
Сварка оцинкованных труб газовой горелкой: последовательность действий
Для того чтобы производить качественную сварку оцинковки, специалисты в области сварки разработали специальную технологию, позволяющую не нарушать поверхностный цинковый слой трубы. Как уже было сказано выше, основана данная технология на использовании специального сварочного флюса.
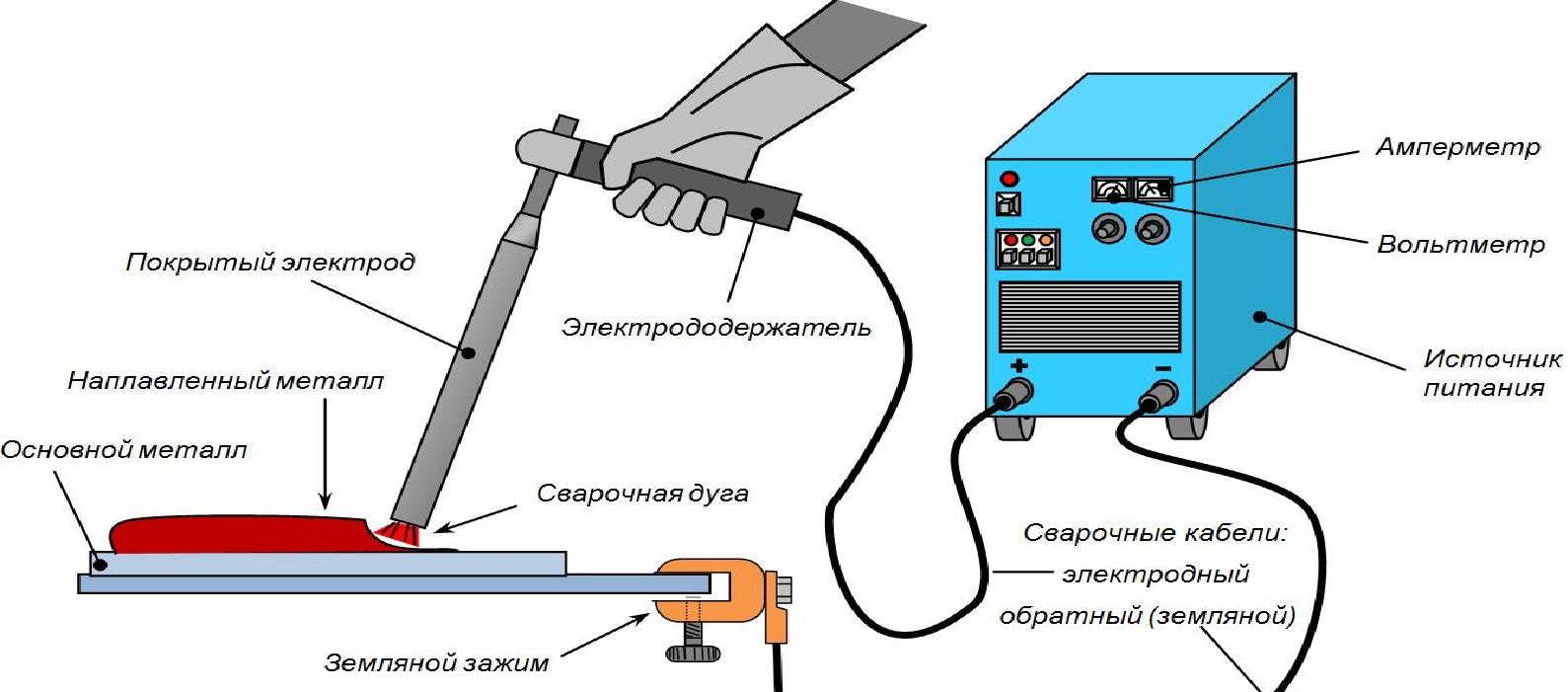
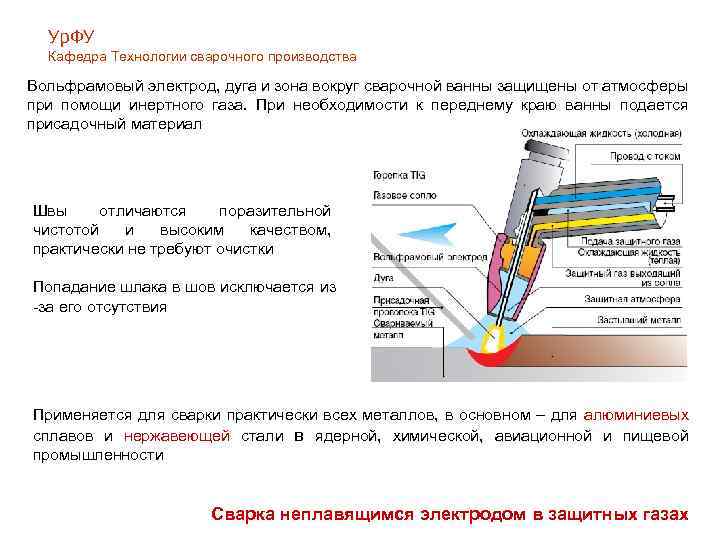
Схема устройства газовой горелки.
Перед началом собственно сварки необходимо провести подготовительную работу. В частности, определенным образом подготавливаются концы соединяемых труб. Их необходимо тщательно зачистить до состояния блеска чистого металла. Разумеется, все масложировые пятна и прочие следы загрязнения должны быть удалены.
После этого на зачищенное место следует аккуратно нанести флюсовый слой. Флюс должен полностью, без «прогалин», покрыть зону будущего сварного соединения – только в этом случае он надежно защитит оцинковку от перегрева, который чреват последующим испарением цинка. Причем надо иметь в виду, что флюса при сварке оцинковки необходимо использовать примерно в два раза больше, чем это делается при пайке стандартных неоцинкованных металлических труб.
