
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
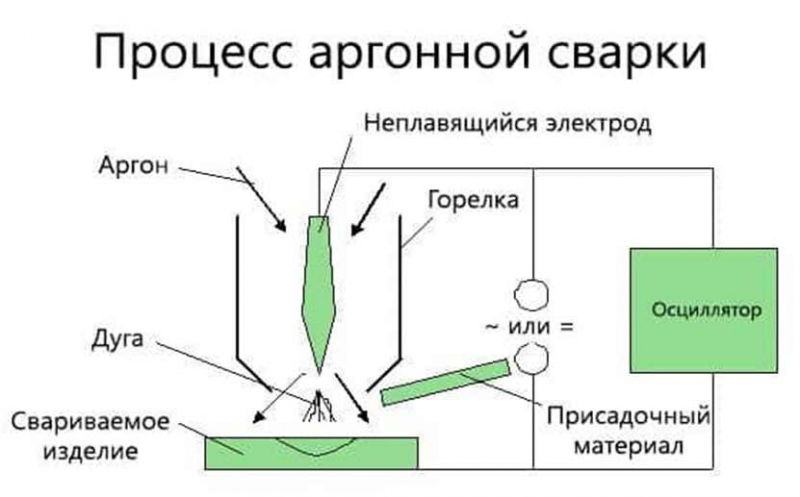
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
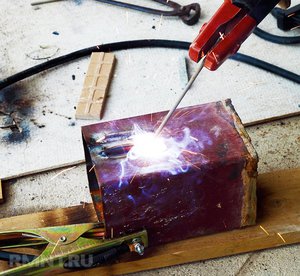
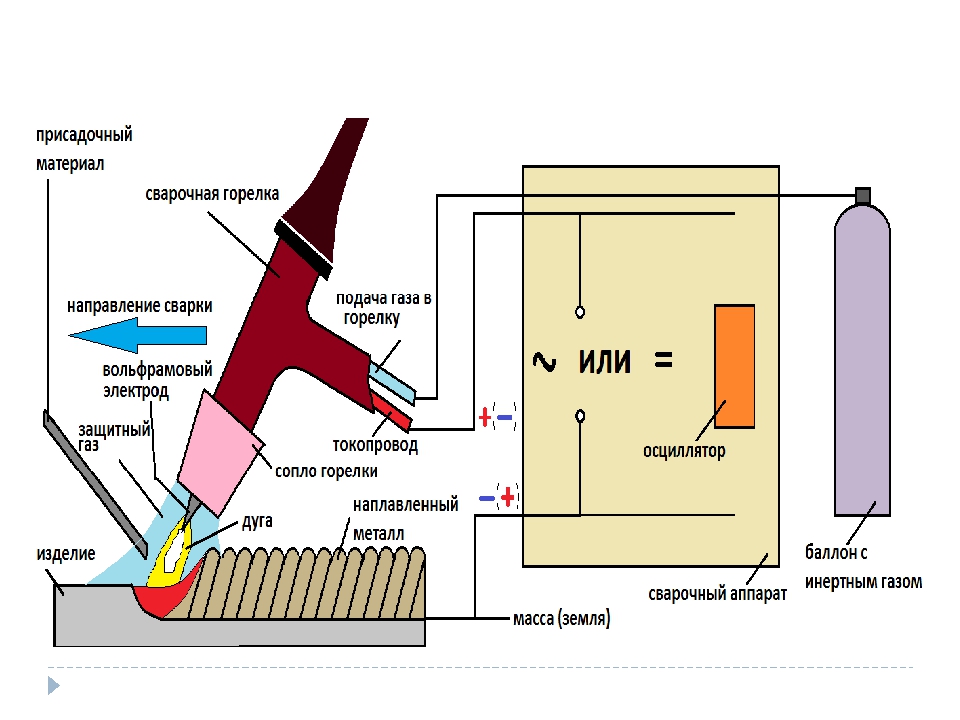
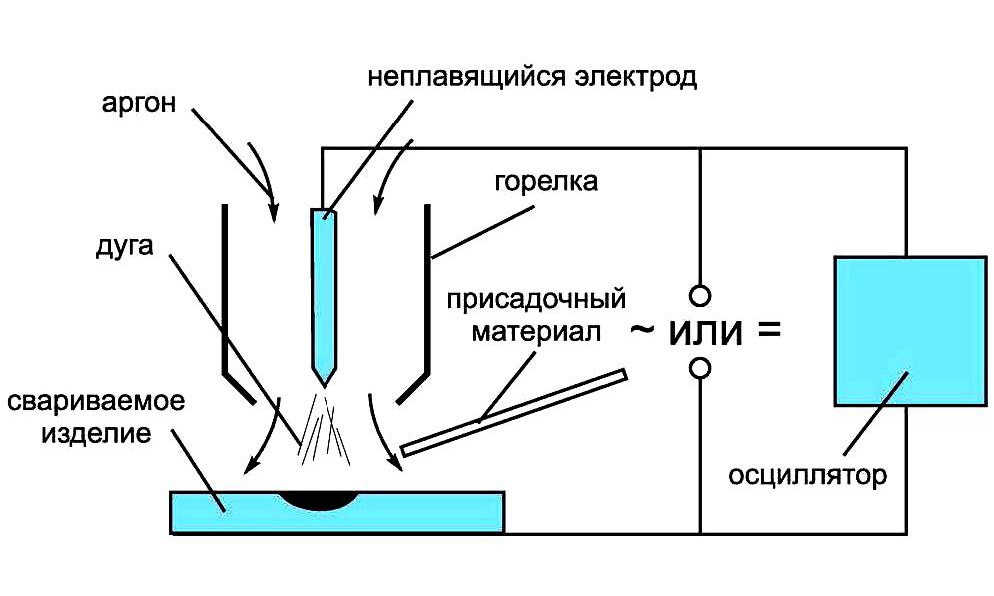
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Аппараты для сварки алюминия
При сваривании алюминием существует несколько факторов, которые могут усложнять процесс сваривания алюминия и алюминиевых сплавов:
На поверхности свариваемого алюминия может появляться тугоплавкая пленка алюминиевой окиси, которая имеет большую плотность, чем сам свариваемый металл. Пленка, которая образовывается на поверхности металла, убирается механическими или химическими методами. Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
При повышении температуры металла при сваривании его прочность значительно понижается. Твердый металл, который не расплавился при сваривании, может поддаться разрушению под давлением массы сварочной ванны. Контролировать размер сварочной ванны при сваривании алюминия может быть сложно, потому что его цвет не изменяется при нагреве. Для того чтобы избегать прожогов металла применяют керамические прокладки или же прокладки из более тугоплавкого металла.
