
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.

Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
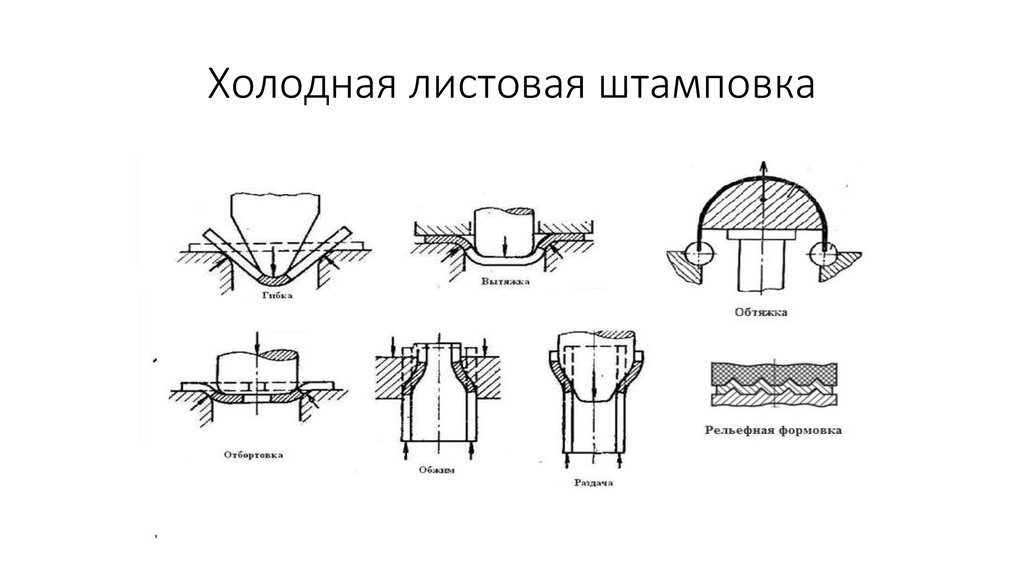
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
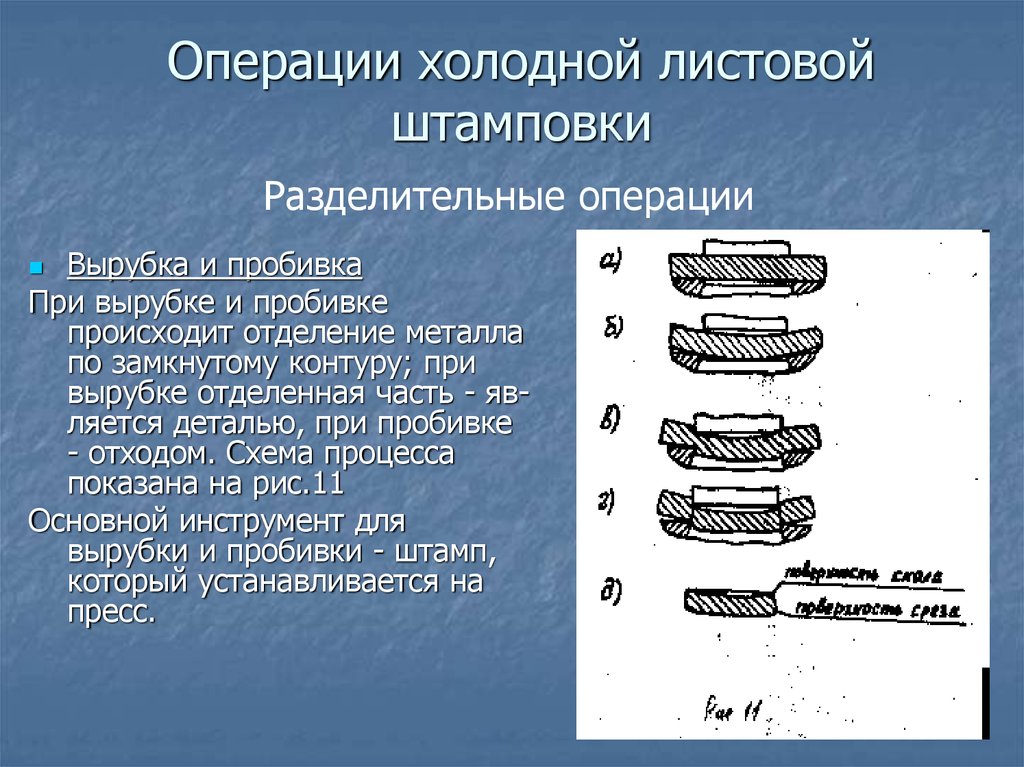
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.

Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
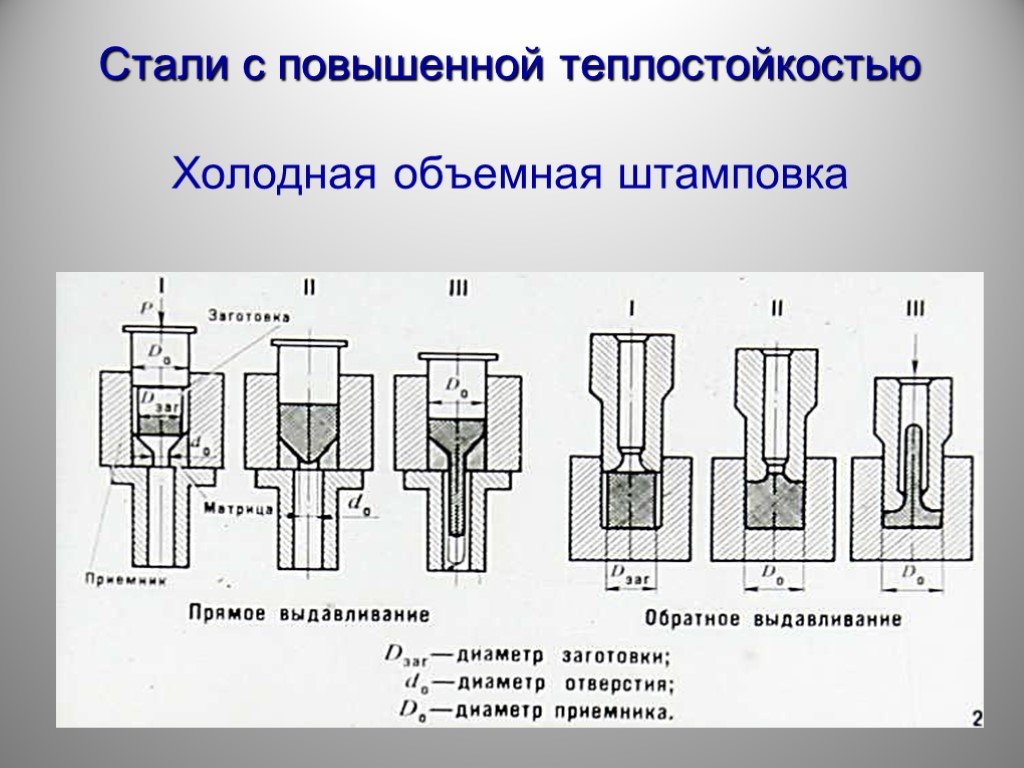
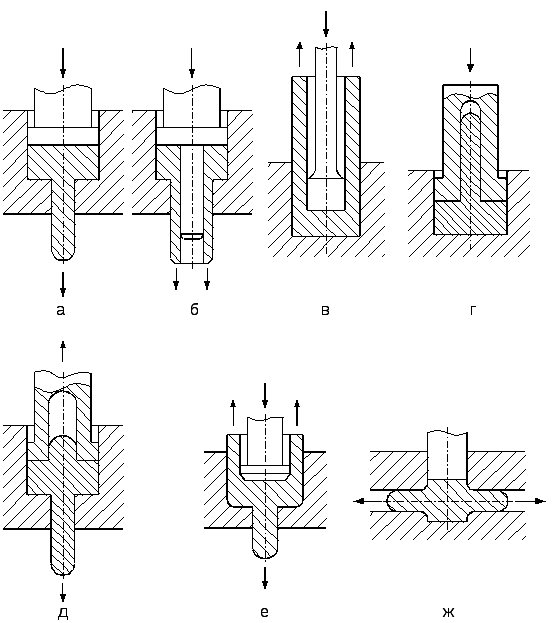
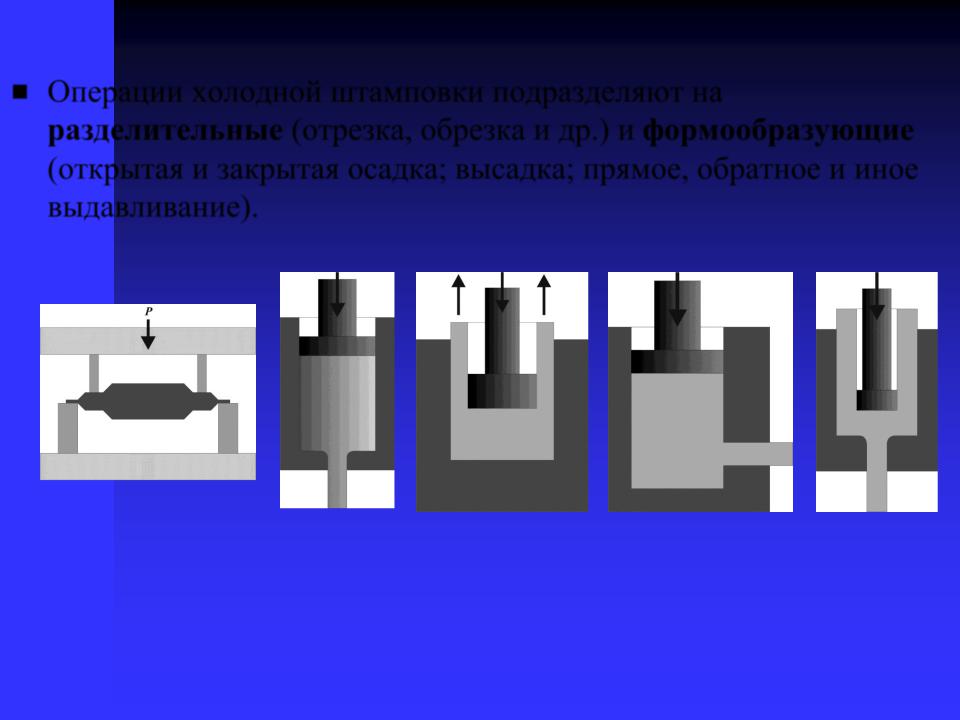
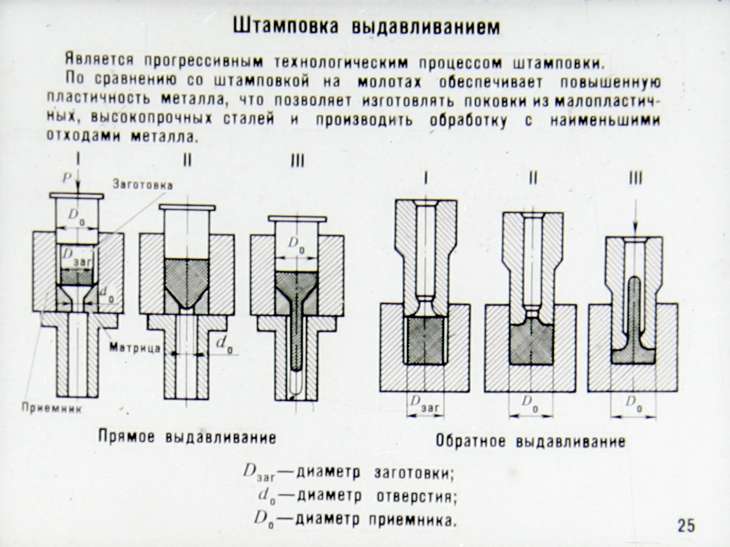
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
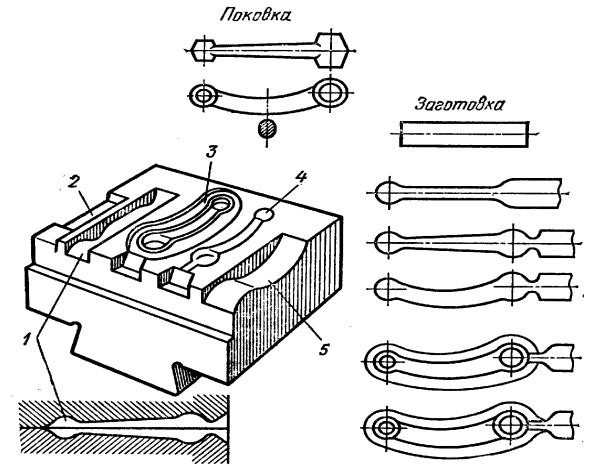
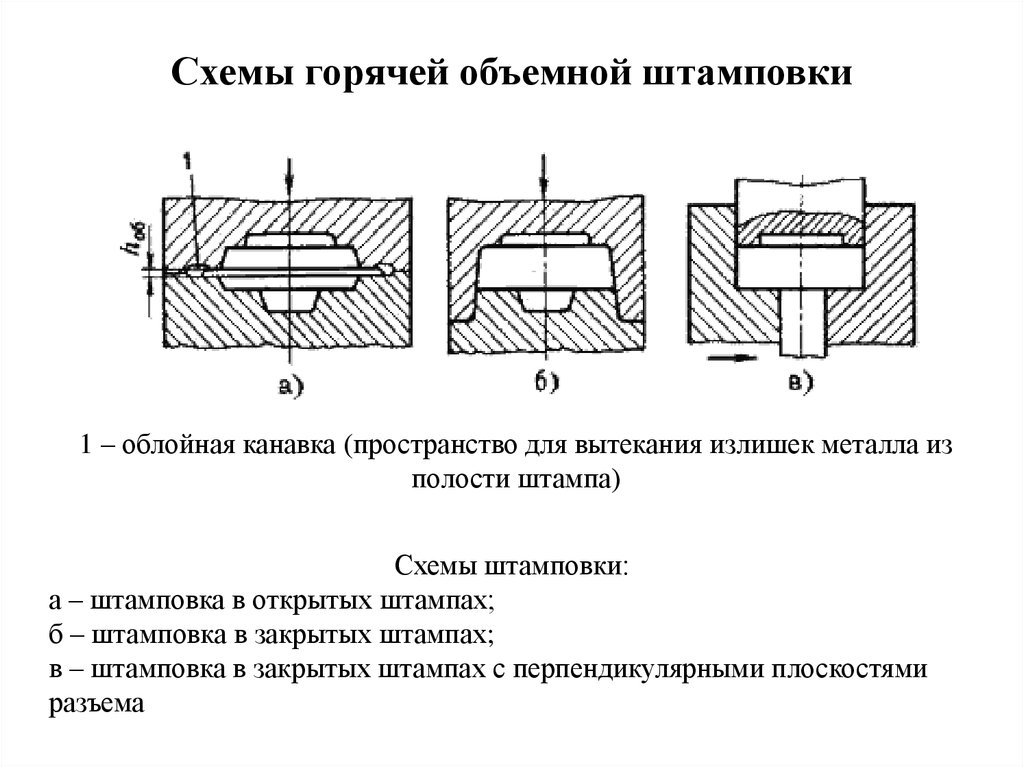
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.

Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Особенности технологии холодного штампования
Технология штамповки холодным способом подразумевает обработку заготовок с изменением их формы и размеров, но с сохранением других геометрических характеристик.
В качестве сырья для получения необходимых изделий используются полосы, лента или листы, полученные из легированных низкоуглеродистых сталей. Могут применяться сплавы алюминия, меди, латуни, магниевые, титановые или другие высокопластичные составы. Это связано с тем, что такие материалы легко поддаются деформации.
Перечень выполняемых операций во время штампования
В процессе холодной штамповки металла выполняются различные операции, которые помогают придать изделию требуемых характеристик. Они могут быть разделительными и формоизменяющими. В первом случае поверхность материала частично отделяют по указанному контуру. К разделительным операциям относят:
- резка. Отделение части заготовки по прямой или фигурной линии при помощи пресса в виде ножниц;
- пробивка. Выполняется для создания в детали отверстия необходимой формы и размера;
- вырубка. Готовая деталь имеет вид замкнутого контура.