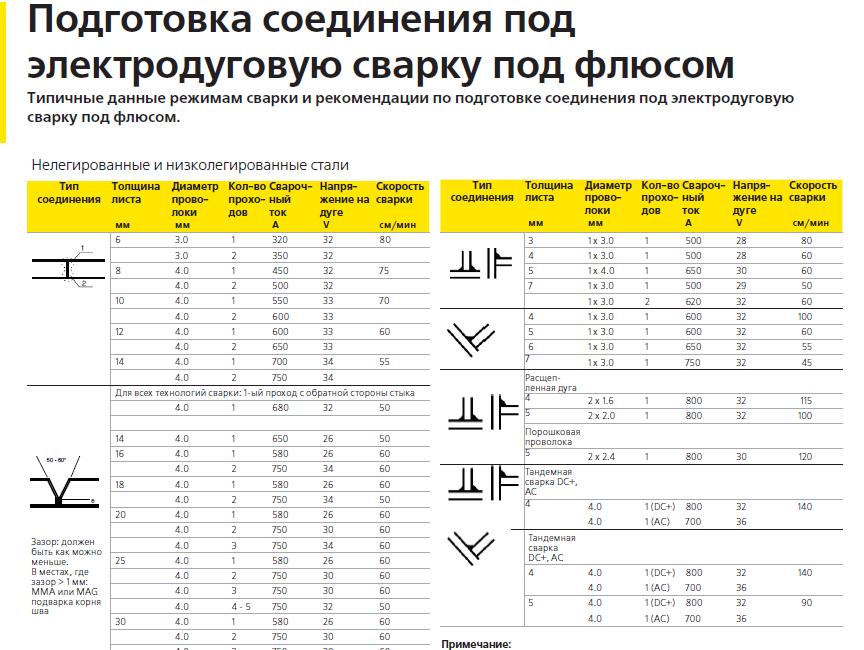
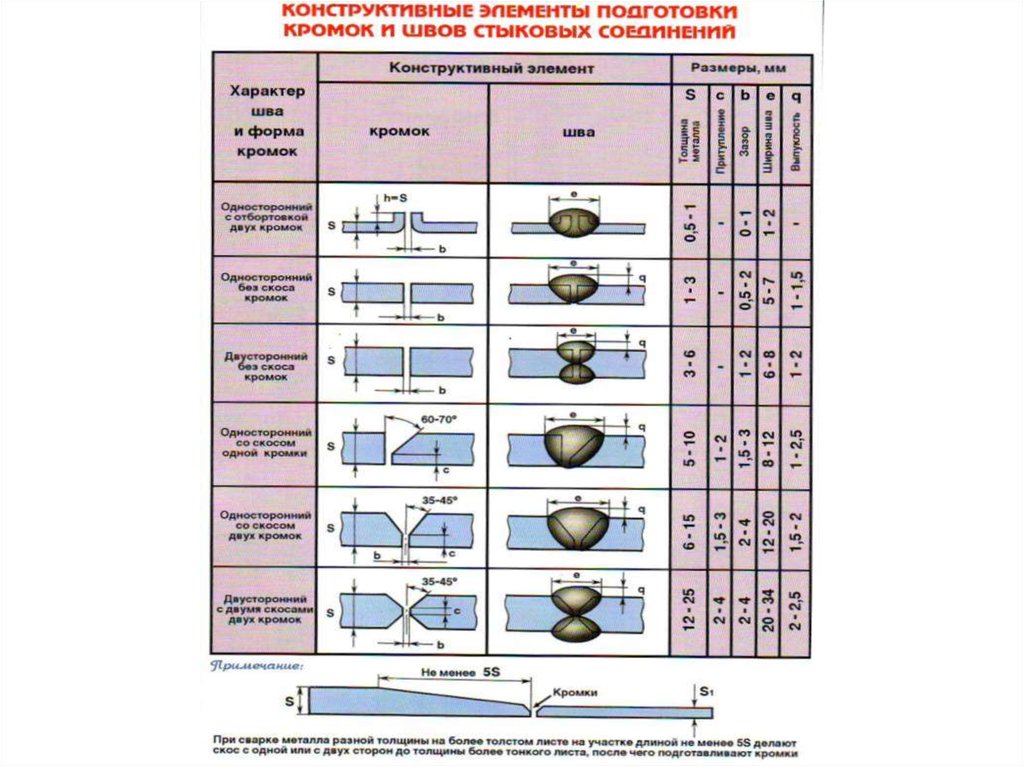
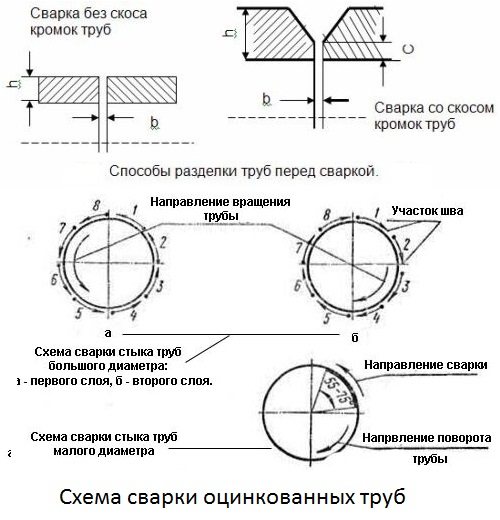
Также необходимо обратить внимание на толщину обрабатываемых труб с цинковым покрытием. Если толщина их стенки составляет менее 3 мм, то надобность в специальной подготовке кромок таких труб отсутствует
При этом у подобных материалов не должно быть заметных скосов.
После того как работник приступает собственно к сварочной операции, он должен внимательно следить за тем, чтобы горелка была на 1-2 номера меньше, чем у такой же сварки для обычных стальных труб. При этом сварка оцинкованной стали должна осуществляться пламенем газовой горелки, предварительно настроенным таким образом, чтобы к нему подавался кислород с некоторым избытком.
Способы сварки оцинкованных труб.
На место стыка фрагментов оцинкованных труб накладывается припойный пруток с нанесенным на него покрытием. Его необходимо расплавить для надежного соединения отдельных элементов сварной конструкции. Делается это пламенем горелки, которое направляют точно на пруток. Направлять огонь на стенки труб, не покрытых флюсом, недопустимо.
После успешного окончания сварочных манипуляций оставшийся на стенках трубы флюс необходимо аккуратно удалить.
Если при сварке произошло случайное нарушение структуры защитного сплава, то его надо обязательно восстановить для недопущения возникновения на этом месте коррозии. С этой целью, дождавшись полного остывания сваренного изделия, на поврежденные участки наносят специально предназначенные для этого антикоррозийные вещества.
В течение всего периода работы нужно постоянно внимательно следить за цинковой поверхностью. Самое главное, она не должна перегреваться.
Какими должны быть швы?
Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.
Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.
Выбираем электроды для сварки труб
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность
Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание
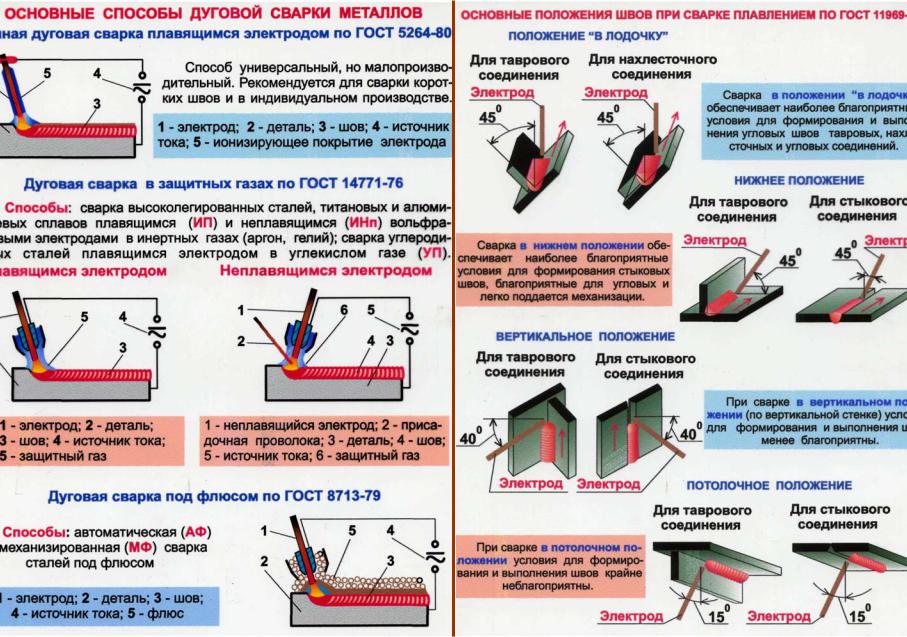
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.
Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
Недостатки:
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
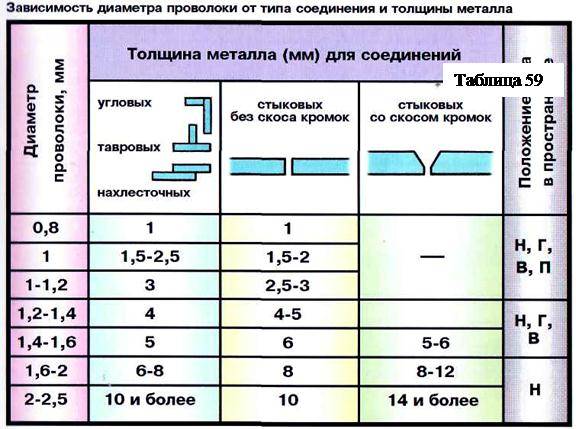
Стержни могут отличаться своей толщиной и количеством покрытия. Для сварки оцинкованных труб или каких-либо других применяются электроды диаметром 2-5 мм. А само покрытие будет составлять от 5% до 20% от всей массы изделия.
Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.

Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
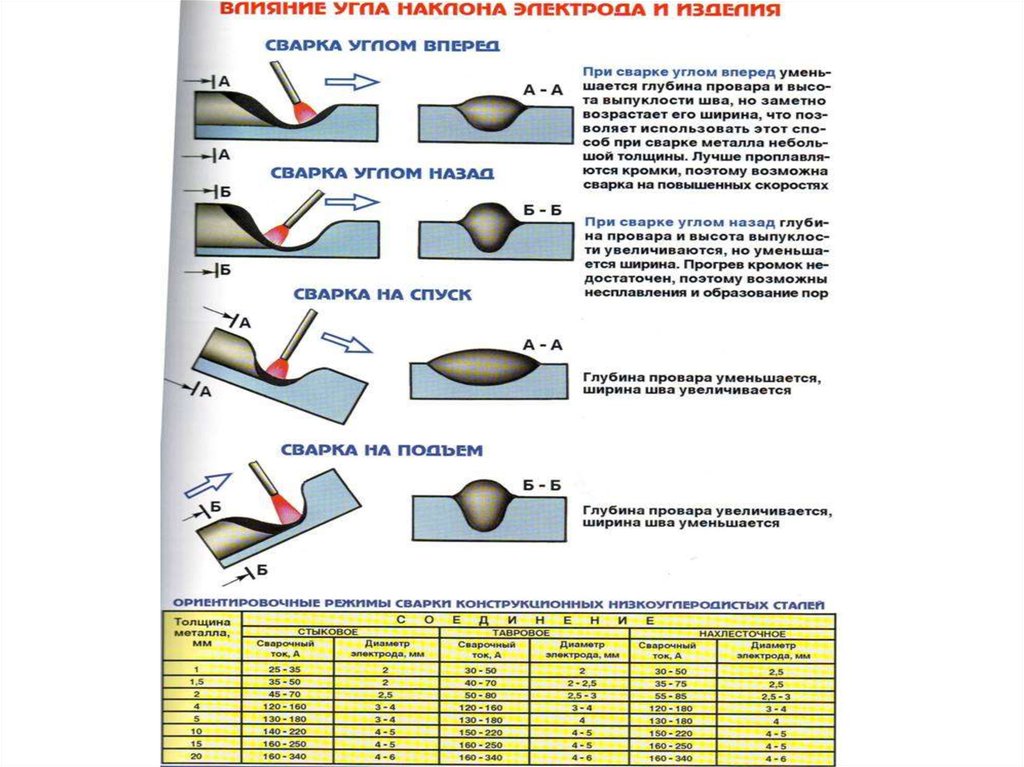
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Завершающие работы

Чтобы повысить устойчивость шва к образованию трещин, при сваривании элементов из оцинкованной стали нужно понижать уровень кремния в шовной части. Для этого используются специальные сварочные материалы.
После завершения сварочного процесса на поверхность шва необходимо нанести защитный слой. Также восстановить защитный слой нужно в тех местах около шва, где наблюдается нарушение защитного покрытия. При этом данный слой должен отвечать следующим требованиям:
- Хорошо сцепляться с основным металлом.
- Его коррозионная стойкость должна быть не ниже, чем у оцинкованного металла.
- Выполнение защитного слоя должно быть довольно простым, то есть для этого не нужны высококвалифицированные специалисты и особое оборудование.
Эта краска должна быть изготовлена на базе смолистых связующих веществ, которые относятся к неомыляемым синтетическим составам, например, полистерин, хлорированный каучук, смола эпоксидная и т.п. Такая краска должна легко наноситься при помощи кисти и не стекать с вертикальных поверхностей.
Также в качестве защитного покрытия можно применять наплавку из цинковой проволоки, которая содержит не менее 99,99 процентов цинка. Помимо этого подойдут цинково-кадмиевые прутки.
Подбор электродов

В процессе выполнения сварочных работ цинк может интенсивно испаряться, поскольку его температура кипения составляет 906°С. Если в процессе испарения цинк попадёт в сварочную ванну, в сварном шве могут образоваться поры и кристаллизационные трещины. Именно поэтому с поверхности оцинкованной трубы, где будут вестись сварные работы, необходимо счищать слой цинка.
Так, если варить углеродистую сталь, то самым подходящим электродом будет элемент с рутиловым покрытием. Для сваривания труб из низколегированных сталей подойдут электроды с основным покрытием.
Электроды с рутиловым покрытием отличаются следующими свойствами:
- Благодаря особому химическому составу покрытия такие электроды быстро и легко зажигаются.
- Полученная сварочная дуга позволяет добиться сварных швов высокого качества без пор.
- Коэффициент разбрызгивания плавленого материала незначительный.
Порой, чтобы добиться снижения удельного веса углеродистого вещества в цинковом покрытии и повысить сопротивляемость материала к образованию трещин, в рутиловое покрытие добавляется небольшое количество железного порошка.
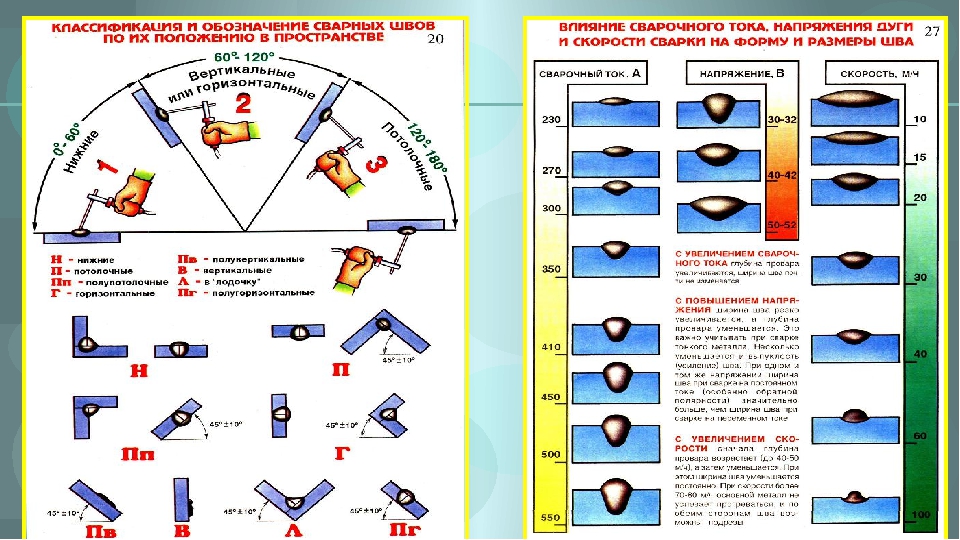
Чтобы в стыковых и угловых швах на оцинкованных заготовках не появлялись поры, нужно увеличить ток и уменьшить скорость сварки. Если же трубы будут эксплуатироваться в условиях положительных температур окружающей среды, то цинк не будет оказывать негативного воздействия на характер швов.
Для соединения оцинкованных трубчатых изделий без повреждения цинкового слоя применяется метод пайки. Преимущества этого метода следующие:
- хорошая антикоррозионная стойкость и герметичность шва;
- время проведения монтажных работ сокращается;
- уменьшается стоимость выполнения таких работ.
Для получения швов методом пайки необходимо подбирать припой и электроды, которые имеют флюсовое покрытие. При этом обыкновенные водопроводные трубы из этого материала можно варить при помощи обычного электрода.
Водоснабжение и водоотведение
Сообщение от dun_mm: Как в случае резьбового соединения соединять большие диаметры (больше 57)?
На резьбе никак. Дело в том, что при сварных стыках, нет разницы оцинковка труба, или черная, швы потекут на оцинковке даже быстрее, чем на чёрной трубе.
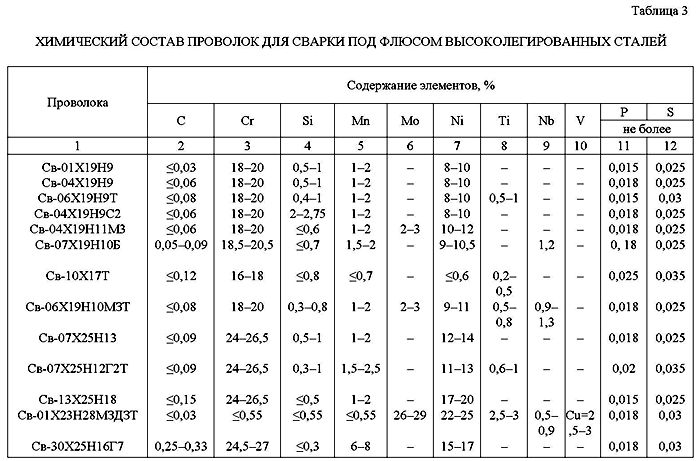
Сообщение от : Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой марки Св-15ГСТЮЦА с Се по ГОСТ 2246—70 диаметром 0,8—1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием, если применение других сварочных материалов не согласовано в установленном порядке.
Для условий стройки это практически невыполнимо, а процесс проконтролировать невозможно.
Оцинкованные трубы на сварке оказываются менее надежными, чем черные
. Это происходит из-за электрохимической коррозии. Хотя «чисто по химии» в паре цинк-железо разрушаться должен сперва цинк, нов реальных условиях при температуре воды около 60 градусов, происходит изменение полярности гальванической пары и разрушаться начинает железо. Это давно уже установлено.
Поэтом правильно сделали, что в СП сварку оцинковки вообще убрали. Или резьба или неметаллические трубы, которых сейчас полно.
Сообщение от KronSerg: Как в случае резьбового соединения соединять большие диаметры (больше 57)? На резьбе никак.
А что, большой станочек?
9 мин. —— я, кстати, вижу такой способ — нарезаем на стационарном станке болванки с резьбой, на стройке их привариваем к трубам, замазываем сварные швы изнутри и снаружи цинковой краской. Не?
Сварка оцинкованных труб электродами
Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.
Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.


То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Применение газовой горелки
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
Сварка оцинковки: некоторые технологические особенности
Таблица размеров оцинкованных труб.
Основная технологическая проблема, которая возникает во время сварки труб с цинковым покрытием, это риск выгорания этого самого покрытия. Дело в том, что цинк в результате значительного нагрева (либо от электрода сварочного аппарата, либо от газовой горелки) начинает очень быстро испаряться.
Как несложно догадаться, нарушение целостности защитного цинкового покрытия трубы приводит к серьезным негативным последствиям в виде образования на месте выгорания проблемной зоны, не защищенной от воздействия влаги.
Такое место через некоторое время подвергается атаке коррозии.
Возникновение разрушительной ржавчины вынуждает время от времени заменять пораженные участки трубопровода со всеми вытекающими из этого обстоятельствами: финансовыми и временными затратами, необходимостью переделывать уже законченные конструкции.
С такой задачей могут справиться, например, специально сконструированные электроды, выдерживающие повышенные токи. В результате сварщик получает возможность оперировать более высокими, чем обычно, температурами. Благодаря этому сварка цинка осуществляется безопаснее, а металл доводится до нужных условий быстрее, чем цинк начнет испаряться.
Кроме того, для защиты покрытия от чрезмерных температур применяют специальные флюсы. Слой данного материала предварительно нагревается до вязкого, полужидкого состояния и наносится в то место, где планируется сварное соединение оцинкованных труб. Оберегает флюс цинковое покрытие трубы тем, что, принимая на себя избыточное тепло от сварочного аппарата, он испаряется и, соответственно, не позволяет испаряться цинку.
