
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
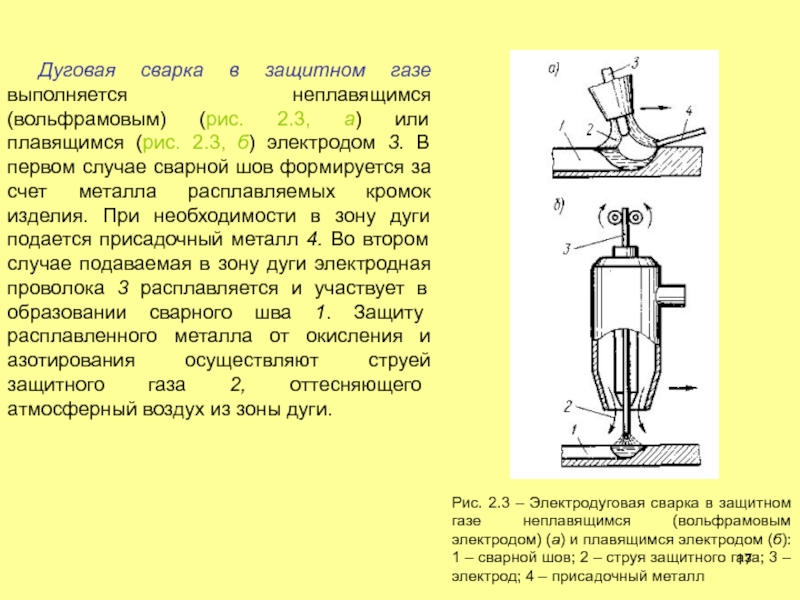
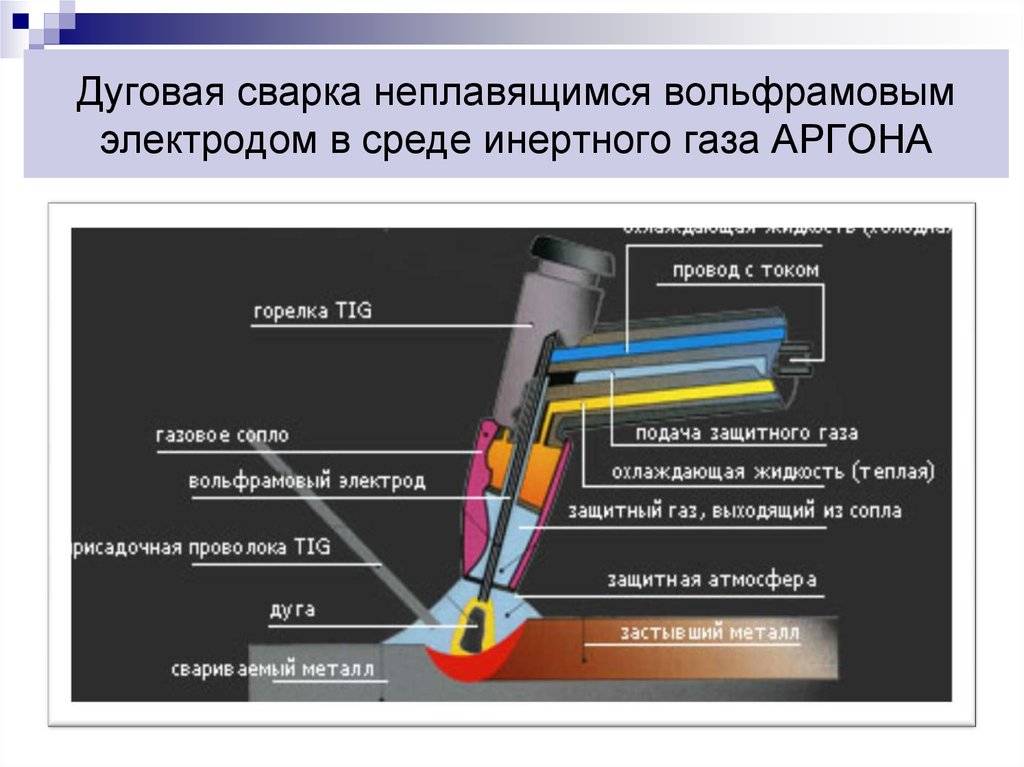
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
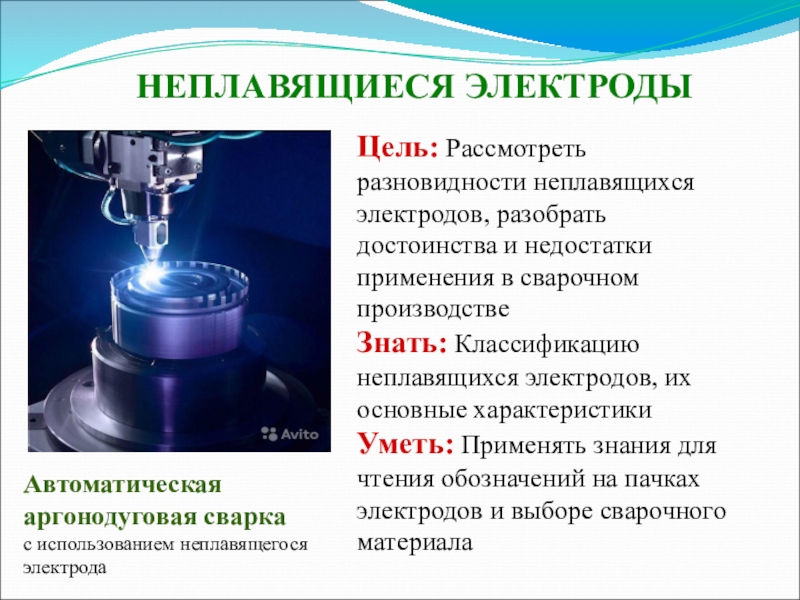
Виды неплавящихся электродов.
