
Когда требуется термическая обработка?
Если заготовке нужно обеспечить качества износостойкости и твердости, производится операция термообработки. Увеличение этих свойств обуславливается тем, что в условиях повышения температурного режима происходит выпадение никельфосфорного осадка с последующим формированием нового химического соединения. Оно и способствует повышению твердости в структуре покрытия.
В зависимости от температурного режима происходит изменение микротвердости с разными характеристиками. Причем корреляция вовсе не равномерна относительно повышения или понижения температуры нагрева. При термообработке в рамках химического никелирования в условиях 200 и 800°, к примеру, показатель микротвердости составит лишь 200 кг/мм2. Максимальное же значение твердости достигается при температурах 400-500°. В данном режиме можно рассчитывать на обеспечение 1200 кг/мм2.
Также следует иметь в виду, что не для всех металлов и сплавов в принципе допустима термообработка. Например, запрет накладывается на стали и сплавы, которые уже подвергались процедурам закалки и нормализации. К этому стоит добавить и тот факт, что термическая обработка в воздушной среде может способствовать образованию цвета побежалости, переходящего от золотистого до фиолетового оттенка. Минимизировать подобные факторы поможет снижение температуры до 350°. Весь процесс выполняется порядка 45-60 мин только с очищенной от загрязнений заготовкой. Наружная полировка напрямую повлияет и на вероятность получения качественного результата.
Советы по никелированию в домашних условиях
– это процесс нанесения на металлическую поверхность очень тонкого слоя никеля. Толщина никелевого слоя, в зависимости от поставленной задачи, размеров детали и дальнейшего ее использования, находится в диапазоне от 0,8 до 55 мкм.
Никелевое черное напыление защищает металлический предмет от разрушительного воздействия внешней среды – окисления, коррозии и реакции с солью, щелочью и кислотой.
Предметами, которым может потребоваться такая защита, являются:
- металлические изделия, которые будут находиться на открытом воздухе;
- кузовные детали автотехники и мототехники, в том числе и из алюминия;
- медицинское и стоматологическое оборудование;
- изделия, имеющие длительный контакт с водой;
- декоративное металлическое ограждение, в том числе и из алюминия;
- предметы, подвергающиеся контакту с сильнодействующими химическими веществами и прочее.
Как можно заметить, технология различного никелирования применяется не только в промышленности, а черное вполне может потребоваться в домашних условиях, своими руками.
Рассмотрим основные методы нанесения защитного слоя своими руками в домашних условиях, металлы, позволяющие наносить никель, тонкости и особенности каждого процесса.
На практике применяются два способа нанесения никелевого слоя — электролитический и химический.
Не будем изучать тонкости промышленного процесса, а опишем проведение в домашних условиях.
Электролитическое никелирование:
- Перед электролитическим никелированием (по-другому его еще называют гальваническое ) нужно выполнить электрохимическое меднение детали или заготовки.
- Есть два метода, включающие гальваническое — с погружением в раствор электролита и без погружения.
- В первом случае, предмет из металла тщательно обрабатывается наждачной бумагой, с него удаляется оксидная пленка, производится промывка сначала в теплой воде для удаления растворителя, а затем в содовом растворе и опять в воде.
- В стеклянную емкость поместите два анода из меди и деталь, зафиксировав ее проволокой между пластинами анодов.
- Электрохимическое меднение в домашних условиях будем производить с помощью электролита, состоящего из воды с включением 20%-го медного купороса и 2% серной кислоты.
Ток нужно рассчитать из показателей 10-15 мА/кв.см.
Через полчаса обработки током на детали будет тонкий слой меди, а чем дольше будет производиться электрохимическое меднение, тем толще будет слой.
Если деталь большая или отсутствуют подходящие стеклянные емкости, то можно использовать электрохимическое меднение без погружения в электролит.
ВАЖНО ЗНАТЬ: Технология кадмирования металла в домашних условиях
Для этого делаем кисточку из меди (можно применить многожильный медный провод, конечно, сняв изоляцию только на концах), которую присоединяем к плюсу источника тока и фиксируем с помощью деревянной палочки.
Зачищенную обезжиренную пластинку из металла положим в достаточно широкую стеклянную емкость, зальем раствором электролита (можно взять насыщенный медный купорос) и подсоединим к минусу источника тока.
Теперь макаем кисточку в электролит и проводим возле поверхности детали
Важно постоянное наличие раствора на медной кисточке
Через некоторое время вы заметите, что на поверхности обрабатываемой детали появился медный слой. Чем толще будет нанесено покрытие из меди, тем меньшее количество пор останется.
Так, например, на 1 кв.см при однослойном нанесении меди будет несколько десятков сквозных пор, а при трехслойном их практически не будет.
Добейтесь нужной толщины меди и можно приступать к следующему этапу.
Нанесение никелевого слоя (гальваническое) производится аналогично процессу меднения с погружением в электролит.
Так, деталь, подвешенная на проводке, и никелевые аноды опускаются в электролит, проволоки от анодов подключаются к плюсу, а проволока от детали – к минусу.
В качестве электролита можно рекомендовать один из двух растворов:
- Сернокислые никель, натрий и магний в пропорциях 14:5:3, 0,5% поваренной соли и 2% борной кислоты;
- 30% сульфата никеля, 4% хлорида никеля и 3% борной кислоты.
Сухие смесь заливаем одним литром нейтральной воды, тщательно перемешиваем и при необходимости избавляется от выпавшего осадка, и применяем как электролит при электролитическом никелировании.
О ваннах для никелирования
В домашних мастерских для ванн никелирования используется три составляющих: сульфат, борная кислота и хлорид. Сульфат — играет роль источника образование ионов никеля. Для функционирования анодов из никеля существенное влияние оказывает хлорид, при этом процент концентрации не учитывается.