Как варить оцинкованные трубы с использованием флюса
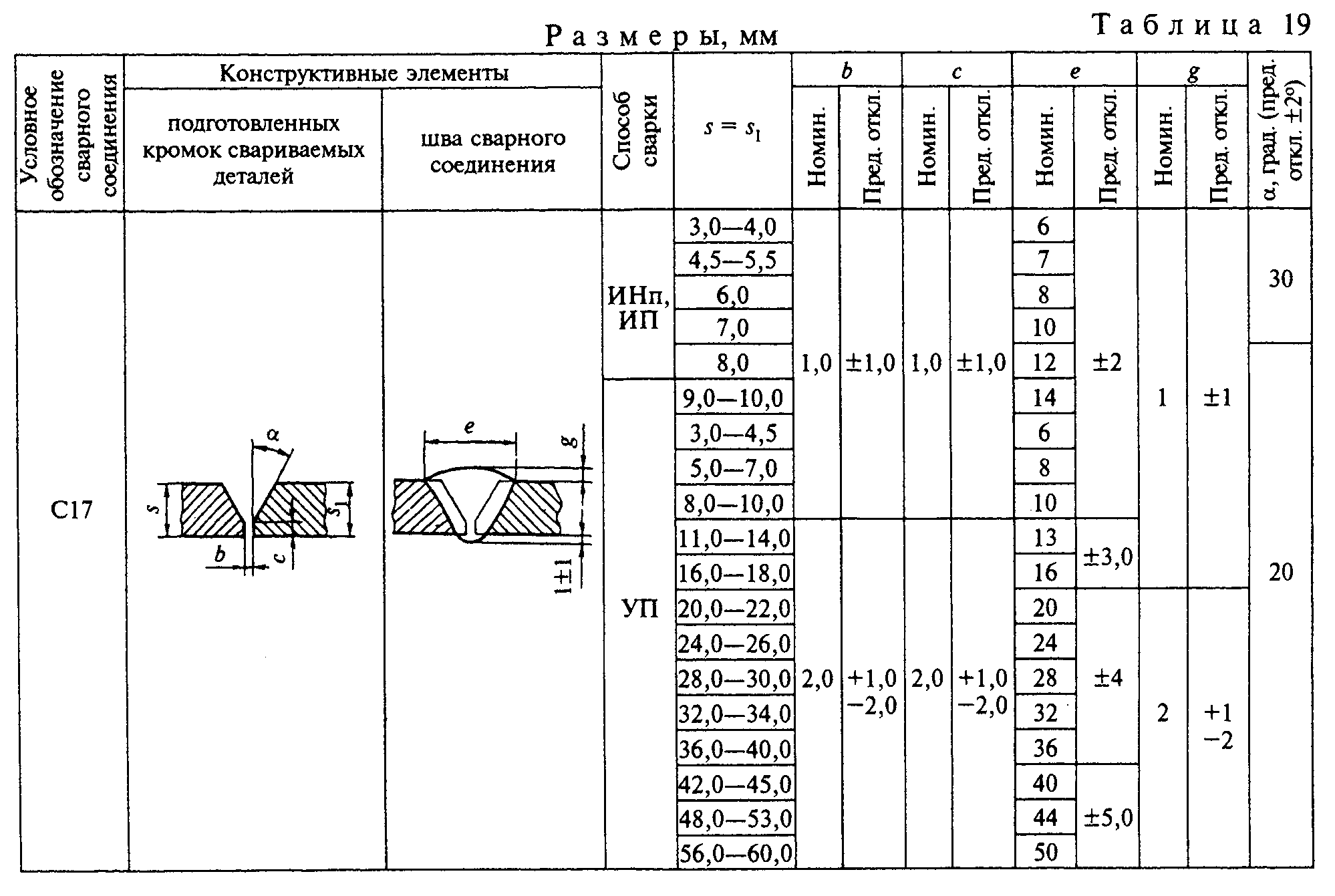
Кромки труб перед соединением предварительно обезжиривают и зачищают до состояния металлического блеска. Проводить очистку нужно не только на наружной поверхности, но и на внутренней. Заготовки предварительно прогревают на 20-30 см в длину с каждой стороны планируемого соединения. Для эффективной сварки изделий с толщиной стенок до 3 мм нет необходимости в определенной подготовке кромок. Ширина зазора между концами при этом равняется 2-3 мм. При более толстых трубах выполняется угол раскрытия кромок 80-90 градусов и притупление высотой 1-1,5 мм. Ширина зазора аналогична.
Флюс нагревают до среднего между жидким и твердым состояния и наносят толстым слоем на поверхность соединения. Количество используемого материала вдвое больше, чем для сварки обычных стальных изделий. Назначение флюса – принять избыточное тепло от сварочного аппарата, что препятствует испарению цинка с кромок.
При нагревании флюс меняет свой цвет с желтого на белый, а когда стык достигает температуры пайки трансформируется в прозрачный. Таким образом, по состоянию флюса можно определить время начала пайки.
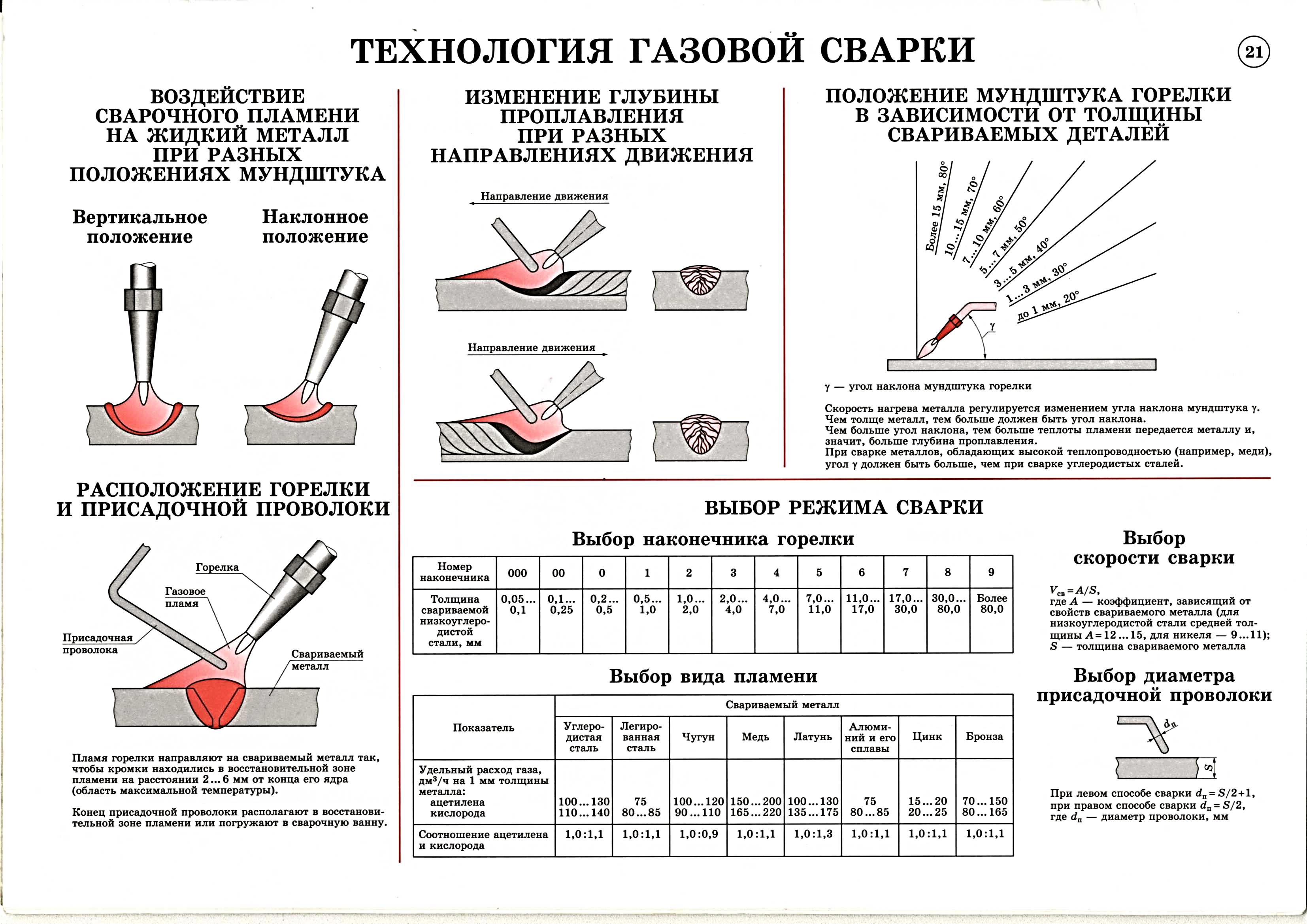
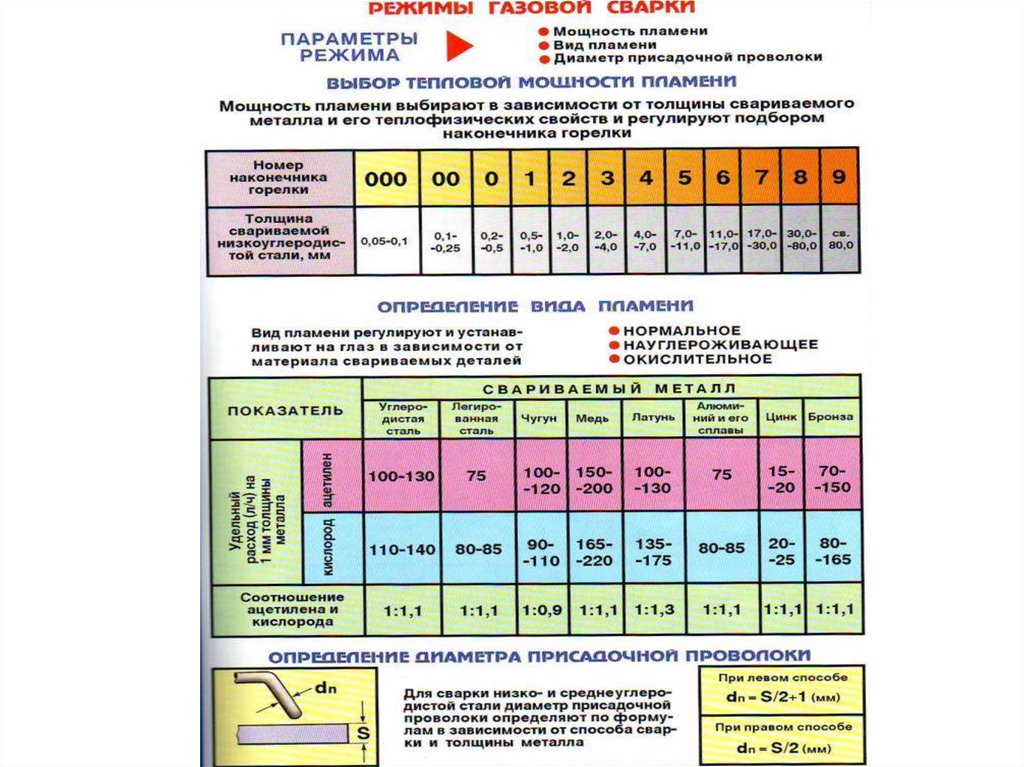
Подбирая размер сопла горелки для пайки, нужно отталкиваться от толщины стенки оцинкованного изделия. Соотношение размеров указано в таблице №1.
Таблица 1
| Размер сопла, мм | Оцинкованная труба |
| 1 -2 | диаметр до 250 мм, толщина стенки 2-6 мм. Заполняющие швы в изделиях любого вида |
| 2-4 | диаметр свыше 250 мм и толщина более 2-6 мм |
При пайке оцинковки действует правило: сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы аналогичных размеров.
Для качественной сварки оцинкованной трубы крайне важно выбрать горелку соответствующего размера и правильно отрегулировать пламя
Почему так важно правильно подобрать сопло? Использование чересчур большого варианта приведет к перегреву заготовки, и цинк будет испаряться. Значит, ухудшится ее коррозионная стойкость и прочностные характеристики (расплавленный цинк приведет к образованию пор)
В случае недостаточного размера сопла, поверхность металла не нагреется до необходимой температуры, что вызовет прилипание к ней припоя.
Во время пайки применяют ацетиленокислородное пламя, которое выставляют на избыток кислорода. Избыток кислорода необходим для того, чтобы при плавлении припоя в результате реакции с кремнем образовывался его оксид. Именно оксид кремния предотвращает тепловое испарение цинка.
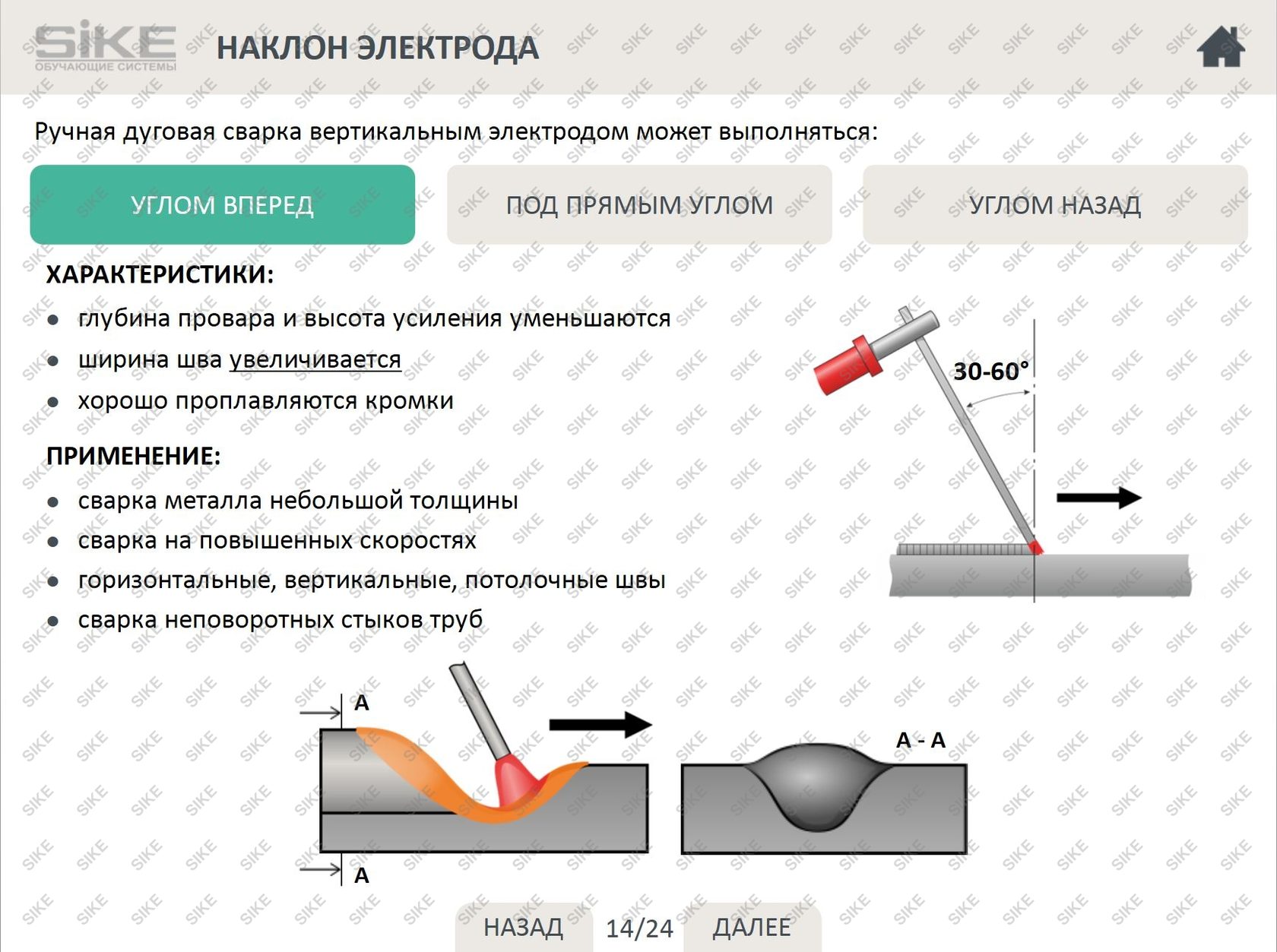
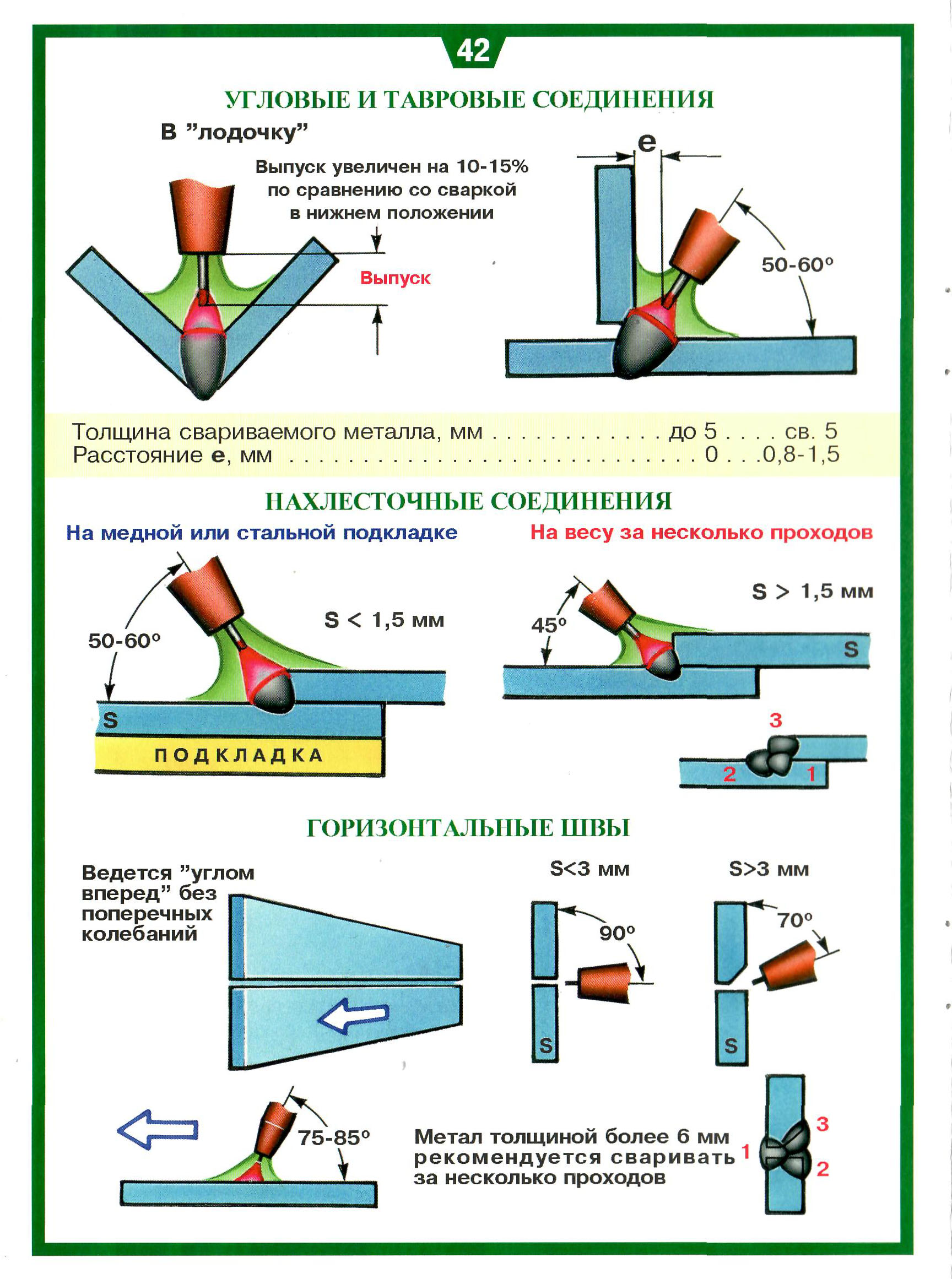
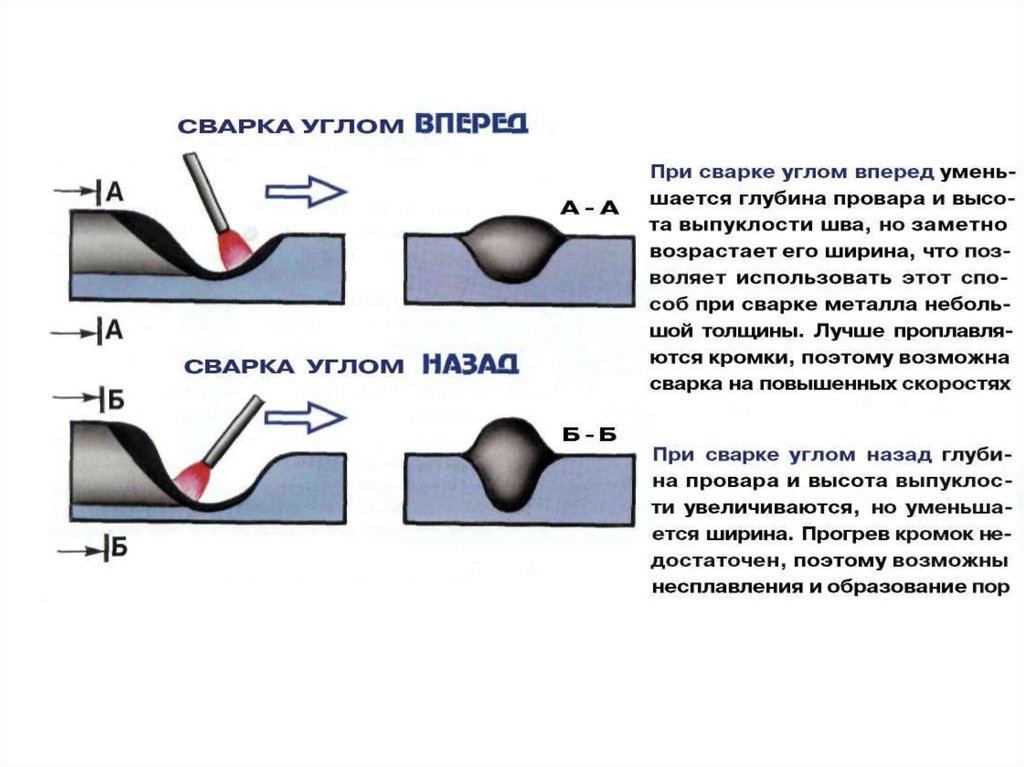
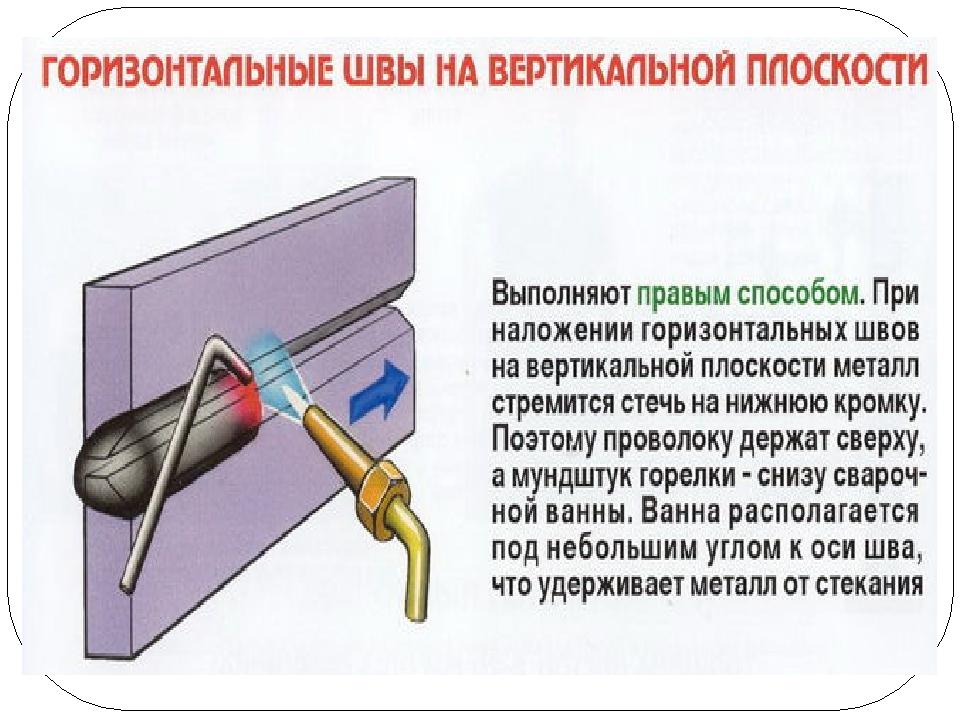
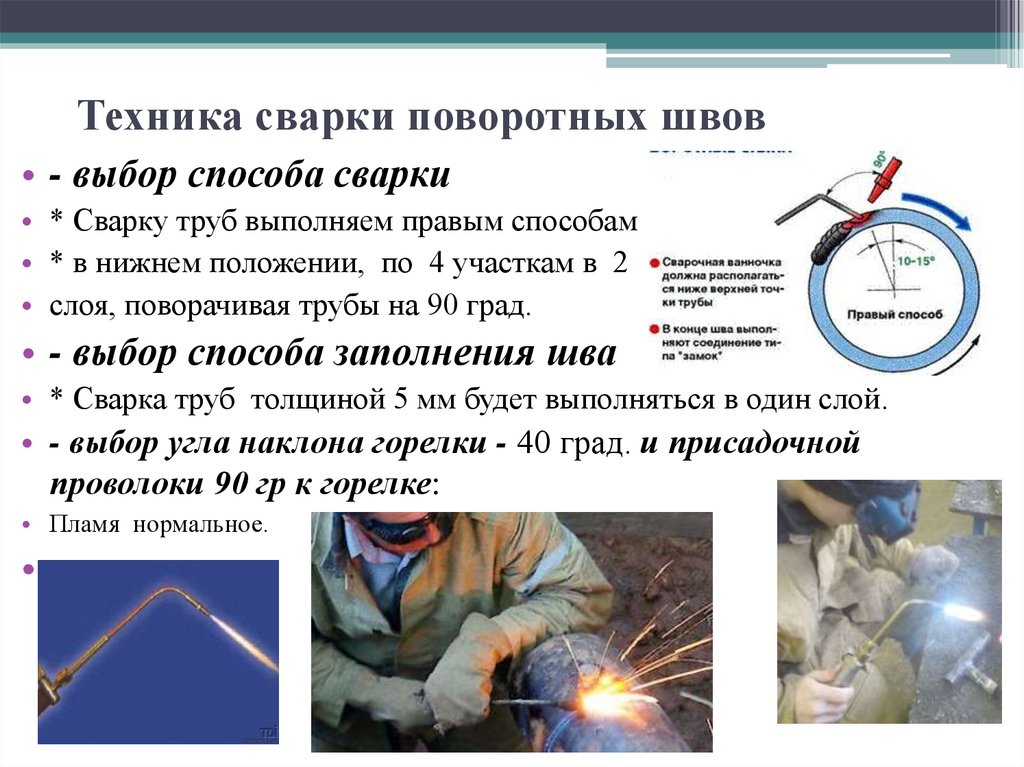
Для сварки газовой горелкой лучше всего применять технику «влево», т.е расположить пруток перед пламенем. В таком случае огонь попадет на пруток припоя, а не на металлическую поверхность. При исполнении переплавляющего шва горелка должна быть наклонена под углом 70-75º. Для заполняющего прохода угол должен составлять 15-30º. Располагать горелку можно в любом пространственном положении, но наиболее удобное — нижнее, при нем удобно следить за сварочной ванной. Соединение трубы толщиной до 4 мм происходит за один проход. Если значение толщины выше — применяют многопроходную сварку.
