
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
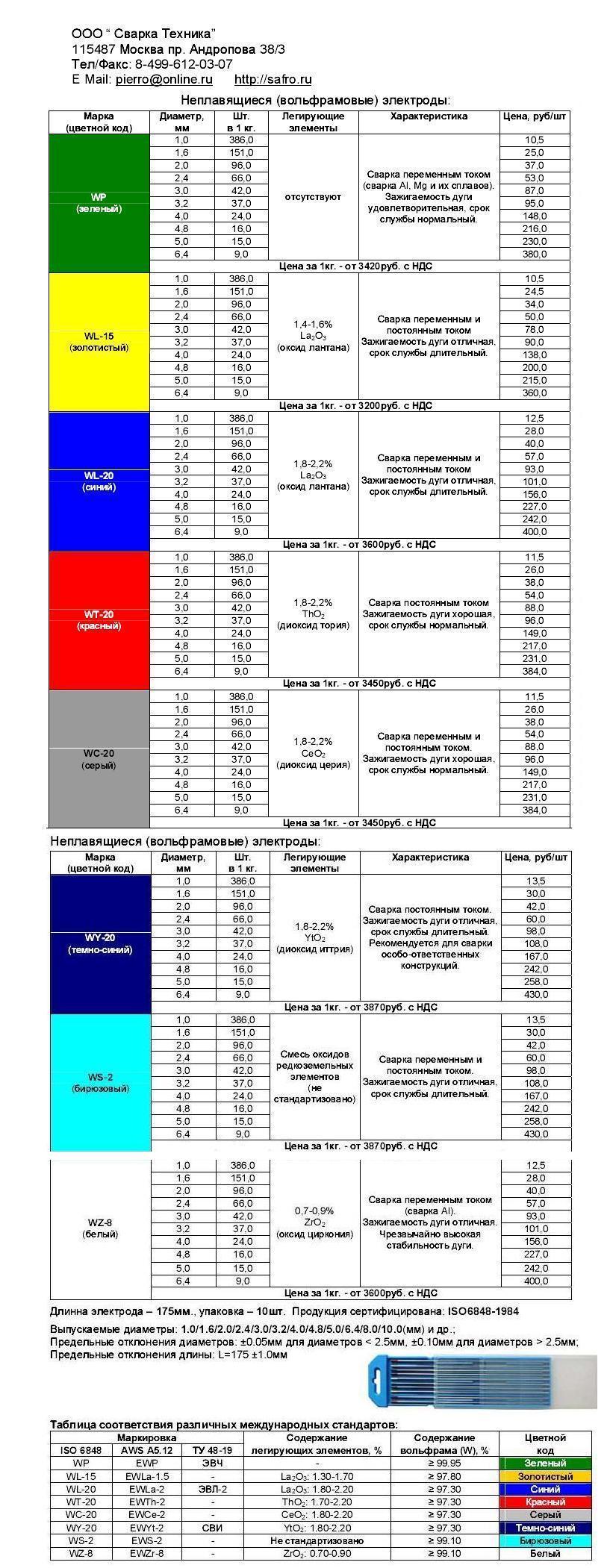
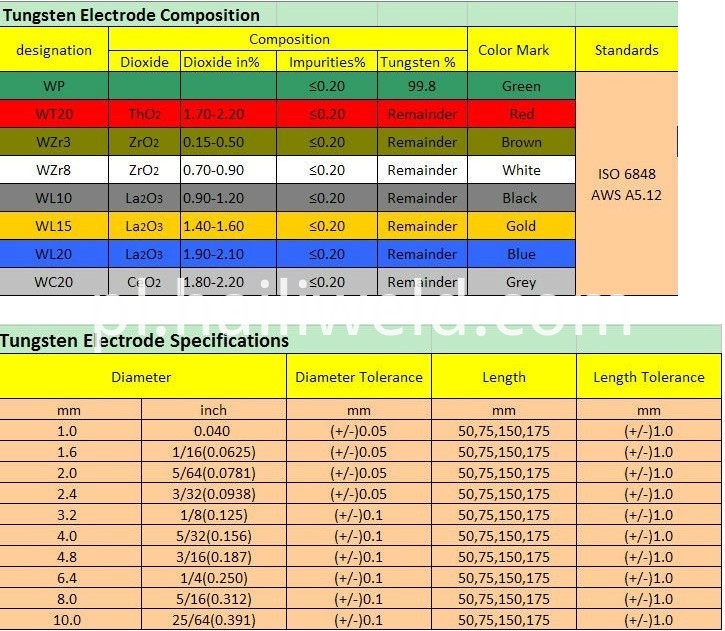
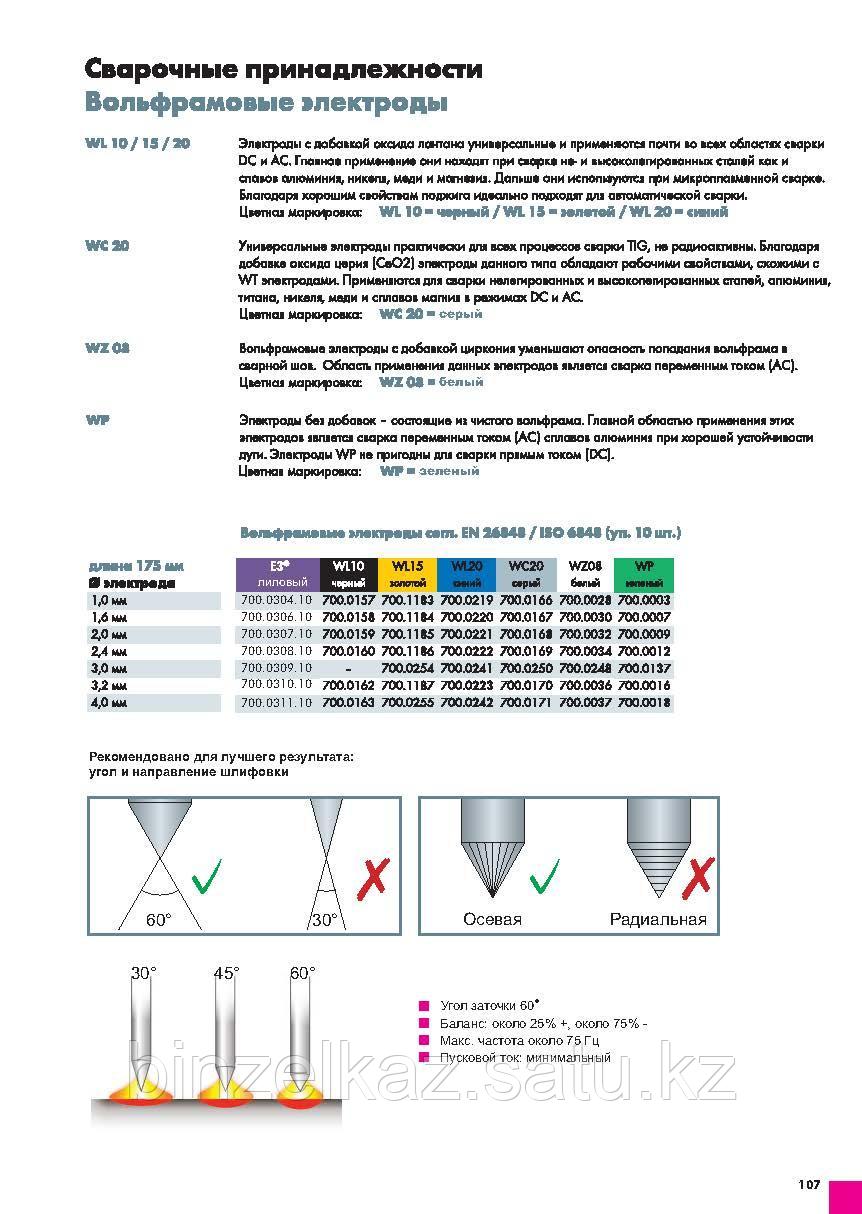
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Особенности сварки электродами из вольфрама
- Сварку можно вести в нескольких режимах (ручной, автоматический и полуавтоматический). Осуществлять сварку можно без применения присадки и использовать расплавленный металл с краев деталей для сварного шва, что повышает экономичность всего процесса.
- Сварку можно применять к изделиям толщиной меньше 0,1 миллиметров.
- Важным условием процесса сваривания является то, что при работе воздух должен вытесняться из зоны действий. Величина расхода газа зависит от толщины металла, скорости процесса сварки, типа соединения и других показателей.
