
Как выбрать листогибочный станок

Оборудование выбирают:
- По назначению. Технические возможности станка должны отвечать его предполагаемому назначению. Для мастерской достаточно ручного станка, для производства серий продукции требуется электрическое или гидравлическое оборудование.
- По толщине проката. Усилие на балке должно быть достаточным для изготовления деталей нужной толщины. Выпускают станки для обработки листов или рулонов от 0,5 до 5 мм.
- По допустимому углу гиба, глубине подачи минимальному противогибу. Характеристики станка должны соответствовать производимым деталям.
При выборе также учитывают тип привода, габариты, наличие ЧПУ, роликового ножа, допустимую погрешность, другие параметры. При выборе рекомендуется проконсультироваться с сотрудником компании, поставляющей промышленное оборудование. Техническая грамотность персонала – обязательное условие работы у надежных производителей или поставщиков станков. В можно подобрать станок для любых целей, от ручного оборудования, до полностью автоматизированных гидравлических листогибов.
Изготовление станка для горячей гибки своими руками
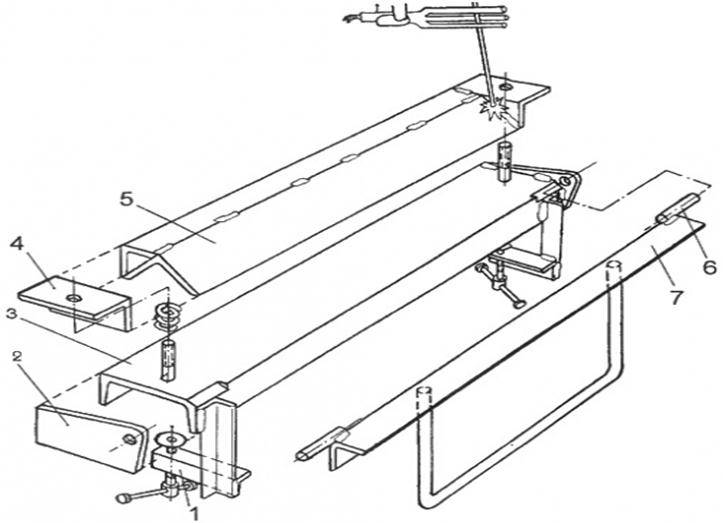
С помощью этого аппарата для гибки можно гнуть оргстекло и пластик, используя нихромовую нить. Нагрев производится на расстоянии от поверхности материала нихромовой проволокой, подключённой к источнику электропитания. Линии нагрева можно включать и выключать отдельно. Напряжение электрического тока 24 В. Устанавливается регулятор мощности, и таймер для отсчёта времени нагрева.
Напряжение нихромовой нити можно рассчитать по её длине и толщине. Информации в интернете по этому вопросу довольно много.
Этапы изготовления гибочного станка
Последовательность сборки:
- Сначала нужно сварить раму из профильной трубы 20х20 мм.
- Размеры рамы — 70х70х30 см, но это не принципиально. Можно сделать её длиннее при необходимости.
- Раму надо покрасить порошковой краской и приварить ушки к верхней части, чтобы закрепить алюминиевые швеллеры.
- Прикрепить алюминиевые швеллеры к раме. Они будут направляющими для линий нагрева.
- В верхней части рамы нужно приварить ещё две трубки для крепления блока управления станком.
- Далее подбирается корпус для блока управления, размером приблизительно 30х30х12 см.
- Корпус надо покрасить и установить на раму.
- Для точного размещения заготовки необходимо сделать упорную планку. Для неё подойдёт кусок алюминиевого швеллера и уголок.
- Уголок нужно вложить внутрь швеллера и приклепать. Уголок должен быть выше рёбер швеллера на 2–3 мм.
- Отрезать швеллер для линии нагрева. Он должен быть длиннее на 20 см, чем нихромовая проволока (струна).
- На одном конце швеллера струна крепится неподвижно. На другом конце струна прикручивается к подвижной пластинке из текстолита.
- Струна не должна касаться швеллера. Пластинка из текстолита притягивается к концу швеллера с помощью установленной пружины.
- В качестве провода питания используется двухжильный медный провод с двойной изоляцией сечением не менее 1,5.
- Источником питания может служить промышленный импульсный блок питания 350 Вт напряжением 24 В. Его хватает на 2 линии нагрева.
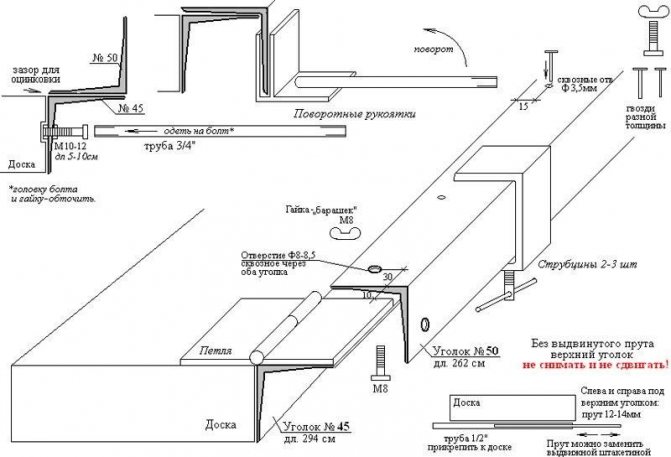
Чертеж гибочного станка для оргстекла
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети
потери времени, снижением объемов продукции, но и травмой оператора станка
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.



![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/8/3/2/832768a710ad4a8ecb5f75a794e28875.jpeg)

Станок для гибки проволоки своими руками [инструкция, видео]
Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию.
В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению.
Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.
Простейшее приспособление для сгиба проволоки
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).
Простые приемы ручной гибки проволоки
Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.
Для изготовления большого количества однотипных деталей из проволоки используют шаблоны и самодельные приспособления
Отличия 3D-гибки проволоки
Гибку стальной и нержавеющей оцинкованной проволоки на заказ делают либо на двухмерных станках, либо на 3D станках с ЧПУ. Преимущество двухмерного станка – низкая конечная цена готового изделия, недостатки – все остальное. Продукция, сделанная на 3Д станках, стоит немного дороже, но преимущества это оправдывают
- можно делать сложные трехмерные детали и крепежи из любой проволоки;
- можно добавить к процессу автоматическую сварку, накатку резьбы, снятие фаски, прессовку;
- ЧПУ позволяет полностью автоматизировать изготовление, что экономит время и исключает человеческие ошибки;
- станок можно очень быстро переоснастить и перенастроить, если заказ включает в себя разные детали – это не приведет к увеличению времени на изготовление.
У нас есть и опыт, и персонал, и хорошие 3D станки для гибки, поэтому если вам нужно готовое изделие на заказ, по вашим или типовым чертежам – вы пришли туда, куда нужно. Работаем по Москве и московской области, отправим заказы в любую точку России.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях. Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система. Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения
Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Гибочный станок собственного производства
Конструкция подобных установок обладает элементарностью. Поэтому создание подобного оборудования своими руками не считается сложной. Перед изготовлением настоятельно рекомендуется изучить чертежи готовых приспособлений для сгиба арматуры.




![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/1/3/5/1357c0ee717055103185986e4dfbc3b2.jpeg)
Базовым элементом станка считается несущая металлическая опора. К ней посредством сварки крепится уголок либо прут круглого сечения. Если в планах работ предусматривается сгиб толстых металлический прутков (6 — 12 мм), то опорные ножки станины должны намертво быть закреплены на полу.
Если предусматривается создать переносной станок для гибки арматуры, то конструктивные составляющие гибочного станка устанавливаются надежно на массивной плите, которая также должна быть хорошо зафиксирована. Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.

