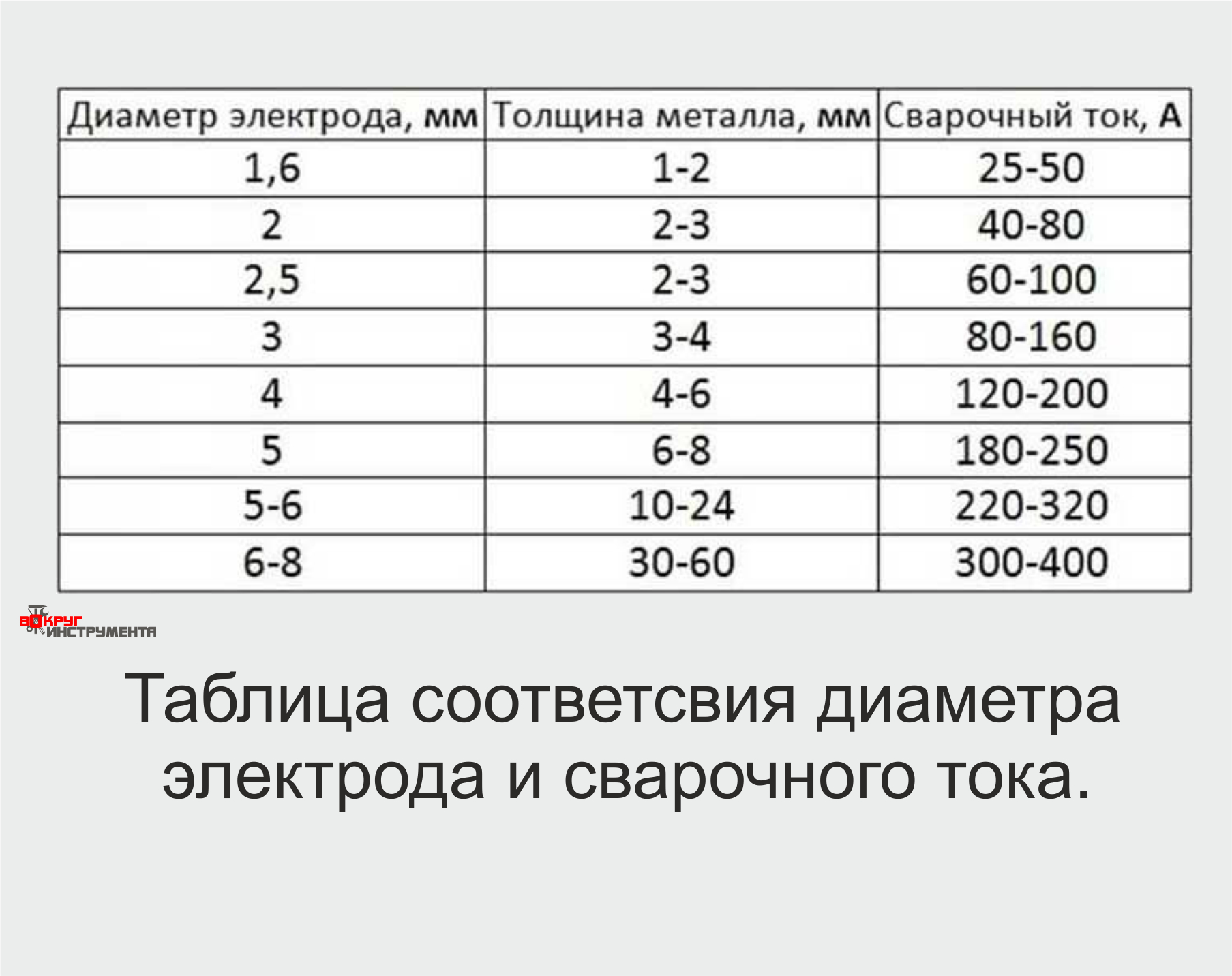
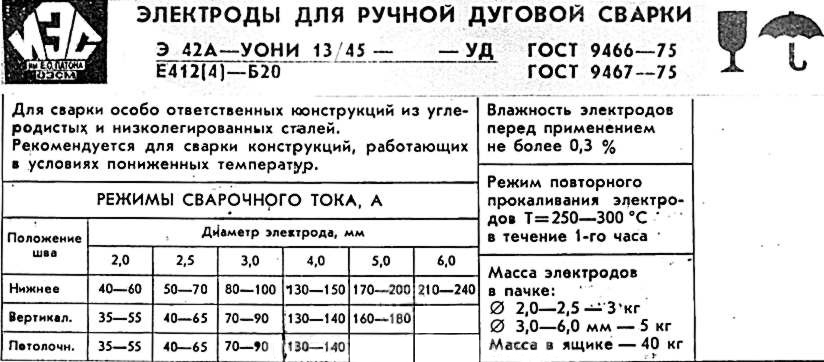
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
Причины
Догадываюсь, что многие начинающие сварщики думают, что если они будут использовать вместо традиционного трансформаторного аппарата инвертор и включат функцию «антиприлипания», то никогда не столкнутся с рассматриваемой проблемой. В действительности это не так. Потому что она спасает только от неумелой работы самого сварщика-новичка и сводится к импульсному увеличению силы тока в момент слишком долгого контактирования электрода с металлом. Импульс не позволяет потухнуть дуге и произойти замыканию.
Выделю 7 объективных причин того, почему прилипает электрод к металлу при сварке инвертором или трансформатором:
Сырость.
Электрод – это стальной стержень в оболочке порошкового покрытия. Для того чтобы происходил процесс сварки, обмазка должна быть сухой. Однако во время хранения нередко нарушается незначительное на первый взгляд требование – герметичность упаковки.
В результате оболочка насыщается влажностью из воздуха. Причем произойти это может даже при хранении в обычной комнате с нормальной влажностью. Отсыревшее покрытие приобретает свойство электропроводности, и во время сварки не позволяет разжечь дугу. Поэтому происходит залипание сердечника.
Плохое качество.
Электроды часто залипают при сварке как инвертором, так и трансформатором из-за изначально плохого качества:
- Нарушена технология производства или хранения.