- При этой сварке можно производить поджигание дуги без соприкосновения электрода с рабочим металлом, при помощи осциллятора. Как правило, при контактировании металла изделия и электрода во время поджига дуги, сплавляется вольфрам со свариваемым металлом и появляется следующий состав, температура сплава которого ниже температуры чистого вольфрама. Это способствует понижению прочности соединения сварки.
- Необходимо подобрать электрический ток сварки нужной полярности, что приведет к минимизации расхода электродов. Это позволит на долгое время сохранить правильность заточки конца электрода. В случае правильного использования тока, можно добиться уменьшения нагрева металла и уменьшить расходование электрода.
- Аргон защищает электрод от окисления кислородом и поэтому уменьшается расход электрода.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
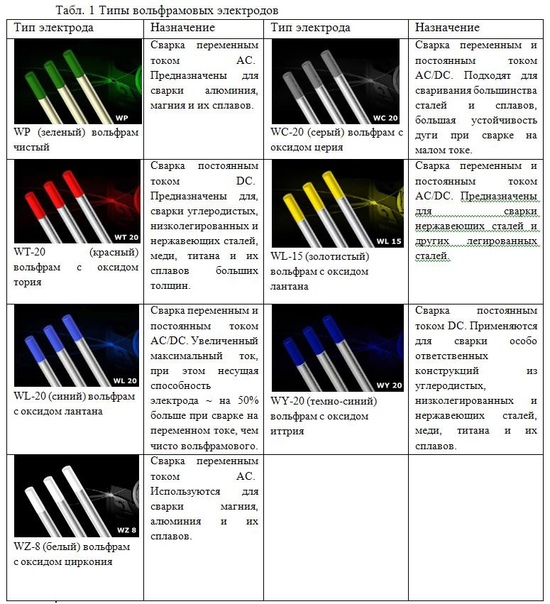
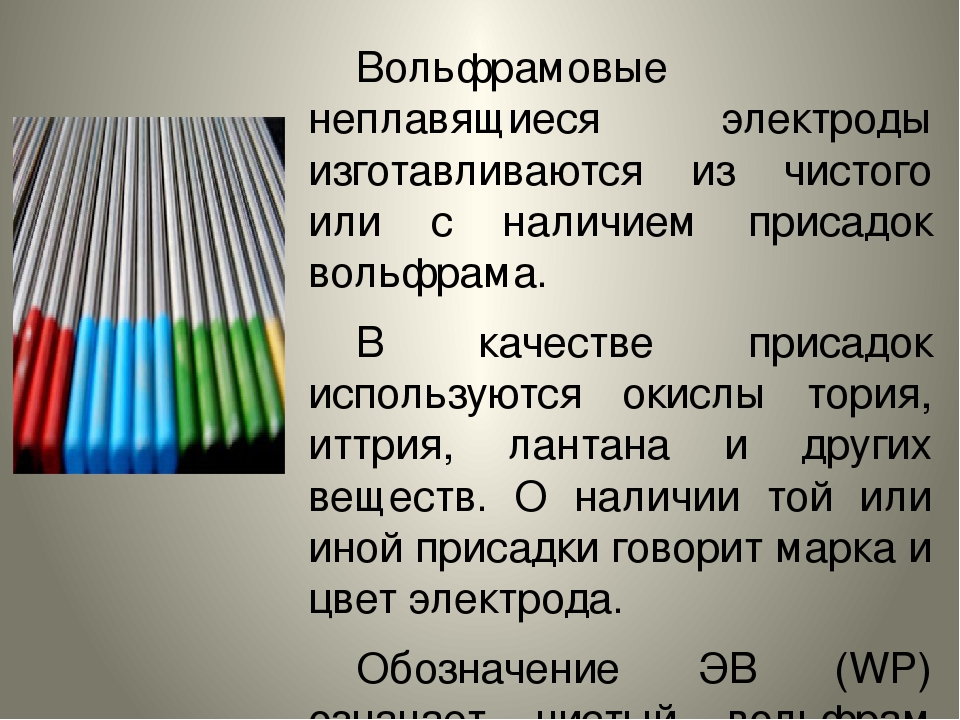
Виды вольфрамовых электродов
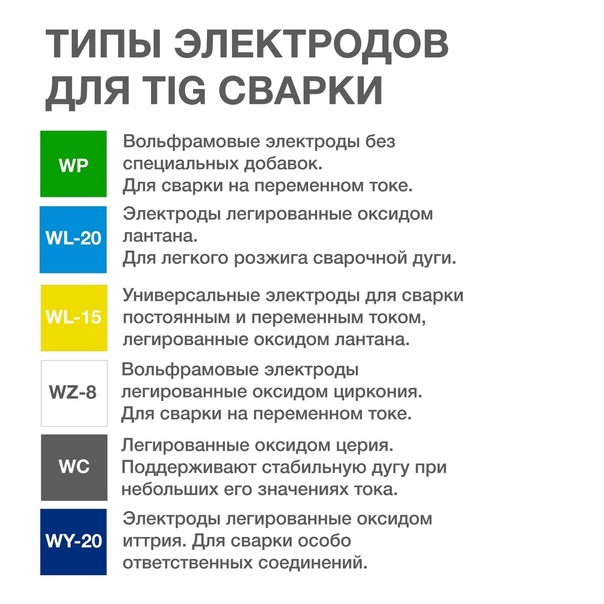
Модели вольфрамовых электродов различаются по цветам:
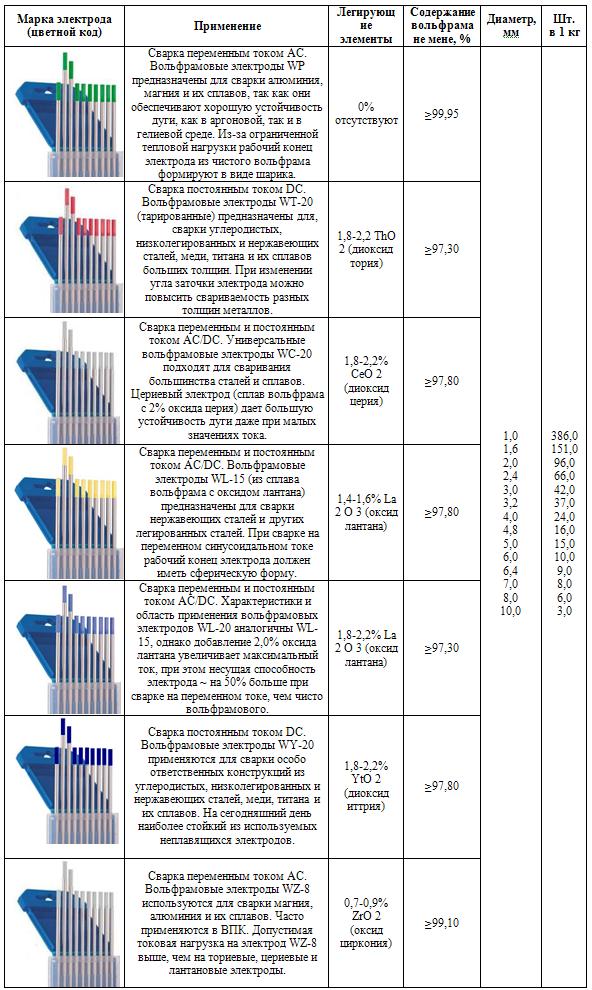
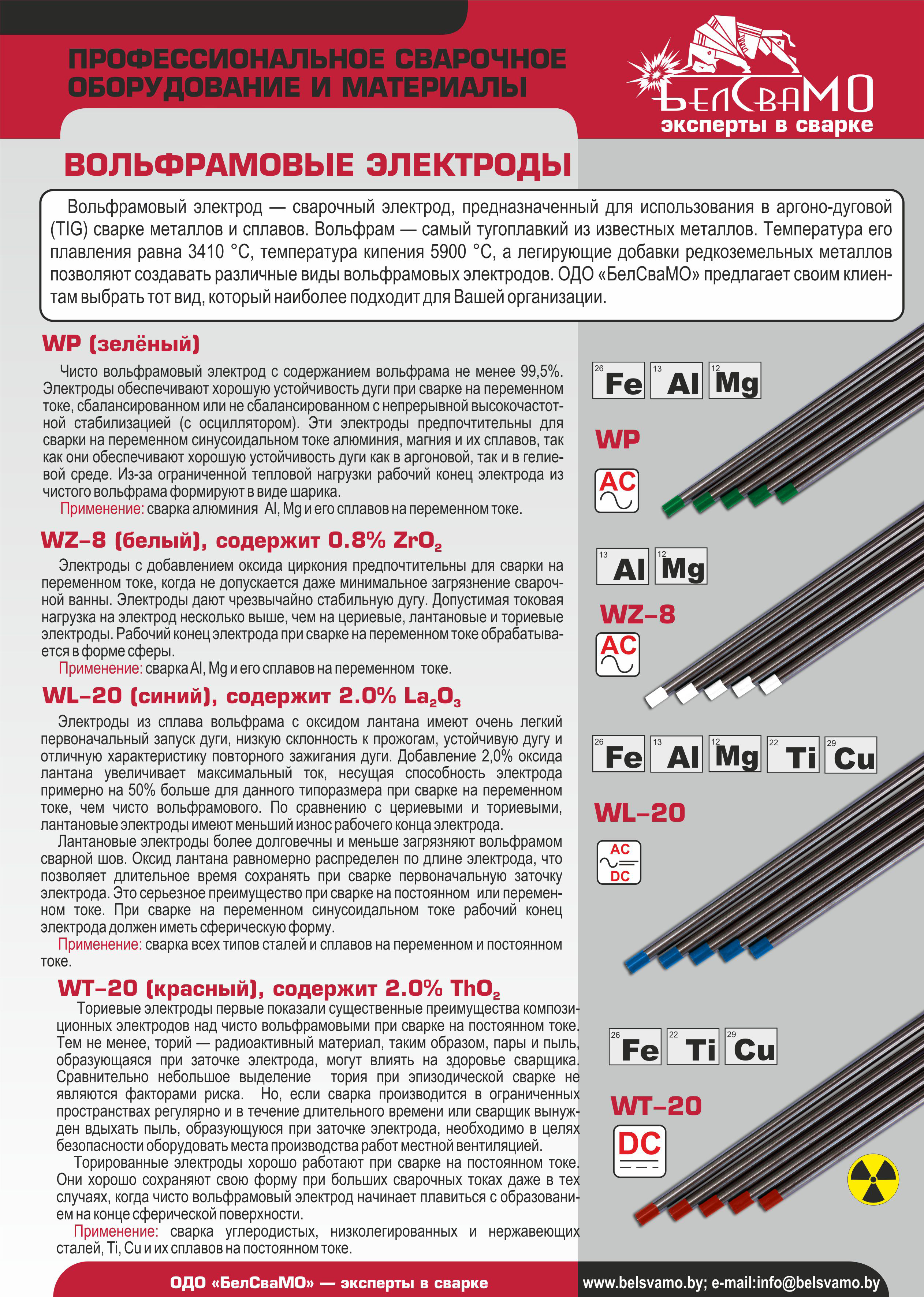
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.




Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

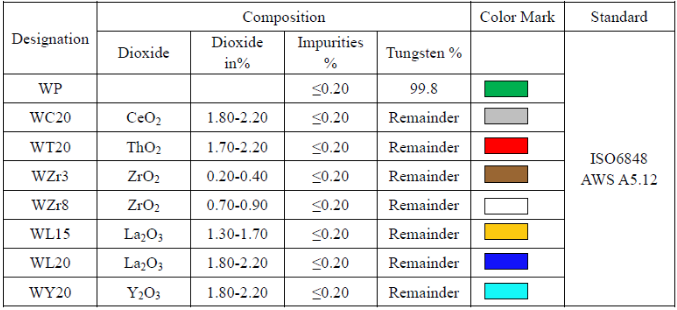
ISO 6848:2015
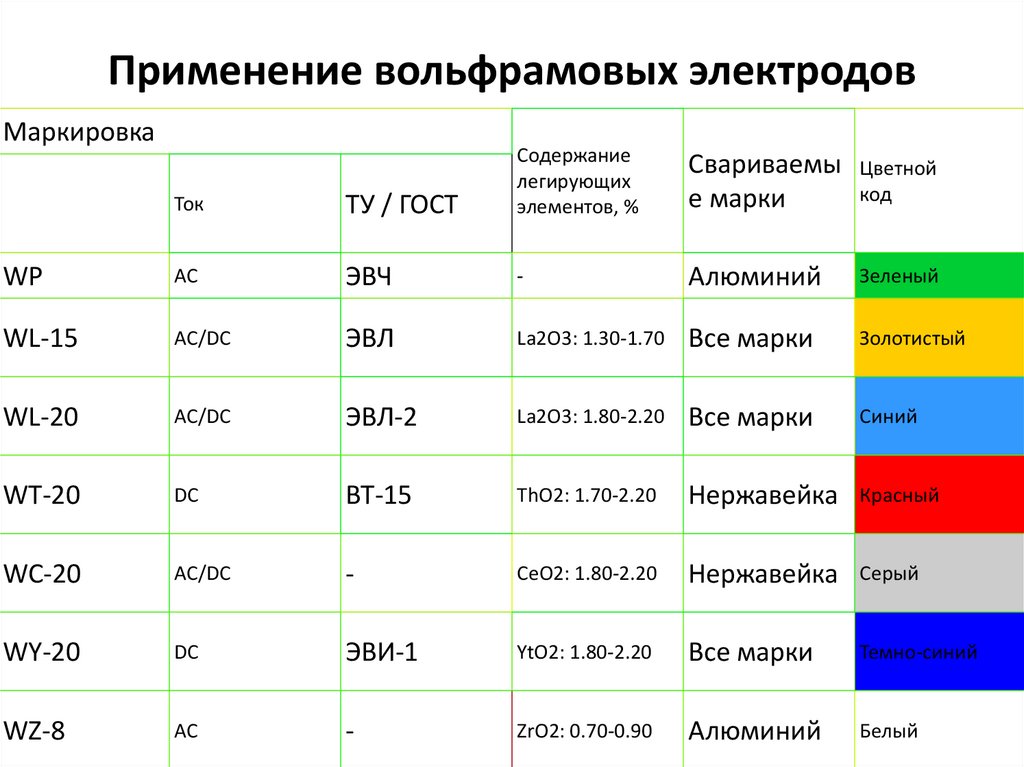
- Переменные (предназначены для сварки на переменном токе). К ним относятся цирконированный (WZ-8) и чистый вольфрамовый электрод (WP), которые предназначаются для обработки Al, Mg и их сплавов. При этом первый имеет белый цветовой код, а второй — зеленый.