Алюминий можно сваривать с помощью инвертора в среде инертных газов, то есть с применением аргона и неплавящихся электродов. Все, кто интересуется свариванием в домашних условиях, должны знать, что при длительной работе вольфрамового электрода могут скапливаться наросты его окислов, что будет значительно снижать качество сваривания.
Для того чтобы удалить такие наросты электрод затачивают с помощью твердого мелкозернистого диска. Такой инструмент позволяет предохранить рабочую поверхность электрода от образования бороздок или заусенцев. Диск, которым Вы затачивали сварочный электрод, не нужно использовать для работы с другими предметами металлами. Уменьшить возможность появления наростов можно благодаря интенсивному охлаждению электрода и обеспечению сварочной ванны эффективной газовой защитой.
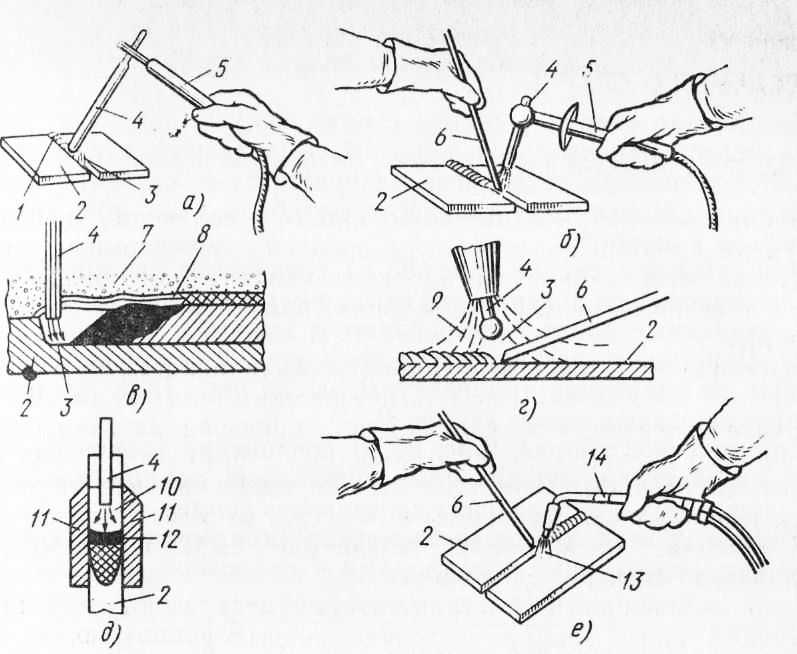
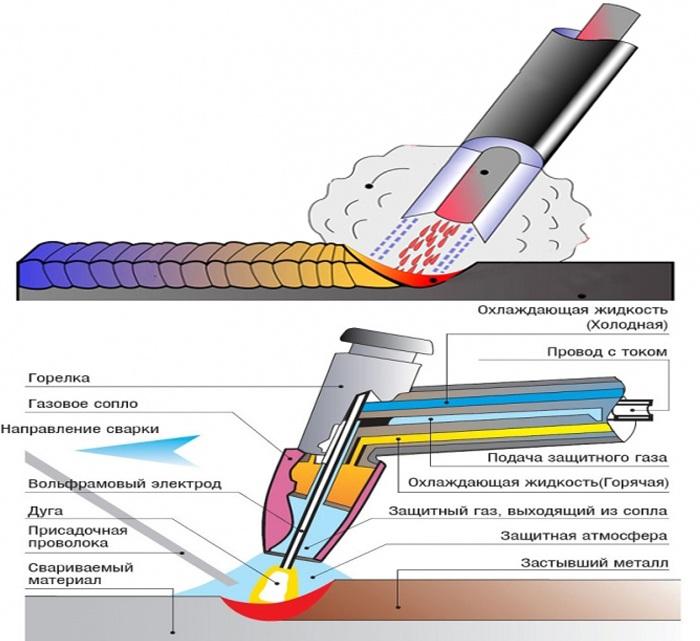
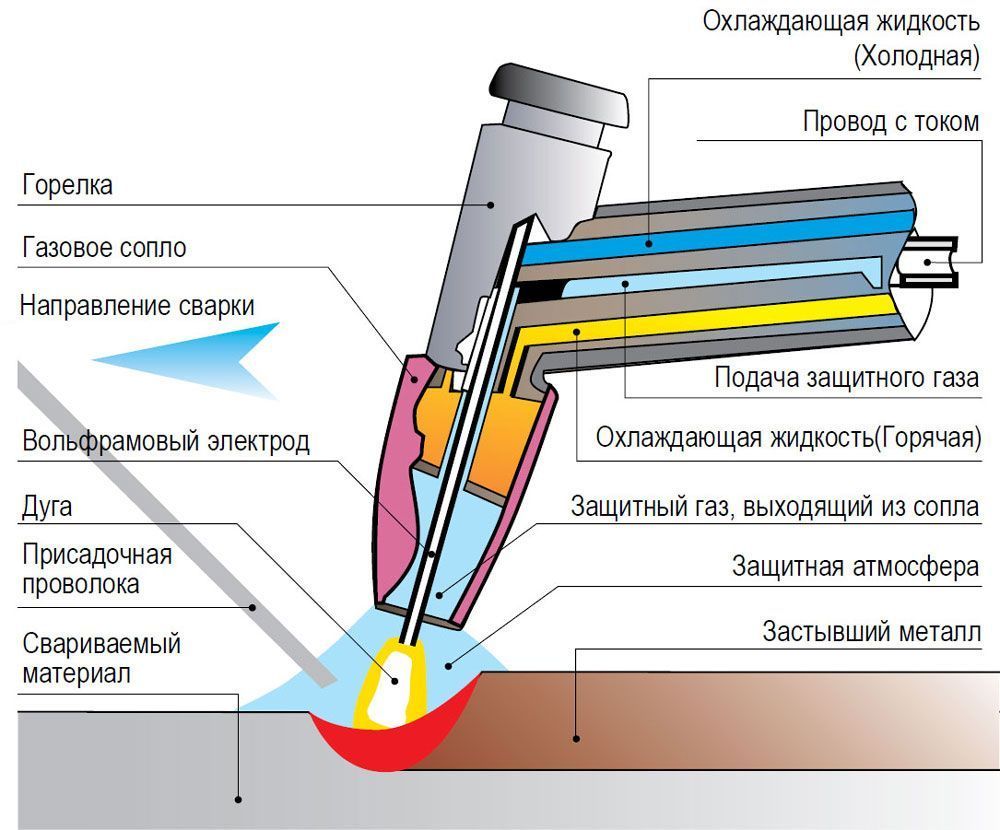
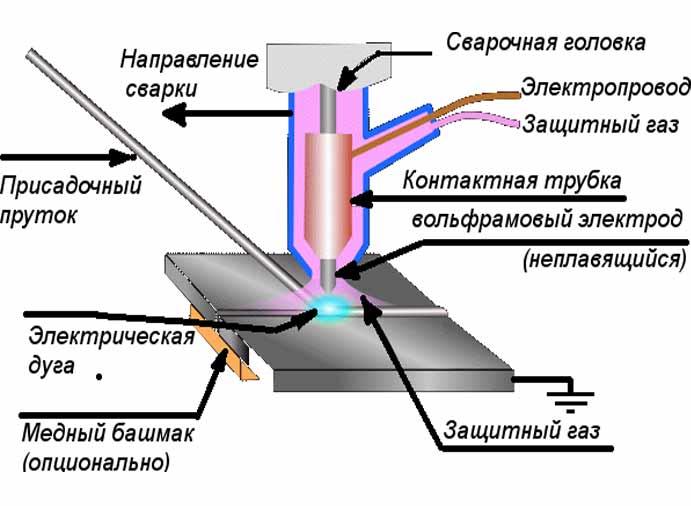
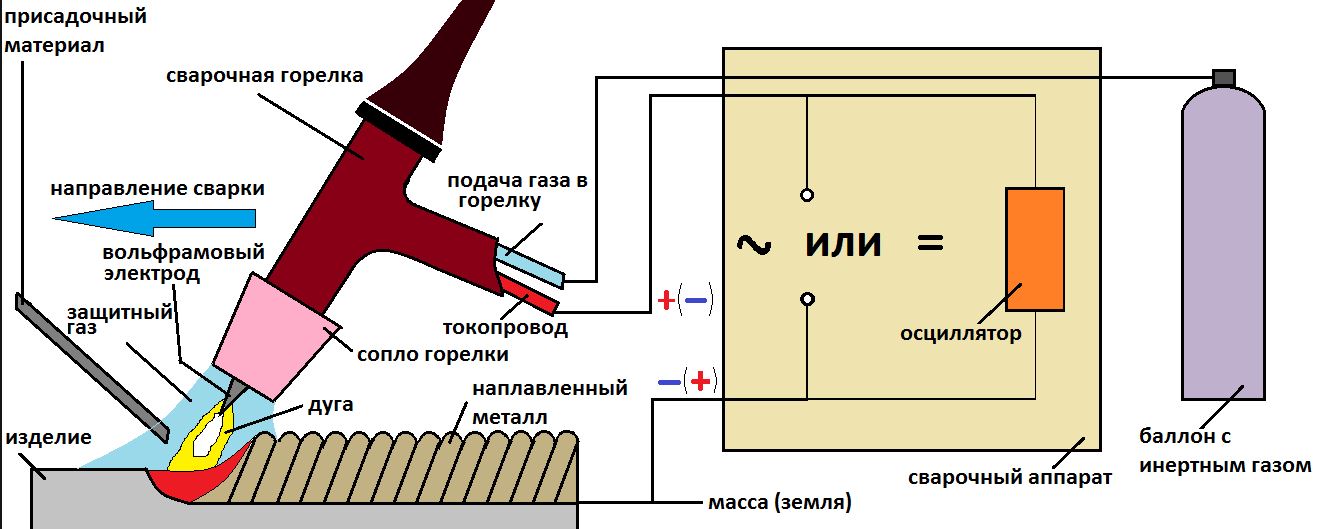
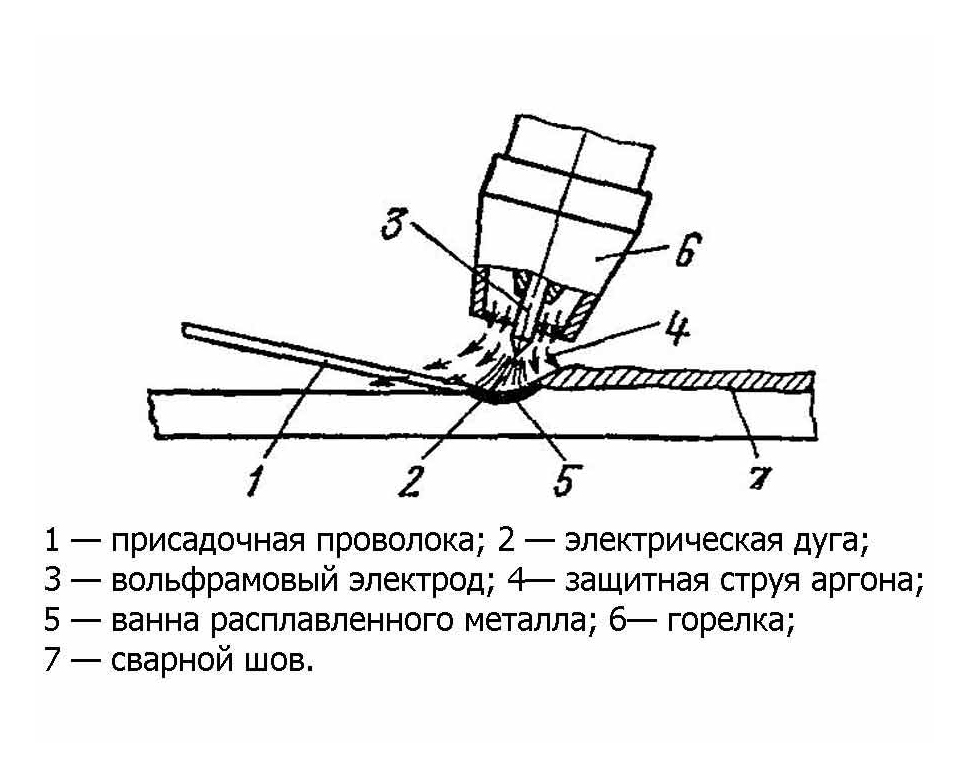
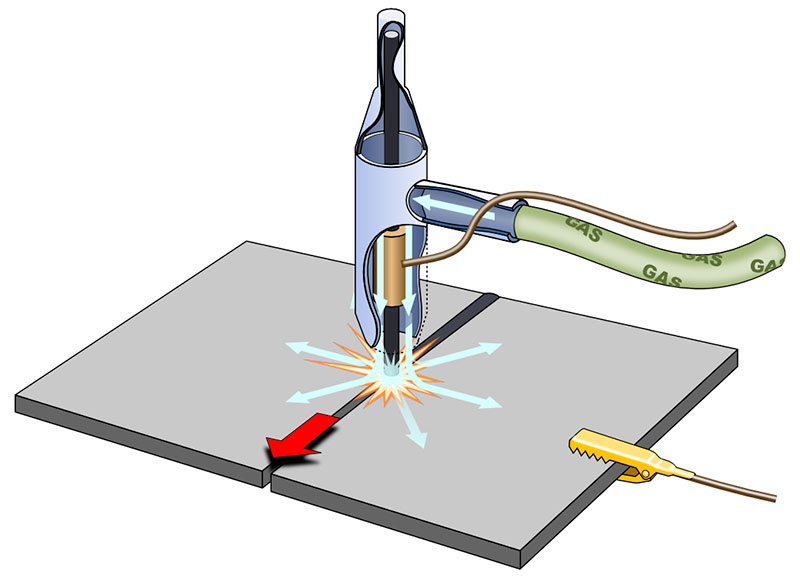
При аргонодуговом сваривании горение электрической дуги происходит между поверхностью свариваемого металла и самим электродом. Сварочный электрод расположен в горелке, через которую с помощью сопла подается инертный газ для защиты сварочного процесса. В качестве расходного материала и дополнительной добавки металла в сварочную ванну может использоваться присадочная проволока, которая подается вручную или с помощью автоматизированных методов.