![Никелирование в домашних условиях своими руками [советы]](https://takorest.ru/wp-content/uploads/3/a/d/3adeaf81819fc8011f49596ef329a9ab.png)



Если в ванне недостаточно хлорида, то выделение никеля небольшое, снижается показатель выходного тока, и качество полученного покрытия оставляет желать лучшего.
Аноды растворяются почти в полном объеме для протекания процесса покрытия алюминиевых или медных изделий. Хлорид способствуют увеличению проводимости ванн при больших концентрациях цинка. Раствор борной кислоты обеспечивает нормальный уровень кислотности.
Видео: химическое никелирование.
Проведение работы
Нанесение на обрабатываемую поверхность тонкой пленки материала способствует созданию блеска и защите от перепада температур и агрессивных воздействий внешних сред.
Перед непосредственным выполнением задачи, металл следует тщательно подготовить, чтобы сцепление никеля с поверхностным слоем было основательным.
Технология подготовки заключается в:
- Обработке наждачной мелкозернистой бумагой.
- Протирке поверхности щеткой и жесткой щетиной или металлической проволокой.
- Промывании водой.
- Обезжиривании в растворе кальцинированной соды.
- Промывании чистой водой еще раз.
Так как поверхность, обработанная никелем, зачастую быстро теряет свойство отражать свет и тускнеет, то производится ее хромирование. Это покрытие обеспечивает надежность при эксплуатации изделия.
Состав, используемый при нанесении на стальную поверхность, обеспечивает катодную защиту материала. Поэтому никелирование стали гарантирует надежность при эксплуатации изделия. Если поверхность отчасти не защищена слоями никеля, то в скором времени проявится ржавчина, а слой отвердевшего никеля постепенно будет отслаиваться. Металл рекомендует покрывать толстым покрытием никеля.
Покрытие можно наносить на медные и железные поверхности, или сплавы на их основе. Титан или вольфрам и иные металлы тоже можно обработать никелем. Покрывать такие материалы, как свинец, висмут, олово или кадмий не рекомендуется. Перед тем как наносить покрытие на стальную поверхность последнюю следует обработать тонким медным слоем.
Снятие покрытия из никеля
Никелевые покрытия следует снимать в растворе с разбавленной серной кислотой. Для приготовления соответствующей ванны, необходимо смешать 200 мл воды с 300 мл концентрированной серной кислоты
Важно отслеживать температурный уровень — он не должен подниматься выше 60оС. Когда ванна остынет, ее плотность должна достигать 1,6
Чтобы снизить риск затравливания изделия, рекомендуется также в полученный состав добавить глицерин (50 г/л). Обрабатываемая вещь подвешивается между свинцовыми катодами. Снятие никеля происходит на обратной полярности. Через некоторое время нужно будет восполнить уровень серной кислоты в составе, поддерживая в ванне необходимую плотность. Чтобы состав не был чрезмерно разбавлен, изделия следует погружать в ванну только после их тщательной просушки. Проконтролировать этот процесс не сложно, так как при удалении никеля плотность тока упадет.
