
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

Виды сварки оцинкованной стали
Перед началом сварки кузова оцинковкой удаляется верхнее покрытие, этот слой легче всего снимается механическим методом воздействия на металл. Вооружившись любыми жесткими абразивами, получится добиться хороших результатов и переходить к выбору способа произведения процесса, среди них пользуются популярностью:
- Полуавтоматический.
- Инверторный.
- Сварка кузова газовой горелкой.
Если работа с авто предполагает применение электродов, то обычные образцы продукции не подойдут, необходимо закупить экземпляры с рутиловым покрытием, а для низкоуглеродистого сплава — АНО-4, МР-3 или ОЗС-4.
Сварка полуавтоматом
Варить авто подобным способом предпочитают многие владельцы техники, ведь шов по оцинковке получается более ровный, равномерный и однородный, качество находится на высоком уровне.
Сварка кузова имеет несколько особенностей, причем вероятность возникновения сквозных прожогов сводится к минимуму. Произвести манипуляции получится при наличии напряжения менее 220В, в этом помогает специализированная проволока и присадки для соединения оцинкованных деталей в среде без защитной газовой атмосферы.
Сварка инвертором
При выборе этого метода варить оцинковку потребуется с применением тока обратной полярности, дуга горит стабильно, а электрод разогревается до нужной температуры буквально за несколько секунд.
Какой сваркой варить кузов авто
При произведении процесса с помощью проволоки перемещение должно быть максимально плавным, без рывков, в противном случае оцинкованная поверхность будет повреждена. Используя электроды, нужно помнить, чтобы минимизировать вероятность прожига детали машины, потребуется правильно подобрать наклон составляющей инструмента.
Точечная сварка
Для реализации задуманного важно правильно подобрать присадки для цинка, практика показывает, что хороших результатов получалось достигать с элементами, содержащими медь в сочетании с кремнием, а также алюминием или марганцем. Вещества маркируются так: CuSi3, CuAl8, CuSi2Mn
Только от соотношения компонентов будет зависеть конечная прочность металлических соединений. Трехкомпонентные образцы продукции помогают сделать автомобильный шов повышенной прочности, что делает эти присадки максимально подходящими для точечного ремонта деталей автомобиля.
https://youtube.com/watch?v=SqZhEiFNHAM%3F
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.









В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.

Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Особенности сварки оцинкованных труб электродами
Трубы, покрытые слоем цинка, рекомендуется сваривать методом традиционной сварки. Это связано с тем, что под действием высоких температур цинк начинает испаряться в окружающее пространство. Цинковые пары вредны для здоровья человека и могут вызывать сильное удушье при работе с ним. При испарении цинк попадает в сварочную ванну, в результате чего страдает сварочный шов. В нем могут образовываться поры и трещины. Из-за них сильно страдает качество сварки. Каждый раз требуется счистка цинкового слоя с поверхности свариваемых изделий. Не каждый знает, как правильно варить сваркой электродами покрытые цинком конструкции.
В целях предотвращения образования трещин в свариваемых изделиях применяется способ нанесения флюса на место, в котором соединяются части труб. Он должен быть расплавленным и наноситься равномерным слоем на место стыка. Благодаря тому, что флюс находится в расплавленном состоянии, не происходит его выгорание. Он возникает внутри трубы и растворяется после помещения изделия в воду. Флюс препятствует развитию коррозии в трубе и отличается минимальным вредом для здоровья сварщика. Такой способ применим при сваривании водопроводных изделий.
https://youtube.com/watch?v=JsC7E7lO7rY
Отдельным моментом служит то, какими электродами варить оцинкованную трубу.
Виды используемых электродов
При сваривании оцинкованных трубных изделий для предотвращения появления пор и трещин в стыках и углах швов эффективно уменьшать скорость сварки и увеличивать силу тока. При этом необходимо выбирать такие электроды для оцинкованных труб, которые способны выдерживать действие сильного тока, не повреждая при этом покрытие свариваемых изделий.
К электродам применяются следующие требования:
- они должны привести обрабатываемые изделия к требуемым характеристикам в течение как можно меньшего промежутка времени;
- обеспечить безопасность процесса сваривания изделий;
- предотвратить процесс испарения цинка.
Могут применяться следующие электроды для сварки оцинкованных трубопроводов:
с рутиловым покрытием;
Электроды с рутиловым покрытием
имеющие основное покрытие.
Электроды с основным покрытием
Микроэлектроды с рутиловым покрытием применяются при дуговой ручной сварке и эффективны при сваривании углеродистых сталей. В остальных случаях можно применять микроэлектроды с основным покрытием. Это касается изделий, выполненных из низколегированной стали.