Перед тем как сваривать алюминий аргоном, нужно определиться, какую марку присадочной проволоки Вы будете использовать. Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
Сварка алюминия полуавтоматом Сварка алюминиевой банки
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
 Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Соединения алюминия и их вред
Некоторые соединения алюминия способны вызывать острую интоксикацию. Это хорошо растворимые соли, такие как сульфат, хлорид и нитрат. При этом в незначительных количествах сернокислый алюминий применяется в пищевой промышленности. Гидроксид алюминия может быть как полезным, так и вредным, он является основанием, и проявляет вред, стимулируя гемолитическое действие и разрушая красные кровяные тельца.

Алюминиевая пыль (или алюминиевая пудра)
Средней токсичностью обладает сам металлический алюминий, и особо велик вред от хронического вдыхания алюминиевой пыли. Этот способ интоксикации является промышленным. Если вдыхать алюминиевую пыль, бериллиевую пыль и пыль бронзы, содержащей элемент № 13, то через месяц в легких появляются признаки их воспаления, возникает эмфизема, диффузный пневмосклероз. Вдыхание нитрида алюминия приводят также к воспалению бронхов, пневмосклерозу, дистрофии печёночных клеток.






Сварка алюминиевого корпуса лодки
Также при вдыхании паров алюминия наносится вред центральной нервной системе, и при длительном воздействии этого токсического фактора возникает характерная клиническая симптоматика, описанная ниже, поэтому специалисты по сварке алюминия входят в группу риска. Образующиеся пары алюминия и его соединений наносят выраженный вред здоровью. Если в течение 3 часов ежедневно вдыхать аэрозоль, который выделяется при сварке, то, в конце концов, также разрастается соединительная ткань в легких и уменьшается легочная вентиляция, а в высоких концентрациях аэрозоль вызывает тяжелую пневмонию.
Вреден и хлоргидрат алюминия, но об этом соединении будет рассказано ниже, поскольку он входит в состав косметических препаратов. В состав многих косметических средств входит и такое соединение, как хлорид алюминия: он широко применяется как катализатор при органическом синтезе, и он же является промышленным ядом при проникновении в организм, принося серьезный вред здоровью.

Хлорид алюминия (хлористый алюминия)
Даже глиняная пыль способна к повреждению эпителия дыхательных путей, она вызывает дистрофию хрящевого скелета бронхов с развитием некроза и очагового склероза. Вдыхание пыли, которая скопилась рядом с плавильными печами, в которых получают металл, через несколько месяцев приводит к разрастанию соединительной ткани в легких с развитием фиброза, а через год развиваются рубцы и спайки в легочной ткани.
Фосфид алюминия используется как пестицид, но это соединение нестойкое, и, реагируя с водой, он распадается, выделяя ядовитый фосфин – газ, состоящий из фосфора и водорода, с запахом тухлой рыбы.
Оксид алюминия, который покрывает свежую поверхность металла, также приносит вред здоровью. Вся посуда из этого металла покрыта окисной пленкой, поскольку металл очень быстро окисляется на воздухе, содержащимся в нем кислородом. Есть и совершенно нетоксичный оксид алюминия, встречающийся в природе. Это корунд, и особенно – рубины и сапфиры. Они являются исключительно стойкими и никак не влияют на наше здоровье. А вот посуда из этого «небесного» металла при определённых условиях является достаточно токсичной, и об этом рассказано ниже.
Технология сварки алюминия электродами

Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение. 1
1.
Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).

Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний
Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2.
Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
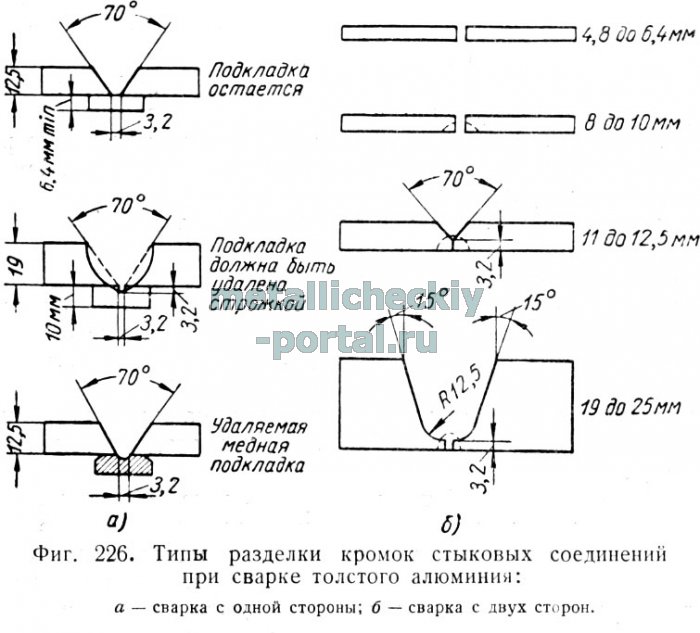
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3.