Резюмируя вышесказанное, можно сделать вывод, что никелирование сегодня — один из наиболее актуальных гальванотехнических процессов, обучиться которому при желании может абсолютно каждый. Научно-производственная проводит обучение по направлению «Гальваника» для всех желающих! Вы сможете выбрать удобную для Вас программу обучения, которая лучше всего подойдет под Вашу техническую задачу. На занятиях Вы получите все необходимые знания для работы с электролитами, покрытию поверхностей золотом, серебром, узнаете, как проводить никелирование, меднение и родирование, удалять нежелательные покрытия, а также многое другое! Все интересующие вопросы можно задать по телефону или по электронной почте (на главной странице), наши технологи помогут Вам определиться с подходящим курсом для обучения.
Автор материалов: Гордиенко Анастасия Вадимовна Должность: главный технолог ООО «6 микрон» Образование: высшее Опыт работы в гальванике: 11 лет
Ванны для покрытия никелем
В мастерских часто используется ванна, состоящая из трех основных элементов:
- хлорид;
- сульфат;
- борная кислота.
Сульфат никеля это источник никелевых ионов. Хлорид существенно влияет на работу анодов, его пропорция в ванне точно не указывается. В безхлоридных ваннах происходит значительное пассивирование никеля, после этого количество в ванне никеля снижается, и как результат, падение качества покрытий и снижение выхода по току.
Аноды при хлоридах растворяются в необходимом количестве для достаточного протекания никелирования алюминия или меди. Хлориды повышают работу ванны при загрязнениях цинком и ее проводимость. Борная кислота поддерживает рН на необходимом уровне. Эффективность этого процесса зависит в основном от количества борной кислоты.
В роли хлорида можно выбрать хлорид магния, цинка или натрия. Повсеместно используются сульфатные ванны Воттса, содержащие в роли добавки электропроводные соли, увеличивающие электропроводность ванн и повышающие привлекательный вид защитного слоя. Наиболее часто используемый среди таких солей является сульфат магния (около 30 гр. на 1 л.).
Как правило, сульфат никеля вводить в соотношении приблизительно 220-360 гр. на 1 л. Сегодня появились тенденции к снижению сульфата никеля – менее 190 гр./л., это помогает значительно уменьшить потери раствора.
Добавление борной кислоты приблизительно 25-45 гр. на 1 л. Если менее 25 гр./л., то повышаются процессы защелачивания ванны. А превышение этого предела является неблагоприятным, по причине вероятной кристаллизации борной кислоты и выпадения осадков кристаллов на анодах и стенках ванны.
Никелевая ванна может работать в различном диапазоне температур. Но техника никелирования в домашних условиях нечасто используется при комнатной температуре. От покрытий, нанесенных в прохладных ваннах, зачастую отходит никель, потому ванну нужно прогревать минимум до 32 градусов. Плотность тока подбирают экспериментальным путем, чтобы не произошел прижег защитного слоя.
Натриевая ванна хорошо работает в большом диапазоне рН. Когда-то поддерживали рН 5,3-5,9, мотивируя слабой агрессивностью и лучшими кроющими свойствами ванны. Но высокие показатели рН провоцируют существенное увеличение напряжений в никелевом слое. Потому во многих ваннах рН равен 3,4-4,6.
Особенности никелирования