Рутиловые электроды имеют преимущества, среди которых:
- при сваривании образуют сварочную дугу, имеющую прочные и герметичные швы;
- быстро воспламеняются и зажигают сварочную дугу за счет содержащегося в них оксида титана;
- не разбрызгивают расплавленные металлы (имеют невысокий коэффициент разбрызгивания).
Некоторые рутиловые микроэлектроды имеют в своем составе железный порошок, за счет которого значительно снижается концентрация углерода в слое цинка. Благодаря этому трубные изделия в меньшей степени становятся подвержены появлению трещин.
ГОСТ и СНиП 3.05.01-85 устанавливают требования к толщине электрода. Слишком толстый электрод прожигает изделие, а тонкий не обеспечивает нужной прочности свариваемым изделиям. При стандартной толщине стенок изделий в 1,6-4,9 мм рекомендуется выбирать микроэлектрод диаметром 2-3 мм.
Имеется зависимость между скоростью движения микроэлектрода по изделию и итоговым качеством соединительного шва. Быстро движущийся электрод делает шов ненадежным и менее прочным, а при медленном его движении имеется риск прожигания трубного материала.
В качестве альтернативы допустимо применение электродов, в состав покрытия которых входит кальций с фтором.
Используемые марки микроэлектродов
Имеет значение при выборе таких элементов как электроды для сварки оцинкованных труб, марка. Популярными марками являются:
- ОЗС-12 диаметром 3 мм;
- УОНИ 13/55;
- ЦУ-5;
- ЦЛ-20;
- ЦЛ-39;
- ТМУ-21;
- ТМЛ.
Заключение
Помимо выбора марки и вида, необходимо помнить, что должны иметь в обязательном порядке электроды для сварки оцинкованных труб сертификат. В нем указывается выдавший его орган, наименование микроэлектрода, его соответствие ГОСТу и какие протоколы испытания с ним проводились.
О каких мерах безопасности нельзя забывать?
Схема фронтона из профнастила.
Цинкование, или нанесение слоя цинка на поверхность металлического листа, используется для того, чтобы защитить материал от коррозии
Обычно толщина защитного слоя составляет 3-150 мкм, при покупке изделия необходимо обращать внимание на это значение, оно указывается производителем. При выполнении сварки покрытие не только кипит, но и испаряется, оно загрязняет при этом воздух
Поэтому следует использовать индивидуальные средства защиты, потому что испарения цинка могут привести к удушью. Место, где производится пайка стали с оцинковкой, должно отлично проветриваться либо снабжаться вентиляцией. Лучше всего проводить работы на свежем воздухе, если есть такая возможность.









Сварка оцинкованного металла требует наличия определенных знаний и опыта. Проблема состоит в том, что оцинкованный слой легко повредить, а при выполнении работы требуется использовать в обязательном порядке индивидуальные средства защиты.
Данным методом можно не только соединять листы оцинкованной стали, но заваривать отверстия, провести ремонтные работы по удалению трещин и других дефектов
Но осторожность в любом случае не будет лишней, так как cварка — процесс ответственный
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Режимы сварки
Низкоуглеродистые стали имеют хорошую свариваемость всеми видами контактной сварки. При контактной точечной сварке низкоуглеродистой стали можно использовать как мягкий так и жесткий режимы. Мягкий режим характеризуется меньшей силой тока, большей продолжительностью времени его пропускания. Жёсткий режим имеет большое значение сварочного тока и небольшое время его пропускания.
Пример параметров на жестком режиме сварки
| Толщина заготовок в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в КЗ | Сила сварочного тока в А | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,2—0,3 | 30—40 | 4000—5000 |
| 1+1 | 5 | 6 | 0,2—0,35 | 80—120 | 6000—7000 |
Пример параметров на мягком режиме сварки
| Толщина заготовки в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг | Сила сварочного тока в а | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,8 | 30—40 | 3000—4000 |
| 1+1 | 5 | 6 | 1 | 80—120 | 4500—5000 |
Как и было сказано ранее, режимы отличаются продолжительностью времени пропускания сварочного тока (сек.), и его значения (А).
Жёсткие режимы применяют, когда необходимо получить большее проплавление деталей.
То есть выбор режима осуществляем опираясь на толщину свариваемого изделия, его тепло и температуропроводность. К примеру, при одинаковом времени сварки низкоуглеродистых и оцинкованных сталей, для оцинковки — режим сварки должен быть более жёстким так, как у оцинковки меньшая температуропроводность.