После завершения соединения спаянный шов очищают от избытка материала пайки. Снаружи трубу промывают водой и проходят металлической щеткой
Важно не переусердствовать, чтобы не повредить цинковую поверхность. Внутреннюю оболочку нужно залить на сутки водой и промыть
Правильно выполненная пайка оцинкованных труб позволяет получить соединительные швы, которые не требуют дополнительной антикоррозийной защиты.
Правильно выполненный шов не требует дополнительной обработки
Методы сварки
Чтобы максимально качественно сварить оцинкованные трубы, можно прибегнуть к одному из нескольких способов.
Первый метод предполагает механическую очистку изделия посредством абразивного наждачного круга либо щетки. Затем оцинковка сваривается так же, как обычные черные трубы. Нюанс заключается в том, что шов, который очищен от цинка не будет защищен от коррозийных процессов, а это значит, что срок эксплуатации изделия будет недолгим. Под воздействием влаги труба очень быстро начнет ржаветь и ее придется менять.



Используя для пайки горелку очень важно правильно подобрать размер сопла, на выбор которого влияет толщина стенок деталей из цинка. Осуществляя пайку, нужно помнить, что сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы идентичного размера
Осуществляя пайку, нужно помнить, что сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы идентичного размера.
Выбрать правильный размер сопла крайне важно, т.к. при использовании слишком большого – ваша заготовка может попросту перегреться, что естественно приведет к испарению цинка