- Постоянные: торированный (WT-20), цветовой код — красный и итрированный (WY-20) — темно-синий. Подходят для углеродистых и низколегированных сталей, являются электродами по нержавейке, а также применяются для обработки меди и титана вместе с их сплавами.
- Универсальные (сварка переменным и постоянным током) электроды для сварки: лантанированные (WL-15, WL-20) и цериевый (WC-20). Характеризуются, соответственно, цветами: золотой, синий и серый. Могут использоваться для большинства сталей и сплавов.
Техника сварки вольфрамовыми электродами
Непосредственно перед началом сварки все поверхности свариваемых деталей должны быть очищены до стального блеска, иногда для надежности поверхности зачищают углошлифовальной машиной. Затем кромки деталей обрабатывают растворителем или ацетоном.
Чтоб конструкция не изменила своей конфигурации ее предварительно скрепляют струбцинами и прихватывают через определенные промежутки. Сварка производится в среде защитных газов, рекомендуется дополнительный поддув газа под свариваемые изделия, чтоб защитить шов с обратной стороны от контакта с воздухом.
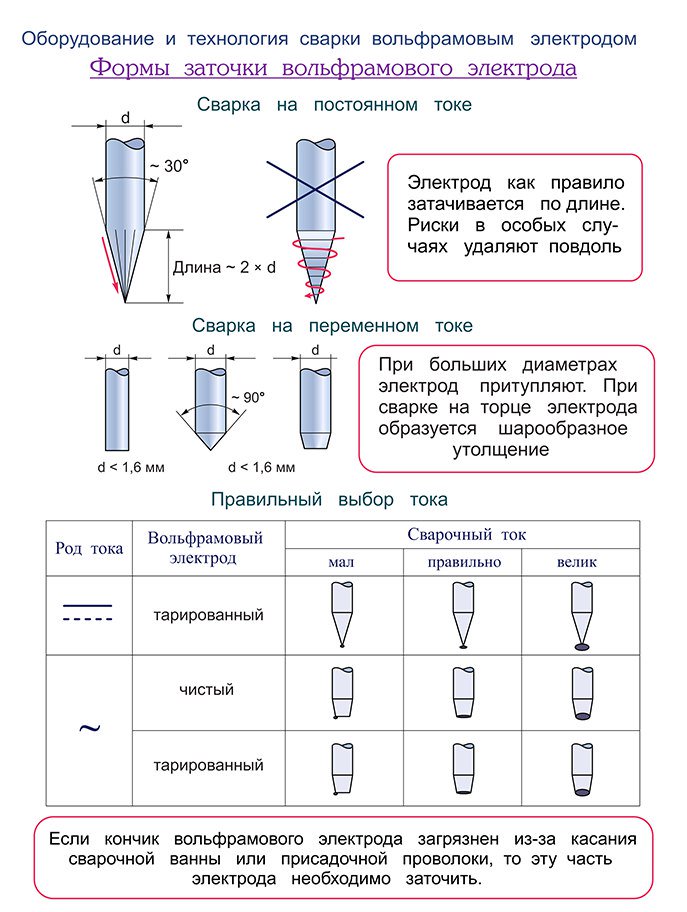
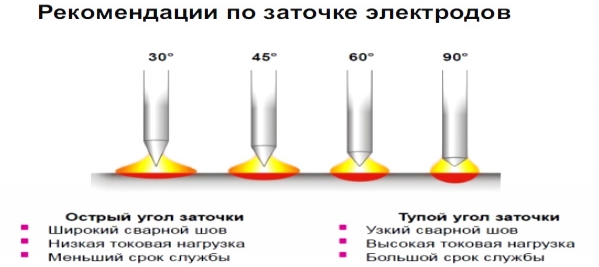
Оптимальный угол электрода, под которым производится сварка 90°, но поскольку это затрудняет визуальный контроль за формированием шва, электрод наклоняют на 20 – 30 градусов от вертикальной оси. Ось электрода образует тупой угол с направлением в котором будет производиться сварка.