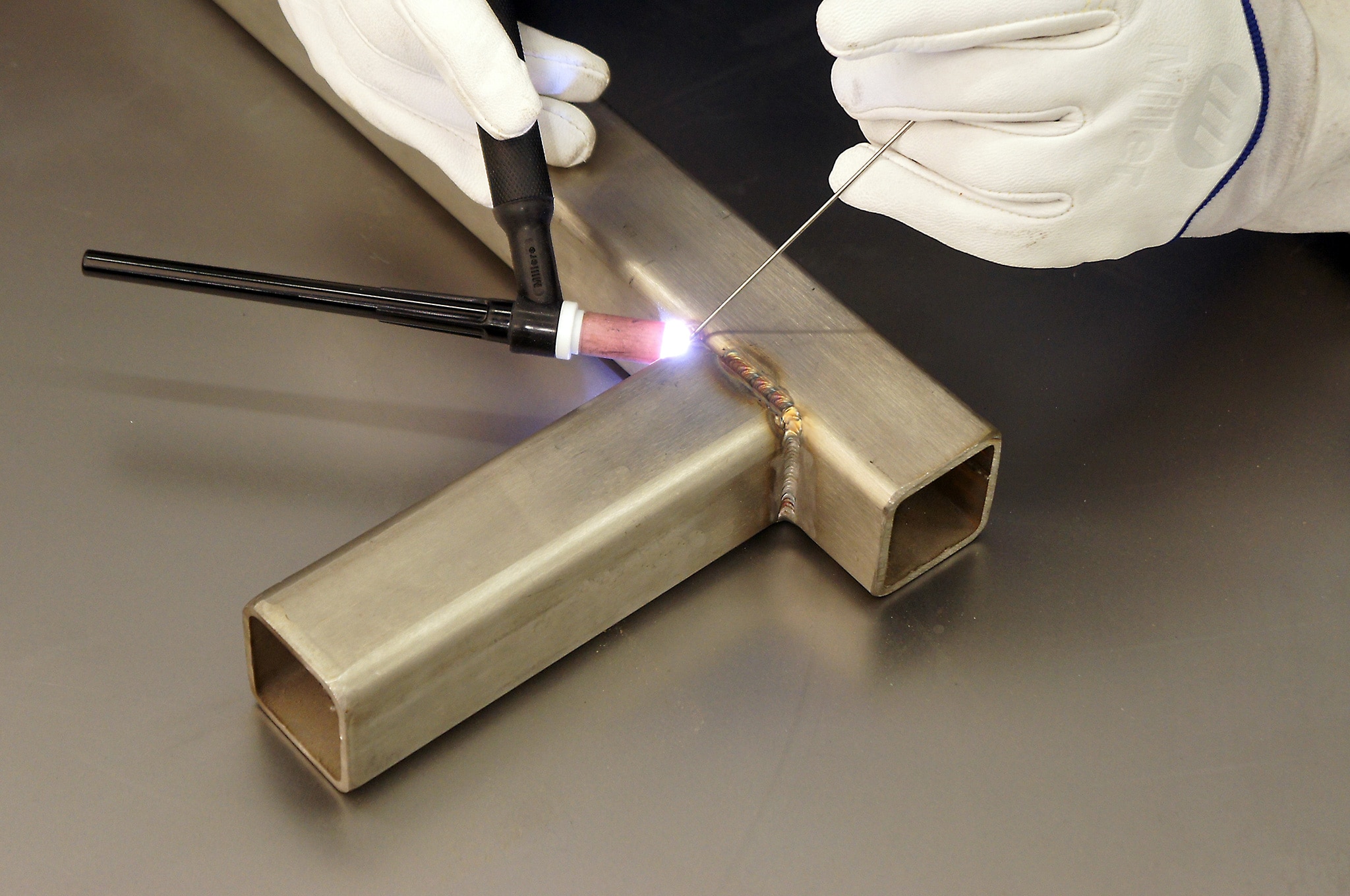
Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).

Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Как варить алюминий электродом – основные тонкости работы
Данный способ подходит только в том случае, если вам необходимо соединить сваркой заготовки, толщина которых более 4 миллиметров. Дело в том, что более тонкие детали можно очень легко прожечь. Однако и в том случае, когда шов выполнен по всем правилам, электродуговая сварка инвертором с помощью электрода даёт довольно ноздреватое соединение алюминиевых заготовок. То есть герметичность швов будет невысокой. О брызгах и большой степени зашлакованности мы уже упоминали выше.
 Сварка алюминиевых деталей при помощи электрода
Сварка алюминиевых деталей при помощи электрода
Первое и основное правило, позволяющее добиться положительного результата – установить обратную полярность при сварке. То есть если обычно на заземление дается минус, а на держак – плюс, то в случае с алюминием делаем наоборот. Далее на каждый миллиметр диаметра электрода выставляем порядка 30 Ампер тока, иначе говоря, для присадочного материала 0,4 сантиметра должно быть подано 120 Ампер со сварочного трансформатора. Скорость движений – обязательно высокая, чтобы избежать прожогов, тем более что электроды для сварки алюминия чрезвычайно быстро плавятся. Поперечные колебания кончиком присадки делать не надо, это приведёт к чрезмерному нагреву металла и повысит вероятность возникновения прожога.

Обязательно оббейте шлак сразу после окончания сварки, затем вымойте шов подогретой водой и жесткой щеткой. После чего обработайте металлической щеточной насадкой для болгарки, чтобы полностью исключить наличие остатков зашлакованности.
Основной способ сварки
Дуговая сварка в аргоне алюминия и его сплавов (AC TIG) производится на переменном токе, источником которого, как правило, является инверторный генератор
Инвертор не только выдает ток очень точной синусоиды, что немаловажно при сварке, но и очень компактный. Кроме самого инвертора, в состав аппарата входят:
- баллон с газом (аргон или аргон+гелий);
- горелка TIG;
- газовые шланги;
- кабели.
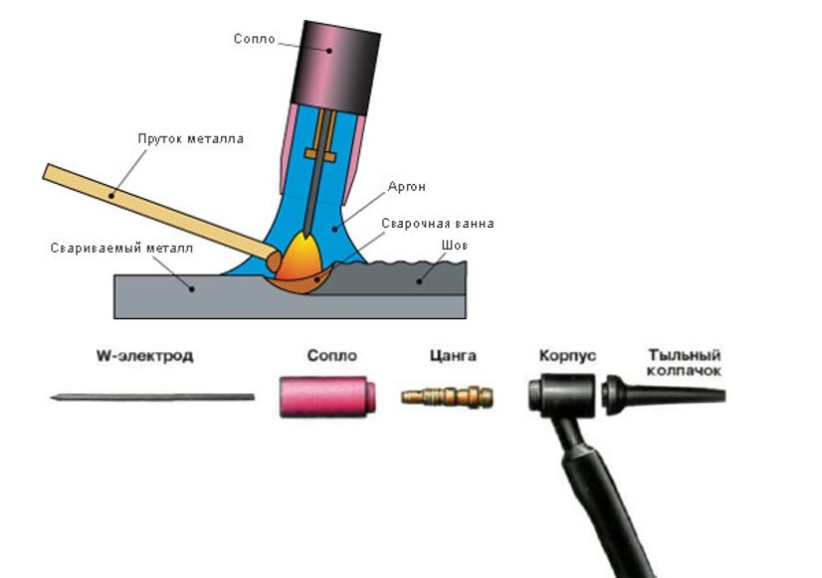
Работает аппарат AC TIG с применением вольфрамовых неплавящихся электродов и присадочной проволоки. В стандартный набор сварщика входят также щиток (желательно «Хамелеон» и защитные краги). На аппарате предусмотрена регулировка сварочного тока и расхода газа. Но о режимах сварки будет рассказано ниже.