Классификация основных операций штамповки
Формоизменяющие операции при штамповке подразумевают изменение формы или размеров заготовки из листового металла путем перемещения ее частей определенным способом. При этом не происходит физическое разрушение детали. К самым распространенным формоизменяющим операциям относят:
- вытяжка. Относится к объемной штамповке, при помощи которой получают полые детали разной формы (конуса, цилиндра, полусферы, куба);
- гибка. С помощью такой штамповки изгибу листового материала придается практически любая форма;
- рельефная формовка. Подразумевает локальные изменения при сохранении конфигурации самой заготовки;
- холодная высадка. Позволяет получить деталь нужной длины с увеличением ее диаметра.
Возможно штампование комбинированным способом, подразумевающим разделение и формообразование детали.
Дополнительные операции, выполняемые в процессе штампования
Отжиг стали для штамповки
В процессе холодной штамповки металла его могут подвергать некоторым вспомогательным операциям, позволяющим повысить эксплуатационные качества полученных изделий. К таким относят отжиг и травление. С их помощью улучшаются механические характеристики, и увеличивается срок службы деталей.
Для улучшения износостойкости металла его обрабатывают специальными защитными покрытиями.
При объемной штамповке выполняется перечень операций, позволяющих улучшить механические характеристики изделий из металла:
- предварительная термическая обработка металла для снижения его прочности;
- подготовка поверхности к основным работам;
- непосредственно обработка металла.