Для ручной дуговой сварки плавящимися электродами этот угол острый. При сварке на токе прямой полярности, электроны движутся от электрода к детали, при этом деталь нагревается больше. При сварке на токе обратной полярности, электроды движутся от металла к электроду, электрод нагревается сильнее нежели металл.
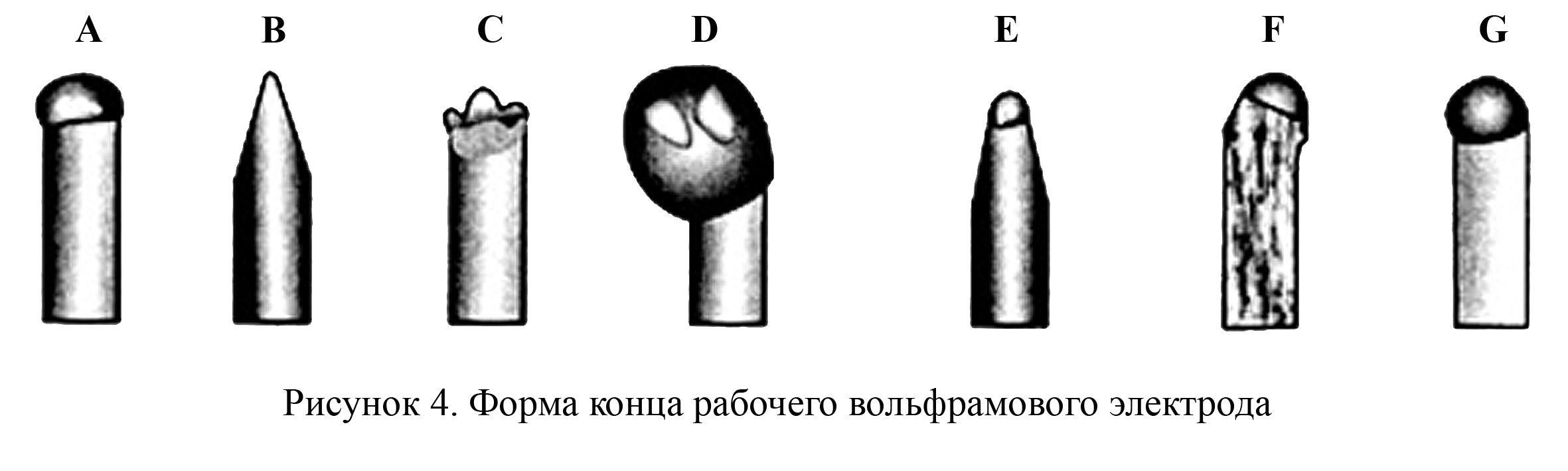
При необходимости электрод затачивают. Конец электрода будет чистым и острым, а значит будет обеспечена стабильная и направленная дуга
Важно помнить, что при заточке электродов их нельзя перегревать
Электрод фиксируют в горелке, через которую будет подаваться защитный газ. Его конец должен выступать не более чем на 2см. Это необходимо для того, чтоб горелка была как можно ближе к области шва.
В многофункциональных аппаратах есть функция поджога дуги, когда на начальном этапе сила тока резко увеличивается, а затем падает до номинальной. Это очень удобно поскольку поджог дуги происходит до момента касания металла электродом, следовательно, к концу электрода не прилипают частички металла.





С практикой сварщик, что называется, набивает руку. Поступательные движения рукой должны быть легкими и плавными с одинаковой скоростью.
Прекращать процесс сварки необходимо не посредством отрыва электрода от детали, а плавным уменьшением силы тока до нулевого значения. Защитный газ при этом продолжает поступать в область шва до полного его остывания.
В случае если сварочный аппарат не оснащен функцией поджога дуги, ее поджигают на графитовом бруске, затем перемещают в зону шва. Для уменьшения нагрева деталей их кладут на медные пластины. Хранить вольфрамовые электроды необходимо в теплом, сухом месте, подальше от активных жидкостей.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности
Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким
Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %
Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка
Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна
Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
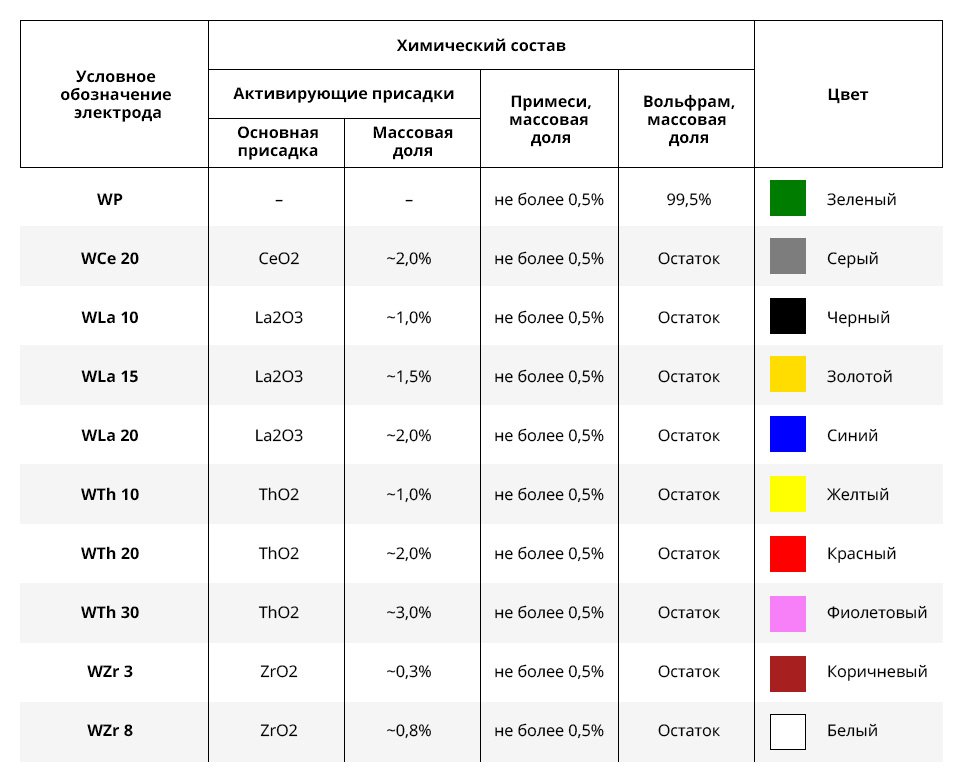
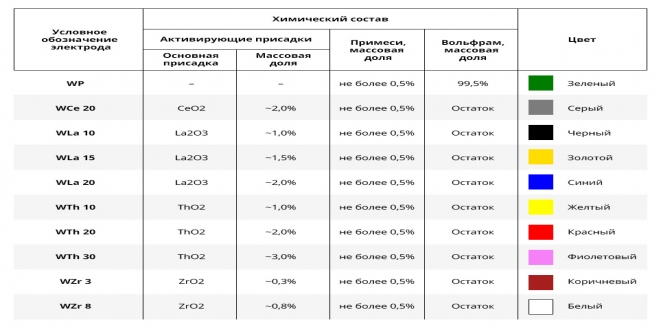
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.

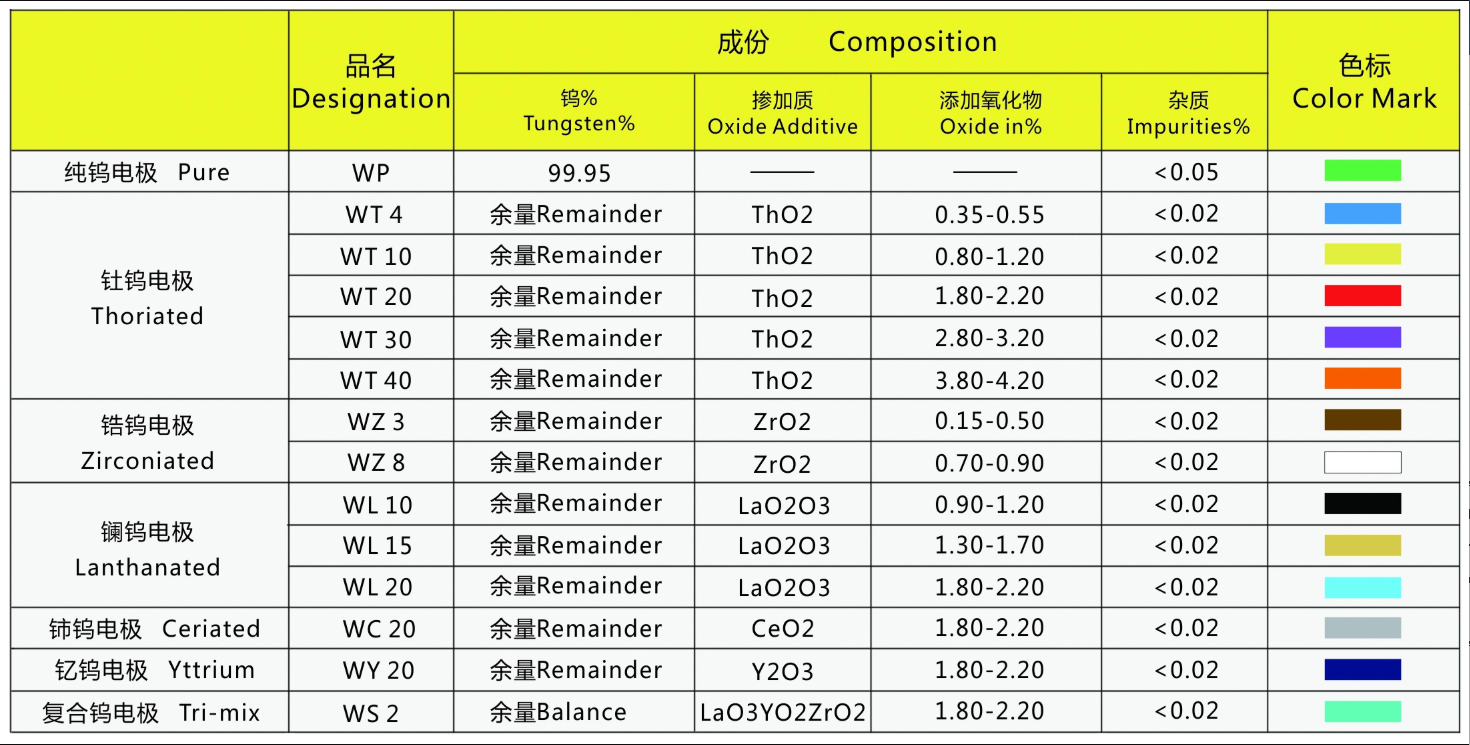
В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама. Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначения
Цветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет
Важно понимать, какая марка кроется за цветовой индикацией
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих
Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами
Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.


Электрод вольфрамовый ПТК WL-20
Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 — это электрод с содержанием оксида церия (CeO₂), розовый цветовой код. Массовая доля оксида церия достигает до 1%.
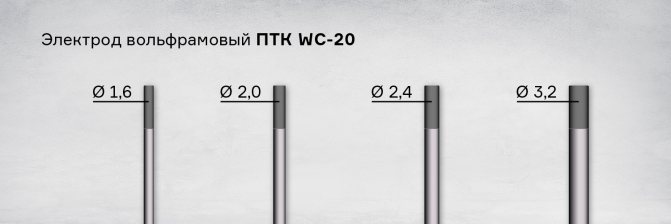
WС-20 — это электрод с содержанием оксида церия (CeO₂), массовая доля которого варьируется в пределах от 1,8 до 2,2%. Имеет серый цветовой код.
- Особенности: Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Вольфрам марки WС-10/20 рекомендуется использовать в коротких сварочных циклах при малых значениях тока.
- Тип тока: Цериевые электроды предназначены для сварки на постоянном и переменном токе (AC/DC).
- Металл: Электроды предназначены для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
В продаже есть только фирменные вольфрамовые электроды ПТК WС-20 диаметром от 1,6 до 3,2 мм.
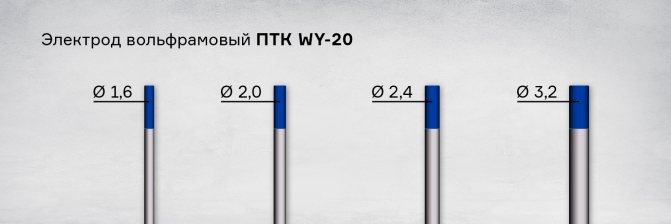
Вольфрамовый электрод WY-20 (синий)
Это вольфрамовый электрод с содержанием оксида иттрия (Y₂O₃), который имеет синий цветовой код. Массовая доля легирующей добавки варьируется в пределах от 1,8 до 2,2%.
- Особенности: Иттриевые вольфрамовые электроды выдерживают большие токи, при соблюдении технологии сварки обеспечивают качественный и надежный шов, поэтому особенно подходит для сварки особо ответственных конструкций.
- Тип тока: Предназначены для сварки только на постоянном токе (DC).
- Металл: Этот тип электродов подойдет для сварки всех типов сталей, титана, меди и их сплавов.
Ассортиментный ряд электродов WY-20 представлен в диаметре 1,6 / 2,0 / 2,4 и 3,2 мм.
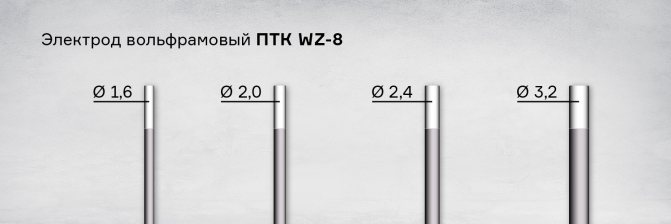
Вольфрамовые электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 — это электрод с содержанием оксида циркония (ZrO₂), коричневый цветовой код. Массовая доля оксида церия достигает до 0,3%.
WZ-8 — это электрод с содержанием оксида циркония (ZrO₂), массовая доля которого варьируется в пределах от 0,7 до 0,9%. Имеет белый цветовой код.
- Особенности: Данный тип электродов можно применять при сварке на высоких токах. Имеют слабую стабильность дуги и очень требовательны к чистоте сварочной ванны. Рабочий конец этих электродов рекомендуется затачивать в форме полусферы.
- Тип тока: Предназначены для сварки только на переменном токе (АC).
- Металл: Электроды предназначены для сварки алюминия, магния, никеля, бронзы и их сплавов.
В продаже есть только фирменные вольфрамовые электроды ПТК WZ-8 диаметром 1,6 / 2,0 / 2,4 и 3,2 мм.
Вольфрамовые электроды WT
Электроды марки WT легированы оксидом тория (ThO₂) и включают в себя следующие разновидности:
- WT-10 — желтый цветовой код, содержание двуокиси тория до 1%;
- WT-20 — красный цветовой код, содержание двуокиси тория до 2%;
- WT-30 — фиолетовый цветовой код, содержание двуокиси тория до 3%;
- WT-40 — оранжевый цветовой код, содержание двуокиси тория до 4%.
Вольфрамовые электроды из сплава оксида тория применяются при сварке на постоянном токе (DC) нержавеющей стали, меди, никеля, титана и их сплавов.
Важная и отличительная особенность тория — его радиоактивность. Торий считается радиоактивным металлом, что делает вдыхание паров и пыли риском для здоровья для здоровья сварщика, а утилизацию — риском для окружающей среды. Исходя из этих соображений в ассортименте фирменной продукции ПТК нет ториевых вольфрамовых электродов WT.