Популярные способы
Сварка в условиях дома выполняется не только простым способом ММА, но и некоторыми другими.
Использование вольфрамового электрода
Такой расходный материал применяют при работе в защитной газовой среде. Вольфрам выдерживает нагрев до 4000°С, поэтому электроды относят к категории тугоплавких. Их используют в сочетании с присадочной проволокой, что повышает свариваемость алюминия. Для защиты рабочей области используют гелий или аргон, поэтому сварочный аппарат соединяют с баллоном. В бытовых условиях применяют небольшие резервуары. Дуга поддерживается за счет источника переменного тока. Аргонодуговая сварка — сложный способ. Он редко применяется для рутинных операций.
Сварка плавящимся электродом
Это самый несложный вариант соединения профилей из рассматриваемого материала. Для проведения процедуры приобретают электроды марок УАНА, ОЗА и т.п. Стержни, обработанные специальным составом, и инверторный аппарат позволяют сваривать детали любой толщины. Оборудование настраивают на режим постоянного тока обратной полярности. Сила устанавливается с учетом толщины металла. 1 мм соответствует 25 А. Для защиты сварочной ванны используют инертный газ.
Рекомендуем ознакомиться
Какие электроды по алюминию выбирать
С помощью полуавтомата
Несмотря на высокое качество сварных соединений, данный метод применяют редко. Это связано с высокой стоимостью аппаратуры. Полуавтоматическое устройство выдает короткий импульс высокого напряжения, разрушающий оксидный налет.
Рекомендуем к прочтению Технология сварки дюралюминия
Частицы расплавленного электрода проникают в сварочную ванну. Чтобы понять, как заварить стык между алюминиевыми деталями, необходимо ознакомиться с особенностями работы с оборудованием:
- всегда устанавливают обратную полярность;
- чтобы проволока не застревала в механизме подачи, его снабжают специальным наконечником увеличенного диаметра;
- алюминиевый пруток образует петли, чтобы исключить этот недостаток, устанавливают подающее устройство с 4 валиками, тефлоновым вкладышем и узким рукавом;
- проволоку выводят в рабочую область ускоренными темпами, поэтому менять наконечник часто не придется.
Некоторые сварщики переделывают обычные полуавтоматы под приборы, работающие с алюминием.
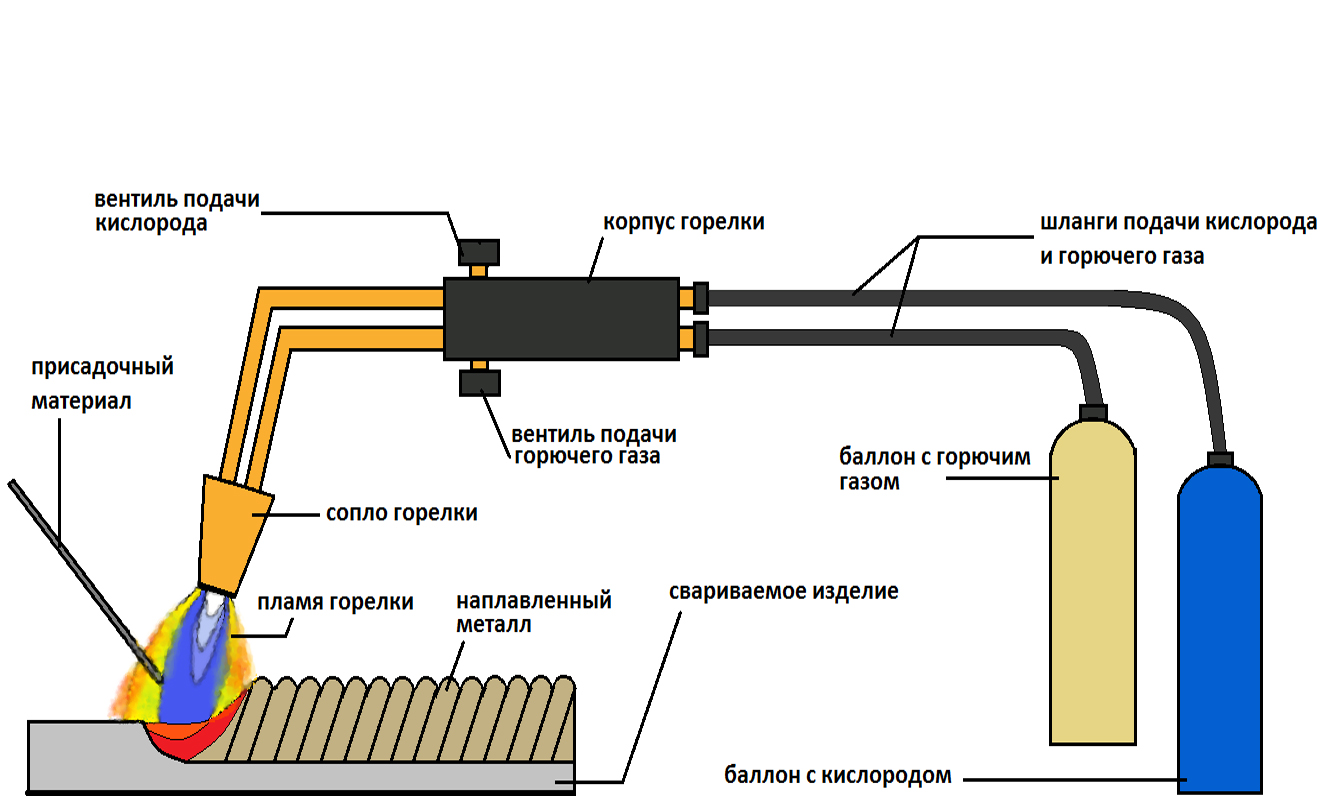
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ АЛЮМИНИЯ
Прежде, чем приступить непосредственно к работе, рекомендуем вам ознакомится с таблицей, содержащей в себе информацию о режимах сварки алюминия.
| Режимы сварки алюминия | ||||||
| Тип соединения | Толщина свариваемого металла, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сварочный ток, А | Расход газа | Число проходов |
| Ручная сварка | ||||||
| Отбортовка кромок | 1,0 | 1,0 | — | 40–50 | 4–5 | 1 |
| 2,0 | 2,0 | — | 80–90 | 7–8 | 1 | |
| Встык, без разделки, одностороннее | 3,0 | 3,0–4,0 | 2,0–3,0 | 100–130 | 8–10 | 1 |
| Встык, без разделки, двухстороннее | 5,0 | 4,0–5,0 | 3,0–4,0 | 200–240 | 8–10 | 2 |
| Автоматическая сварка | ||||||
| Встык, без разделки | 3,0 | 4,0 | 2,5 | 180–200 | 14–16 | 1 |
| Встык, без разделки | 6,0 | 5,0 | 2,5 | 250–290 | 16–18 | 1 |
Далее можно приступать непосредственно к соединению деталей. Следуйте нескольким простым правилам, и успех вам гарантирован:
Заготовки расположите в максимально удобном положении. Для достижения еще больше комфорта их можно прихватить с двух сторон.
