
Как гнет дорновый трубогиб?
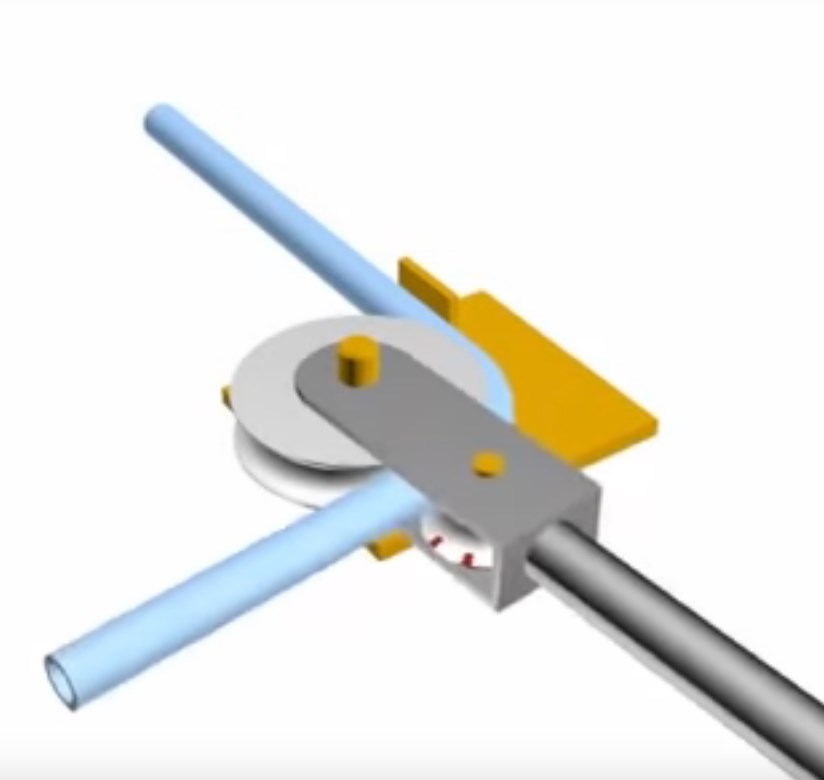
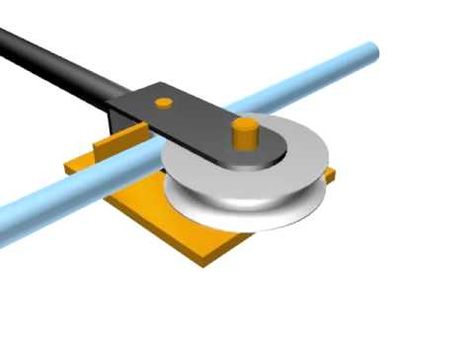
На рисунке слева изображена принципиальная схема гибки на трубогибе с дорном.
1 – изгибаемая труба
2 – оправка (колодка)
3 – дорн
4 – фиксирующий прижим
5 – сопровождающий прижим
Процесс гибки: труба 1
надевается надорн 3 , закрепленный на штанге. После этого труба прижимаетсяк оправке 2 с помощьюфиксирующего прижима 4 , также к трубе подводитсясопровождающий прижим 5 . После фиксации заготовки оправка вращается вокруг своей оси, фиксирующий прижим движется вместе с оправкой, а сопровождающий прижим движется линейно вместе с трубой, исключая трение. При этом дорн остается неподвижным в месте деформации, поддерживая трубу изнутри. После гибки труба разжимается и снимается с дорна. Это упрощенное описание работы дорнового трубогиба.
Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
Ручные инструменты для гибки профилей могут быть как механическими, так и с гидравликой. Но обе разновидности моделей отличаются легкостью в эксплуатации, умеренной стоимостью и надежностью.
Stalex HTR-40
Универсальный трубогиб для стальных профилей с регулируемыми вальцами позволяет прокатывать заготовки с диаметром 15-40 мм и толщиной стенок 1,5 мм. В процессе радиус гибки можно быстро и легко менять. Ручной станок оборудован гидравликой с грузоподъемностью 2 т, есть возвратные пружины, приводящие прижимной ролик обратно в верхнее положение без усилий со стороны пользователя.
Компактный и мощный трубогиб подходит для выполнения перил, навесов, козырьков и других конструкций, в которых используют профильные трубы. Поскольку в действие станок приводится ручным способом, применять его можно в любом месте вне зависимости от наличия электричества.
 Приобрести трубогиб HTR-40 можно от 16000 рублей
Приобрести трубогиб HTR-40 можно от 16000 рублей
Proma KO-200
Станок предназначен для холодной гибки стальных прутьев, профильных труб и металлических полос, работает с материалами средней твердости. Оснащен широким основанием для придания большей устойчивости, также может быть закреплен на верстаке при помощи четырех отверстий. Обладает малым весом и небольшими габаритами, за счет чего легко поддается транспортировке. Подходит для обработки квадратных и круглых труб, максимальный угол изгиба составляет 200°.
 Купить профильный трубогиб Proma можно от 13000 рублей
Купить профильный трубогиб Proma можно от 13000 рублей
Stalex TR-60
Ручной трубогиб с удлиненным рабочим рычагом позволяет легко придавать нужный изгиб металлическим заготовкам с приложением минимального усилия. На корпусе предусмотрена линейка для контроля радиуса деформации, станок работает с квадратными и круглыми трубами 15-38 мм. Выполнен из стали с порошковым покрытием, подходит для стационарной и настольной установки.
Важно! Минусом модели можно считать отсутствие роликов для работы с профильными трубами в комплекте. Однако их можно докупить отдельно.
Средняя цена Stalex TR-60 стартует от 16000 рублей
Blacksmith MTB10-40
Ручной трубогиб без электрического привода и гидравлики, тем не менее, отличается простотой и надежностью. Станок оснащен тремя роликами — между ними нужно зажать заготовку и крутить ручку для аккуратного сгиба трубы. Угол регулируется при помощи верхнего валика, его прижимают сильнее или слабее.
Усилия от пользователя требуются минимальные, бюджетный станок очень функционален и удобен в применении. Единственный минус — то, что при отсутствии опыта с контролем угла сгибания могут возникнуть сложности.
 Средняя стоимость MTB10-40 стартует от 14000 рублей
Средняя стоимость MTB10-40 стартует от 14000 рублей
Smart & Solid BendMax-300
Ручной профильный сгибатель предназначен для работы с трубами 50/30/2 мм. Станок выполнен из прочной стали с двуслойным цинковым покрытием, надежно защищен от коррозии. Среди преимуществ можно перечислить надежность, качественную сборку и простоту эксплуатации. Применять инструмент можно как в домашних условиях, так и в небольших мастерских.
 Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Особенности медных труб и их применение
Медные трубы широко используются в быту и во многих областях народного хозяйства. Это объясняется внушительным перечнем достоинств, которыми этот материал отличается от пластиковых или железных аналогов:
- Хорошая устойчивость к механическим нагрузкам, ударам, сгибам.
- Длительный срок эксплуатации, измеряемый десятками лет.
- Устойчивость к размножению патогенных микроорганизмов, что делает медный трубопровод наилучшим вариантом для подачи питьевой воды.
- Удобство монтажа и сервисного обслуживания.
- Устойчивость к образованию налета на внутренних стенках трубопровода. В процессе эксплуатации просвет трубопровода не уменьшается, засоры не образуются.
- Широкий диапазон рабочих температур.
- Малый коэффициент температурного расширения.
- Устойчивость к появлению коррозии.
В строительстве трубопроводных сетей используются два типа медных труб:
- Отожженные.
- Неотожженные.
Отожженные изделия получили широкое распространение, они легко гнутся, обладают хорошими показателями устойчивости к воздействию высоких температур, давления или химикатов. А вот по показателям прочности такая труба будет проигрывать неотожженной.
Неотожженные изделия согнуть сложнее, при этом радиус изгиба не должен быть менее трех диаметров трубы.
Разновидности современных трубогибов
Приспособления для гибки трубного проката так и называются — трубогибами. Инструмент может быть ручным или представлять собой стационарное оборудование. Переносные трубогибы для медных труб используются на месте монтажа инженерных коммуникаций. Стационарные механизмы применяются на промышленных предприятиях. Это оборудование с повышенной точностью и большим количеством настроек. Все виды приспособлений для гибки медного трубного проката отличаются друг от друга способом действия.
Пружинный
Отличительной чертой трубогиба пружинного для медных труб является простая конструкция. Устройство изготавливается из высокопрочной стали. Пружинное приспособление состоит из плотных упругих витков. Один конец инструмента имеет расширение в виде раструба, чтобы можно было его удобно надевать на трубу. Пружина для гибки подбирается под конкретный диаметр трубного проката.
Приспособление изгибается вместе с трубой на требуемый угол исключительно за счет физической силы человека. После выполнения операции устройство снимается с медного изделия через тот же конец, который ранее использовался для его надевания.

Трубогиб пружинный.
К достоинствам трубогиба в виде пружины относится:
- небольшой вес;
- низкая цена;
- удобное использование даже в стесненных условиях.
Недостатком пружины является трудность получения точного требуемого угла изгиба, потому что он всегда определяется на глаз. К минусам также относится затруднительное надевание и снятие изделия с участка трубопровода, находящегося на большом удалении от открытого (свободного) торца трубного проката.
Видеообзор пружинного трубогиба.
Ручной
Устройство тоже отличается простой конструкцией. С помощью ручного трубогиба изгибается медный прокат диаметром 5-125 мм. Основной деталью изделия является оправка, имеющая конкретный радиус скругления. Он может составлять 43, 60 или 87 мм. Оправка вставляется в трубу или натягивается на нее.






Ручной способ изгибания проката подразумевает использование физической силы. Это является основным минусом данного метода, по этому он не нашёл широкого применения на практике.
Механический
Инструмент механического типа более удобен в эксплуатации, чем ручные приспособления. С его помощью можно с высокой точностью согнуть трубу на необходимый угол, затратив на операцию незначительные физические усилия.
Производители выпускают механические трубогибы следующих видов:
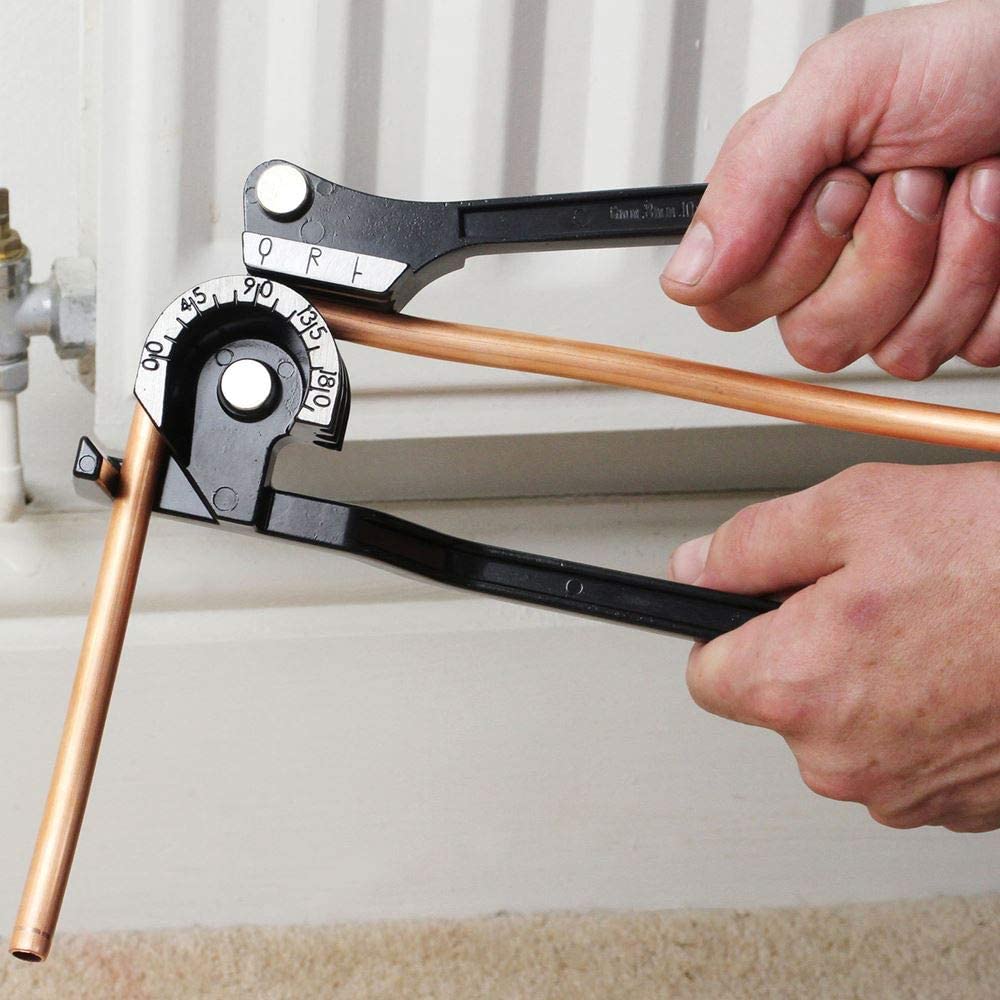
Рычажное изделие — это безотказный инструмент с простой конструкцией, позволяющий согнуть прокат с диаметром от 6 до 22 мм максимум на 90°. В конструкции приспособления присутствуют два рычага. Один из них оснащен башмаком, а другой — шаблоном для гибки. Эти два элемента имеют разметку. Она позволяет точно выставлять угол изгиба.
Рычажный механизм.
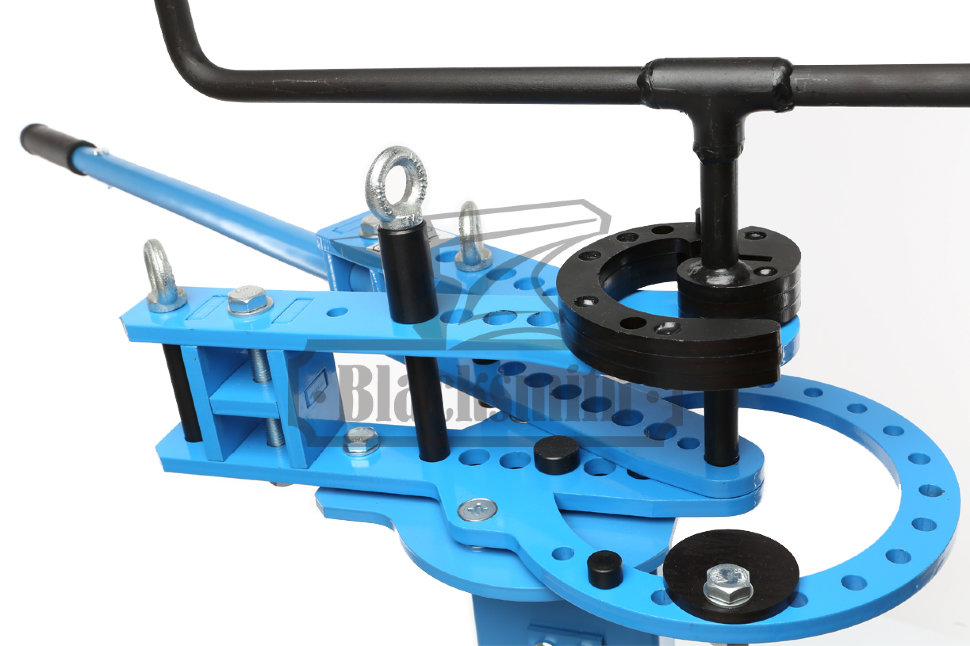
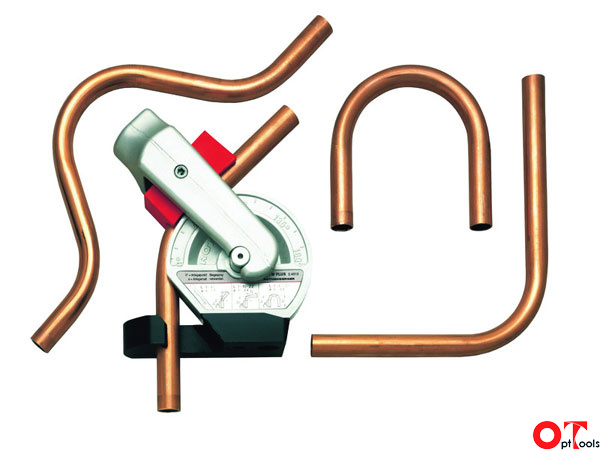
Сегментное изделие, сгибающее максимум 42-миллиметровые трубы на угол, предельное значение которого составляет 180°. Конструкция оснащается сменными упорами. Они позволяют гнуть трубный прокат разного диаметра. Он в инструменте размещается между валиком и элементом, представляющим собой половину диска. Когда рукоятка приспособления начинает вращаться, этот сегмент поворачивается. В результате происходит наматывание трубы на его корпус.
Сегментное устройство.
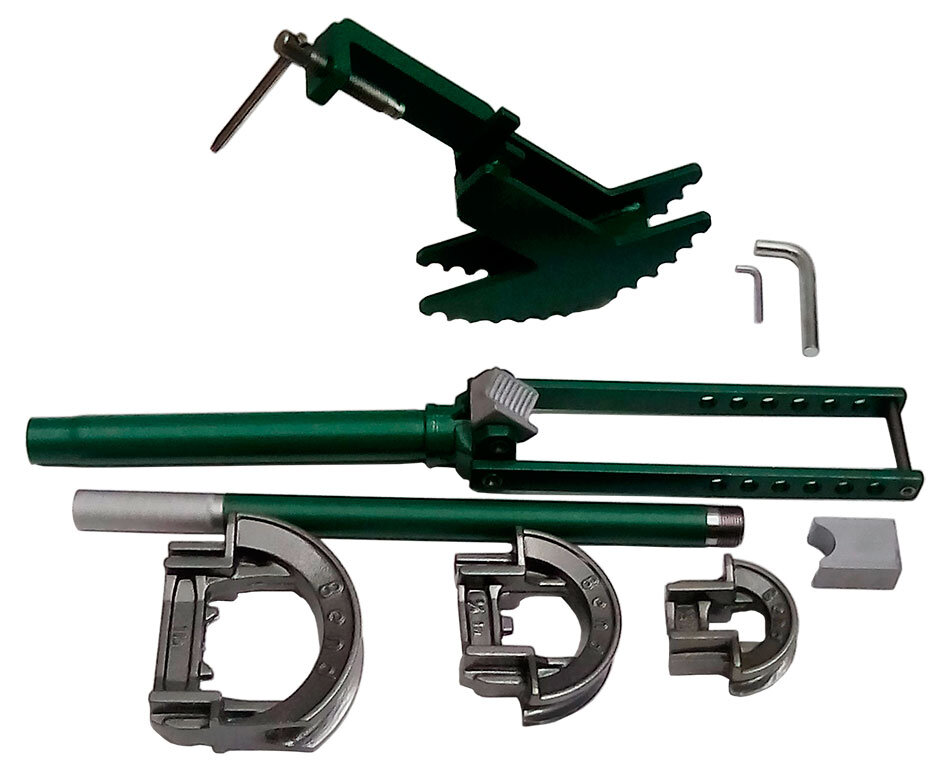
Арбалетное изделие, оснащенное рычажной системой, являющейся частью храпового механизма. Конструкция позволяет изгибать прокат диаметром от 10 до 22 мм на угол, максимальное значение которого равно 90°. В комплект приспособления входят сменные пуансоны. Это опорные башмаки в определенном количестве. Их число влияет на цену устройства.

Трубогиб арбалетный для медных труб.
Гидравлический
Устройство представляет собой один из видов арбалетного инструмента, оснащенного дополнительно гидравлическим приводом. Это приспособление относится к профессиональным изделиям. Его можно использовать для изгиба труб диаметром до 50 мм.
Производители выпускают гидравлические трубогибы с разными вариантами настроек, что позволяет максимально точно выполнять требуемую работу. В конструкции инструмента присутствует толкатель. Он имеет вид домкрата, создающего усилие минимум 6 тонн.
Электрический
Приспособление тоже является профессиональным инструментом. Изделие отличается высокой ценой, громоздкими размерами и наличием системы рычагов. Последний узел приводится в движение с помощью электрического привода.
Классификация устройств
В бытовых условиях, как правило, применяют следующие аппараты по изгибу отводов из металлопластика:
- Пружинные.
- Арбалетные.
- Гидравлические.
Пружинный
Элемент помещают внутри заготовки с таким расчетом, чтобы её середина оказалась в центре изгиба. Существуют приспособления, которые надевают на трубу. Затем производят изгибание либо вручную, либо с помощью механизмов.
После завершения операции, пружину вытаскивают из отвода за проволоку, конец которой прикреплен к пружине.
Гидравлический
Действие прибора основано на принципах гидравлики. В прочный металлический корпус агрегата встроен гидравлический насос. Этот элемент существенно снижает физические усилия, прилагаемые для гнутья отводов. Посредством управляющего рычага можно изменять угол изгиба, останавливать процесс гибки. Устройством можно гнуть трубы сечением до 125 мм.
Аппарат оснащается как открытой рамой, так и закрытой. В первом случае установка заготовки происходит быстрее, во втором варианте обеспечивается более надежное крепление отвода и безопасное проведение рабочего процесса. Инструмент работает быстро, без заломов и сплющивания на местах изгибов. Им обычно выполняют большие объемы работ. Минимальный радиус изгиба составит 45 мм.
Арбалетные
Механический аппарат рассчитан на сгибание труб сечением от 5 до 32 мм. Приводится в действие физической силой работника.
Чтобы выполнить изгиб с нужным углом, устанавливают подходящий шаблон из комплекта.
Аппарат обеспечивает высокое качество изгиба. Может применяться вместе с пружиной или гидравлическим толкателем, что облегчает работу монтажника.
Наматывающий метод во многом схож с вышеописанным способом. Заготовка прижимается фиксаторами к ролику. Под его вращением отвод наматывается на него до получения нужного результата.
Под определенную работу трубогиб гидравлический подбирается с учетом следующих характеристик:
- диаметр стенок трубы и их толщина;
- требуемый угол изгиба (степень деформации);
- максимальное усилие, оказываемое устройством.
Также оборудование различается по специфике работы. Бывают ручные (механические) и электрические трубогибы. Первые имеют рукоятку, посредством которой накачивается жидкость, и один клапан, возвращающий цилиндр на исходное место. Ручной гидравлический трубогиб предназначен для труб небольшого диаметра.
Для габаритных заготовок лучше подойдет электрический аналог. У него имеется электронасос и двухступенчатая рукоятка, позволяющая цилиндру совершать возвратно-поступательное движение. Трубогиб гидравлический с электроприводом имеет большие габариты и потребляет много энергии, зато оператору работать на нем намного проще.
Ручной трубогиб
|
Приспособление для уплотнения песка в трубах с помощью малых пневматических молотков. |
Ручной трубогиб ( рис. 56) применяют для гнутья набитых песком и нагретых труб. Трубогиб по принципу действия и конструкции аналогичен ручному трубогибочному станку Вольнова. Ручные трубогибы серийно не выпускают, их можно изготовить в мастерских, оснащенных простейшим оборудованием. Обычно к трубогибу изготовляют комплект сменных роликов, позволяющий производить гнутье труб условным диаметром от 40 до 80 мм.
Ручной Трубогиб для изгибания сифонных трубок к манометрам: 1 — стакан; 2 — съемная втулка; 3 — плита; 4 — ось; 5 — ролик; 6 — ребро.
Ручной трубогиб ТРТ-24 ( рис. 2 — 37) для гибки тонкостенных стальных труб.
|
Ножовочный станок с раз — И движной рамкой. |
Гибка трубы одноручьевым ручным трубогибом происходит при вращении скобы с подвижным роликом вокруг неподвижного. При гибке трубогибом с ручным гидроприводом ( рис. 9) изгибаемую трубу вставляют между гибочным сектором с ручьем, соответствующим диаметру трубы, и опорными роликами. При качании рукоятки шток цилиндра выдвигается вместе с гибочным сектором и изгибает трубу. По окончании гнутья открывают перепускной клапан для возврата штока в исходное положение.
При гибке труб ручными трубогибами с обкатывающим роликом рычаг необходимо двигать вперед от себя, а не к себе.
Гибку медных труб производят ручными трубогибами. Изгибаемую трубу заводят между двумя роликами, при этом конец ее должен проходить сквозь хомут ( крючок) неподвижного ролика. Затем вручную изгибают трубу путем вращения рукоятки с подвижным роликом вокруг неподвижного. Радиус внутренней кривой изгиба труб выбирается из следующего расчета: для стальных труб, изгибаемых в холодном состоянии — 4 наружных диаметра, для труб, изгибаемых в горячем состоянии — 3 наружных диаметра; для медных труб, изгибаемых в холодном состоянии — 2 наружных диаметра.
Изгибают трубы на трубогибочных станках и ручных трубогибах. На изогнутой трубе не должно быть складок, трещин или иных дефектов.
|
Соединения медных фреоновых трубопроводов. ( 7 — ниппельное с отбортовкой. 6 — на пайке с муфтой. |
Трубы диаметром более 18 мм гнут на ручных трубогибах. Перед гнутьем ролики трубогиба и наружную поверхность труб смазывают техническим вазелином.
Гибка труб производится на трубогибочных станках и ручных трубогибах.
Гибка труб производится на трубогибочных станках и ручных трубогибах. Гибка стальных труб на трубогибочных стан-как производится с помощью подвижных и неподвижнных роликов, при этом станок настраивается на заданный угол гиба. При гибке ручным гидравлическим трубогибом трубы устанавливают между нажимной и опорными колодками. Затем ручным гидравлическим насосом перемещают нажимную колодку, которая радиусным ручьем изгибает трубу под заданным радиусом и углом.
|
Трубогибы ручной гидравлический ( о и ручные ( б и в. 1 — поршневой масляный насос, 2 — траверса, 3 — упорный ролик, 4 -сменные. |
Принципы работы гидравлического трубогиба с электрическим приводом и ручного трубогиба аналогичны, только давление в маслонасосе у последнего создается электрическим приводом.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.








Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.

Рис. 6 Рычажные гибы в ручных приспособлениях
Детали трубогиба
- Коромысло, его роль заключается в обеспечении того, чтобы радиус изгиба трубы соответствовал требованиям, зажимное гнездо должно ограничивать отскок стальной трубы в процессе изгиба .
- Насосная станция разделена на две части: высокого и низкого давления, чтобы обеспечить питание для открытия и закрытия направляющих роликов, масляного цилиндра зажима коромысла, открытия и закрытия пластины тележки толкающего устройства, открытия и закрытия правильного ролика.
- Устройство направляющих роликов имеет два набора направляющих роликов, раму и систему передачи зажима, открытие и закрытие направляющего ролика приводится в действие гидравликой, его функция заключается в горизонтальном направлении гибки стальной трубы вместе с коромыслом.
- T4, приводное устройство является источником питания толкающего устройства.
- Правильный ролик предназначен для предотвращения вертикальной деформации в процессе изгиба, а использование плавающего антиэллиптического приспособления обеспечивает соответствие эллипса стальной трубы требованиям после изгиба.
- Толкающее устройство (содержит автомобиль, станину, трансмиссионный вал, тяговую цепь и т. Д.), Чтобы продвинуть стальную трубу вперед под действием коромысла и направляющего ролика, чтобы изогнуть стальную трубу.
Когда простота — это преимущество
Электромеханическая система станка позволяет производить округлую деформацию водогазопроводных стальных труб, труб из нержавейки, цветного металла, шовных и бесшовных горячекатаных, холоднокатаных и сварных труб. Ему посильны также профильная труба и металлопрокат. Для работы с последним требуется заказывать дополнительные приспособления.
Рис. 1
Машина может производить изделия сложной пространственной формы как в ручном (для разового изгиба), так и полуавтоматическом режиме. К достоинствам станка относятся:
- простота в эксплуатации, не требующая специальной подготовки оператора;
- высокая точность изгиба;
- минимальная деформация изгибаемого профиля при отсутствии заломов, гофр, утончения стенок;
- угол сгиба до 180о;
- возможность изменения ориентации гибки несколько раз;
- отсутствие гидравлических элементов позволяет использовать станок при низких температурах;
- станок не нуждается в специальной подготовке фундамента для его установки.
Технические параметры станка УГС-5
Можно приобрести специальную оснастку для всех профилей труб, изготовленных в метрической системе, сечением от 20 до 60 мм со стенкой от 2 до 5 мм.
По дополнительной заявке станок доукомплектовывается приспособлениями для работы с профильным прокатом из стали любой марки от СТ-3 до СТ-45 следующих видов:
- круглый, диаметром 16-50 мм;
- квадратный, сечением 16-40 мм;
- прямоугольный и полоса, размерами 10-40 мм.
Станок повсеместно эксплуатируется на производствах, занятых изготовлением изделий для санитарно-технических целей, вентиляционных устройств, на заводах по производству металлоконструкций, в процессе производства различных деталей гнутой формы. Его производительность обеспечивает сокращение производственных издержек и увеличение производительности труда, которые вполне окупают стоимость станка.
Возможности новой модели УГС-6 1А
 Рис. 2
Рис. 2
Трубогиб УГС зарекомендовал себя как надежное, экономичное и простое в эксплуатации техническое устройство, которое успешно применяется в промышленности, хотя в настоящее время он уже снят с производства и заменен трубогибом УГС 6 1А.
Эта модель трубогибочного станка представляет собой дальнейшее развитие технологии гиба, сохраняя при этом все достоинства своего предшественника. Новый станок исполнен по модульному принципу. Основой является энергомодуль с силовой установкой. На него устанавливаются разнообразные сменные комплекты, выполняющие не только гибочные, но и вальцовочные работы.
Модульный принцип построения машины позволил достичь еще большей универсализации операций. Энергомодуль оснащен цифровым контролем процесса, который автоматически выбирает нужный производственный режим в соответствии с сечением профиля и кривизной изгиба.
В режиме автоматики рабочий процесс осуществляет процессорная система по введенному алгоритму. Это позволяет добиваться любого числа гибок с одинаковыми параметрами. Необходимая точность геометрии изгиба реализуется использованием принципа абсолютного энкодера, который позволяет с малой погрешностью отслеживать текущее местоположение каретки гибочного модуля и учитывать пространственные координаты в ходе изгиба.
Трубогиб автоматический ЧПУ (CNC).
Трубогибочный автомат CNC может быть трех и пяти координатным.
В трех координатных трубогибах: гиб трубы на заданный угол, выдвижение и поворот трубы в пространстве осуществляется автоматически, а управление всеми выше перечисленными действиями станка осуществляет ЧПУ, так же называемая CNC системой.
В пяти координатных CNC трубогибах добавляется гибка проталкиванием (через фильеру), роль которой выполняет дополнительный направляющий ролик. Однако необходимо помнить, что при работе способом проталкивания минимальный радиус гиба не может быть меньше 5-ти диаметров трубы.
Пяти координатный CNC трубогиб
Кроме основных функций (гиб, выдвижение трубы, поворот трубы в пространстве) трубогибы оснащаются дополнительными опциями обеспечивающими высокое качество гиба, точность и повторяемость изготавливаемых деталей.
К таким опциям относятся:
- дорновая система, имеющая функции автоматического выдвижения-убирания дорна, причем дорн может быть как жестким так и гибким.
- савтоматическая система смазки дорна, работающая синхронно с системой выдвижения-убирания дорна.
- система зажима трубы (прижима трубы к гибочному ролику), сгидро-пневмо или электро приводом.
- скользящий башмак, который может быть фиксированным или подвижным, обеспечивающим сопровождение процесса гиба трубы по всей длине дуги гиба.
- система бустерного поджима трубы, создающая дополнительное давление на изгибаемую трубу, как бы подталкивая ее к гибочному ролику.
Трубогибочные станки с ЧПУ, классифицируемые, как трубогибы CNC, имеют либо систему управления в виде электронной стойки (панели) управления, либо — промышленный компьютер. Наличие промышленного компьютера в системе управления трубогибочным автоматом CNC резко повышает его возможности по вводу данных деталей и снимает ограничения по количеству операций на одной детали и по количеству деталей находящихся в памяти трубогибочного станка.
Промышленный компьютер трубогиба с ