
Виды сварочных столов
Для проведения сварочных работ в мастерской обычно используют два вида столов – простой и полупрофессиональный.

Простой стол
Подобная модель отличается несложной конструкцией. Изготавливают такой сварочный стол из профильных труб или уголка, приваренных друг к другу.

Внизу, приблизительно на 20 см от пола, стойки соединены уголками, вверху же они надежно сварены с рамой, с располагающейся на ней столешницей из металла. На поверхности стола могут присутствовать различные пазы для фиксации деталей.

Приварив к раме кронштейны для сварочного провода можно значительно облегчить процесс сварки. Внизу также можно установить неглубокий поддон для сборки отходов производства, а по бокам стола будет удобно размещение тумбочек для различных принадлежностей. В дополнение не помешает приварить полочку под емкость с водой.

Полупрофессиональный стол
Это уже более усложненный вид сварочного стола. Общее назначение подобных конструкций не сильно различается от простых столов, но на них устанавливается дополнительные устройства для фрезеровальных, сверлильных и прочих операций по металлообработке.


Основным преимуществом таких столов – это возможность поворачивания рабочей платформы, что обеспечивает накладывание сварных швов на заготовки с одной точки.

Данные столы нередко укомплектовываются быстро снимающимися тисками, струбцинами и поворачивающимися приставками для крепления заготовок и сварочного оборудования.
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры,
- опасности от разлёта брызг расплавленного металла,
- высокоинтенсивному ультрафиолетовому облучению,
- возможности поражения электротоком,
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией,
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения,
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала,
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами,
- запрещена работа с неприспособленных опор,
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями,
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Как своими руками сделать кухонный стол из дерева или древесных плит
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
Простой

Полупрофессиональный

Сборочно-монтажный
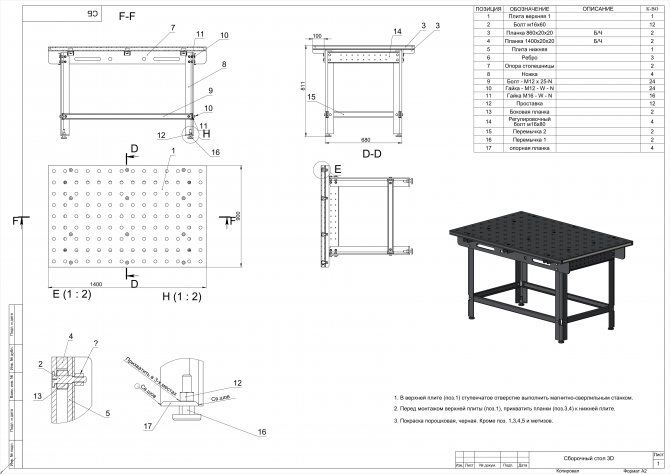
Чертеж
Техника безопасности при сварочных работах
Так как все этапы процесса непосредственно связаны со сваркой, необходимо придерживаться стандартных правил безопасности. Они касаются размещения и оснащения сварочного поста, спецодежды, физических параметров работы приборов. Техника безопасности включает следующие пункты:
- Мастерская должна быть оборудована вентиляционной системой. Помещение должно предусматривать возможность проветривания.
- Если сварка проводится на открытом воздухе, рабочее место должно находиться под навесом. При этом во время сильного дождя или снегопада процесс останавливают.
- Сварщик должен быть одет в защитную одежду, которая включает маску (щиток), рукавицы из спилка или замши, обувь и костюм из невоспламеняющегося материала.
- Если проводится сварка деталей из оцинкованного металла, мастеру для защиты дыхательных путей необходим респиратор.
- У сварочных кабелей должна быть неповрежденная обмотка, а у мест их стыковки — качественная изоляция. При обнаружении дефекта работу следует прекратить и восстановить целостность провода.
- Длина электрокабелей, идущих к сварочному аппарату, не должна превышать 10 м. Шнуры подвешивают на высоте 2,5 м или опускают на пол в заземленной стальной трубе.
- Оборудование можно использовать под напряжением не более 90 В. Оптимальная сила тока для работы составляет не более 0,05 А.
Преимущества силиконовых прозрачных накладок на стол, их производители
Для мастера, обладающего необходимыми навыками, изготовление стола для сварочных работ — несложное мероприятие. Главное — соблюдать все правила техники безопасности, придерживаться подготовленного чертежа и выполнять действия в определенной последовательности. В этом случае конечный результат будет отличаться надежностью и устойчивостью, а прочное готовое изделие на долгие годы обеспечит сварщику удобство при работе.
Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания
Сварщик должен выполнять сварочные работы в специальной защитной одежде
Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию
Изготовление сварочного стола
За пример изготовления можно взять конструкцию для производства сварочных работ, изготовленную из металлических профилированных труб и стального уголка. Естественно, что при изготовлении можно использовать другие размеры, материалы и менять геометрические формы самого стола.
Изготовление столешницы
Столешницу не рекомендуется делать из сплошного полотна. Ее поверхность сварена из профильной трубы 60×40×2 мм (по периметру). Внутренняя решетка изготавливается из профиля сечением 30×30×1,2 мм (вместо них может использоваться 8 или 10 швеллер).
Заготовки труб нарезаются с помощью болгарки, а торцы зачищаются от заусениц. В первую очередь варится наружная рама, которая должна иметь четко одинаковые диагонали.










Внутренние профили вырезаются по проему изготовленной рамы и вставляются в ее середину (швеллера укладываются на раму) на расстоянии 30-50 мм друг от друга, после чего все сварные швы зачищаются болгаркой.
Ручки для конструкции сварочного стола могут понадобиться для удобства его перестановки на новое место. Они изготавливаются из круглой арматуры диаметром 12−14 мм, имеют П-образную форму и привариваются с обеих сторон книзу столешницы.
Ножки для стола
Четыре ножки для стола вырезаются из круглой трубы диаметром 50 мм (можно из квадратной трубы 50×50 мм). Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
После того как ножки приварятся к столешнице, для усиления жесткости всей конструкции делается дополнительная обвязка по нижней части стоек. Для этого, отступив от нижнего конца стоек примерно 200−300 мм, ножки свариваются между собой уголком сечением 30×30 или 40×40 мм. Уголок варится плоской стороной в сторону нижней части стоек. В середину уголка будет уложена полка из ДСП или толстой фанеры для хранения различного сварочного инструмента и самого аппарата.
Во время приваривание ножек к крышке стола важно не допустить их перекоса. Они должны стыковаться с рамой четко под 90 градусов
Чтобы обеспечить такой ровный угол, необходимо использовать металлический угольник и рулетку.
К стойкам желательно приварить колесики для удобства перемещения стола, но это только в том случае, когда его приходится часто перекатывать. Если он будет стоять стационарно, их лучше не использовать, так как при работе стол будет неустойчив, и нужно будет делать дополнительное тормозное крепление для колес.
К стойкам стола приваривается несколько крючков для хранения сварочного кабеля, держателя других приспособлений. Они делаются из гладкой проволоки диаметром 6−8 мм или обычных гвоздей длиной 100−150 мм. Гвозди просто загибаются и привариваются с наружной стороны стоек.
Защитный короб
Короб приваривается под столешницей к стойкам под небольшим уклоном. Изготавливается из металлического листа и имеет небольшие бортики. Его функция заключается в сборе мелкого мусора, окалины и шлака, сбитого со сварных швов. При этом он защищает от попадания этих же отходов на инструменты и приспособления, которые расположены на нижней полке, уложенной на обвязке стоек.
Инструменты лучше всего хранить в специальном ящике, сделанном из ДСП или листового металла. Лучше всего, если вместо него будет изготовлена тумбочка с несколькими полками, по которым можно рассортировать инструмент.
Столы сварщика, сварочные посты
Столы сварщика неповоротные, сварочные посты (серий ССН, СС) предназначены для организации рабочих мест на сварочных участках, для проведения сварочных, зачистных и шлифовальных работ с изделиями средних и малых размеров. Отличительной особенностью этих столов является то, что рабочая поверхность обладает высокой прочностью, стойкостью к воздействию высоких температур, исключает прилипание сварочных брызг, и выполнена (в зависимости от модели) в виде съемной чугунной решетки с пазами, сплошной цельной чугунной плиты, стальной решетки, либо медной пластины.
Столы сварщика могут дополнительно комплектоваться фильтровентиляционными установками моделей ФВУ-02-02, ФВУ-03-04, ФВУ-03-05, ФВУ-04, или подключаться к общезаводской (общецеховой) вентиляции (кроме моделей ССН-06-03, СС-06 и серии столов СС-03). При этом удаление газовой смеси, образующейся при сварке, может осуществляться в зависимости от комплектации стола снизу через рабочую решетку и/или сверху: через вытяжной зонт или поворотно-вытяжное устройство.
Стол сварщика (сварочный пост) универсальный, с поворотной плитой (серии ССУ) – предназначен для организации рабочего места сварщика в цехах для проведения сварочных, зачистных и шлифовальных работ с изделиями средних и малых размеров. Преимущество данной модификации поста сварки заключается в специальной рабочей поверхности из круглой поворотной чугунной плиты и металлического настила.
Стол сварщика (сварочный пост) с фильтровентиляционным устройством (серий ССН, ССУ) —используется, как стационарный сварочный пост, и предназначен для организации рабочего места сварщика в цехах, не оборудованных общецеховой вытяжной системой и вентиляцией. Вентиляция сварочного поста устроена следующим образом: из рабочей зоны газовые смеси и аэрозоли удаляются через отвод и, проходя через фильтрующие элементы, расположенные внутри поста сварки, выходят в виде воздуха, не содержащего вредных примесей для здоровья работающего и окружающих. В зависимости от модели сварочного поста, отвод аэрозолей, газовых смесей и абразивной пыли производится снизу через рабочую поверхность (решетку), либо сверху при помощи подъемно-вытяжного устройства.
Стол сварщика (сварочный пост) СС-05 – многофункциональный конструктор, с помощью которого Вы можете скомплектовать свой пост сварки в зависимости от производственных задач. Сварочный пост комплектуется
фильтровентиляционным устройством и может использоваться для проведения сварочных, шлифовальных, зачистных работ, а также для ручной плазменной резки с одновременным удалением из зоны рабочего места сварщика загрязненного воздуха, пыли, продуктов горения. В зависимости от вида выполняемых на столе работ основание может комплектоваться чугунной плитой РЧ, медной решеткой РМ, стальной решеткой РС, решеткой для плазменной резки РП.
| Столы сварщика неповоротные | Столы сварщика с поворотной плитой | Столы сварщика с фильтровентиляционным устройством | Конструктор стола сварщика СС-05 | Экраны демонстрационные |
Для заказа серийной продукции или разработки модели по индивидуальным характеристикам направьте, пожалуйста, Вашу заявку на адрес
Требования
Монтажные столы для пайки и сваривания по виду конструкции разделяются на:
- стационарные;
- передвижные.
Независимо от типа к столы должны отвечать требованиям:
- габариты должны приниматься такими, чтобы было комфортно работать;
- материал должен быть прочным;
- окантовка стола должна производиться из медной полоски для удобства сбивания покрытия электрода;
- обладать достаточной для устойчивости массой;
- стационарные конструкции должны оснащаться настольной вытяжкой для пайки либо вентилятором;
- при расположении на улице требуется устройство навеса.
При конструировании поста следует учесть все требования безопасности: оборудовать заземление, вентиляцию, подсветку.
Требования к помещению
Стол для сварки изготавливается из металла, что позволяет использовать его как «массу» для сварочного аппарата: достаточно подключить соответствующую клемму на сам стол, и можно работать с аппаратом, не меняя ее. Металл обеспечит долговечность, безопасность и сохранение геометрических размеров конструкции.
Высота стола должна быть 760-900 мм, периметр примерно 0,8 м на 1 метр, но для домашней мастерской можно подобрать оптимальные размеры самостоятельно. Не стоит делать стол слишком низким, так как чрезмерный наклон спины будет приводить к утомляемости и болям в позвоночнике.
Масса стола должна составлять 180-200 кг, благодаря чему он обладает повышенной устойчивостью. В качестве материала подойдет любой стальной прокат: уголок, швеллер, двутавр, профильная труба.