Марки штамповых сталей
Марки штамповых сталей и химический состав регламентируются ГОСТ 5950-73 «Прутки и полосы из инструментальной легированной стали. Технические условия».
Для изготовления молотовых и прессовых штампов получили распространение стали 5ХНМ, 5ХНВ, 5ХНВС.5XНГМ. Полноценным заменителем дефицитных хромоникелевых сталей 5ХНВ и 5ХНМ является безникелевая сталь 4ХСМФ. Дешевыми сталями для высадочных штампов являются марки 4ХВ2С, 5ХВ2С, 7X3, 8X3.
При штамповке труднодеформируемых сплавов применяют высоколегированные стали 4ХЗВМФ, 4Х5В2ФС, 4Х5МФС, 4Х4ВМФС, 6ХЗВЗМФС, 5Х2ВМНФ и др. Эти же стали целесообразно применять для изготовления высоконагруженных детали штампов при выездке и выдавливании на ГКМ, ГШКП, горячевысадочных автоматах, высокоскоростных машинах.






Для повышения износостойкости и теплостойкости штамповых вставок, пуансонов и матриц широко применяют химико-термическую обработку поверхности ручья. Например, очень эффективно азотирование сравнительно небольших по габаритам вставок штампов ГШКП. Рабочие элементы обрезных штампов изготовляют из хромистых сталей типа 7X3, 6X3. Реже применяют стали 5ХНВ, 5ХГМ1, 4ХВ2С. Часто режущие кромки деталей штампа, выполненных из стали 45, наплавляют твердым сплавом.
Блоки для молотовых вставок, матриц для высадки изготовляю из сталей 40ХЛ, 40Л. При жидкой штамповке для инструмента используют стали 4Х5В2ФС, 4Х5ЭДФС, ЗХ2В8Ф; для изотермической штамповки титановых сплавов и сталей применяют жаропрочные сплавы на никелевой основе типа ЖС6К, ЖС6У, керамические и металлокерамические сплавы, сплавы на основе молибдена.
Весьма перспективно при горячей объемной штамповке применение литых штампов, изготовляемых вместе с ручьями. Для литых штампов используют стали, в основном, подобные по составу сталям для ковочных штампов. Применение литых штампов повышает стойкость инструмента, снижает трудоемкость изготовления штамповой оснастки, позволяет более экономно расходовать стали за счет многократного переплава изношенного штампа и др.
Детали штампов для холодного объемного деформирования изготовляют из высокоуглеродистых (У10А), среднелегированных (9ХС, ХВГ) и высоколегированных (Х12М, Х12Ф1, Х6ВФ, Р18 и др.) сталей. Стали У10А, 9ХС, ХВГ обладают сравнительно невысокой прочностью, поэтому их используют в основном для малонагруженных элементов штампа (выталкивателей, опорных прокладок и т.п.). Высоколегированные стали после термической обработки приобретают высокие показатели твердости, прочности и вязкости .
Разновидности объемной штамповки
Существуют разные виды объемной штамповки: холодная и горячая. Первая технология менее распространена, нежели горячая, так как для нее не требуется очень мощное оборудование.
Помимо этого, стоит отметить склонность большинства сталей и сплавов поддаваться обработке именно в горячем состоянии. Поэтому именно горячий вид штамповки и ковки предпочтителен для множества предприятий металлургической отрасли, которые предполагают изготовление изделий из листов металла.
Но и свои достоинства у холодной технологии создания поковок из металла присутствуют:
- в процессе работы не происходит нагревание металла;
- металлическая поверхность не окисляется при контакте с кислородом;
- можно изготовить изделия с более точными параметрами;
- низкие показатели шероховатости металлической поверхности;
- низкий расход металла;
- низкая трудоемкость производства изделий.
Отметим! При холодной объемной штамповке изделиям не нужна финишная обработка.
Горячий метод штамповки поковок отличается:
- высокими показателями производительности;
- отменной однородностью и прочностью готовых поковок;
- возможностью получения поковки сложной формы;
- высокой автоматизации рабочих процессов.
 Процесс горячей штамповки.
Процесс горячей штамповки.
Различают разные способы горячей объемной штамповки, в зависимости от типа примененных штампов:
- открытая;
- закрытая;
- выдавливанием;
- прошивкой;
- в разъемных матрицах.
Именно такая классификация считается основной, потому что тип использованного в работе штампа является определяющим фактором для характера течения металла при формообразовании поковки.
Благодаря использованию технологии обработки металлов данным методом можно изготовить разнообразные по геометрическим параметрам поковки:
-
Детали удлиненной формы: рычаги, шатуны. Для их производства потребуется штамповочный пресс.
Исходную заготовку поддают протягиванию и обрабатывают плашмя. В конце работы деталь фасонируют при помощи ковки. -
Дисковые детали квадратной, круглой формы и небольшой длины: ступицы, шестеренки, фланцы, крышки.
Изготавливаются с помощью технологии осадки в торец заготовки. А их использование осуществляется с применением штамповочных переходов.
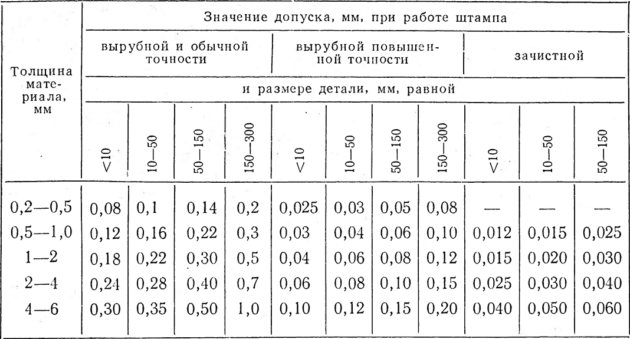
Если допуски обуславливают чистоту поверхности и точность поковки, что удовлетворяет общим требованиям к конечным результатам работы, то в дальнейшем иных припусков не предполагают.
Если же предполагаемые заранее допуски или чистота поверхности металла на деле оказались неудовлетворительными, стоит рассмотреть возможность получения более точных параметров поковок путем калибровки, чеканки, улучшения качества самого процесса и нагрева.
Если же это решение не позволяет решить вопрос, то назначаются припуски для последующей обработке путем резки.
Технология штамповки
Для изготовления деталей методом штамповки используют металлический лист, тонкую стальную ленту или полосу.
Чаще всего детали изготавливают методом холодной штамповки листового металла. При этом виде производства деталей, металл приобретает дополнительную прочность, что увеличивает срок службы изделия.
Горячую штамповку используют тогда, когда оборудование не может выдать мощность, нужную для деформации в нужную форму холодного металла. Или при выполнении изделия из непластичного металла. Листы для изготовления деталей горячим методом берутся толщиной менее 5 мм.
Дальнейший выбор технологии производства зависит от того, каким образом нужно воздействовать на металл, то есть технология изменения формы изделия отличается от той, что используют для разделения. В результате разделительных операций от детали отделяется часть.
Это можно делать по кривой или по прямой линии или по контуру. Металл отделяется путём сдвига частей заготовки в разные стороны. Для разделения применяется несколько операций, при которых используется пресс со специальным инструментарием.
Виды разделительных операций:
- Отрезка – части металлической заготовки разделяются по фигурной линии или по прямой. Пресс для этого вида операций называют ножницами. С помощью этой операции производят готовые к эксплуатации детали и заготовки, которые затем дорабатываются иными способами.
- Надрезка – операция по неполному отрезанию части заготовки под давлением с сохранением целостности детали.
- Обрезка – убирается небольшая деталь заготовки, при этом часть металла идёт в отходы.
- Пробивка – в листе металла формируются отверстия различной формы. Часть металлической основы будет считаться отходами и подлежать удалению.
- Вырубка – формирует из заготовки изделие, контур которого замкнут.
- Зачистка – позволяет убрать неровные края и придать изделию аккуратный вид, выровняв его грани.
- Проколка (просечка) – в изделии делается углубление конусообразным инструментом.
Формоизменяющая штамповка деталей также имеет несколько видов. Операции этого типа используют для изменения формы и размера заготовки из листа металла, не разрушая материала.
Виды формоизменяющих операций:
- Отбортовка отверстий – формирование вокруг отверстий заготовки бортиков нужной формы и размера.
- Отбортовка контура – формирование по контуру изделия бортиков нужной формы и размера. Обычно этот метод применяют для обработки концов труб для фиксации фланцев.
- Вытяжка – объёмная штамповка, в результате которой из плоского листа металла получаются пространственные изделия, полые внутри. Таким способом изготавливают детали полусферической, коробчатой, конической, цилиндрической и других форм. Вытяжка может быть последовательной, с плоским прижимом в плоской матрице или с крюком.
- Обжим – сужение торцов деталей из листа металла, полых внутри с помощью конической матрицы. Конец детали вставляется с большой силой в воронку матрицы.
- Гибка – металлическим заготовкам придают нужный по конструкции изгиб. Различают несколько типов гибки, в зависимости от конечной формы изделия: V-образная или одно угловая, U-образная или двух угловая, много угловая, трубная и криволинейная.
- Формовка – при неизменном контуре изделия, изменяются размеры и форма его участков. Видов формовки несколько: она может быть с предварительным набором, а может выполняться цилиндрическим пуансоном с плоским концом.
Горячая штамповка металла, автоматизированные линии
Листовая штамповка
Тех. науки
24.10 1:11 33 VN:F
подождите…
Rating: 5.0/5 (1 vote cast)
303 Сергей Викторович
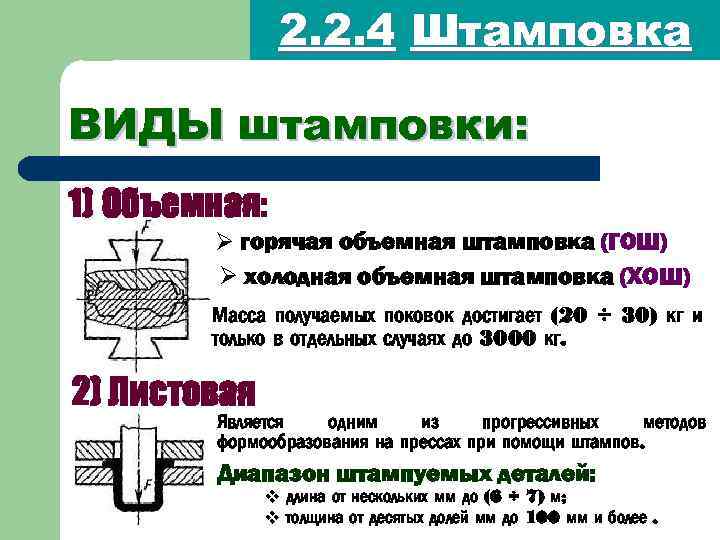
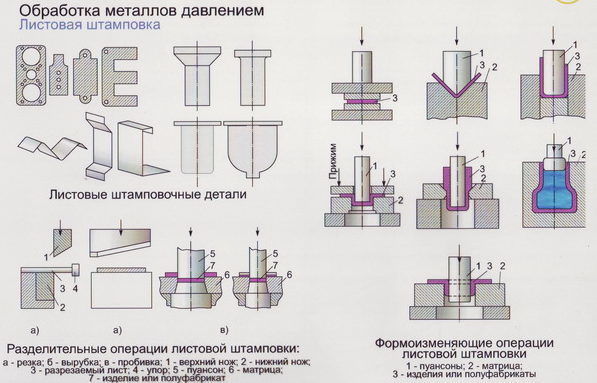
Листовой штамповкой называют метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов (беспрессовая штамповка). Листовая штамповка делится на горячую и холодную. Наибольшее распространение имеет холодная листовая штамповка. Операции листовой штамповки делятся на два основных класса: разделительные, в которых одна часть заготовки отделяется от другой, и формоизменяющие, при которых получают изделия сложной формы за счет деформации металла заготовки без его разрушения. К основным разделительным операциям относятся отрезка, вырубка и пробивка.