К неплавящимся электродам относятся те электроды, которые имеют неметаллическое происхождение или сделаны из тугоплавких металлов. Покрытие таких электродов может быть основным, целлюлозным, кислым или рутиловым. Большим спросом пользуются графитовые электроды и находят свое применение в металлургии, электрохимической промышленности и электротермическом производстве.
Для того чтобы обеспечить высококачественное сваривание нужно подобрать электрод, который сделан из тугоплавких материалов, например вольфрам или графит, которые будут отлично плавить металл, при этом не расплавляясь.
В качестве неплавящихся электродов для сварки и дуговой резки металлов используются угольные электроды ГОСТ 10720-75. ГОСТ 10720 является регламентом их изготовления производство не омедненных и омедненных угольных электродов. Они применяются для воздушно-дуговой резки металлов и удаления видимых дефектов изделия. С их помощью можно проводить сваривание при силе тока до 580 А. В зависимости сечения электродов и их назначения ГОСТом 10720-75 предусматривается изготовление трех марок электродов: 1. ВДК – для воздушно-дуговой сварки (круглая форма); 2. ВДП – воздушно-дуговые (плоская форма); 3. СК – сварочные круглые электроды;
Специальные графитовые электроды изготавливаются для дуговой сварки. Однако их изготовление не предусмотрено государственными стандартами, поэтому их зачастую изготавливают путем обтачивания графитизированных электродов, изготовленных по ГОСТ 4426-71.
Неплавящиеся вольфрамовые электроды изготавливаются в виде прутков. Они производятся в соответствии со всеми технологиями. Электроды из вольфрама делятся еще на четыре вида:
- — лантанированный вольфрам;
- — иттрированный вольфрам;
- — торированный вольфрам;
- — обычный вольфрам;
Самое широкое применение находят электроды из лантинированного и иттрированного вольфрама. Самый частый диаметр этих электродов от 1 до 4 миллиметров. Использование электродов из торированного вольфрама встречается очень редко из-за того, что их использование связано с радиоактивностью, которую они излучают. На самом деле они излучают совсем небольшое количество радиации, однако многие крупные предприятия и строительные компании полностью отказались от их использования.
Также Вам нужно правильно подбирать электроды для сварки. Для начала Вам нужно определить тугоплавкость нужного Вам металла. Если Ваше изделие будет сделано из легкоплавких материалов, то Вам нужно покупать плавящиеся электроды, а если изделие будет сделано из сверхтугоплавких металлов, то Вам нужно подбирать плавящиеся электроды.
Как видите, применение неплавящихся электродов очень широкое. Однако Вам нужно правильно подбирать материал электродов и их вид, чтобы сваривание получалось максимально комфортным и рентабельным, разумеется, без потери высокого качества выполненных сварочных работ. Что такое предел текучести Электроды для сварки котлов Электроды для зимы Сварочные электроды ано-21
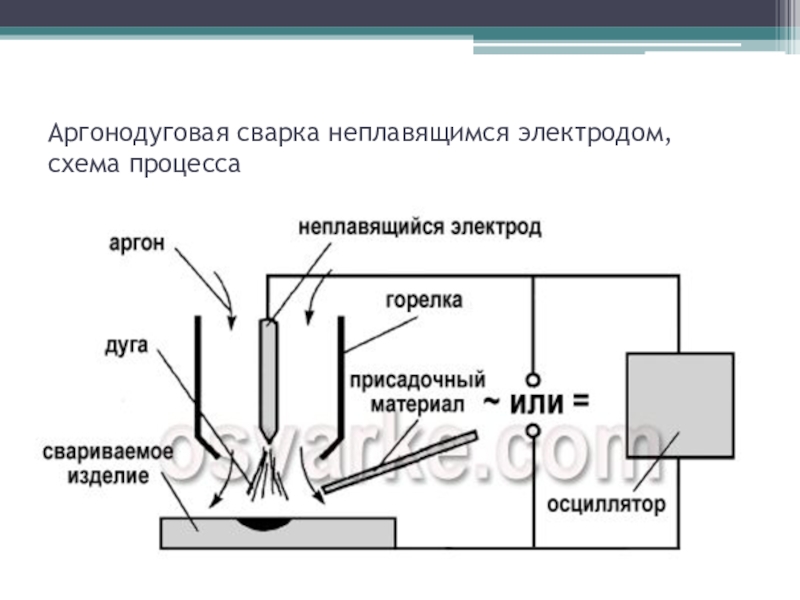
Требования к аргонодуговой сварке неплавящимся электродом
Аргонодуговая сварка неплавящимся электродом часто применяется для сваривания заготовок из разных видов металла. При помощи нее можно получить прочные швы с высокой износостойкостью. Но чтобы в процессе сварки заготовки могли нормально плавиться под воздействием плавящегося электрода и аргона, обязательно нужно выполнять важные требования аргонодугового сварочного процесса.