Проволоку начинают подавать только после того, как образуется сварочная ванна
В данном случае важно не промедлить и сделать все вовремя.
Рекомендованная длина дуги — 3 мм.
Электрод нужно держать под углом в 80 градусов. А вот проволока подается уже перпендикулярно положению электрода.
Для работы с тонкими заготовками достаточно вести электрод строго вдоль шва
Если же толщина изделия превышает 3 мм, то вполне можно подключить немного зигзагообразных движений.
Проволока движется перед электродом.
Чтобы завершить шов, следует нажать на кнопку горелки. При этом запускается таймер выключения.
Убирать устройство из зоны сварки нельзя до тех пор, пока не прекратится подача газа.
Если вы планируете заняться сваркой алюминия полуавтоматом, то купить tig аппарат и все необходимые принадлежности вы можете на Сварщик Бай. В нашем каталоге вас ждет огромный выбор товаров по самым привлекательным ценам. Выбирайте лучшее, работайте эффективно!
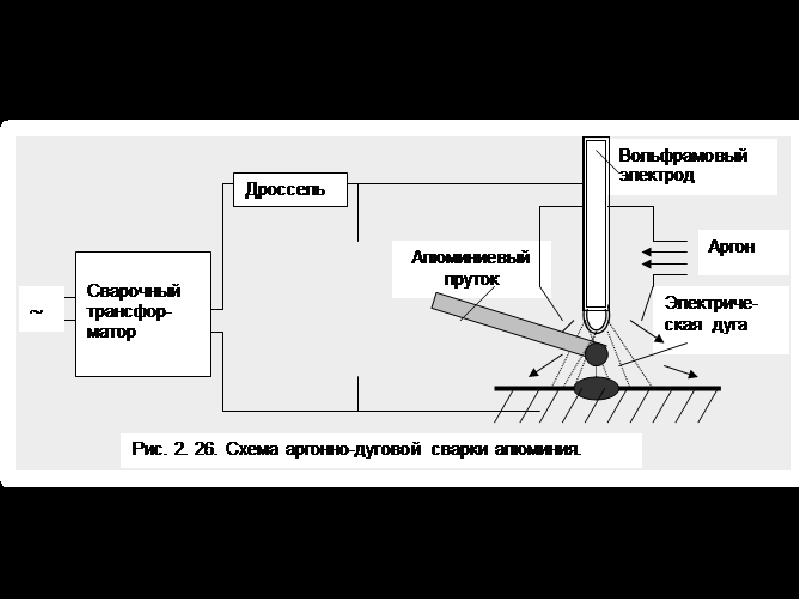
Cварка алюминия постоянным и переменным током
Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
Особенности работы с металлом
Сварка алюминия постоянным током или переменным сопровождается образованием защитной оксидной пленки на поверхности металла. Оксид алюминия – тугоплавкое соединение. Оно отрицательно влияет на стабильность процесса сваривания и снижает прочность сварного шва (образуются непровары). Эта особенность требует тщательного подхода к выбору материалов и методов работы.
Так, работать лучше вольфрамовыми электродами с использованием переменного тока. Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Сварка алюминия переменным током
Сварка алюминия переменным током производится в среде аргона или гелия. Режим работы тока — TIG.
Специалисты советуют использовать метод вытянутой руки, но без выхода электрода из защитной среды.
TIG-сварка применяется для изготовления металлоконструкций из алюминия в химической, пищевой, авиационной промышленности, в некоторых ядерных технологиях. В качестве присадки используют алюминиевую проволоку. Тонкие листы можно сваривать без присадки.
Особенности процесса:
- Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.
- Расход газа может достигать 12 л/мин в зависимости от диаметра форсунки.
- По окончанию сварки проводят продувку газом, чтобы защитить шов и охладить вольфрамовый электрод.
При аргонодуговой сварке рекомендуется подключать осциллятор дополнительно к основному источнику питания, чтобы облегчить поджиг. Устройство подает на электрод высокочастотные импульсы с большим напряжением, которые помогают ионизировать защитный газ. После зажигания дуги осциллятор работает в режиме стабилизатора, подавая импульсы только во время перемены полярности. Это позволяет добиться более ровного горения.
Сваривание постоянным током
Сварка алюминия на постоянном токе обратной полярности проводится в режиме MIG.
Лучше использовать импульсно-дуговые аппараты, в которых предусмотрена программа сварки алюминиевых сплавов.
Для создания инертной среды берут аргон. На электрод подключают положительный полюс, а на металлоконструкцию – отрицательный.
Обратная полярность нужна для создания термической нагрузки, при которой плавится оксидная пленка. Это обеспечивает надежное сваривание кромок изделия. Недостатком метода считается невозможность регулирования плотности тока.
Особенности сварки переменным током:
- Вертикальный угол наклона горелки должен находиться в диапазоне 10-20 градусов.
- Нельзя допускать попадания воздуха в среду защитного газа.
- Форсунка должна находиться на расстоянии 10-15 мм от металла.
Существуют технологии безаргонной сварки электродами на основе хлоридов и фторидов металлов. Эти соединения стабилизируют дугу и позволяют расплавить оксидную пленку.
При выборе метода сварки алюминия и его сплавов ориентируются на предназначение изделий и условия их эксплуатации. Качество сварного шва должно быть оптимальным для конкретных условий.
steelguide.ru
СВОЙСТВА АЛЮМИНИЯ
Основные трудности при сварке алюминия возникают из-за некоторых его особенностей. Так, например, температура плавления металла составляет всего около 650 градусов. Казалось бы немного, если бы не один нюанс. На поверхности изделий из этого материала появляется оксидная пленка. Причина возникновения окиси — любой контакт с кислородом. Так вот, расплавить эту пленку довольно сложно. Ее температура плавления достигает 2000 градусов.
Еще один нюанс, связанный с особенностями алюминия — отсутствие смены окраса при нагреве. Получается, что визуально определить, насколько сильно раскален металл очень сложно. Как следствие — прожоги, существенно снижающие качество сварки.
Гигроскопичность вещества приводит к тому, что оно быстро впитывает влагу из воздуха. Как только происходит нагрев, она начинает испаряться. Это может заметно снизить качество полученного соединения.