![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://takorest.ru/wp-content/uploads/0/9/7/097905b086161e76faf550c67ec4cb77.jpeg)

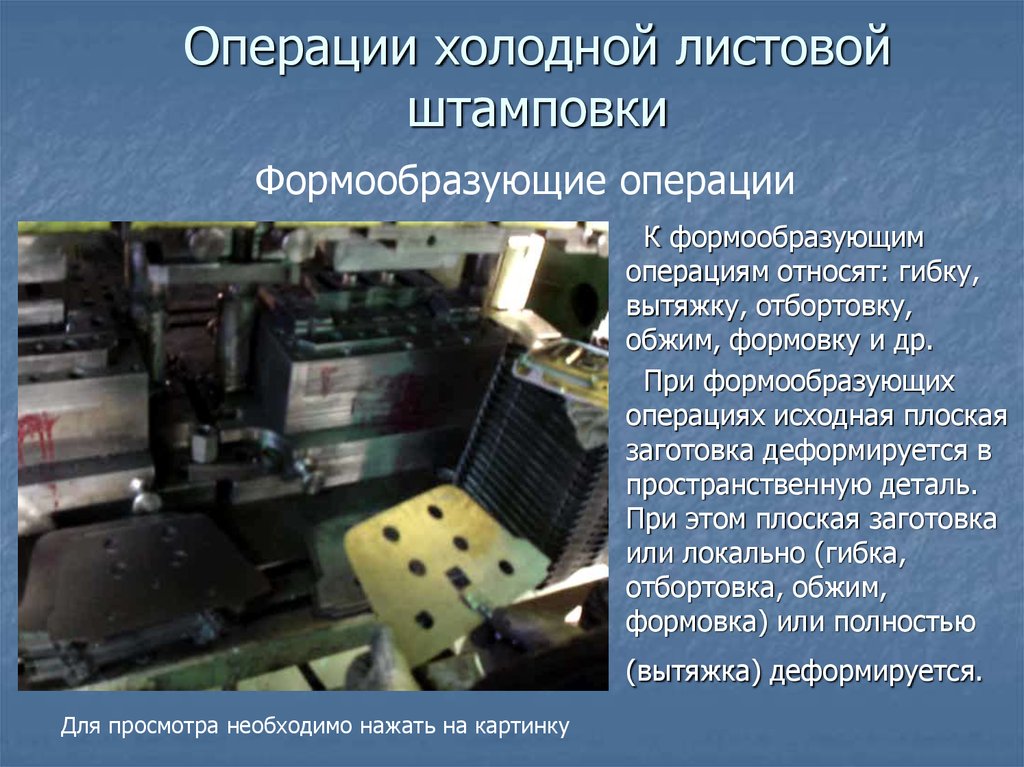
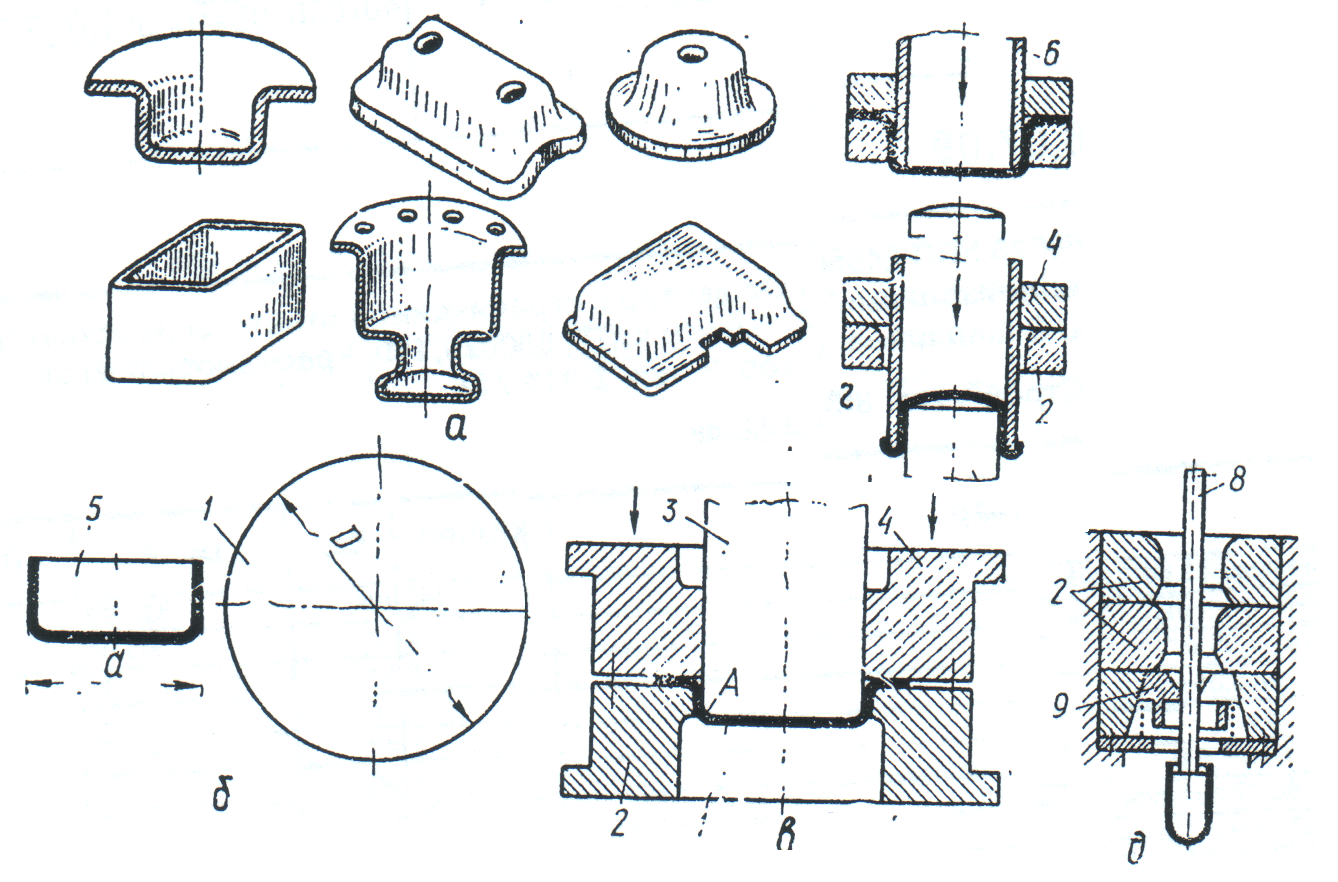
К основным формоизменяющим операциям относятся гибка, вытяжка, обжим, отбортовка, формовка (рис. 3.32).