Еще один вариант самодельного устройства
Второстепенным элементом конструкции при создании гибочного оборудования считается поворотная площадка. К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
Важно знать, что в строительстве следует уделять особое внимание процессу сваривания изделий. От этой операции очень многое зависит, в том числе и качественные характеристики конструкции. В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках
По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа
В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках. По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
Российские
История становления «Симбирского станкостроительного завода» восходит к известному ульяновскому заводу тяжелых и уникальных станков (УЗТС). Предприятие наследует и совершенствует уникальную производственную базу, технический архив, конструкторско-технологическое бюро. Качество продукции обеспечивается высококвалифицированным персоналом, передовыми технологиями, сертифицированной системой контроля.
Проектная мастерская АПВ разрабатывает и производит профилегибочное оборудование, используя российские производственные площадки и отечественные комплектующие. Станки востребованы благодаря надежности конструкторских решений, демократичной стоимости. Продукция торговой марки АПВ соответствует национальным стандартам качества и безопасности, что подтверждается наличием сертификатов.
Производство металлообрабатывающих станков Metal Master обеспечивается группой предприятий из России, Европы и США. Используются европейские исследовательские центры, производственные площадки в Польше, азиатских странах.
Гибочные работы по металлу в «Кровля навсегда»
- Индивидуальный подход к каждому клиенту. Мы внимательно выслушиваем ваши пожелания, предложим интересные и выгодные решения.
- Низкая стоимость. Благодаря этому вы сэкономите на выполнении работ, но при этом вам не придется экономить на качестве.
- Профессиональный результат. Вы получаете продукцию, которая выдерживает внешние воздействия, долго служит и сохраняет эстетические характеристики.
- Простое сотрудничество. При необходимости мы берем на себя все вопросы, связанные с выбором материалов, разработкой эскизов и доставкой на ваш объект.
Позвоните нам по номеру прямо сейчас, чтобы получить бесплатную консультацию и индивидуальные условия!
Виды
В промышленности и сфере строительства используются станки для придания нужной формы изделиям из металла, а именно:
- ручной станок — техника небольшого размера. Благодаря чему её легко переставлять. Из-за лёгкости конструкции и небольшого количества функций его нельзя использовать при проведении масштабных работ. С его помощью придают форму медным деталям, стальным или оцинкованным алюминиевым заготовкам Работа на этом станке не требует специального обучения, но занимает много времени и требует приложения больших усилий;
- механические станки. Они функционируют посредством подачи энергии от вращающегося маховика, запущенного для вращения заранее;
- электромеханические конструкции работают с помощью электродвигателя, специального устройства — редуктора — при помощи ремней и привода. Станки такого типа более мощные по сравнению с механическим оборудованием и более продуктивные;
- гидравлические конструкции. Эти станки придают форму металлическим заготовкам посредством особого устройства цилиндра;
- пневматические станки выполняют работу, используя пневмоцилиндры, сгибающие листовые заготовки с нанесённой на них специальной краской;
- электромагнитные конструкции применяются для создания металлических ящиков. Металлические заготовки сгибаются под действием силы мощного электромагнита. Поэтому на них могут быть задействованы процессы, требующие огромных затрат сил и энергии;
- мобильные листогибы — станки небольшие размера. Благодаря свойству конструкции с их помощью можно проводить обработку заготовок и деталей сразу же на месте будущей сборки деталей.
Проволокогибочные станки
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.


![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/c/9/1/c912d6fd0738dc90956f26361202f19a.jpeg)


Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Технология сборки ручного инструмента с подвижным опорным катком
- При наличии поршневых пальцев, шатунного механизма, старых подшипников и автомобильного домкрата стоит сделать станочную конструкцию с приваренными уголками к станине опорными роликами. В качестве фиксатора в таких устройствах используется все та же винтовая пара, вращение в них передается на ось прижимного валика. Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно.
- Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
- Преимуществом такого исполнения является высокая надежность и массивность рабочих узлов, такие профилегибы успешно используются в небольших мастерских и в частных целях. Корпус для удержания и подъема прижимного механизма рекомендуют делать цельным, из куска швеллера, при выровненном по горизонтали плече он по-прежнему должен находиться в центре. Такие самоделки в принципе не ломаются, единственной проблемой при их изготовлении является подбор деталей.
Проволокогибочные станки
Станки для изгибания проволоки в последнее время стали выделять в отдельную категорию. Обусловлено это тем, что проволокогибочные станки (рис. 5) стали широко применяться во многих сферах промышленности, вследствие чего появилось большое количество их модификаций. Хотя по своей сути проволокогибочный станок является частной версией профилегибочного станка.

Рисунок 5. Проволокогибочный станок.
Рисунок 5. Проволокогибочный станок.
Используется профилегибочный станок для следующих операций:
- создание проволочных замкнутых контуров;
- изготовление различных фасонных изделий сложной формы из проволоки;
- изготовление пружин;
- создание звеньев цепей;
Проволокогибочные станки в общем случае имеют барабан с установленной на нем бухтой проволоки. Проволока подается двумя вращающимися роликами, между которыми она зажата. Далее конструкция зависит от сферы использования станка. Обычно имеются несколько обводных роликов, расположенных в определенной последовательности, и специальная гибочная консоль, которая выполняет более сложные операции.