Но не забывайте, что если изделия, покрытые никелем, были закалены, то при 400 гр. они могут утратить прочность – их главное качество. Потому низкотемпературную диффузию в этих случаях делают при температуре около 260-310 гр. с выдержкой три часа. Эта термообработка может повышать и прочность никелевого покрытия.
Ванны подразумевают специальное оборудование для покрытия никелем и перемешивания водяного раствора для интенсификации процесса никелирования и снижения вероятности питтинга – появления мелких углублений в защитном слое. Перемешивание ванны влечет необходимость организации постоянной фильтрации для удаления загрязнений.
Перемешивание с помощью активной катодной штанги не настолько эффективно, как использование сжатого воздуха, и кроме этого, нуждается в наличии специального вещества, исключающего образования пены.
Удаление никелевого покрытия

с разведенной серной кислотой
Для снижения вероятности затравливания металла, из которого изготовлена подложка, в ванну добавляют глицерин в пропорции 50 гр. на 1 л. Ванны чаще всего делаются из винипласта. Детали навешивают на среднем поручне, соединенным с плюсом источника напряжения. Поручни, где прикреплены свинцовые листы, подсоединяются к минусу источника питания.









Проследите, чтобы температура ванны была не более 32 гр., потому что горячий раствор агрессивно воздействует на подложку. Плотность тока обязана быть около 4,1 А./дм. кв., но возможно изменение тока в диапазоне 4,5-6,2 Вольт.
Добавьте через некоторое время серную кислоту, чтобы выдержать плотность равной 1,64. Чтобы избежать разбавления ванны окунайте детали только после проведения их предварительной просушки.
На сегодняшний день никелирование – это наиболее популярный гальванотехнический процесс. Никелевые покрытия отличаются высокой коррозионной устойчивостью, твердостью, недорогой стоимостью никелирования, удельным электрическим сопротивлением и отличными отражательными возможностями.
Цели применения патинирования
Главной целью использования затемнения меди является придание эффекта старения обрабатываемому металлу. В древности большинство изделий (монеты, статуэтки, различные сувениры, предметы быта) изготавливались из этого материала. Дойдя до нашего времени, предметы понесли на себе некоторые преобразования – окислительные процессы изменили цвет и общий вид этих вещей, создав все признаки старинности и, следовательно, ценности
В наше время патинирование меди производится искусственным образом, но преследуют при этом единую цель – придать вещи раритетный вид, обратить на себя внимание, вызвать желание приобрести ее
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
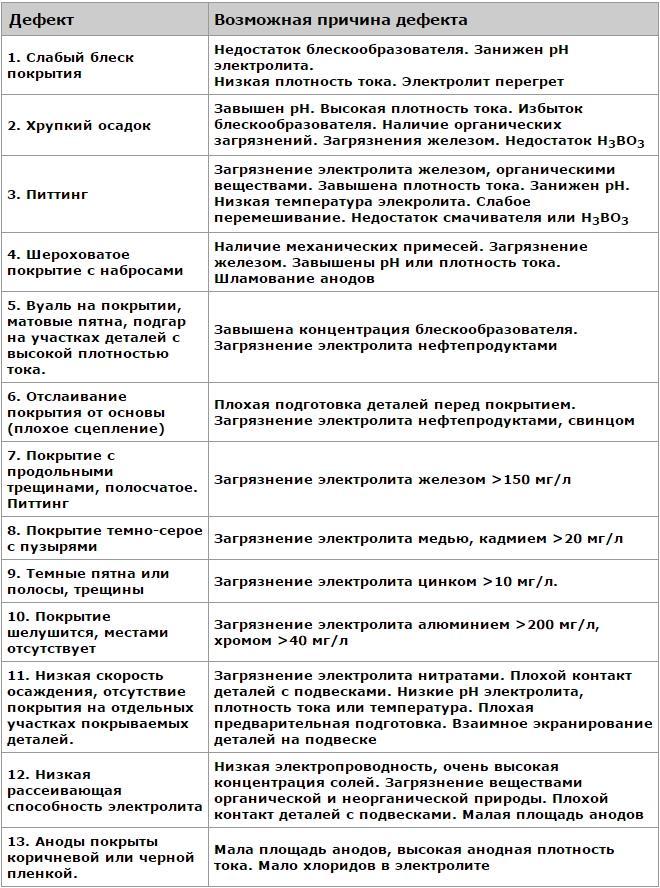
Причины дефектов никелирования
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.