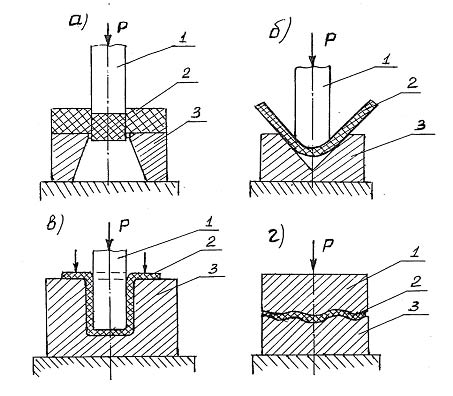
Рис. 3.32 Схема фасонных операций листовой штамповки; а) вырубка; б) гибка; в) вытяжка; г) формовка. 1 – пуансон; 2 – заготовка (изделие); 3 – штамп (матрица).
Резка – последовательное отделение части заготовки от прямой или кривой линии, это заготовительная операция. Выполняется обычно на гильотинных ножницах.
Вырубка – операция единовременного отделения материала от заготовки по замкнутому контуру, причем отделяемая часть является изделием.
Пробивка – получение отверстий путем отделения материала по замкнутому контуру внутри детали. При пробивке отделяемая часть металла является отходом.
Гибка – формоизменяющая операция для получения изогнутой детали из плоской заготовки. Вытяжка – операция, превращающая плоскую заготовку в полую деталь или полуфабрикат.
Вытяжкой можно изготавливать не только цилиндрические детали, но и более сложные по форме: коробчатые, конические, полусферические. Вытяжка за один проход регламентируется прочностью вытягиваемого стаканчика. Попытка втянуть в матрицу слишком большую заготовку приводит к отрыву дна. Возможность вытяжки определяется коэффициентом, представляющим собой отношение диаметра вытягиваемого колпачка к диаметру заготовки и должен быть не менее 0,5–0,6: d/D=0,5–0,6. Если коэффициент меньше, то деталь вытягивают за два и более перехода.
Обжим – операция сужения концевой части полых или объемных деталей путем обжатия материала штампом снаружи в конической матрице.
Отбортовка и разбортовка – образование бортов по наружному краю заготовки или вокруг пробитых отверстий за счет растяжения материала.
Формовка – операция изменяющая форму заготовки посредством деформации материала. Основным оборудованием для листовой штамповки являются ножницы, кривошипные и гидравлические прессы. Передовым методом штамповки являются беспрессовые метода листовой штамповки резиной, гидравлической вытяжкой, взрывом, магнито-импульсным и другими методами, которые резко увеличивают производительность труда, а следовательно и снижают себестоимость штамповки.
Холодная объемная штамповка
Штамповка на горизонтально-ковочных машинах
Основные операции ковки
Штамповка
Предыдущая запись Следующая запись
Автоматические штамповочные линии
Это передовые и многофункциональные комплексы, оснащенные ЧПУ-системами, с наглядными и удобными в пользовании сенсорными дисплеями. У них есть все, чтобы минимизировать работу оператора, полностью исключить ошибки, вызванные «человеческим фактором», обеспечить высокую производительность труда. Единственное НО: они должны функционировать строго по алгоритму, заданному опытным инженером-технологом.
Мы детально рассмотрели все основные и популярные варианты оборудования, постарались наглядно показать преимущества и недостатки каждого из них. Для более подробной консультации обращайтесь к менеджерам завода «Сармат»: они помогут подобрать станок, чтобы поставить нужную вам разновидность штамповки на поток.
Изготовление штампов по металлу
Завод металлоконструкций ЧЗМК выполняет штамповку металла согласно образцам, эскизам или чертежам. Также наша компания выпускает штампы. Специальная оснастка необходима предприятиям, организациям, частным предпринимателям, чтобы запустить собственную штамповку.
Штампы делятся на несколько видов:
- для вырубки изделий;
- для гибки заготовок из металла;
- для проколки отверстий (прошивной);
- для одновременной вырубки и формовки либо вырубки и проколки (компаундный либо комбинированный).

В зависимости от объемов и метода производства, штампы бывают промышленными и ручными. Первые устанавливают в мощные прессы. Далее с ними работают, обрабатывая разнообразные материалы, включая металлические сплавы, сургуч, воск, кожу, бумагу. Ручные применяют для выполнения оттиска на различных поверхностях.
Оборудование и инструменты
Оборудование, которое необходимо для выполнения штамповки включает в свой состав – прессы, а в качестве рабочего инструмента применяют штампы.
Как правило, в цехах, где выполняют штамповку применяют пресса двух типов – механические и гидравлические. В станках первого типа, для выполнения операции используют энергию падающего шатуна, в оборудовании второго типа, для обеспечения необходимой нагрузки используют гидравлическую машину, которая создает усилие на штамповочном узле.
К механическим станкам относят и такие как кривошипно-шатунные, винтовые, гильотинные, комбинированные и некоторые другие.

Рубка гильотиной
Усилие, которое будет направлено на формование детали, в зависимости от модели пресса может составлять несколько килограмм (настольные прессы, пневматического действия), а может несколько сотен тонн, например, пресс марки КА9536. Его усилие составляет 400 тонн, дина хода шатуна составляет 250 мм, а максимальный размер штамповой оснастки составляет 1000 на 1000 мм в плане.
На территории нашей страны действует ГОСТ 6809-87. Он определяет технические параметры для прессового оборудования, применяемого в горячей штамповке.
Штамповочные прессы
Станок для штамповки листового металла должен быть установлен на отдельный фундамент, который не связан с основным фундаментом здания, в котором размещаю штамповочный цех.
Прессовое оборудование может быть использовано в производствах по крупносерийному или массовому изготовлению деталей.
Прессы, практически всех типов имеют два режима работы, ручной и автоматический. Последний, позволяет встраивать их в линии по производству сложных деталей.



Например, при изготовлении кузовных автомобильных деталей, в одной линии размещено несколько прессов. На каждом из них установлены индивидуальные штампы, последовательное использование которых позволяет получать из листа готовую деталь, например, крышку багажного отделения или дверь.
Точность обработки на таком оборудовании позволяет запускать полученные детали в дальнейшее производство без использования промежуточных операций, связанных с механической обработкой.
Ориентировочная стоимость
Сейчас совсем немного стоматологических клиник предлагают услугу по установке штампованных коронок на зубы. Из-за внушительного перечня недостатков и недостаточной эстетики, специалисты практически полностью отказались от данного вида протезирования. Тем не менее, в некоторых медицинских учреждениях по-прежнему устанавливают подобные конструкции, и стоимость лечения будет напрямую зависеть от используемого материала, наличия или отсутствия напыления и облицовки, региона обращения.
Вот ориентировочные расценки на данный вариант протезирования:
- без облицовки – 1 500 руб.,
- с пластмассовой облицовкой – 2 000 руб.
Если говорить о золотых изделиях, то их стоимость будет зависеть от текущей цены золота за грамм. Заранее сказать точную стоимость не получится – все будет зависеть от размеров зуба. Чем он больше, тем больше понадобится золота (от 2 до 5 г), а значит и цена будет выше.

Стоимость изделия зависит от материала
Нужно признать, что штампованные коронки значительно проигрывают современным ортопедическим конструкциям. Именно поэтому сегодня они практически не используются при протезировании. Им на смену пришли более совершенные технологии создания одиночных протезов, а также качественные, безопасные и эстетичные материалы, которые позволяют максимально точно воссоздать утраченный зуб без ущерба внешнему виду улыбки.
Виды штамповки металла
Естественно, за столько веков появился целый ряд методов выполнения данной операции. До наших дней дожили те из них, которые обеспечивали должный уровень скорости, точности, качества, безопасности обработки заготовки. По этой причине ручные способы сегодня не находят широкого применения, а используются лишь в частных случаях.
Отдельную нишу занимают варианты, при которых результат достигается не давлением, а другими путями, например, воздействием кратковременных электрических импульсов или нагревом с изотермической деформацией и применением гидравлического пресса, или даже взрывом в водной среде.
Более подробно мы рассмотрим классические и актуальные сейчас виды.
Листовая штамповка металла
Особенно востребована при массовом выпуске плоских и/или объемных конструкций. Готовый предмет формируется специальным инструментом. По температуре осуществления операций подразделяется на 2 категории:
- Холодная – максимально эффективна при выборе меди, стали (легированной или углеродистой), алюминия в качестве основного материала, но при условии грамотной разделки. Наиболее распространенный случай применения – создание кузовных элементов машин.
- Горячая – заготовку предварительно помещают в электрическую или пламенную печь, в остальном же технология аналогична предыдущему варианту. Подходит для листов толщиной до 5 мм, чаще всего используется для изготовления корпусов водных судов.

Объемная
Очень интересный вариант, при котором, за счет пластической деформации сразу по трем плоскостям, из простейших заготовок делают более сложные. Обладает высокой степенью перспективности, классифицируется на две группы – с изменением агрегатного состояния продукции и без него. Рассмотрим обе по порядку.
Технология ГОШ – горячей объемной штамповки изделий из металла
Деталь подвергают давлению и, одновременно, температурному воздействию, нагревая в закрытой без зазоров пресс-форме. Данная полость получила сразу два названия – «ручей» и, по другой версии, «гравюра». Да, на начальном этапе реализации способ требует повышенного внимания к подготовке основного материала, но зато хорош своей точностью соответствия готового элемента заданным размерам и высоким качеством его поверхностей, и это при малом проценте облоя.
Относительный минус в том, что рабочее оборудование в этом случае стоит сравнительно дорого, а оператора требуется дополнительно обучать, но и такие затраты времени и средств многократно окупаются в долгосрочной перспективе производства.
Процесс ГОШ можно условно разбить на 7 этапов:
- выбор типа штампа по металлу;
- создание чертежа, максимально подробного;
- расчет числа выполняемых технологичных переходов;
- подготовка проектной документации для каждого из промежуточных этапов;
- определение подходящих пресс-форм;
- установка основных параметров и режима нагрева заготовки;
- задание нужных финишных процедур (учитывая эксплуатационные требования, предъявляемые к готовому изделию).
Кроме того, экономистам необходимо найти себестоимость единицы продукции, выпущенной по согласованному алгоритму.
Если сравнивать с горячей ковкой, ГОШ гораздо точнее, у него лучшая производительность и он дает больше вариантов для достижения результата, поэтому он объективно перспективнее.
Метод холодной объемной штамповки деталей из металла
Хорош высокой точностью и чистотой (гладкостью) конечной поверхности. Основной материал не рекристаллизируется ни на одном из этапов производственного цикла, что делает готовую продукцию устойчивой к различным механическим воздействиям и нагрузкам. Заготовками в данном случае являются проволочные и калиброванные прутки.
Относительный минус данного варианта – значительные усилия, затрачиваемые на выпуск: они больше в 10 раз, если сравнивать с ГОШ. Также следует отметить негативное влияние чрезмерных механических нагрузок, на практике уменьшающих ресурс пресс-форм, но в целом способ пока частично сохраняет актуальность.