К главным требованиям аргонодуговой сварки относятся:
- Неплавящийся стержень из вольфрамовой основы при сварке может глубоко проникать в область зазора между заготовками. Для процесса следует использовать короткую дугу. Это позволит провести глубокую плавку, которая может отразиться на качестве соединения. Оно получится небольшим и прочным;
- При механизированной аргонодуговой сварке плавящимся электродом движение стержня должно выполняться по центральной части зазора и посередине. Даже небольшие нарушения могут привести к снижению прочности соединения, они могут негативно отразиться на его внешнем виде;
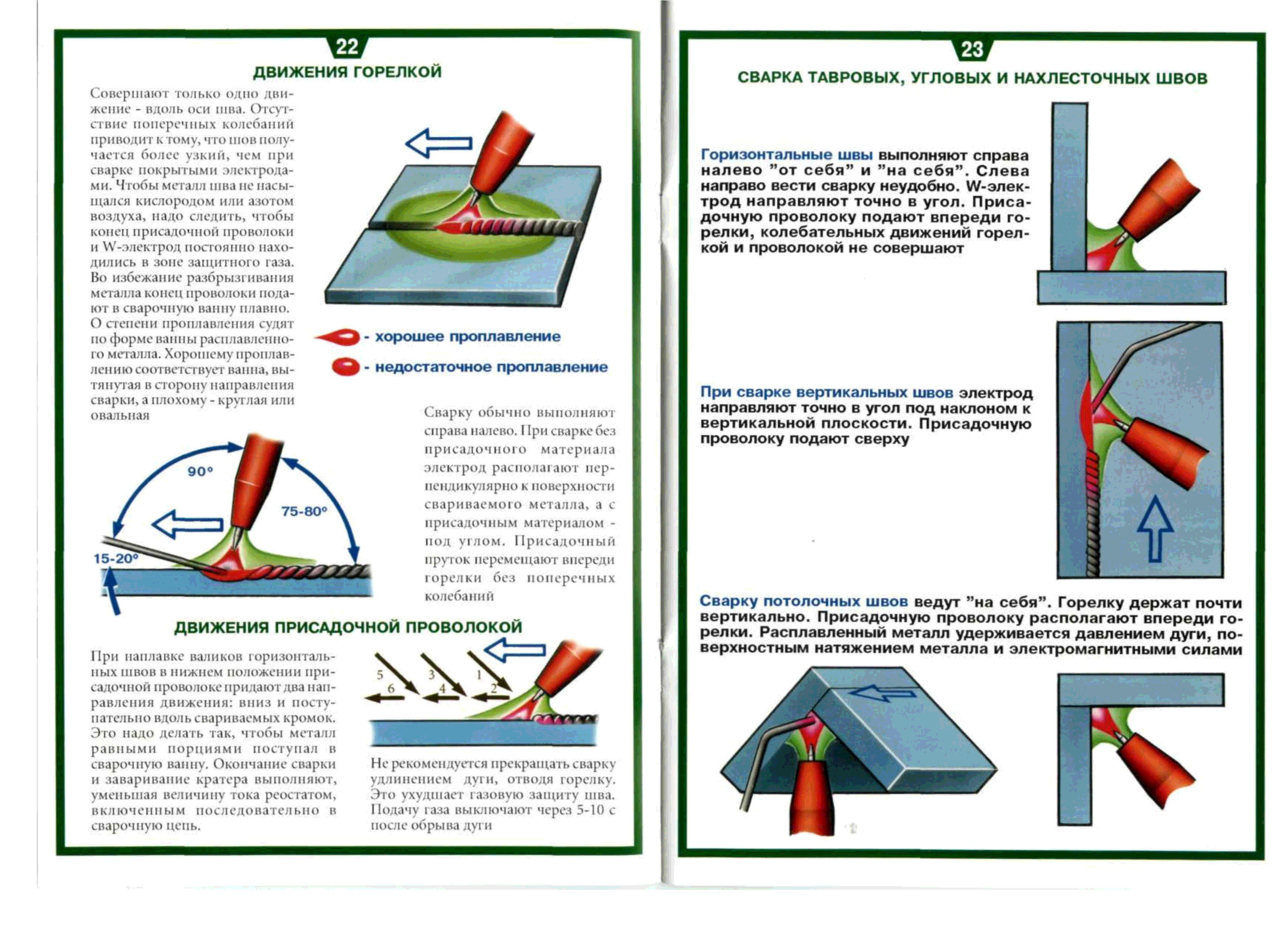
- Присадочный элемент должен постоянно прибывать в зоне с аргоном, он не должен выходить за пределы свариваемой зоны. Именно это защищает сварную ванну от отрицательного влияния кислорода и азота, которые присутствуют в воздухе. Влияние данных веществ может привести к усилению хрупкости соединения. Данные требования также относятся к неплавящемуся электроду;
- Ни в коем случае не стоит резко подавать присадочную проволоку в область сварной ванны. Это вызовет сильное разбрызгивание металла и в итоге будет его чрезмерный перерасход;
- При проведении ручной сварки присадочный материал должен подаваться под углом. Не должно наблюдаться поперечных нарушений;
- Не стоит при окончании сварочного процесса производить обрыв соединения при помощи отвода электрода из области сваривания. Достаточно погасить дугу реостатом;
- Подача и отключение защитного газа после окончания сварочного должно проводиться через или за 10 секунд. Это защитит неостывшую плавящуюся металлическую основу, которая при контакте с воздухом быстро покрывается оксидной пленкой;
- Перед началом автоматической аргонодуговой сварки неплавящимся электродом нужно подготовить соединяемые заготовки из металлической основы. Все стыкуемые зоны требуется очистить от грязи, ржавчины и других загрязнений. Для очистки рекомендуется использовать железную щетку или болгаркой с металлической щетковидной насадкой. Чистить необходимо до появления металлического блеска. Если имеются пятна из масла или жира, то дополнительно следует провести обработку растворителем;
- Обязательно должно проводиться сопоставление режимов аргонодуговой сварки неплавящимся электродом с показателем толщины стыкуемых заготовок. При этом требуется учитывать диаметр неплавящегося электрода.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.



Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
6 лучших сварочных генераторов
Эксплуатационные особенности металлических электродов
Широкую группу расходников такого типа представляют легированные модели. Они отличаются склонностью к воспламенению, но при этом обеспечивают стабильность дугового горения. Конечный шов получается надежным и долговечным. Такой вариант в силу эксплуатационной стабильности рекомендуется для новичков.
