
Плазменная резка — ниже качество, больше свободы по толщине
- Большая свобода по толщине металла для резки — главное преимущество плазмы по сравнению с лазером. Плазменную резку уместно использовать для: стали толщиной до 150 миллиметров;
- чугуна толщиной до 90 миллиметров;
- алюминия толщиной до 120 миллиметров;
- меди толщиной до 80 миллиметров.
Высокая скорость работы — как уже было сказано, это общий плюс для обоих видов.
Конусные отверстия. Это обязательно нужно учитывать при выборе плазменной резки. И если такая неаккуратность отверстий недопустима для конкретного заказа — лучше разрезать его лазером. Стенки отверстия при плазменной резке отклоняются от вертикали на 3–10 градусов. У лазера, напомню — 0,5 градуса. В отличие от лазера, плазма делает нижнее отверстие более узким, чем верхнее. Если толщина металла около 20 миллиметров, то разница между верхним и нижним диаметрами реза может превышать 1 миллиметр.
Меньшая точность, более широкие минимальные прорези относительно толщины металла, увеличенные тепловые деформации — противоположность всего того, в чем лазер хорош.
Часто формируется окалина. Стоит сказать, что окалина от плазменной резки снимается с металла достаточно легко — однако ее все‑таки придется снимать, а это расход человеко‑часов и соответствующее увеличение себестоимости производства.
Стоимость плазменной резки быстро увеличивается с увеличением количества отверстий на одну деталь. Это связано с тем, что расходные элементы плазменных установок служат определенное количество циклов «включение‑выключение». Наличие в развертке окон увеличивает износ расходников — и это приходится учитывать в себестоимости резки. Расходники лазерных станков меньше зависят от циклов «включение‑выключение» — соответственно, прорезание в развертке окон меньше влияет на стоимость часа работы.

Лазерная обработка металла от ржавчины
Это еще распространенная сфера применения. Она основана на том, что световое излучение в первую очередь воздействует на окисленные элементы, то есть на коррозию, а только после этого, более продолжительное действие, станет разрушительным. Таким способом убирают не только очаги ржавления, но и другие загрязнения.
Технология очистки
Поверхность поглощает излучение, происходит один из процессов:
- Образовавшаяся окись подвергается тепловому лучу, отшелушивается. Затем потребуется шлифовка.
- Нагрев приводит к расплавлению коррозии.
- Загрязненные элементы испаряются с поверхности.
Исход процедуры зависит от материала. Сперва следует определить химический состав ржавчины и ее температуру плавления. Обычно она выше, чем у стали, и составляет около 1580 – 1650 градусов.
Устройство для удаления ржавых дефектов
Аппарат должен иметь мощность не менее 10 в 6 степени Вт/см2. Необходимый диаметр потока фотонов – от 100 мм. Нельзя применять такой же прибор, как и для резки. Здесь нужно дорогостоящее оборудование, цена на одну единицу – около 10 тысяч рублей. Это небольшой станок, отличающийся своей мобильностью.
Станки, как плазморежущее оборудование
Оборудование, применяемое для плазменного реза металлических заготовок бывает 2 типов: инверторные и трансформаторные. Инверторные приборы будут эффективны в тех ситуациях, если нужна максимальная производительность, а металл по толщине не превышает 3 сантиметров. У трансформаторных приборов обладают более низким коэффициентом полезного действия, но их применение рационально для реза толстостенного металла. Трансформаторный тип плазморезов не боится скачков напряжения. Он надежен и может выполнять как ручные работы, так и механизированные.
Кроме разделения на типы, приборы для реки плазмой бывают:
- Ручная воздушно плазменная резка. Приборы данного вида обладают компактностью, универсальностью и высоким энергопотреблением. Это коробка, которая укомплектована горелкой и шлангом;
- Портальный прибор. Производится в виде станка, имеющего просторную поверхность для проведения работ при реке плазмой. Для установки портального плазморезательного оборудования потребуется много свободной площади, а для его функционирования придется приобрести сильный источник электрической энергии;
- Переносные приборы представляют собой реечную раму, на которые будет укладываться, как в отсек, подготовленный металлопрокат.

Преимущества плазменной и лазерной резки
-
Резка лазерная. При лазерной обработке рез получается более точным, чем при применении плазмы. Благодаря правильной настройке он не будет прыгать по всей поверхности металлического листа. Но при резке с помощью плазмы постоянно происходят колебания, очертания углов и вырезов получаются не совсем четкие. Особенно это критично для деталей небольших размеров или со сложной формой вырезов. Поэтому для деталей с высокими требованиями качества и точного соответствия проекту принципиально использовать лазер, так как он может четко разрезать металл там, куда его направили, без значительных колебательных движений.
В отличие от плазменной резки, при лазерном раскрое можно получить более узкие прорези. Для изготовления более четких отверстий при использовании плазмы их диаметр должен превышать толщину листового материала в полтора раза, но при этом быть не меньше 4 мм. Применение лазеров позволяет выполнять отверстия с диаметрами, равными толщине металла, – от 1 мм. Это значительно повышает потенциал для проектирования изделий и корпусов, в развертках которых применяется такой способ реза.
Для лазерной резки свойственны незначительные тепловые деформации. Но если написать программу для обработки без учета элементарных характеристик и свойств применяемого металла, то, теоретически, перегреть деталь можно даже таким методом. К примеру, с помощью лазера нельзя производить очень частые и мелкие отверстия для вентиляций – это может привести к перегреву металла. При таком способе раскроя отверстия в вентиляционных решетках необходимо делать более крупными и менее частыми. В других случаях деформации от лазера не столь существенны.
При плазменной резке нагреваемая зона намного шире, деформации проявляются более значительно. В отличие от плазменной резки металлов, такие показатели лазерного способа дают более качественные результаты.
При лазерном варианте реза на тонколистовом металле не остаются окалины. Значит, после резки развертки отправляются сразу на гибку, минуя операцию по зачистке. Это позволяет сэкономить рабочее время на производство деталей, а, в итоге, и деньги заказчика.
Отверстия, выполненные с помощью лазера, имеют большую перпендикулярность кромок. К серьезной проблеме плазменных станков относится конусность отверстий. Лазерное оборудование при обработке металла толщиной до 4 мм оставляет перпендикулярные стенки, а при значениях выше 4 мм – незначительный скос (приблизительно 0,5°), причем нижний край отверстия получается немного больший по диаметру, чем верхний. Наряду с этим, искажение их формы не происходит: и нижние, и верхние отверстия получаются идеально круглыми. А при плазме с увеличением толщины материала отверстия начинают проявлять эллипсность.
И тот, и другой виды установок резки обладают высокой скоростью обработки. Здесь хороши оба метода. Скоростные параметры снижаются только с увеличением толщины детали.
Но для металлов со средней или высокой толщиной применение лазера становится малоэффективным. Это является главным недостатком лазерной резки, в отличие от плазменной технологии. При толщине от 20 до 40 мм лазерный луч применяют значительно реже, а при значениях от 40 мм и выше – и вовсе не используют.
- Резка плазменная. Больший диапазон выбора толщины металла для резания – основное достоинство плазменной резки, в отличие от лазерной. Использование плазмы рационально применять для:
- чугуна толщиной до 90 мм;
- меди с максимальной толщиной 80 мм;
- стали толщиной не более 150 мм;
- алюминия толщиной менее 120 мм.
Как уже было отмечено, высокая скорость реза является общим положительным фактором и плазменного, и лазерного способов резания металлов.

Выбирая способ плазменной резки, необходимо помнить о конусности отверстий. И если для конкретного заказа такая погрешность является недопустимым фактором, то лучше выбрать лазерную обработку. Отклонение от вертикали стенок отверстий при плазменном резании могут быть от 3 до 10 градусов. У лазерного способа, как было упомянуто выше, – этот параметр составляет не более 0,5 градуса. При использовании плазмы диаметр нижнего отверстия меньше верхнего. При толщине металла в 20 мм разница между нижним и верхним диаметром реза может быть больше 1 мм.
Повышенная точность, минимальные прорези относительно толщины металла, незначительные тепловые деформации – все это является плюсами применения лазерного реза.
При использовании плазмы нередко остается окалина. Безусловно, зачистить ее после плазменной резки не составит особого труда, однако на это придется потратить определенное время и усилия, а это является расходом человеко-часов и, соответственно, приводит к увеличению себестоимости продукции.