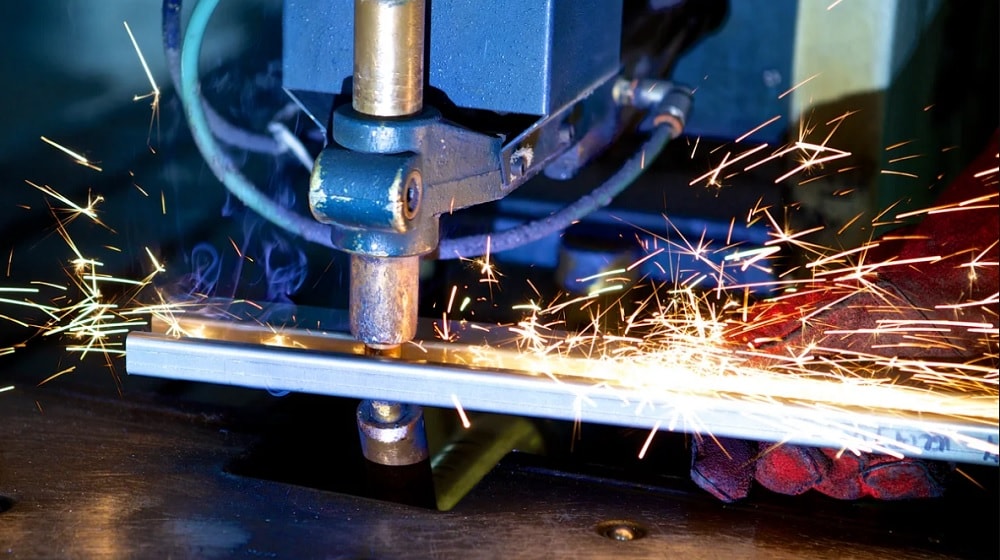
Контактная сварка низкоуглеродистых оцинкованных сталей
При сварке сталей с покрытием, к примеру оцинковки, происходит интенсивное испарения цинка, поскольку его температура кипения составляет 906 °С, поэтому есть большая вероятность его попадания в сварочную ванну. В последствии это способствует образованию пор и кристаллизационных трещин в сварном шве.
Технологическое решение этой проблемы осуществляется двумя способами: механическим (щетками, абразивным кругом) или термическим (газовой горелкой). И возможно удаление слоя цинка химическим способом — за счет обработки металла кислотой с последующей ее нейтрализацией щелочью, промывкой водой и сушкой.
Импульсная контактная сварка
Данный способ сварки производится в две стадии. Вначале деформируют и удаляют цинковое покрытие из зоны сварки путем подачи предварительного импульса тока для нагрева поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки. Затем подают основной импульс тока до образования сварной точки.
На фото показаны примеры контактной сварки оцинковки с применением метода контактной импульсной сварки.
Недостатком этого способа является то, что при деформации покрытия происходит уменьшение толщины покрытия, а основная часть его остается в зоне контактов электрод-деталь и деталь-электрод. Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению времени сварки
Сварка трещин, отверстий
Стальной лист отличается большой прочностью, но даже в этом случае нельзя гарантировать отсутствие трещин и других дефектов, рваных отверстий. Такой ремонт, как правило, необходим для листов обшивки, ограждений, кровельного покрытия. Но заварка оцинкованной поверхности без должной подготовки и опыта приведет только к тому, что дефекты начнут мгновенно распространяться при малейших колебаниях температуры. Поэтому при сварке трещин стального оцинкованного листа необходимо руководствоваться ГОСТами 5264 и 11534.
Схема монтажа профнастила.
Перед началом работ трещину тщательно осматривают, определяют ее границы. Это можно сделать газовой горелкой, при температуре в 100-150°C отлично проявляются все границы. После этого следует засверлить трещину при помощи сверла с диаметром в 6-10 мм. Если толщина листа составляет от 100-125 мм, то необходимо использовать сверло, диаметр которого составляет 20-25 мм.
Для трещин, длина которых составляет от 300 мм, используют обратноступенчатый метод. Производится подварка шва, срезаются все наплывы, черновины, шлак. Сварной шов для оцинковки должен быть ровным и аккуратным, перепады высоты допускаются до 2 мм при условии, что все перепады будут плавными. В конструкциях, где есть жесткие связи, необходимо удалить ряд заклепок по сторонам от трещины. После того как пайка стали будет окончена, необходимо связи и заклепки установить на место, проверяя надежность соединений.





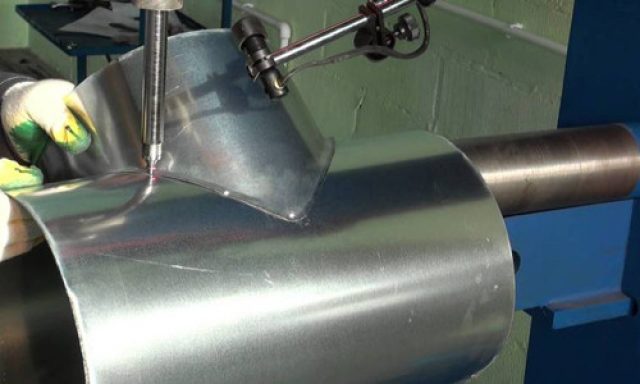


Варианты сварки оцинкованных труб – преимущества и недостатки способов
Трубы из оцинкованной стали весьма широко применяются для прокладки различных коммуникаций и сооружения всевозможных металлоконструкций, поскольку отличаются хорошими эксплуатационными качествами. Монтаж таких изделий может производиться несколькими способами. Данный материал расскажет о том, как варить оцинкованную трубу, и какие особенности данного процесса могут иметь значение в процессе работы.
Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.
Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка
Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами.
Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»).
Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Тем не менее, если участок без цинкового слоя невелик, его можно защитить катодным способом – нанести на зачищенный участок цинковое напыление электрохимическим способом (прочитайте: «Варианты катодной защиты трубопроводов – преимущества и недостатки способов»).
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
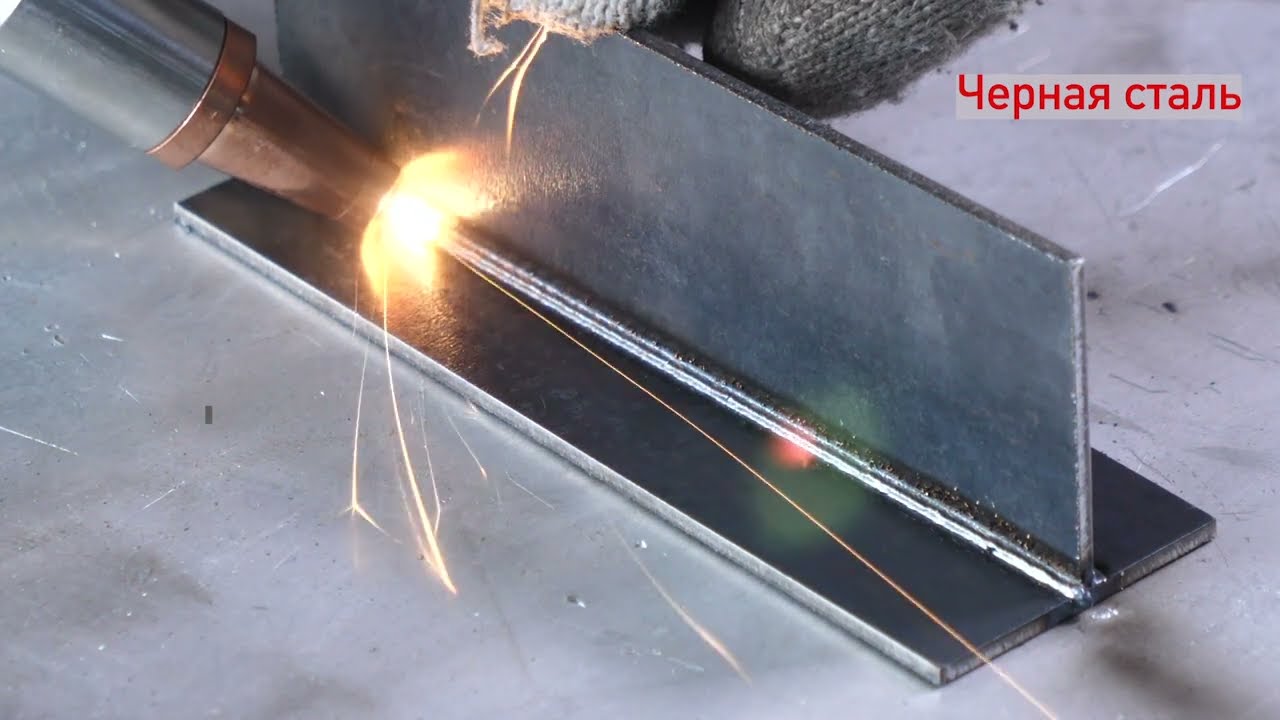
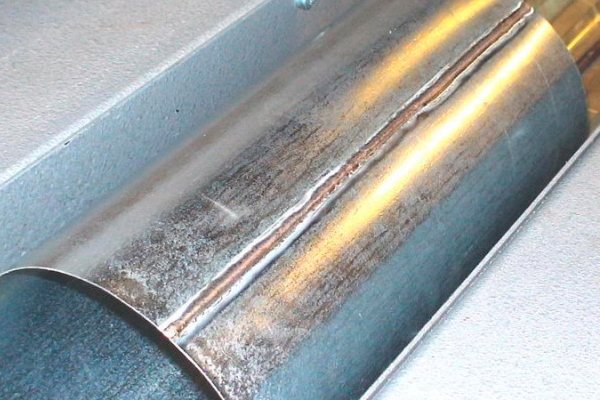
Метод сварки труб из оцинковки с применением флюса
Перед тем как варить оцинкованные трубы электросваркой с применением флюса, кромки труб нужно зачистить до блеска металла и обезжирить, причем обработке следует подвергнуть как внешнюю, так и внутреннюю часть трубы (про
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.