Немало особенностей и у высоколегированных изделий. В отличие от предыдущей категории они характеризуются стойкостью к термическому воздействию. Поэтому их применяют в работе с жаропрочными и литыми заготовками. Чугунные виды электродов сварщики ценят за возможность препятствия формированию трещин из-за содержащегося в целевом материале водорода. Существует и специальные марки наплавного чугуна, который обычно применяют в сварке автомобильных деталей.
Оборудование для ручной дуговой сварки
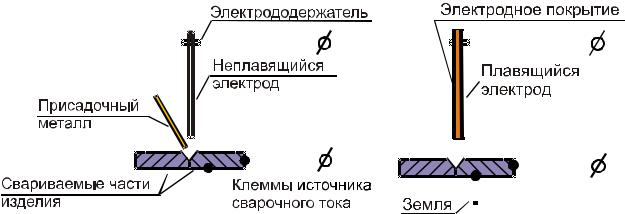
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
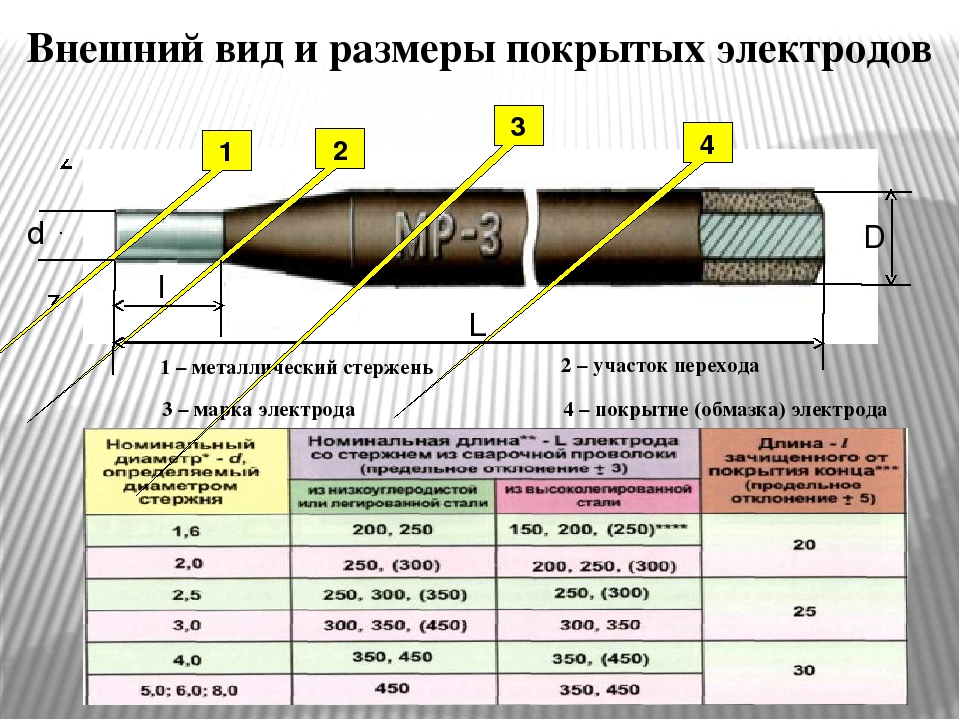
Устройство электрода
Изделия выполняется в форме стержня, основу которого может составлять и металлический, и неметаллический жесткий прут. На производствах его называют также сварочной проволокой. Она может иметь длину от 25 до 45 см и среднюю толщину в 2-3 см. Собственно, стержень выступает чаще всего как несущая оснастка для функционального покрытия, благодаря которому и производится рабочий процесс. На базовом уровне различают виды сварочных электродов по стойкости к термическому воздействию – плавящиеся и неплавящиеся. Причем изделия первой группы могут и вовсе не иметь покрытия. Это оголенная металлическая проволока, которая может использоваться в особых средах с подачей защитного газа. Модели с покрытиями также имеют небольшую «чистую» область для фиксации в электрододержателе.



Разновидности расходников
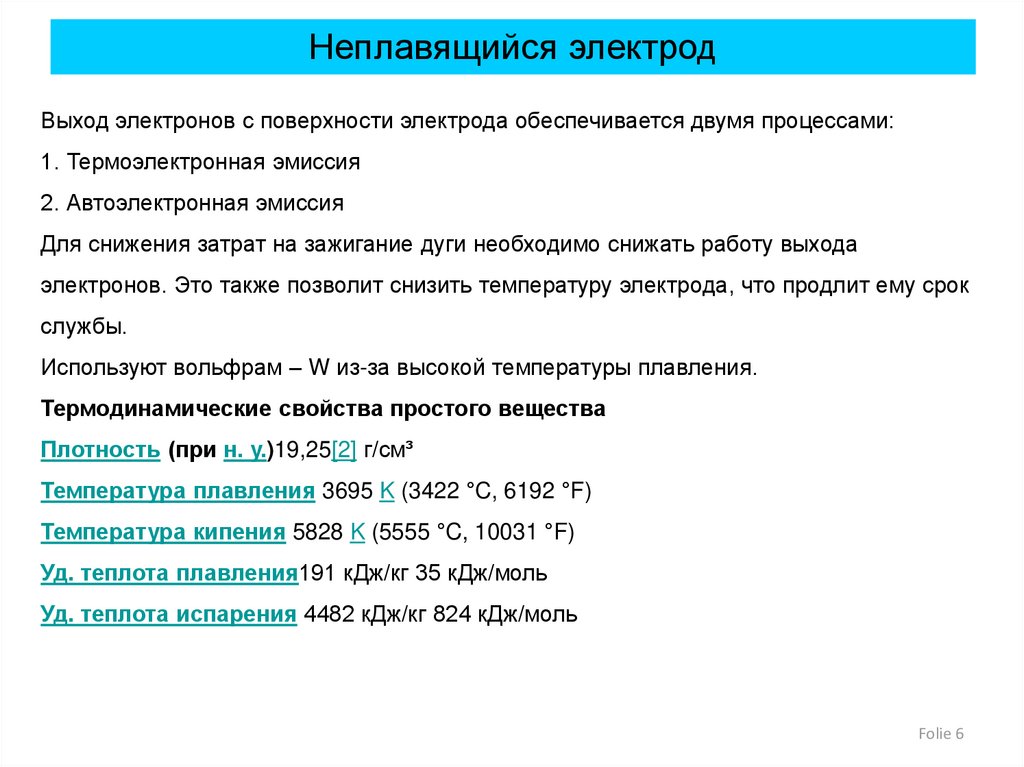
Для выполнения работ используют электроды с высокой температурой плавления, превышающей порог перехода в жидкую фазу свариваемых заготовок и температуру дугового разряда. Помимо графитовых или угольных стержней применяют инструменты из чистого вольфрама или сплавов на его основе. Материал электрода подбирают в зависимости от толщины и химического состава свариваемых деталей.