Простота эксплуатации лазерного резака
Лазер выгоднее плазмы также по причине простоты эксплуатации режущего оборудования. Трудности использования плазменного станка обусловлены сложностью его конструкции. Резак на основе ионизированной газовой среды включает следующие элементы:
- плазменные форсунки;
- система охлаждения (воздушная или водяная);
- устройство подачи газа;
- возбудитель электродугового разряда.
Форсунки, формирующие плазменный пучок, подвергаются воздействию высокой температуры, составляющей примерно 5000 °C, и периодически нуждаются в замене. Кроме того, регулярного обслуживания требуют и другие составные части.
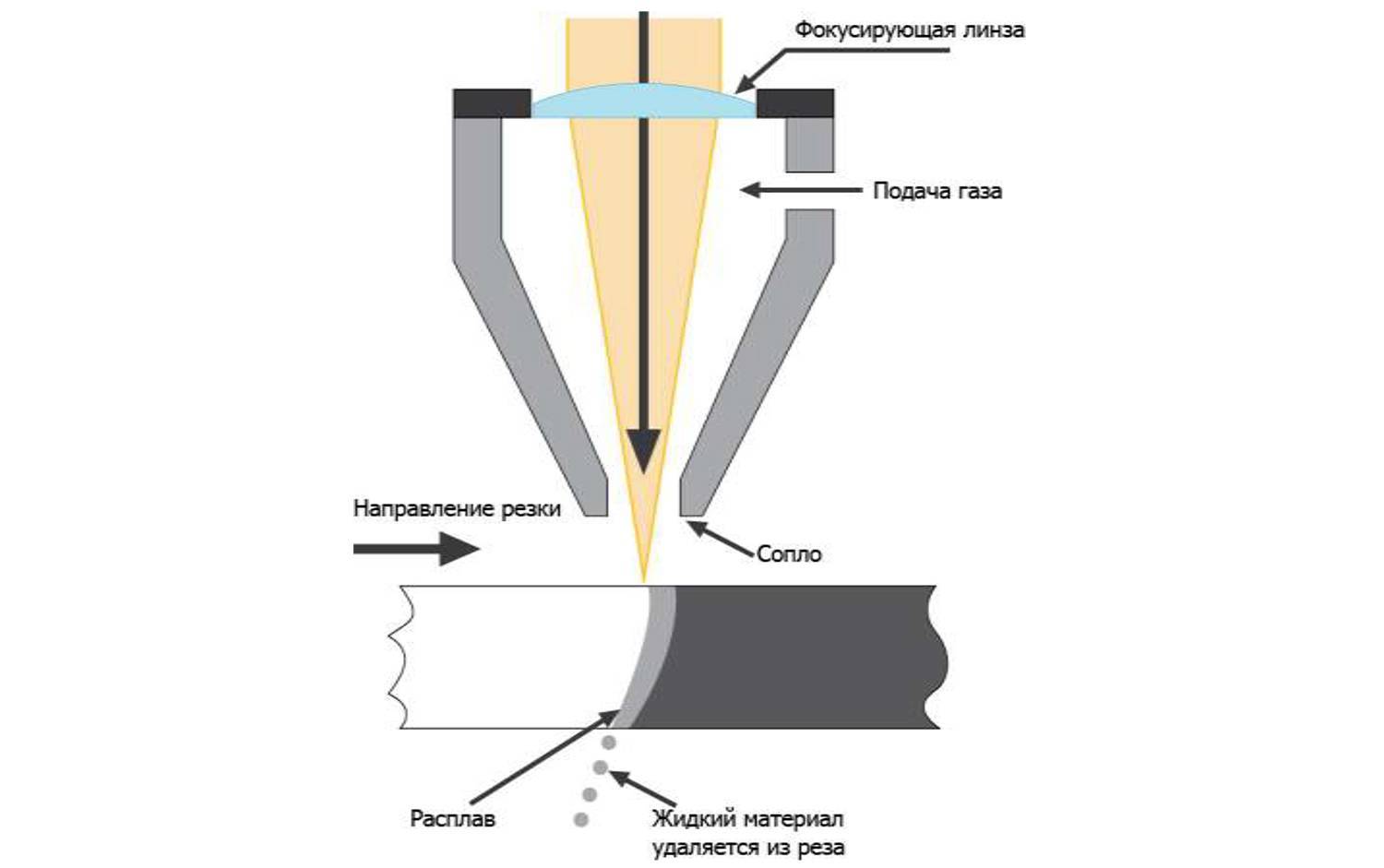
Лазерный станок устроен гораздо проще, что облегчает его эксплуатацию. В его составе отсутствуют форсунки и охладители. Световой луч формируется с помощью оптики, на которую фотоны не оказывают температурного воздействия, поэтому формирователь фотонного потока не нужно охлаждать. Для резки металла лазером не требуется возбуждения электрической дуги.



Лазерная и плазменная резка металла: отличия и сходства
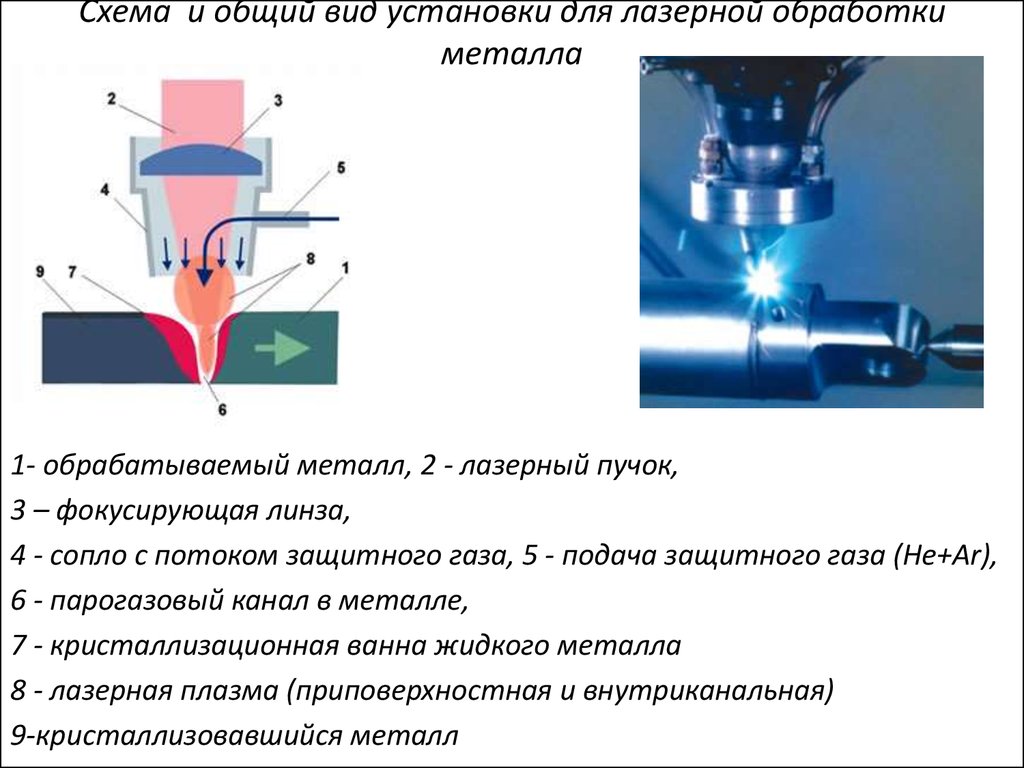
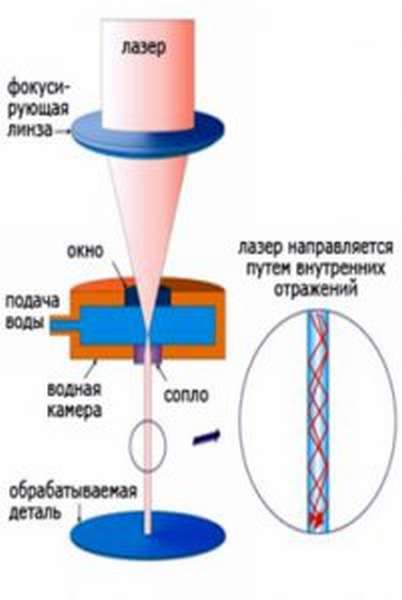
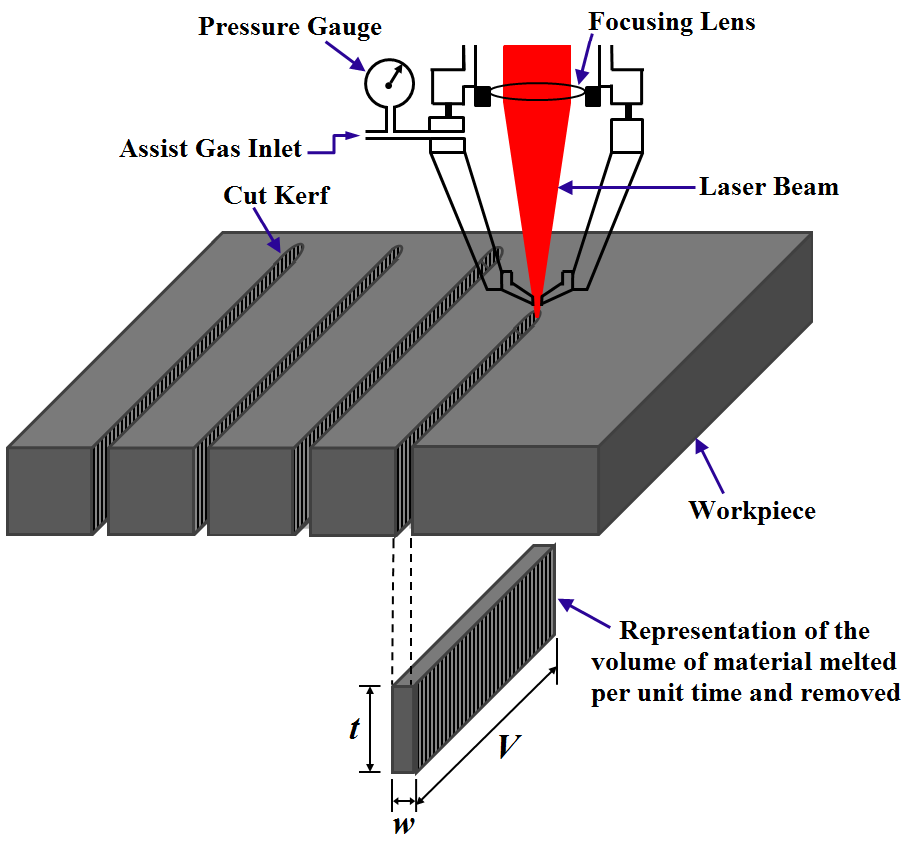
В устройство лазерной установки входят три основные части:
- рабочая (активная) среда – источник излучения лазера;
- оптический резонатор – зеркало, усиливающее излучение установки;
- источник энергии – система накачки, создающая условия для возникновения электромагнитного излучения.
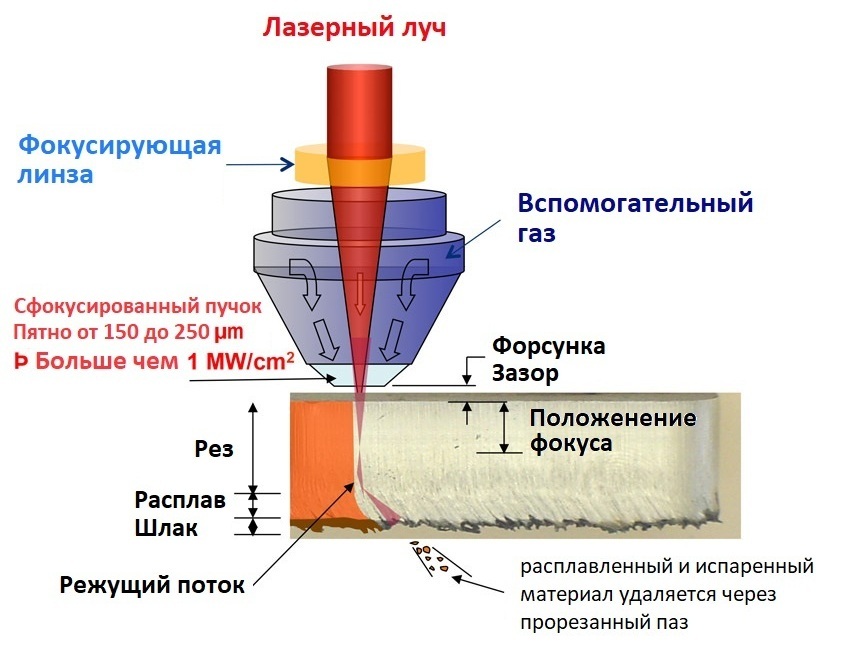
Разогрев металла осуществляется на малой площади поверхности. Процесс реза осуществляется либо при температурах плавления, либо при испарении металла. К применению второго варианта прибегают исключительно для резки тонких материалов, так как он является энергетически затратным.

Для облегчения работы в зону реза подается один из следующих газов: гелий, аргон, азот, воздух или кислород. Они выполняют функции поддержки процесса горения металла, сдувания его с зоны плавления, остужения прилегающих поверхностей, повышения глубины и скорости и резки.
По способу использования рабочей среды лазерные установки относятся к одному из таких трех видов, как:
- Твердотельный. Рабочее тело представляет собой цилиндрический стержень, в состав которого входят неодимовое стекло, гранат алюмо-иттриевый или рубин, легированные иттербием или неодимом. В качестве источника энергии используют газоразрядную лампу-вспышку или полупроводниковый лазер.
- Газовый. В качестве рабочего тела используется углекислый газ, иногда смешанный с азотом и гелием. По конструкционной разновидности такие лазерные устройства подразделяются на щелевые установки и те, что имеют продольную или поперечную прокачку. Для возбуждения газовой среды подаются электрические разряды.
- Газодинамический. Рабочим телом служит углекислый газ, разогретый до 1 000–3 000 °К (+726…+2 726 °С), возбуждение которого осуществляется при помощи вспомогательного лазера малой мощности.
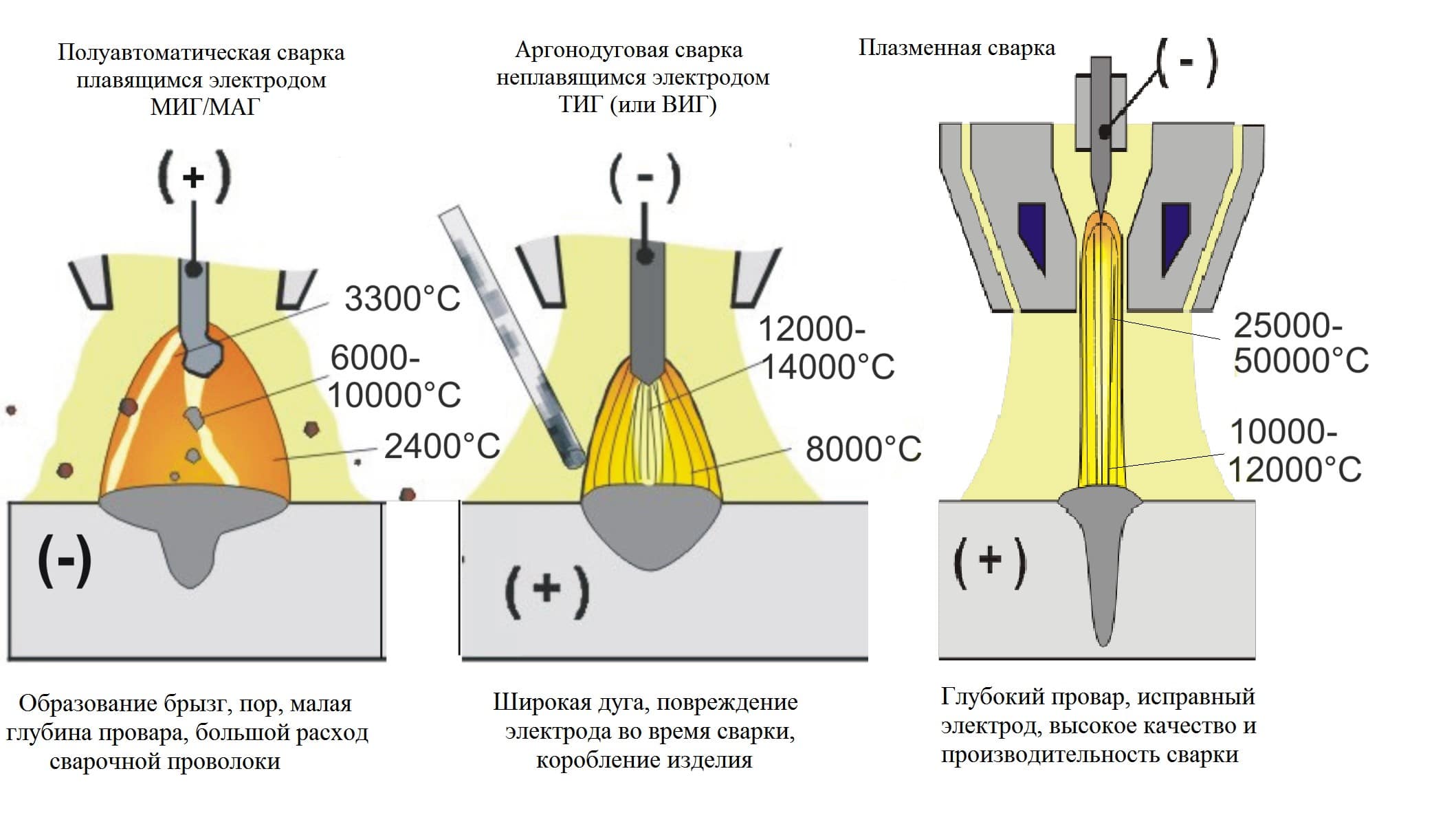
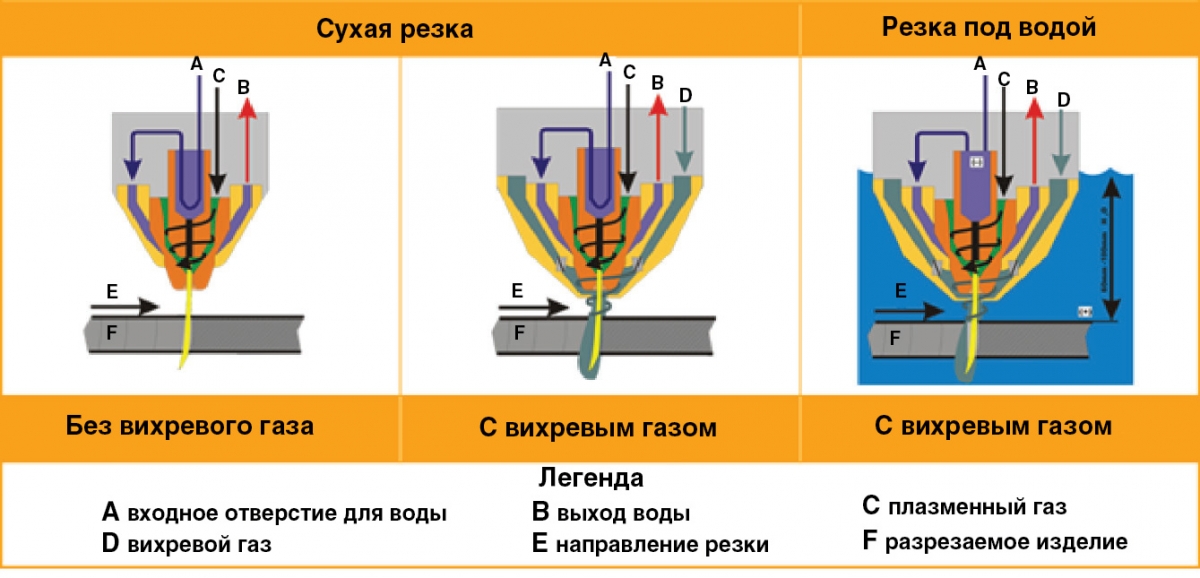
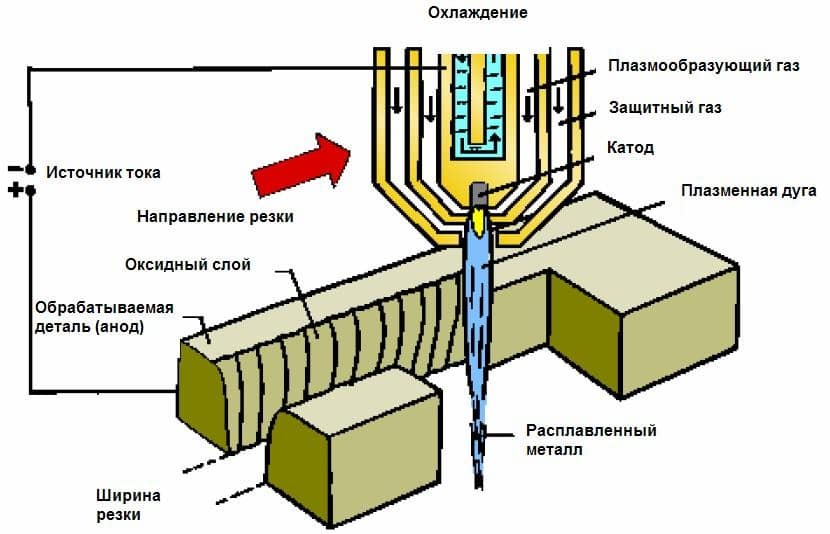
Особенности плазменной резки.
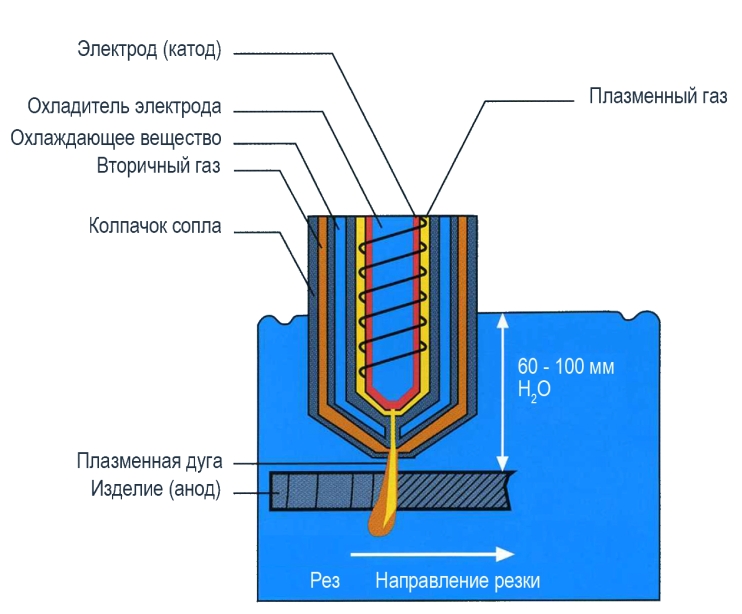
При плазменных резах используются следующие плазмообразующие газы: смесь водорода с аргоном, сжатый воздух, кислород или азот. Внутри плазмотрона, к которому обязательно подается охлаждение, газ разогревается до температуры +5 000…+30 000 °С и принимает состояние плазмы: смеси свободных электронов, ионов и нейтральных атомов. В итоге у газа появляется способность проводить электрический ток. За счет нагрева его объем расширяется в 50–100 раз, и он со значительной скоростью вытекает из плазмотрона. Плазма, воздействуя на металл, начинает его плавление.
В процессе плазменного реза между соплом резака и электродом появляется электрическая дуга, которая образуется при поднесении на близкое расстояние резака к металлу. Это осуществимо благодаря использованию источника питания постоянного тока.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
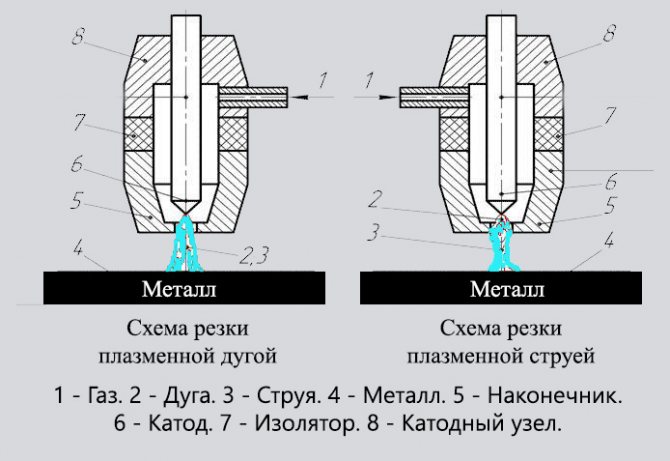
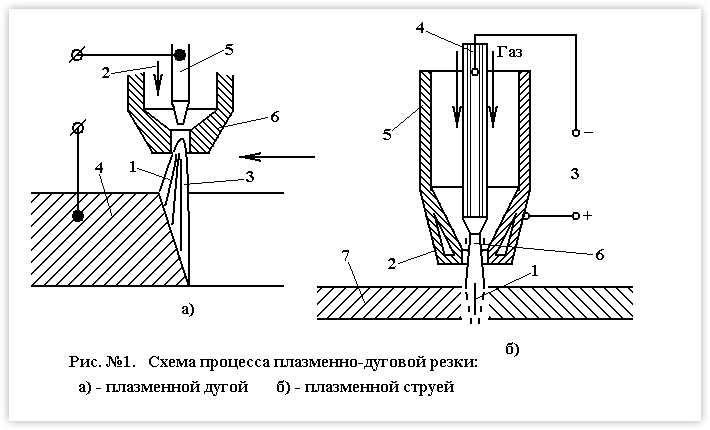
Существуют аппараты косвенного или прямого действия. В первом случае (плазменно-струйная резка) дуга образуется внутри резака. Такой способ обработки применяется для резания материалов, не проводящих электрический ток. Во втором (при плазменно-дуговой резке) – она возникает между разрезаемым материалом и катодом плазматрона.
Что точнее: лазерная или плазменная резка
Точность лазерной резки, по мнению специалистов, выше, чем плазменной, так как кромки, получаемые в результате первой, имеют большую степень соответствия по перпендикулярности, а прорези – более узкие из соответствующего диапазона толщин. Излучение лазера фокусируется и нагревает узкую часть обрабатываемой заготовки. Это позволяет значительно меньше деформировать заготовку и делать рез с большей точностью. В результате выходят аккуратные, качественные резы, достаточно узкие, в которых зона термического воздействия не очень большая.
Достоинствами лазерной резки, помимо вышеперечисленных, является точность изготавливаемых деталей. Это особенно заметно при осмотре небольших изделий сложной формы, вырезов, четко очерченных углов. А одним из главных преимуществ считается ее высокая производительность. Данный вид резки особенно хорошо зарекомендовал себя в работе со сталью, толщина которой меньше 6 мм. При этом сохраняются точность и качество, а также достаточно большая скорость резки.
Еще одной сильной стороной лазерной резки является отсутствие окалины на тонких листах металла. Это ускоряет процесс производства, позволяя сразу передавать материал на следующую операцию. Листы, толщина которых менее 4 мм, после обработки имеют прямолинейные и гладкие кромки. Если же обрабатывается более толстый лист, то кромка может иметь небольшое отклонение со скосом около 0,5°.
Отверстия, получаемые при лазерной резке, имеют диаметр, немного увеличивающийся книзу, но являются качественными, точными и круглыми. С увеличением толщины обрабатываемого металла подобный вид резки используется не так часто. При толщине, равной 2–4 см, она применяется уже значительно реже плазменной резки. А при толщине более 4 см и вовсе не применяется.
Диапазон толщины металла, при работе с которым эффективна плазменная резка, значительно больше, чем для той, когда применяется лазерная. Но сохраняется достаточно хорошая точность и качество реза. Экономически плазменная резка более выгодна для обработки алюминия и его сплавов, имеющих толщину менее 12 см, чугуна толщиной меньше 9 см, меди – менее 8 см, углеродистых и легированных сталей – до 15 см.
Плазменная резка редко применяется для толщины ≤ 0,8 мм. Характерной особенностью данного вида обработки металла является небольшая конусность поверхности разреза, находящаяся в диапазоне 3–10°. При большой толщине металла конусность делает диаметр нижней кромки отверстия меньшим, чем верхний. При толщине 2 см эта разница (между входом и выходом) может достигать 1 мм. Плазменная резка ограничена минимальным размером отверстия. Хорошее качество и точность данного вида резки возможны при диаметре, большем или равном толщине обрабатываемого металла.
Плазменная резка дает кратковременное термическое воздействие на кромку металла (обжиг). Из-за этого снижается качество изделий. Нередко после обработки на деталях присутствует окалина, которую можно легко убрать.
Поведем итоги о том, что же лучше – плазменная или лазерная резка? При сравнении описанных выше способов можно сделать вывод, что при малой толщине обрабатываемого металла результаты резки примерно одинаковы. Для металлов с толщиной более 6 мм эффективнее применять плазменную резку. Скорость выполнения операций в этом случае выше, а уровень затрат энергии ниже, по сравнению с лазерной резкой.
Однако при малой толщине лазерная резка имеет преимущества, выражающиеся в более высокой точности и качестве изделий, по сравнению с плазменной. Также резка с использованием лазера имеет большую эффективность при изготовлении деталей сложной формы, когда важны точность и максимальная приближенность к проекту.
Лазерная резка имеет большую универсальность, в отличие от плазменной. Помимо непосредственно резки, лазер используется для разметки, маркировки, упрочнения и пр. Кроме того, расход материалов, используемых при такой резке, значительно меньше, поскольку срок их службы выше, чем при плазменной.
Из чего состоит оборудование для работы газодинамического станка
Это наиболее дорогой прибор, зато он может производить раскрой наиболее плотных материалов большой толщины. Газовый обдув как раз необходим для выдувания остатков веществ со шва. Применение такой лазерной резки металла осуществляется только на больших производствах.
Здесь газ перед подачей сперва нагревается до двух-трех тысяч градусов. Затем он разгоняется и на высокой скорости продувается через прочное и узкое сопло, чтобы поток сузился и при этом уплотнился. Только после этого температура нормализуется, а само вещество используется для разрезания металлических листов. Посмотрим на общую схему:


Лазерная или плазменная резка металла?
Итак, лазерная или плазменная резка металла: что лучше? Сравнивая два описанных выше способа, можно прийти к выводу, что результаты лазерной и плазменной резки примерно одинаковы при обработке металлов малой толщины. Если говорить об обработке металлов, толщина которых превышает 6 мм, то здесь лидирующие позиции занимает плазменная технология, которая превосходит лазерную и по скорости выполнения операций, и по уровню энергетических затрат. Но следует учитывать, что качество деталей, полученных при лазерной резки на малых толщинах, значительно выше, чем при использовании плазмы, и целесообразным является использование этой технологии при получения изделий сложной формы, для которых особое значение играет высокая точность и максимальное соответствие проекту. Следует отметить, что лазерное излучение, в отличие от плазмы, является широкоуниверсальным инструментом (кроме резки оно применяется также для маркировки, упрочнения, разметки и т.п.). Также сроки службы расходных материалов при лазерной резке несравнимо более длительные, чем при плазменной.
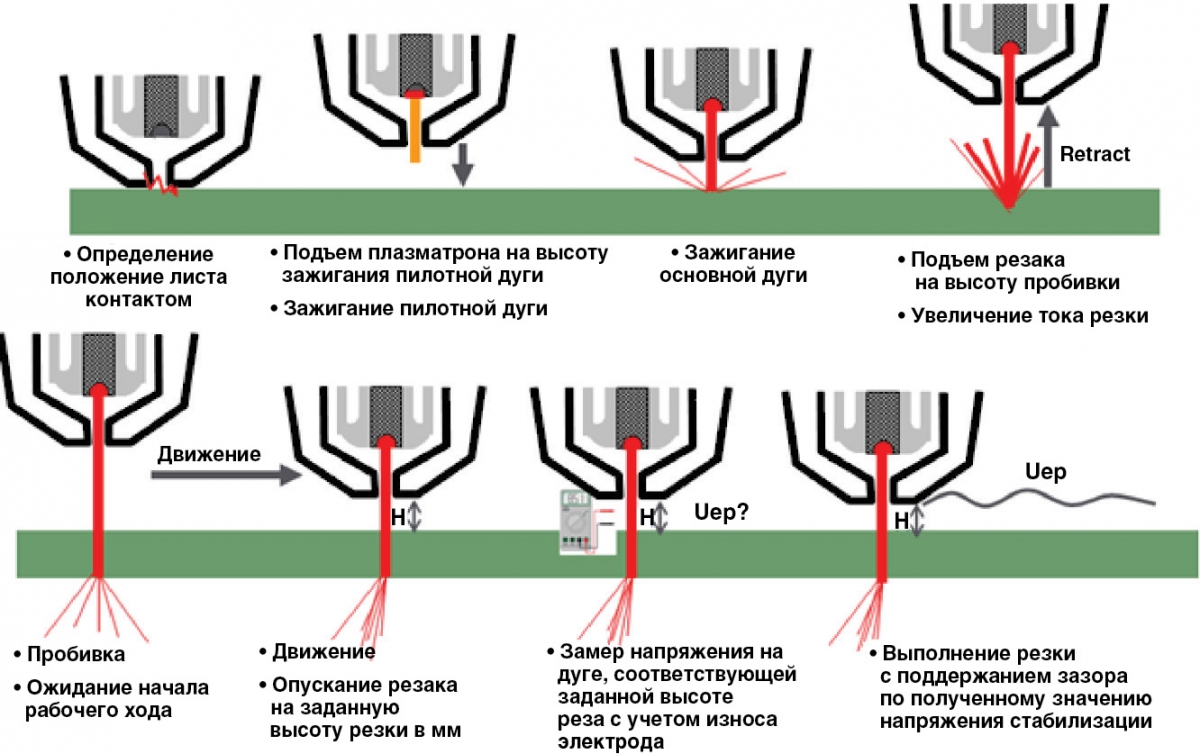
Режимы плазменной резки: как правильно настроить
Режимы плазменной резки настраиваются в зависимости от толщины и свойств обрабатываемого металла. От правильной настройки зависит не только качество реза, но также расход газа, сохранность металлообрабатывающего оборудования. Ошибки при выборе режима плазменной резки могут привести к образованию двойной дуги, разрушающей сопло. Рез может быть неравномерным, расширяясь к низу, или выполняться неточно. Есть определенные правила выбора режимов резки, которые помогут избежать типичных ошибок при выполнении данного вида работ.
Режимы плазменной резки
Вопросы, рассмотренные в материале:
Почему так важно настраивать режимы плазменной резки
Как правильно выбрать режим плазменной резки металла
На что влияет ток при настройке режима плазменной резки
Что еще нужно учесть при настройке режима плазменной резки
Типичные ошибки оператора при выборе режима плазменной резки
Режимы плазменной резки настраиваются в зависимости от толщины и свойств обрабатываемого металла. От правильной настройки зависит не только качество реза, но также расход газа, сохранность металлообрабатывающего оборудования.
Ошибки при выборе режима плазменной резки могут привести к образованию двойной дуги, разрушающей сопло. Рез может быть неравномерным, расширяясь к низу, или выполняться неточно. Есть определенные правила выбора режимов резки, которые помогут избежать типичных ошибок при выполнении данного вида работ.
Сравнение лазерной и плазменной резки
Можно выделить основные различия между лазерной и плазменной резкой.
- Толщина металла. Это основной параметр, который отличает два способа раскроя. Лазерная резка не имеет конкурентов при работе с металлами толщиной до 6 мм. При большей толщине замедляется скорость работы, и лазерную резку редко используют для раскроя металлов толщиной более 20 мм. Плазменная резка эффективна при толщине материала 20–40 мм. Может использоваться для раскроя меди толщиной до 80 мм, чугуна – до 90 мм, алюминия и его сплавов – до 120 мм, легированных и углеродистых сталей – до 150 мм.
- Конусность реза. При лазерной резке металла толщиной более 6 мм появляется конусность кромок порядка 0,5°. По этой причине нижняя часть получаемых отверстий имеет увеличенный диаметр. Для плазменной резки этот параметр больше – 3–10°. При выполнении отверстий этим способом их выходной диаметр меньше входного.
- Температурное воздействие. Лазерная резка характеризуется малой зоной температурного воздействия. Плазменная резка воздействует на металлы высокой температурой, и листы толщиной до 0,5 мм могут покоробиться.
- Качество резки. По этому параметру лидер – лазерная резка. Для нее характерны стабильный и точный рез, а также отличное качество кромок. При использовании плазменной резки образуется окалина и нужна доработка кромок.
Сравнительные характеристики обоих способов раскроя металлов приведены в таблице ниже:
| Параметр | Лазерная резка | Плазменная резка |
| Ширина реза | Стабильна в пределах от 0,2 до 0,375 мм | Меняется из-за нестабильности дуги в пределах от 0,8 до 1,5 мм |
| Точность реза | Высокая ± 0,05 мм | Меняется в зависимости от износа оборудования в пределах от ± 0,1 до ± 0,5 мм |
| Конусность реза | Не более 1° при толщине металла более 6 мм | От 3° до 10° |
| Перпендикулярность реза | Обеспечивается | Рез сужается в нижней части, поэтому кромка плавно закругляется |
| Качество кромок | Высокое | Нужно удалять окалину |
| Температурное воздействие | Невысокое на ограниченном участке | Высокое. Тонкие металлы могут покоробиться |
| Производительность | Высокая для металлов не толще 6 мм. Снижается при увеличении толщины листа | Высокая при толщине металла до 40 мм. Снижается при увеличении толщины листа |
Как изготовить более мощный аппарат
Домашних мастеров часто интересуют и более мощные лазерные станки, которые можно изготовить своими руками. Сделать лазер для резки фанеры своими руками и даже лазерный резак по металлу вполне возможно, но для этого необходимо обзавестись соответствующими комплектующими. При этом лучше сразу изготовить свой лазерный станок, который будет отличаться достойной функциональностью и работать в автоматическом режиме, управляясь внешним компьютером.
В зависимости от того, интересует вас лазерная резка металла своими руками или вам необходим аппарат для работ по дереву и другим материалам, следует правильно подбирать основной элемент такого оборудования – лазерный излучатель, мощность которого может быть различной. Естественно, лазерная резка фанеры своими руками выполняется устройством меньшей мощности, а лазер для резки металла должен оснащаться излучателем, мощность которого составляет не менее 60 Вт.
Для серьезного станка лучше потратиться приобрести лазерный диод нужной мощности
Чтобы изготовить полноценный лазерный станок, в том числе и для резки металла своими руками, потребуются следующие расходные материалы и комплектующие:
- контроллер, который будет отвечать за связь между внешним компьютером и электронными компонентами самого устройства, тем самым обеспечивая управление его работой;
- электронная плата, оснащенная информационным дисплеем;
- лазер (его мощность выбирается в зависимости от материалов, для обработки которых будет использоваться изготавливаемый резак);
- шаговые двигатели, которые будут отвечать за перемещение рабочего стола устройства в двух направлениях (в качестве таких двигателей можно применять шаговые электромоторы от неиспользуемых принтеров или DVD-плееров);
- охлаждающее устройство для излучателя;
- регулятор DC-DC, который будет контролировать величину напряжения, подаваемого на электронную плату излучателя;
- транзисторы и электронные платы для управления шаговыми электродвигателями резака;
- концевые выключатели;
- шкивы для установки зубчатых ремней и сами ремни;
- корпус, размер которого позволяет разместить в нем все элементы собираемой конструкции;
- шарикоподшипники различного диаметра;
- болты, гайки, винты, стяжки и хомуты;
- деревянные доски, из которых будет изготовлена рабочая рама резака;
- металлические стержни диаметром 10 мм, которые будут использоваться в качестве направляющих элементов;
- компьютер и USB-кабель, при помощи которого он будет соединяться с контроллером резака;
- набор слесарных инструментов.
Компоненты электронной начинки можно подобрать по отдельности или приобрести набор из комплектующих для станка ЧПУ
Наличие компьютера и контроллера в конструкции такого устройства позволяет использовать его не только в качестве лазерного резака, но и как гравировальный аппарат. С помощью данного оборудования, работа которого управляется специальной компьютерной программой, можно с высокой точностью и детализацией наносить сложнейшие узоры и надписи на поверхность обрабатываемого изделия. Соответствующую программу можно найти в свободном доступе в интернете.
По своей конструкции лазерный станок, который можно изготовить своими руками, представляет собой устройство челночного типа. Его подвижные и направляющие элементы отвечают за перемещение рабочей головки по осям X и Y. За ось Z принимается глубина, на которую выполняется резка обрабатываемого материала. За перемещение рабочей головки лазерного резака представленной конструкции, как уже говорилось выше, отвечают шаговые электродвигатели, которые фиксируются на неподвижных частях рамы устройства и соединяются с подвижными элементами при помощи зубчатых ремней.
Подвижная каретка самодельного резка
Очень важным этапом изготовления лазерного станка своими руками является его настройка после окончательной сборки. Настройке и регулировке подвергаются как элементы кинематической схемы резака, так и его лазерная головка. Если с первыми проблем обычно не возникает, то юстировка лазерной головки представляет собой достаточно сложный процесс, правила выполнения которого следует хорошо изучить.
Многие мастера изготавливают из неиспользуемого оборудования что-то новое, в том числе самодельные лазерные станки для резки металла. Хотя большой мощности достичь невозможно, для бытового использования функционала достаточно. Повысить его позволяется использование некоторых подручных средств.
Что лучше — резка металла лазером или плазмой
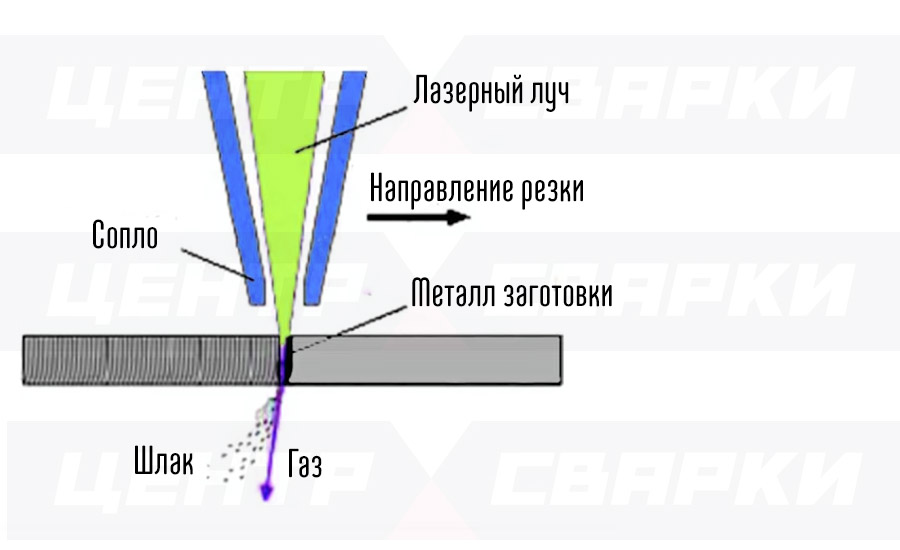
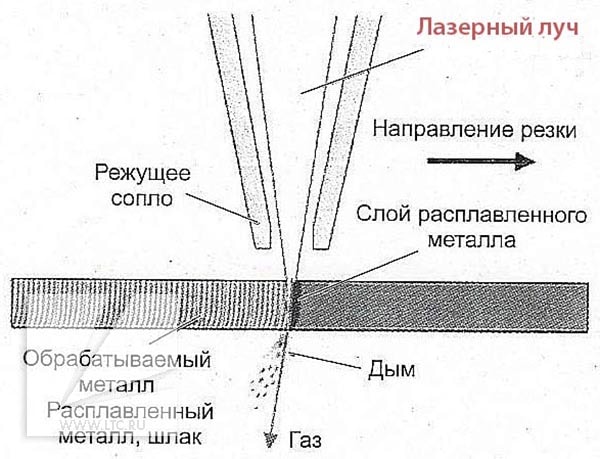
Плазменная резка отличается от лазерной тем, что проплавление металла производится при помощи плазменной дуги, в то время как плазменная струя удаляет расплав. Резку плазмой применяют для обработки тонколистового металла, однако экономически целесообразно использовать для толстых поверхностей: меди (до 80 мм), чугуна (до 90 мм), алюминия (до 120 мм), сталей (до 150 мм). Хорошее качество отверстий гарантировано в случае, если их диаметр будет не меньше диаметра поверхности, разрезаемого плазмой. Нижние кромки отверстий, как правило, меньше верхних. Поверхность реза конусная и составляет от 3 до 10 градусов.





Эксплуатация лазера имеет наибольшую эффективность при нарезке стали толщиной до 6 мм. Сфокусированное лазерное излучение производит качественные узкие резы, диаметр произведенных отверстий в нижней части имеют несколько больший размер, чем в верхней. Отклонение кромки реза от заданных параметров – около 0,5 градуса.
Выбирая между плазмой и лазером, стоит ориентироваться прежде всего на тип и толщину материала, подлежащего обработке. Кроме этого, стоит учесть, что лазерное оборудование имеет большую цену, однако при необходимости вырезания большого количества отверстий в детали часовая стоимость использования плазменного станка выше.
О плазменной резке: струя плазмы вместо резака
Разрезать или прорезать металл можно несколькими способами. Самый доступный — механический. Его виды:
- ручной — используются пила, стамеска или долото из твердого материала, с задачей они вполне могут справиться;
- гидроабразивный — удается получить более точный рез, металл или пластик разрезается под воздействием сильной направленной струи воды, которая содержит абразивный материал.
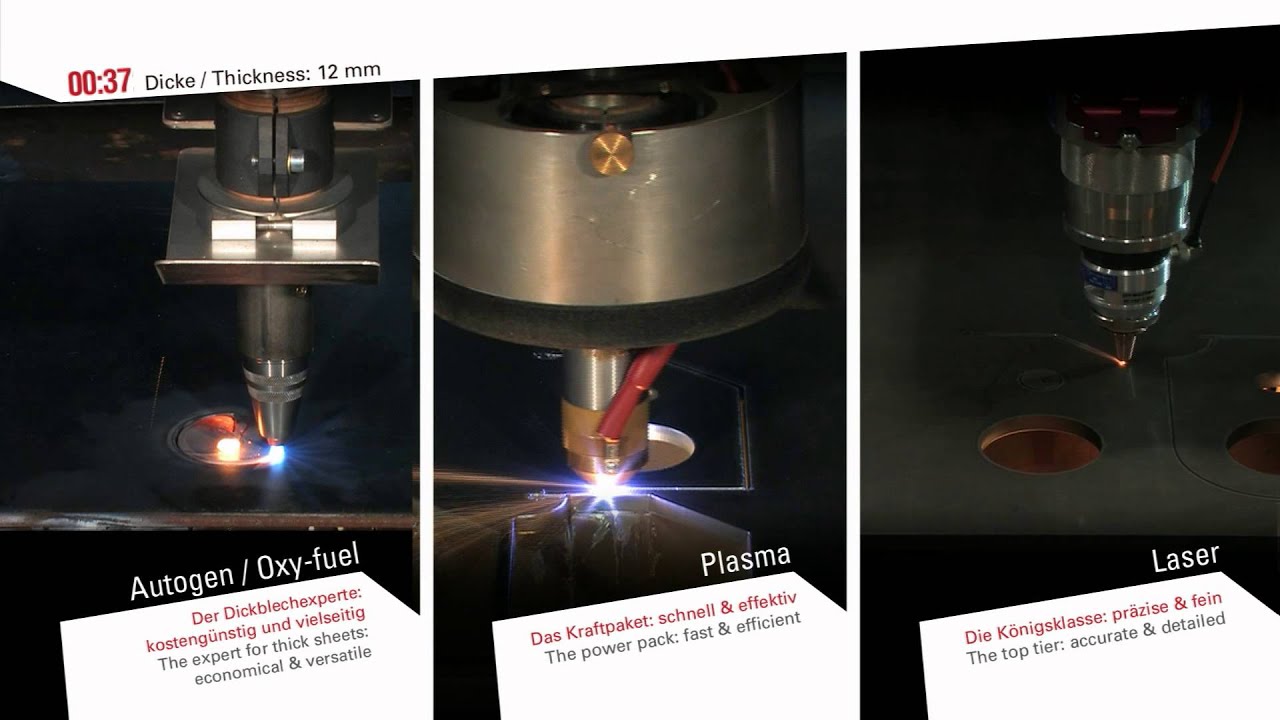
Термические способы резки тоже делят на несколько видов:
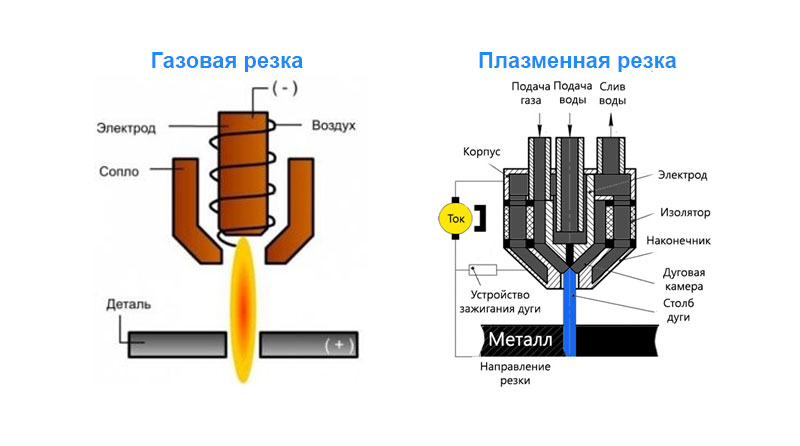
- газокислородный — работает за счет окисления металла (взаимодействия с кислородом) и нагрева;
- лазерный — металл режется за счет быстрого нагрева;
- плазменный — за нагрев и разрушение металла здесь отвечает плазма.
Плазмой называют газ, который состоит из атомов/молекул, не имеющих заряда и массы заряженных частиц. Это электроны и ионы. У ионов может быть как положительный, так и отрицательный заряд. В целом плазма нейтральна: ионы с разным зарядом уравновешивают друг друга. Но электричество плазма вполне может проводить: не забываем, что кроме ионов в ней есть и электроны. Электропроводимость — одно из свойств плазмы, благодаря которому можно использовать ее для резки металла.
Кроме способности проводить электрический ток плазма характеризуется:
- очень высокой, до 30 тыс. °C, температурой;
- большой скоростью — она почти в 4 раза выше скорости звука.
На практике свойства плазмы позволяют моментально нагревать металл до очень высоких значений. Причем делается это точечно, на минимальной площади, значит толщина разреза в металле будет небольшой, а точность реза — высокой.
Поднять температуру в зоне реза до десятков тысяч градусов удается не сразу. Начальная температура плазмы — не более 5 тыс. °C: выше нагреть газ электродуга из плазмореза не способна. Даже для обработки цветных мягких металлов этого очень мало. Дополнительные порции газа, которые поступают к электродуге, позволяют в шесть раз поднять температуру.
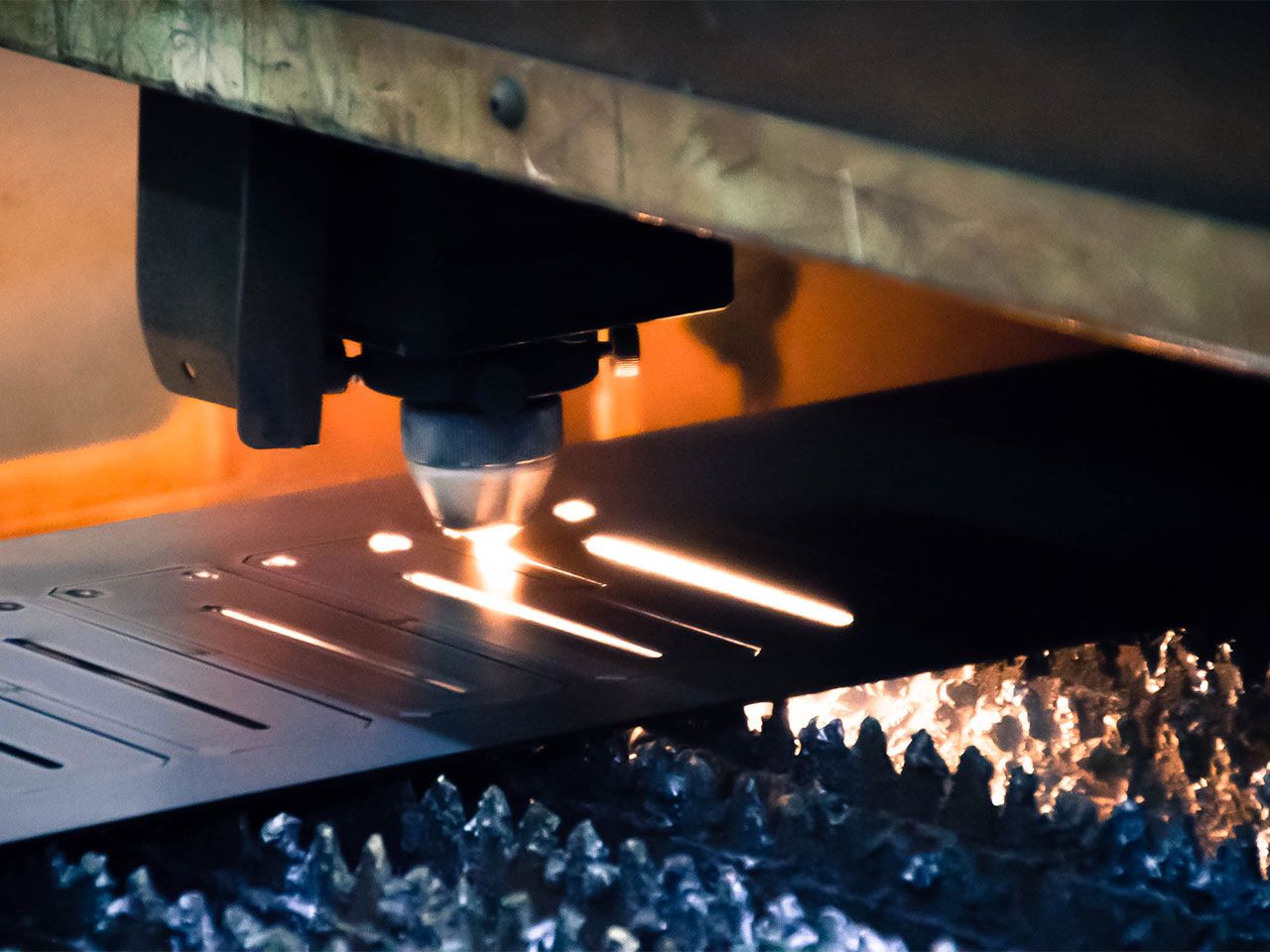
Лазерная резка — точность и чистота на тонколистовых деталях
- Лазер наводится точнее плазмы. Плазменная дуга нестабильна. Конечно, при правильной настройке она не начнет скакать по всему листу металла. Но плазма постоянно колеблется, делая углы и вырезы менее четкими. Для небольших деталей, особенно сложной формы, это критично. Лазер же режет металл четко там, куда его направили, и не двигается. Это принципиально для деталей, на которых требуется высокое качество и точное соответствие проекту.
- Лазер может делать более узкие прорези, чем плазма. Четкие отверстия при плазменной резке должны иметь диаметр в полтора раза больше толщины металла — и никак не меньше 4 мм. Лазер делает отверстия с диаметром, равным толщине металла — от 1 мм. Это расширяет ваши возможности при проектировании деталей и корпусов, развертки для которых режутся лазером.
- При лазерной резке тепловые деформации минимальны. Теоретически перегреть деталь можно даже лазером — если написать специальную издевательскую программу резки. Например, лазером не вырезают совсем мелкие и частые отверстия для вентиляции — от этого может произойти перегрев металла. Для лазерного раскроя вентиляционные отверстия делают более крупными и менее частым. В остальных случаях деформации от лазера не будут заметны. Плазма этим похвастаться не может — нагреваемая зона там шире и деформации более выражены. По этому показателю лазер снова дает более качественный результат, чем плазма.
- Лазер не оставляет окалины на тонколистовом металле. Значит, после лазерной резке развертки отправляются не на зачистку, а сразу на гибку. Это экономия рабочих часов на производстве деталей — а значит, и экономия денег заказчика в итоге.
- У отверстий, вырезанных лазером, более перпендикулярные кромки. Конусность отверстий — серьезная проблема плазменных станков. У лазерных станков при толщине металла до 4 миллиметров стенки будут оставаться перпендикулярными, а при толщине выше 4 миллиметров — получат легкий скос в районе 0,5 градуса, нижние отверстия будут получаться чуть больше по диаметру, чем верхние. При этом, однако, искажения их формы не будет, и верхние, и нижние отверстия останутся строго круглыми — а отверстия от плазмы при увеличении толщины металла начинают стремиться к эллиптической форме.
- У станков лазерной резки высокая скорость работы — но она высокая и у плазменных станков. Здесь оба метода хороши. И оба теряют скорость при увеличении толщины металла.
- Лазер неэффективен для металла средней и высокой толщины. Это главный его недостаток по сравнению с плазменной технологией. На толщинах от 20 до 40 миллиметров его применяют уже намного реже, а свыше 40 миллиметров — вообще практически не используют.