Перед решением об установке сварочного стола следует провести подготовку мастерской к активной работе. Для этого требуется:
- Оборудовать вентиляционную вытяжку принудительного типа (с использованием улиточного вентилятора), чтобы обеспечить отвод сварных газов и серы на улицу. Вентилятор устанавливается на расстоянии 150-200 мм выше столешницы.
- Подготовить места крепления стола к полу. Лучше всего это делать анкерными болтами.
- Проверить надежность электропроводки. Применение сварочного аппарата вызывает повышенную нагрузку на электропроводку, что может привести к затруднениям при проведении сварки или даже замыканиям и возгораниям.
- Вся электропроводка должна быть выполнена из провода сечением не менее 25мм2, оснащена надежным заземлением, а стыки заизолированы. Кроме того, розетка, в которую будет подключен аппарат, не должна иметь повреждений.
- Установить систему освещения рабочей зоны. Для этого применяется понижающий трансформатор, обеспечивающий понижение напряжения до рекомендованных 36 В. Лампы освещения должны быть установлены так, чтобы избежать появления бликов, мешающих работе сварщика.
- Проверить пожарную безопасность. В зоне сварных работ не должно быть газовых баллонов, горючих веществ и жидкостей. Если в столе оборудованы отсеки для хранения инструмента, там также должны отсутствовать предметы, подверженные воспламенению. Отделка рабочей зоны может производиться как асбестовой тканью, так и современными материалами: базальтокартоном или Суперсилом. Зона повышенной пожарной опасности составляет примерно 1,5 м от краев стола.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.










Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Разновидности и чертежи стола
Конструкцию изделия выбирают, учитывая сложность предстоящих сварочных работ. При редком выполнении рутинных операций используют простые схемы. Для формирования сложных металлоконструкций требуется профессиональный стол сварочно-сборочный.
Простой сварочный стол
Такая мебель устойчива, проста в сборке, удобна в эксплуатации.
За основу берут жесткую раму, к которой прикрепляют 4 стойки из уголка или трубы с прямоугольным сечением. На небольшом расстоянии от пола размещают поперечные перекладины. Поверх металлической конструкции ставится столешница с фиксаторами для тисков. К раме приваривают держатель для кабеля, вниз ставят лоток для мусора. Дополнительно собирают тумбу с ящиками для размещения электродов. Рядом с ней ставят площадку для поддона с водой.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Полупрофессиональное оборудование
Более сложные варианты комплектуют дополнительными элементами.
Однако схема включает головки для сверления, зачистки, фрезерования. Стойки прикрепляют к полу анкерами или бетонируются. Поворотный стол позволяет создавать сложные металлоконструкции, не перемещаясь. Для размещения сварочного агрегата предусматривают вращающуюся подставку. В комплект включают струбцины и тиски.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.
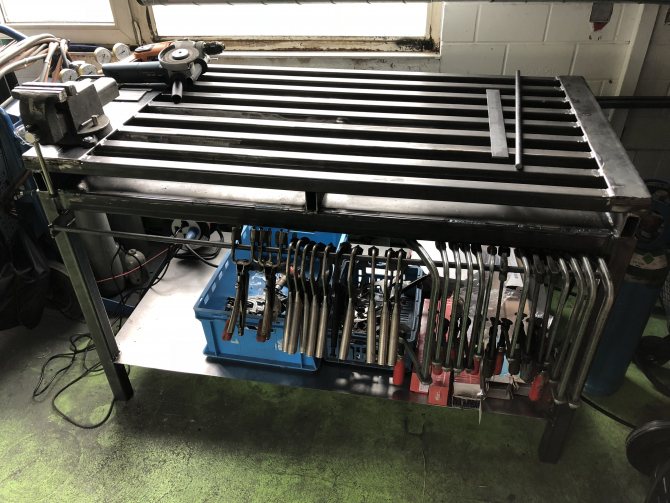
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.




Помимо столешницы из полос, часто используют вариант с перфорацией.
В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.
Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.
В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.
Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.