УДАЛЕНИЕ ОКСИДНОЙ ПЛЕНКИ С АЛЮМИНИЯ
Оксидная пленка может очень мешать tig сварке алюминия. Тем более, если она попадет в шов в процессе работы, то это повлияет на его прочность. Поэтому от такого своеобразного покрытия на поверхности рекомендуется избавляться. Существует две основные методики снятия окиси с алюминия:
- Механическая. Такой способ хорош в том случае, если сварка алюминия проводится нередко и мастеру необходимо соединить всего несколько деталей. Иначе, подобная обработка в промышленных масштабах будет очень трудозатратной. Для очистки материала потребуется только небольшая металлическая щетка или наждачная бумага, а также напильник. Последний служит для зачистки торцов. Проволока на щетке должна быть не более чем 0,15 мм. Более толстые элементы могут привести к появлению крупных хорошо заметных царапин, которые существенно испортят поверхность. Двигать при обработке рекомендуется в одном направлении, иначе есть большой риск просто «втереть» уже снятую пленку обратно в металл.
- Травление. Основывается на использовании различных химических составов, а также подогреве. Применяется на производствах, где алюминий варят много и часто.
Если вам удастся правильно удалить пленку с поверхности соединяемых деталей, это существенно повысит ваши шансы на успех. Так что не поленитесь, и проведите рекомендуемые работы в полном объеме.
https://youtube.com/watch?v=gD9BOhcI8CE
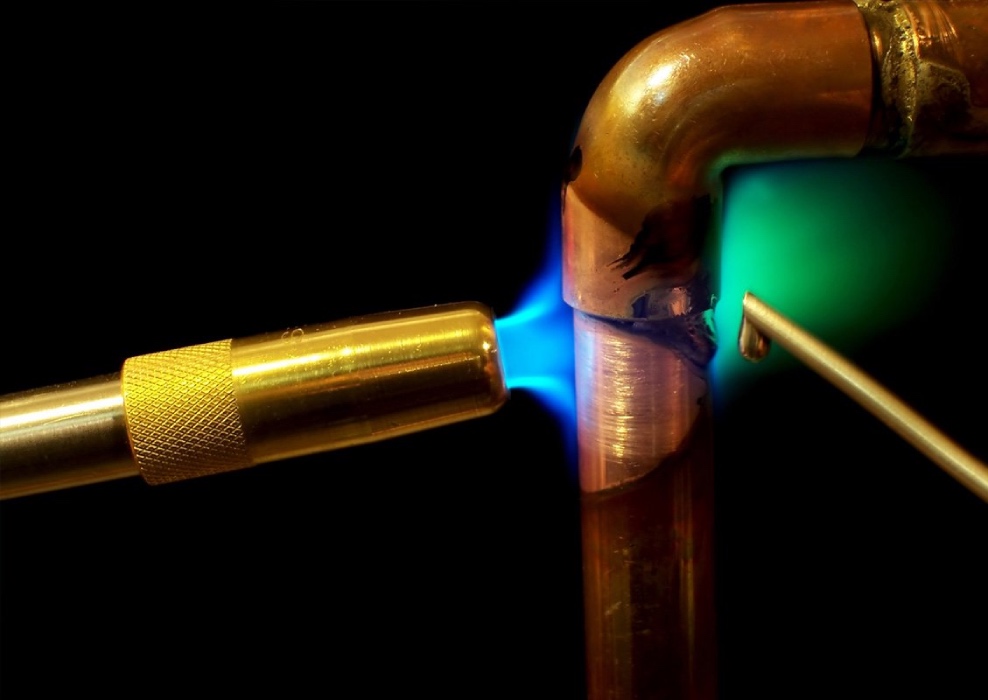
Сварка алюминия аргоном
Сварка алюминиевых конструкций при помощи аргона проводится для создания прочного и ровного шва. Для ее проведения применяется полуавтоматическое оборудование, которое позволяет выполнить соединение правильно. Обычно для работы подходит аргонно-дуговой аппарат, который имеет в конструкции три агрегата.

Перед тем как будет начата дуговая сварка алюминия с использованием аргона, важно привести в рабочее состояние агрегаты оборудования. Показатели расхода сопутствующих ресурсов могут повлиять на итоговую цену услуги
Что будет нужно для сварки аргоном
Чтобы автоматическая сварка алюминия с использованием аргоновой среды была проведена правильно и качественно, важно к ней правильно подготовиться. Для нее обязательно должно быть специальное оборудование для сваривания
Аппарат для сварки обычно состоит из трех важных частей:
- источника электропитания;
- баллона с аргоновым газом;
- механизма, который подает присадочную проволоку.
На крупных промышленных производствах устройство подключаются к централизованным магистралям. По ним поступает инертный газ. Также обязательно применяется стабилизатор дуги для сварки алюминия. После подготовки оборудования для сварки, можно приступать к подготовке деталей для сваривания. Они должны быть подготовлены в обязательном порядке, от соблюдения данной меры будет зависеть качество и прочность свариваемого шва.
К основным рекомендациям подготовки деталей для сваривания можно отнести:
с их поверхности обязательно очищается вся грязь, жир и остатки от машинного масла
Это можно выполнить при помощи любого растворителя;
если толщина деталей для сваривания составляет больше 4 мм, то важно провести разделывание кромок;
согласно рекомендациям специалистов и техническим условиям, листовой алюминий с толщиной от 4 мм стоит сваривать только встык;
зачистка кромок может выполняться при помощи напильника или на наждачном станке. Если же деталь обладает сложной формой, то область для сваривания зачищается при помощи переносной шлифовальной машинки.
Как выполняется сварка аргоном
Чтобы правильно провести сварку алюминия дуговой сваркой в аргоновой среде при помощи полуавтоматического оборудования важно выполнять все этапы процесса. Для сваривания обязательно потребуются вольфрамовые электроды
Размер диаметра расходных материалов подбирается в пределах от 1,5 до 5,5 мм.

При выполнении сваривания важно следить за тем, как ориентирован электрод относительно свариваемой поверхности. Его требуется держать под углом не менее 800
А присадочная проволока по отношению к электроду должна быть под прямым углом. Максимальная длина дуги должна быть не больше 3 мм.
Имеет несколько правил, которые обязательно требуется соблюдать во время проведения сварки алюминия газовой горелкой в аргоновой среде:
- если соблюдать все рекомендации и правильное положение, то расход материалов будет оптимальным;
- при выполнении сварочного процесса присадочная проволока должна перемещаться спереди горелки;
- электрод и присадочная проволока во время сварки алюминия аргоном должны двигаться только вдоль сварного соединения;
- нельзя делать поперечные движения;
- если для сваривания применяются тонкие листы из алюминия, то обязательно будет нужна подкладка. В качестве данного элемента может применяться лист нержавейки;
- подкладка обеспечит интенсивный отвод тепла от рабочей зоны через лист нержавейки, в результате этого вероятность прожога резко уменьшится. Также снизится расход энергии, потому что рабочий процесс будет выполняться намного быстрее.