Рекомендуем к прочтению Особенности и главные преимущества использования электродов типа Э46
Графитовые
Данный вид устойчив к воздействию высоких температур и имеет повышенную долговечность по сравнению с угольными стержнями. Применяется для промышленной сварки медных сердечников кабелей или деталей, изготовленных из сплавов на основе меди или алюминия. Электроды могут использоваться для соединения конструкций из сталей с пониженным содержанием углерода (шов не отличается высокой механической прочностью) или для заделки дефектов на чугунных отливках.

Графитовые электроды для сварки являются неплавкими.
Угольные
Применяются при воздушно-дуговой разделке стальных листов или для устранения дефектов на поверхностях толстостенных заготовок (как с подачей присадочного материала, так и без проволоки). Сила тока в цепи до 600 А (достаточно для нагрева до температуры плавления конструкционных и низколегированных сталей). Предназначены для промышленного использования, в бытовых сварочных аппаратах не встречаются.

Угольные электроды предназначены для промышленного использования.
Вольфрамовые
Изделия предназначены для бытового или промышленного использования, позволяют соединять детали из различных металлов в среде инертного газа. Аргонодуговая сварка ведется электродами с сердечником диаметром 1-4 мм, покрытым защитным напылением. Поскольку температура плавления вольфрама выше температуры дуги, то инструмент не изнашивается и позволяет сваривать листы легированной стали. Для изменения рабочих характеристик в состав металла инструмента вводятся присадки (например, торий, иттрий или оксид лантана).
В соответствии с ГОСТ 23949-80, выпускаются следующие виды электродов:
- ЭВЧ – из чистого металлического вольфрама без легирования;
- ЭВЛ – с вводом 1,1-1,4% окиси лантана;
- ЭВИ – с использованием 1,5-3,5% окиси иттрия;
- ЭВТ – с содержанием 1,5-2,0% двуокиси тория (отличаются небольшой радиоактивностью и используются редко для сварки специальных конструкций).

Вольфрамовые электроды предназначены для бытового использования. Применимость переменного и постоянного тока зависит от марки электродов. Например, стержни серии ЭВЧ рассчитаны на подачу только переменного напряжения. Прочие изделия могут работать на любом токе и при прямой либо обратной полярности. Следует учитывать, что в процессе сварки происходит постепенное выгорание тугоплавкого сердечника (например, для вольфрамового стержня нормой считается сокращение длины на 10 мм на протяжении 5 часов непрерывной работы).
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
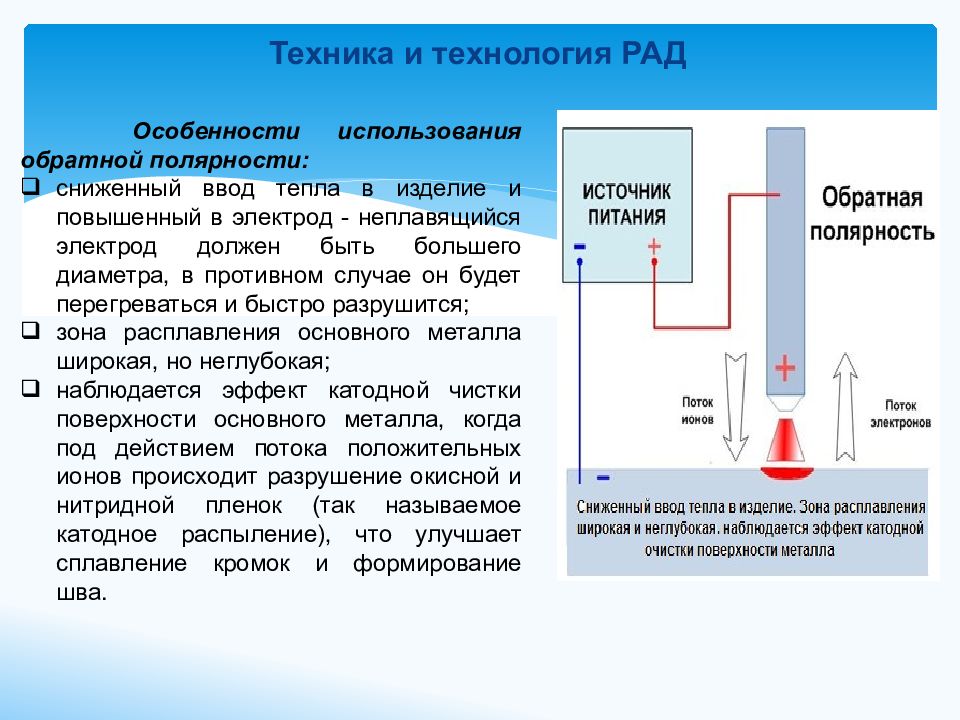
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
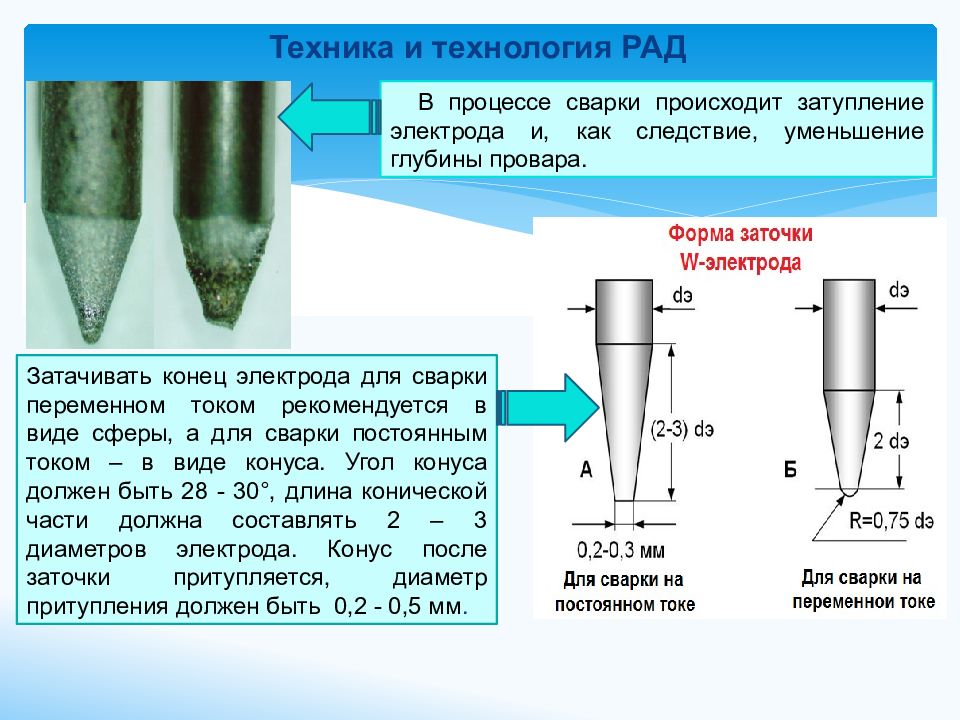
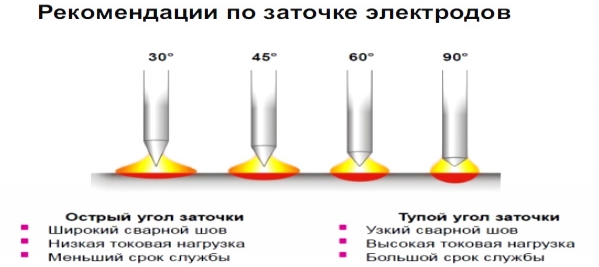
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Особенности технологии
За счёт применения неплавящихся расходных материалов удаётся получить высококачественные сварные соединения, однако производительность операций с покрытыми электродами оставляет желать лучшего.
Они не в состоянии конкурировать с полуавтоматическими сварочными технологиями, при которых используются специальные плавящиеся электроды.

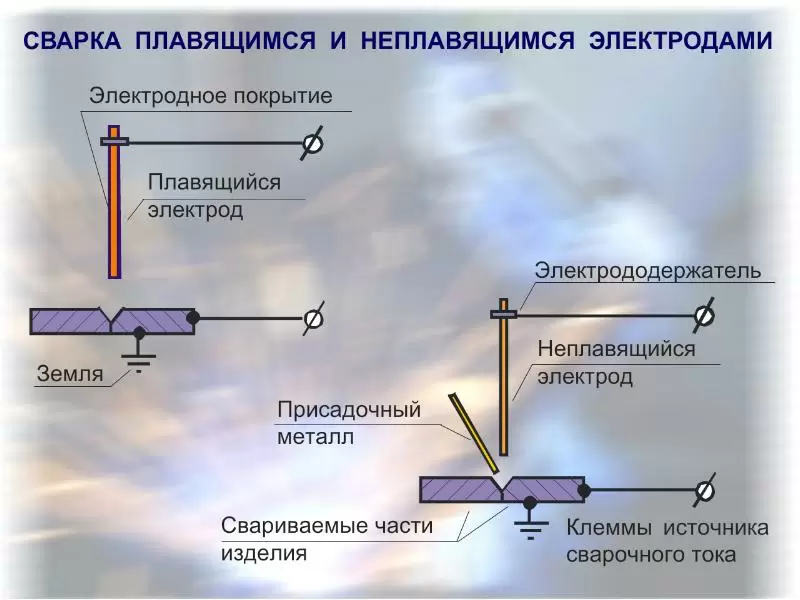
Таким образом, при изучении действующих методик обнаруживается, что используемый при дуговой сварке электрод может быть плавящимся и неплавящимся (покрытым). Рассмотрим каждую их этих разновидностей более основательно.
Достоинство технологии с неплавящимся электродом состоит в том, что можно сплавлять черный металл с заготовками, которые отличаются от него по структуре (включая изделия из высоколегированных и низкоуглеродистых сталей).
С учётом возможности работы с изделиями из цветных металлов этот метод успешно применяется также и при соединении разнородных по составу материалов.
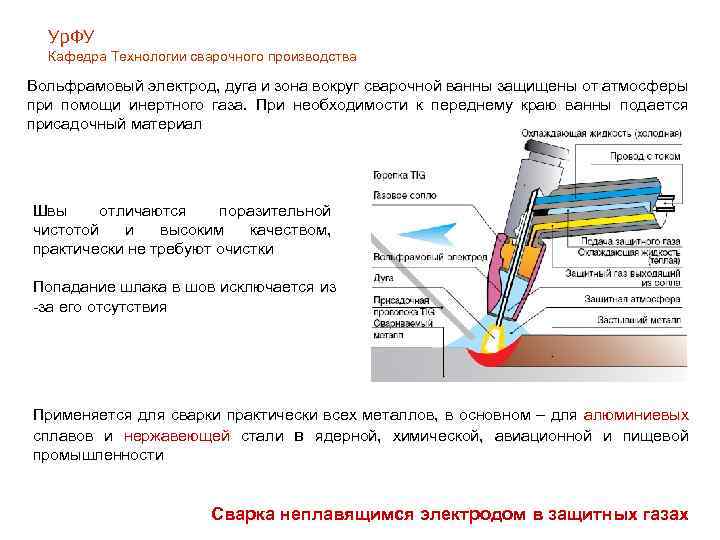
Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
Второй особенностью этой технологии является использование инертных газов, ограничивающих доступ кислорода к месту сварки и защищающих как сам электрод, так и сварочную ванну от окисления.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
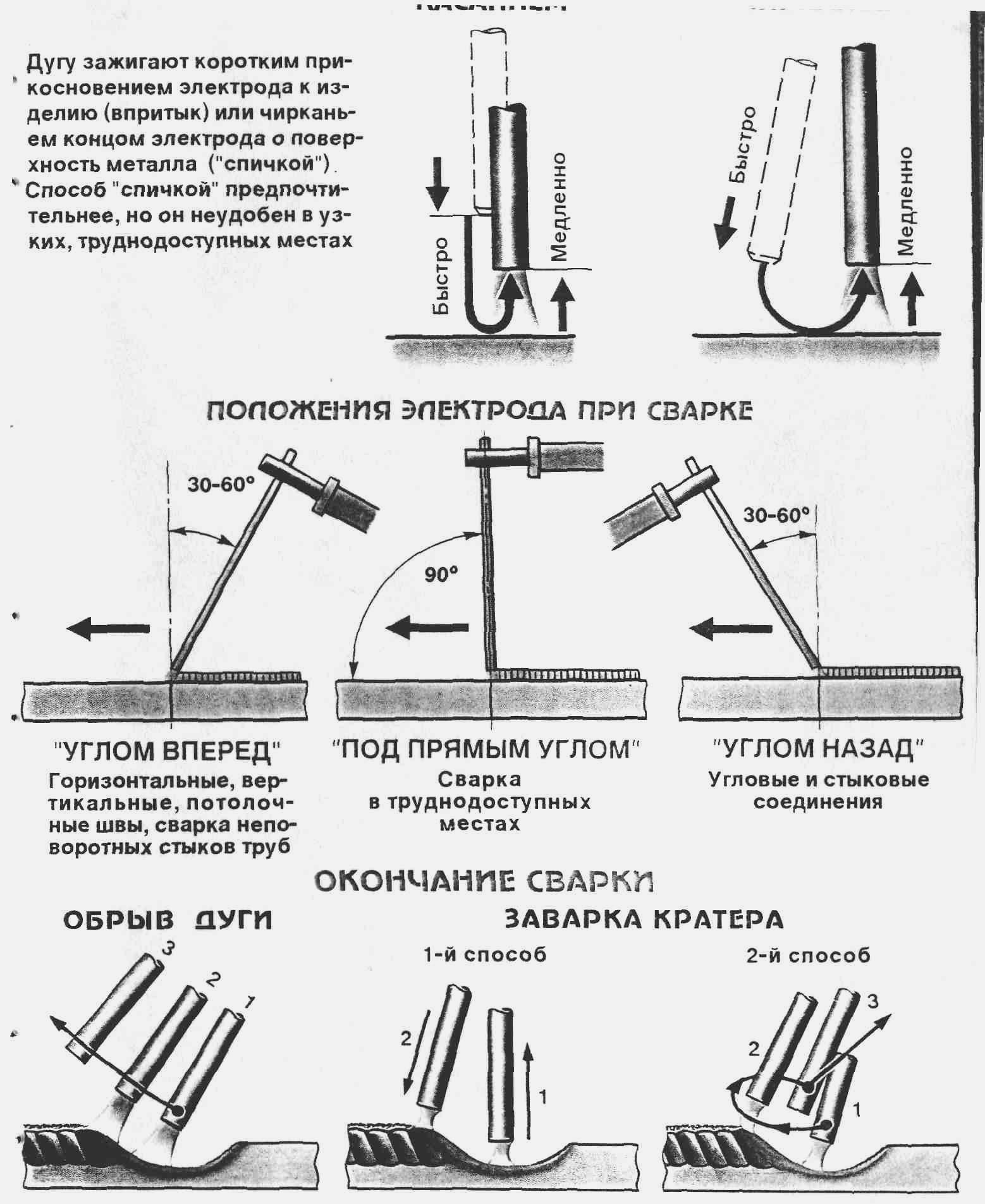
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
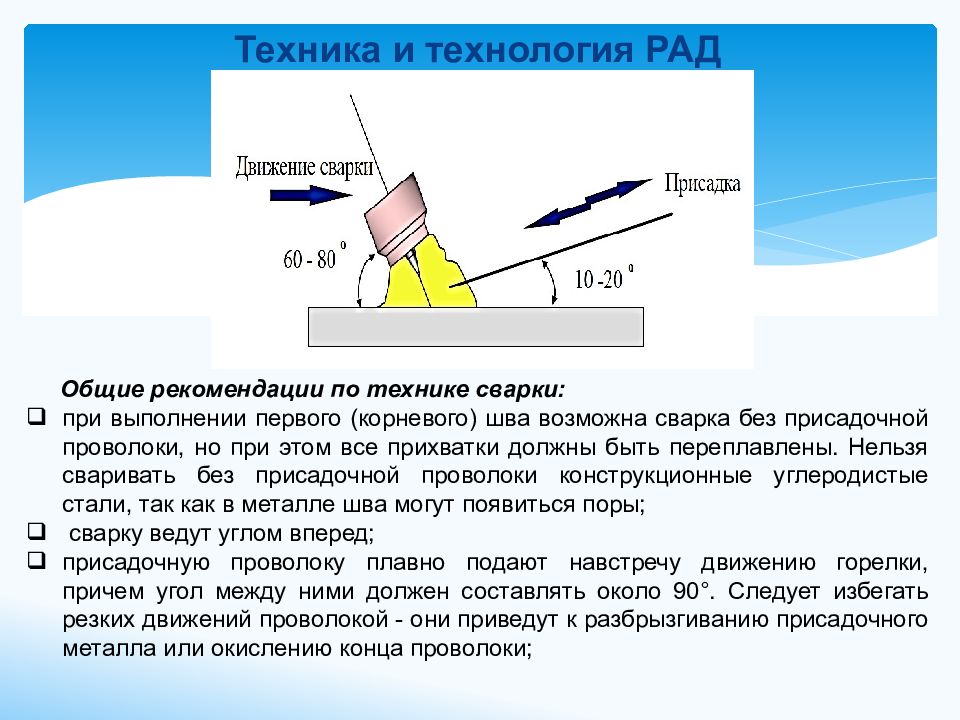
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.



Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Маркировка неплавящихся электродов
| Марка неплавящегося электрода | WP | WC-20 | WT-20 | WY-20 | WZ-8 | WL-20 | WL-15 |
| Цвет маркировки | зелёный | серый | красный | тёмно-синий | белый | голубой | золотой |
| Легирующие присадки | чистый вольфрам | оксид церия(CeO2) | оксид тория(ThO2) | оксид иттрия(Y2O3) | оксид циркония(ZrO2) | оксид лантана(La2O3) | |
| — | — | 2,0% | 2,0% | 2,0% | 0,8% | 2,0% | 1,5% |
| Свариваемые материалы | алюминий, магний, алюминиевые сплавы | кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | аустенитная нержа-веющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | углеродистая и низколегиро-ванная сталь, аустенитная нержавеющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы – сварка особо ответственных конструкций | алюминий, магний, алюминиевые сплавы, никельи никелевые сплавы | высоколеги-рованная сталь,алюминие-вые сплавы, медь,бронза | |
| Особенности применения | высокая стойкость, лёгкая подготовка к сварке, трудно затачиваются | хорошее зажигание дуги, повышенный допустимый ток | высокая стойкость | самая высокая стойкость, высокая стабильность дуги | высокая стабильность дуги | лёгкое зажигание дуги,низкая склонность к образованию прожогов,высокая стабильность дуги,высокая устойчивость заточки |
Стабильность дуги, комфортность работы сварщика и качество сварки напрямую зависят от пра-вильности выбора марки неплавящихся электродов. Поэтому перед началом сварки необходимо внимательно изучить свойства материалов свариваемых деталей и требования к свариваемой конструкции. Правильный выбор неплавящихся электродов поможет вам выполнить вашу работу легко и с высоким качеством.
С рутиловым покрытием
Один из самых важных параметров, который определяет характеристики электродов, — это вид их покрытия. Общепризнанным является рутиловое покрытие, дающее несомненные преимущества. Эта продукция является универсальной. Рутиловые расходные элементы можно использовать для сварки деталей, входящих в конструкции ответственного назначения, они применяются для работы с низколегированными сталями и сталями с низким содержанием углерода.
Могут работать с любым видом тока — переменным и постоянным. Рекомендуется работать с короткой дугой, но допустимой является и средняя длина. Этими электродами можно соединять детали, покрытые незначительным слоем грунтовки. Образуемый шов обладает повышенной вязкостью и значительной усталостной прочностью. Его качества сохраняются даже при нагрузках переменного значения. В процессе горения не выделяется вредных веществ.
Увеличению производительности способствует форсированный режим работы. Возможно разное положение в пространстве. Про расходные элементы с рутиловым покрытием также можно сказать, что это лучшие электроды для ручной дуговой сварки. На тип обмазки указывает буква «Р» в обозначении.
ESAB-SVEL ОК 46.00. Работать с этими рутиловыми электродами — это значит получать при этом своеобразное удовольствие. Эти электроды для сварки имеют самый высокий рейтинг среди расходных элементов с рутиловой обмазкой. Они являются детищем шведской — признанным лидером в производстве сварочного оборудования. Их применение является гарантией получения качественного шва.

Являются незаменимыми при соединении тонкостенных деталей. Имеется возможность сваривать ими неочищенный металл. Однако, не рекомендуется сваривать ими легированные стали, поскольку их стержень изготовлен из низкоуглеродистой стали марки СВ-08. Перед использованием необходима прокалка в течение одного часа.
Электроды Lincoln Electric Omnia 46 американского производства обладают рутилово-целлюлозной обмазкой. Получаемый при их использовании шов обладает высокой прочностью. К достоинствам относится легкое отделение шлаковой корки, небольшое разбрызгивание металла, а также возможность сваривания деталей, покрытых ржавчиной. Гибкость полученного шва не сопровождается разрушением поверхности. Легко осуществлять контроль варочной ванны. После окончания сварки не требуется особой зачистки. Имеется сертификат NAKS.
Рутиловые электроды ОЗС-12 используются для работы с деталями из низкоуглеродистой стали. Прочный шов получается с минимальным включением шлака. Из-за повышенной гигроскопичности перед употреблением необходима прокалка.
Огромной популярностью среди сварщиков пользуются электроды Ресанта МР-3. Они вобрали в себя все лучшее, что присуще электродам с рутиловой обмазкой. К достоинствам относится легкость розжига и стабильность горения дуги, а также возможность осуществлять сварку во всех положениях. Возможна работа с поверхностями, которые не удалость полностью освободить от ржавчины. Электроды изготовлены в полном соответствии с требованиями существующих ГОСТов в этой области.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.