Никелированные латунные фитинги
Чтобы своими руками приготовить раствор, при помощи которого на сталь, латунь и другие металлы наносится слой серебра, достаточно выполнить ряд несложных действий.
- В 10%-й водный раствор соли добавляют аптечный ляпис.
- Осадок серебра, выпавший в растворе, промывают, смешивают с 2%-м гипосульфитом и фильтруют.
- Полученную смесь смешивают с меловой пылью и доводят до сметанообразного состояния.
Такой смесью, которая может храниться только в течение нескольких суток, натирается поверхность металлического изделия, пока на ней не сформируется тонкий слой серебра.

Полученное покрытие легко полируется до блеска
Можно приготовить порошок для серебрения, который не утратит своих характеристик в течение полугода. Для получения такого порошка необходимо смешать 15 граммов ляписа, 55 граммов лимонной кислоты и 30 граммов хлористого аммония. Все компоненты после перемешивания следует перетереть в пыль. Хранится полученный порошок в сухом виде.
Достаточно сложным является никелирование такого металла, как алюминий. Компоненты, входящие в состав электролитического раствора для никелирования изделий из данного металла, дорогостоящие, но даже их использование не дает гарантии того, что сформированный на изделии слой никеля не пойдет пузырями. Блестящее никелирование, если ему подвергают алюминий, может порвать готовое покрытие, поэтому в домашних условиях такую обработку выполняют в условиях слабой адгезии.
Удаление никелевого покрытия
Никелевые покрытия следует снимать в растворе с разбавленной серной кислотой. Для приготовления соответствующей ванны, необходимо смешать 200 мл воды с 300 мл концентрированной серной кислоты
Важно отслеживать температурный уровень — он не должен подниматься выше 60оС. Когда ванна остынет, ее плотность должна достигать 1,6
Чтобы снизить риск затравливания изделия, рекомендуется также в полученный состав добавить глицерин (50 г/л). Обрабатываемая вещь подвешивается между свинцовыми катодами. Снятие никеля происходит на обратной полярности. Через некоторое время нужно будет восполнить уровень серной кислоты в составе, поддерживая в ванне необходимую плотность. Чтобы состав не был чрезмерно разбавлен, изделия следует погружать в ванну только после их тщательной просушки. Проконтролировать этот процесс не сложно, так как при удалении никеля плотность тока упадет.
Резюмируя вышесказанное, можно сделать вывод, что никелирование сегодня — один из наиболее актуальных гальванотехнических процессов, обучиться которому при желании может абсолютно каждый. Научно-производственная компания «6 микрон» проводит обучение по направлению «Гальваника» для всех желающих! Вы сможете выбрать удобную для Вас программу обучения, которая лучше всего подойдет под Вашу техническую задачу. На занятиях Вы получите все необходимые знания для работы с электролитами, покрытию поверхностей золотом, серебром, узнаете, как проводить никелирование, меднение и родирование, удалять нежелательные покрытия, а также многое другое! Все интересующие вопросы можно задать по телефону или по электронной почте (на главной странице), наши технологи помогут Вам определиться с подходящим курсом для обучения.
Автор материаловДолжность: главный технолог ООО «6 микрон»Образование: высшееОпыт работы в гальванике: 13 лет
При оформлении заказа онлайн скидка 10 %!
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Технология никелирования металлов
Никелирование осуществляется путем нанесения на металлический предмет тонкого слоя никелевого покрытия. Покрыть никелем можно изделия из различных металлов, таких как:
- сталь;
- медь;
- титан;
- алюминий.
Существуют металлы, которые нельзя никелировать:
- олово;
- свинец;
- кадмий;
- сурьма.
Никелевое покрытие обеспечивает защиту изделия от воздействия влаги и различных агрессивных веществ. Часто его наносят в качестве слоя-основы перед хромированием деталей. После нанесения тонкой пленки никеля, напыления из серебра, золота и других металлов держатся более прочно.





В домашних условиях применяются способы, не требующие использования специализированного оборудования. Благодаря этому, никелирование стали, меди, алюминия в бытовых условиях доступно практически каждому человеку. Чтобы получить равномерное покрытие, необходимо предварительно подготовить деталь.

Преимущество никелирования
Никелирование алюминия
Начинают с двукратной цинковой обработки материала. Цель такой обработки — сделать материал плотным и прочным, чтобы частички никеля смогли равномерно покрыть поверхность металла. Цинковая обработка выполняется так:
- Растворите в 1 литре воды 250 г едкого натра, добавьте 50-60 г окиси цинка. Оптимальная температура раствора — 18-20 градусов по Цельсию.
- Поместите обрабатываемую деталь из алюминия в раствор на 3-5 секунд в раствор, а потом сразу же достаньте ее из раствора, чтобы избежать химического повреждения. Раствор не выливайте!
- Выполните травление детали в течение 10-15 секунд, чтобы равномерно распределить цинк по всей поверхности детали. Для травления используется азотная кислота в концентрации 15%.
- Повторно выполните цинковую обработку в растворе в течение 3-5 секунд, потом промойте деталь в горячей воде. Повторное травление в азотной кислоте выполнять не нужно.

Растворы
Для никелирования можно использовать различные растворы, рассмотрим несколько основных рецептов:
- Рецепт #1. Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия.
- Рецепт #2. Уксуснокислый никель — 25 г, аминоуксусная кислота — 20 г, гипофосфит натрия — 30 г, вода — 1 литр. Для приготовления раствора вода доводится до температуры 95 градусов. После этого в добавляются все компоненты (кроме гипофосфита). Производится размешивание раствора до полного растворения компонентов, в конце вносится гипофосфит натрия.
Для проведения никелирования хромированные алюминиевые детали помещаются в один из растворов. Деталь подвешиваются на проволоке, а потом она опускается в раствор на 70-80%. Она не должна касаться боковых стен и дна. После этого температура повышается до 350-380 градусов. Оптимальный срок термическо-химической обработки — 1 час.
Для ускорения никелирования можно повысить температуру раствора до 500 градусов. Однако в таком случае на поверхности детали могут образоваться желто-рыжие или фиолетовые пятна, от которых будет сложно избавиться, поэтому избыточный нагрев лучше не производить. После никелирования алюминий проходит вспомогательную обработку в машинном масле:
- На огонь ставится минеральное масло, которое разогревается до температуры 250 градусов.
- Деталь достается из электролитного раствора и сразу же помещается в минеральное масло.
- В масле деталь греется в течение 1 часа. После этого деталь достается, промывается под теплой водой + выполняется обезжиривание.

Хромирование
Гальваническое хромирование в домашних условиях или на производственном предприятии позволяет придать поверхностному слою обрабатываемого изделия более высокую твердость, устойчивость к коррозии, а также декоративность. Поскольку хромовое покрытие отличается достаточно высокой пористостью, его выполняют после гальванического нанесения меди на обрабатываемую деталь (либо никелирования). Для выполнения такой технологической операции используют аноды, которые изготовлены из сплава свинца, олова и сурьмы.
Установка гальванического хромирования
На конечный результат хромирования, выполнить которое в домашних условиях достаточно сложно, так как для этого необходимо использовать токи высокой плотности – до 100 А/дм2, оказывают влияние различные факторы. К наиболее значимым из них следует отнести:
- температуру используемого электролита – от данного параметра зависит оттенок формируемого покрытия, которое может быть матовым (температура ниже 35°), блестящим (35–55°) и молочным (выше 55°);
- химический состав электролита, оказывающий влияние на защитные свойства формируемого покрытия, а также на его цвет, который может быть темно-голубым, синим, агатовым.
Заключительным этапом хромирования после извлечения детали из электролитического раствора является промывка обработанной поверхности водой, последующая нейтрализация в растворе пищевой соды, еще одна промывка, просушка и полировка с использованием специальных паст.