Если размер сопла будет слишком маленьким, то поверхность материала наоборот не дойдет до нужного температурного режима и припой может попросту к ней прилипнуть.

В процессе пайки используют ацетиленокислородное пламя, выставляемое на избыток кислорода, который опять же нужен для того, чтобы цинк не испарился. Поскольку в момент, когда припой плавится, избыточное количество кислорода вступает в реакцию с кремнем и в итоге образуется его оксид, предотвращающий процесс испарения.
Электроды с рутиловым покрытием обладают рядом положительных свойств:
- они зажигаются очень легко и быстро,
- благодаря сварочной дуге, которая образуется, сварочные швы получаются прочные качественные, без пор и трещин,
- в процессе работы разбрызгивается совсем небольшое количество плавленного материала.
Читать также: Самодельные картофелекопалки для мотоблоков своими руками
В рутиловом покрытии может присутствовать железный порошок, за счет которого уменьшается удельный вес углерода в цинковом покрытии и трещины образуются намного реже.
Для того чтобы производить электросварку оцинкованных труб, человек, выполняющие сварочные работы должен иметь хотя бы минимальный опыт в этом деле. На мощность дуги самое непосредственное влияние оказывает размер электрода. В связи с этим электроды для сварки оцинкованных труб должны быть среднего размера, т.к. выбрав слишком толстые соединение может прожечься, а тонкие приведут к образованию недостаточно прочного шва.
После того, как сварка будет завершена, место соединения обязательно покройте антикоррозийным составом.
https://youtube.com/watch?v=po6Q8Vds3dg