- Подделка, заводской брак.
- Несоответствие стандартам.
- Неправильный подбор по типу металла.
- Истекший срок годности.
Если вы хотите удостовериться в качестве расходников, возьмите наугад любой стержень и бросьте его на пол с высоты 1,5 м. Если обмазка растрескается или отслоится, не рекомендую ими пользоваться.
Неверные настройки.
Неправильно выставленные параметры, а особенно сила тока – одна из частых причин разбираемой проблемы. Зачастую в этом грешат новички
При настройках сварочного аппарата рекомендую особое внимание обратить на значение следующих факторов:
- Типы материалов соединяемых заготовок.
- Толщина металла в месте шва.
- Диаметр электрода.
Значение необходимых параметров можно определить по специальным таблицам. Они есть в техдокументации или на сайте производителя оборудования.




Неочищенная поверхность.
Еще одна частая причина того, почему липнет электрод при сварке хоть трансформатором, хоть инвертором – это грязная поверхность заготовок в месте формирования шва. Недостаточность мощности разряда, и как следствие затухание дуги может происходить из-за наличия на деталях следующих загрязнителей:
- Ржавчины.
- Грязи, пыли.
- Масел, жиров.
- Стружки.
Поэтому непосредственно перед началом работы рекомендую сначала очистить поверхность стальной щеткой и наждачкой на расстоянии 8-12 см от каждого края, а затем обработать растворителем или иным средством по обезжириванию.
Недостаточная сила тока.
Когда я только начинал осваивать сварку, не смог избежать частой ошибки новичков, и выставлял силу тока, меньшую, чем необходимо. Боялся прожечь металл. Однако в действительности это приводило к тому, что мощности дуги не хватало, и электрод, только погрузившись в расплавленную массу, практически сразу же утыкался и залипал, так как сварочная ванна быстро остывала.
Избежать этого можно, если заранее посмотреть в спецтаблице значение силы тока, соответствующее условиям, и установить его на аппарате. Также советую уделить больше времени для обучения правильному розжигу дуги и ведению шва.
Характеристики электросети.
Существует еще и внешняя причина того, почему залипает электрод при сварке трансформатором или иногда даже инвертором – это характеристики электросети. Ведь далеко не всегда бытовая сеть, к которой в большинстве случаев подключается аппарат, отличается стабильностью.
Проблема чаще поражает трансформаторные модели в силу специфики их устройства. Падение напряжения или скачки приводят к недостатку его значения уже на 2-ой обмотке. Это в свою очередь ведет к недостаточной мощности разряда, затуханию дуги, остыванию расплава и прилипанию электродного стержня. Применение инвертора, как правило, позволяет избавиться от этой проблемы.
Неправильное расположение и ведение электрода.
Удержание электрода на расстоянии, меньшем, чем необходимо, приводит к нарушению условий стабильности дуги – она начинает гаснуть. При этом если сварщик неопытен, он постарается исправить ситуацию по-своему – поднесет его еще ближе. Результат – дуга затухнет, а электрод прилипнет.
Видео о том, почему липнут электроды при сварке:
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Достоинства и недостатки
Как и любая продукция, электроды Esab обладают своими достоинствами и недостатками. В принципе, важные качества были уже перечислены, однако многие покупатели желают видеть более детальный обзор потенциальной покупки. Первое, что бросается в глаза тем, кто начинает знакомиться с каталогом продукции Esab, — это широкий ассортимент. Одних только электродов насчитывается более 100 марок, это электроды для наплавки, для сварки чугуна, меди, алюминия, электроды для сварки высокопрочных сталей, нержавеющей стали, а также сплавов на основе никеля. Таким образом, ассортимент гарантирует возможность проведения работ любой сложности.

Если строго судить о качестве, то рассматриваемые марки не являются лидерами. Можно сказать, что они занимают уверенную позицию в середине перечня, но при этом превосходят российские марки. Ситуация несколько усугубилось с открытием российского производства. Хотя производители и заверяют о контроле качества со стороны шведских специалистов, практика показала, что российские электроды Эсаб менее качественные, чем шведские.
Именитый бренд всегда служил приманкой для мошенников. Esab не стал исключением. Если покупать электроды не у официального представителя компании, то велик риск получить поддельную продукцию китайского происхождения.
Причины плохого зажигания дуги и прилипание электрода
После того как Вы приобрели электроды в магазине, принеся их домой, Вы хотите их испытать. Однако совсем скоро Вы можете быть разочарованы, потому, что у Вас плохо поджигается сварочная дуга. Первыми мыслями в таком случае у Вас могут быть такие размышления: низкое качество электродов и тот, кто Вам их продал, обманул Вас.
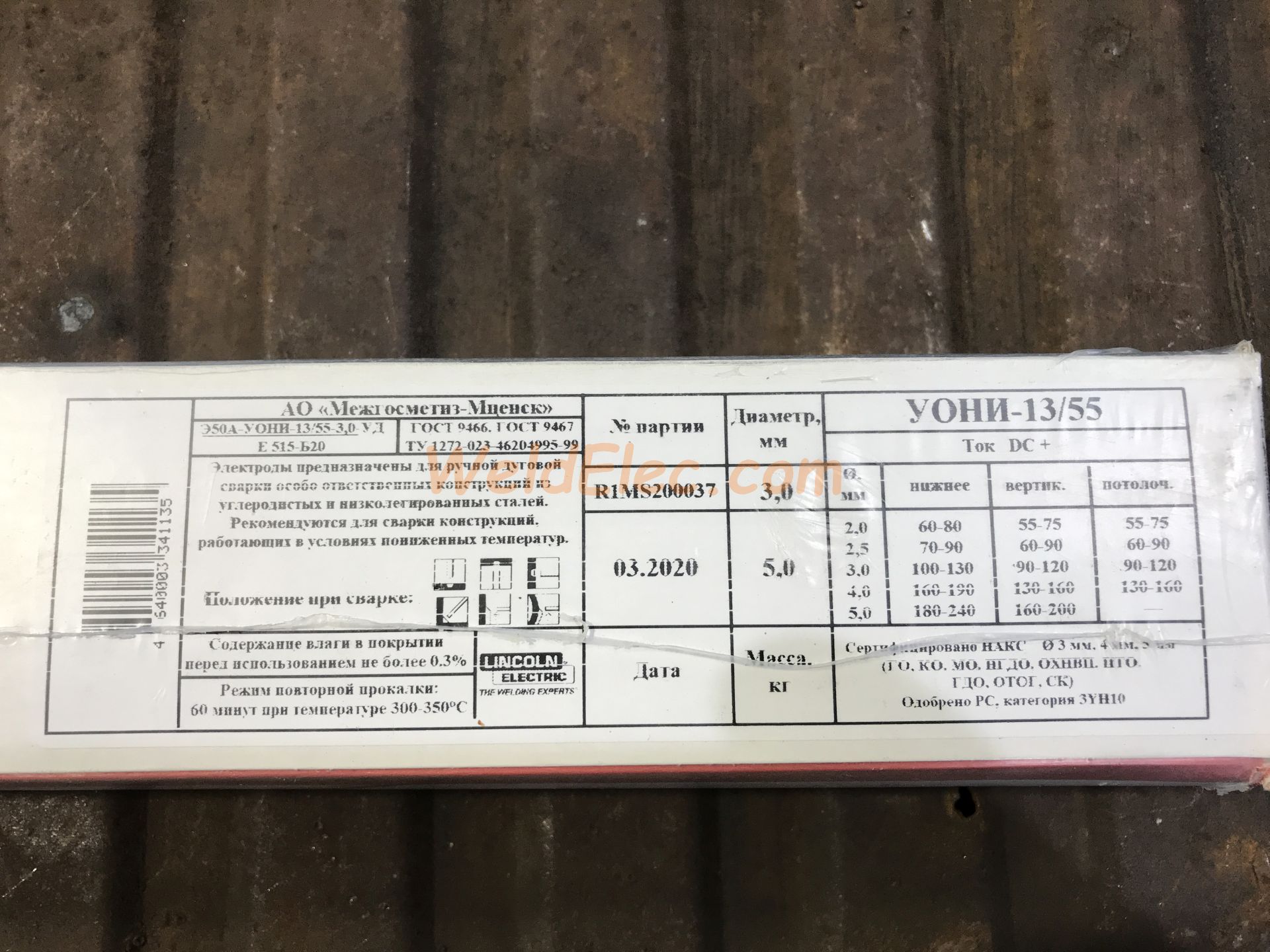
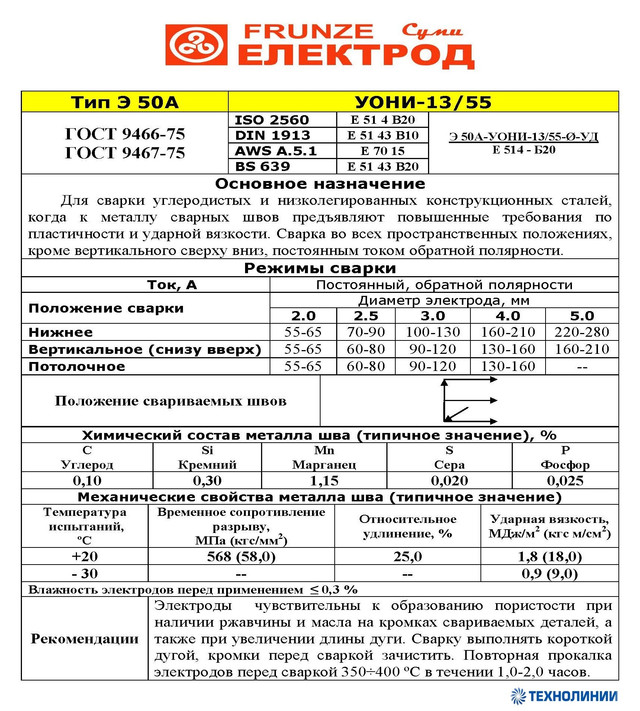
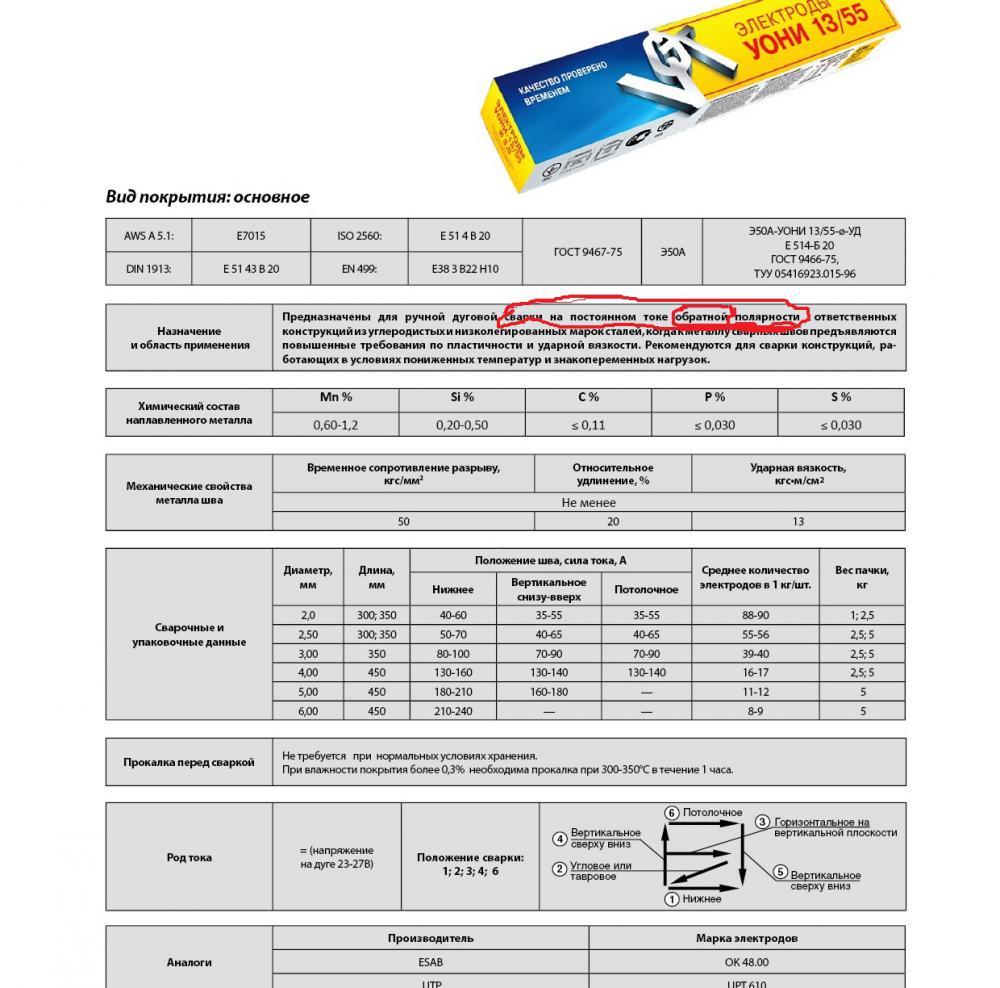
Однако, как ни странно, самой частой причиной плохого поджога дуги является не низкое качество электродов, а другие проблемы, которые относятся к Вам. Чаще всего многие люди используют электроды без предварительной прокалки, поэтому у них часто возникает такая проблема. Для того чтобы у Вас не было подобной проблемы, Вам нужно производить предварительную прокалку при температуре, указанной на упаковке. Также там Вы можете найти и время прокалки электродов.
Если Вы используете электроды с целлюлозным покрытием, то Вам нужно помнить, что их нельзя прокаливать и причиной плохого зажигания дуги является, скорее всего, сварочный ток. При сильно завышенном токе, у Вас будет прогорать металл и сваривание не получится качественным.
Если же ток ниже требуемого, то у Вас будет слабый поджог дуги и сваривание нельзя будет назвать удачным. В таком случае Вам нужно узнать подходящий сварочный ток, который будет наилучшим образом подходить для сваривания используемыми электродами. Узнать требуемый сварочный ток для электродов Вы можете на упаковке, где находятся и другие данные о сварочных электродах.
Также немаловажным фактором является место хранения электродов, потому что именно по этой причине Вам может понадобиться прокаливать сварочные электроды. Неправильное место хранения электродов может означать, что Вам нужно будет потом производить прокаливание и, возможно, с электродов может опасть обмазка, а это значит, что сварочный электрод уже не будет пригодным для проведения сварочных работ. Поэтому Вам нужно внимательно относиться к тому, где Вы храните сварочные электроды.
Хранить сварочные электроды лучше всего в специальной печи для прокалки электродов. Имея такую печь в своем распоряжении, Вы можете не только производить прокалку нужных Вам электродов, но еще и хранить их там, в сухом месте.
Таким образом, защищая сварочные электроды от воздействия влаги, Вы сможете быть полностью уверенными в качестве сварочного шва, нанесенного ними. Также если Вы будете правильно хранить сварочные электроды, то сможете избежать плохого поджога сварочной дуги, тем самым повысив качество сварочного шва и облегчив работу самому себе.
Еще одной проблемой при поджоге дуги может стать плохо очищенный металл, который нужно сваривать. Однако если Вы его очистите или просто будете использовать другие сварочные электроды, которыми можно производить сваривание по загрязненному металлу, то Вы можете не волноваться, что дуга будет плохо зажигаться и сваривание доставит Вам немало хлопот.
Итак, правильно подобрав сварочный ток, прокалив электроды и очистив кромки свариваемого металла, Вы сможете производить сваривание без проблем с поджогом дуги. Сварочные электроды озл-20 Отличия электродов(токов) Электроды переменного тока Плохо зажигается дуга электрода
Причины залипания электрода
С залипанием электрода при сварке сталкиваются не только начинающие электросварщики. Нередко можно увидеть, как и матерый сварной брызжет слюной, и кроет красным словцом — то инвертор, а то плохие электроды. В данном случае он хоть понимает, кто виновник проблемы и как её устранить.

Что же касается новичков, то у них залипание электродов при сварке может и вовсе, вызвать негативное отношение к работе и отторжение к сварочному процессу. Существуют достаточно распространённые причины прилипания электрода, и ниже мы их рассмотрим.





Сырые электроды
Обмазка большинства электродов весьма чувствительна к влаге. После долгого хранения или при использовании в неподходящих условиях она может отсыреть. В результате электрод будет плохо разжигаться, увеличится разбрызгивание металла.
Всё это приведёт к тому, что электрод станет прилипать. Опытные сварщики на слух могут, определить, сырые электроды или нет. Электроды с отсыревшей обмазкой сильно трещат при сгорании и имеют затруднённый розжиг.

Решить проблему поможет прокалка электродов. Также можно попробовать просушить электроды в печи или на батарее отопления. В любом случае учиться варить нужно только сухими электродами, а иначе можно надолго разочароваться в сварке.
Неправильные настройки инвертора
Здесь нужно оговориться и сказать, что проблема может происходить не только по вине самого сварщика. Да, порой в период обучения очень трудно правильно подобрать значения сварочного тока. Для каждого конкретного случая сварки нужен свой ток.
Однако случаются ситуации, когда ток на инверторе выставлен правильно, а электрод все равно прилипает к металлу. Тогда виной всему оказывается инвертор, который не выдаёт положенные значения тока.

Часто причинами этому являются дешевые и некачественные аппараты для сварки, а также плохое напряжение в сети. Если оно будет ниже 200 Вольт, то инвертор никогда не сможет выдать выставленное значение тока, хотя и может нормально работать.
Все это важно учитывать начинающему сварщику
Ржавый металл и неправильный розжиг дуги
Само собой разумеется, что металл должен быть очищен от толстого слоя ржавчины. Именно ржавчина, грязь и старая краска затрудняют контакт металла с электродом, в результате чего он будет всё время прилипать.

Кроме того, данная проблема возникает и по причине неправильного поджога сварочной дуги. Постукивая электродом о поверхность металла, сварщик слишком долго задерживает электрод у поверхности, что приводит к замыканию, быстрому расплавлению металла и прилипанию электрода, если его вовремя не убрать.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка
Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400оС.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.
Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.

Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения. Не следует также наклонять держатель под слишком острым углом
При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата
И, наконец, важно применять правильные приемы розжига дуги
Причины залипания электрода во время сварки
Даже у высококвалифицированного электросварщика может возникнуть ситуация с залипанием электрода при сварке
Опытный сварщик сможет легко решить эту проблему, а для начинающих важно знать причины залипания и уметь их устранять
Основные причины залипания
В первую очередь следует обратить внимание на сварочный инвертор. Если он малой мощности, то не сможет выдать достаточную силу тока для сваривания толстых деталей. Есть немало и других причин, почему прилипает электрод во время сварки, к ним относятся:
Есть немало и других причин, почему прилипает электрод во время сварки, к ним относятся:
сырые электроды; оббитая обмазка или ее низкое качество; материал сердечника не подходит для свариваемого металла; большие перепады напряжения в сети, могут привести к низкому сварочному току или к его резким скачкам; сварщик с низкой квалификацией, из-за боязни прожечь дырку выставляет очень малую силу тока на сварочном аппарате; сбой настроек аппарата или инвертора; при подключении перепутаны фазы, сварка ведется током обратной полярности
Это правило не распространяется при сварке алюминия и его сплавов; возможно, нарушена целостность сварочного кабеля; обратите внимание на нагрев сварочного держака, при очень высокой температуре, необходимо провести его подключение к кабелю; плохое качество подготовительных работ, детали не очищены от смазки или ржавчины; возможна причина в низкой квалификации сварщика и не умении поддерживать нормальный уровень горения электрода; возможно причина в сильном загрязнении электрода.. Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих. Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих
Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих.
Влияние питающей сети
Если в сети величина напряжения очень низкая – это одна из причин, почему липнет электрод у сварщика, не зависимо от уровня его мастерства.
Возможно, причина кроется в малом сечении подводящего провода. Необходимо устранить недостатки электропроводки или подключиться к более надежной сети. Помогут решить проблему стабилизаторы напряжения достаточной мощности.





Если вам приходится подключаться к сети через удлинитель, убедитесь, что сечение проводов не менее 2,5 мм2. При необходимости можно применить и более тонкие провода. Но в этом случае придется взять более тонкие электроды и сделать меньше сварочный ток.
Покупая сварочное оборудование, не надо экономить средства. Лучший вариант сварочного аппарата – это аппарат с дополнительной функцией «антизалипания электрода». Такой конвектор позволит избежать большинства причин залипания, но не сможет полностью исключить его.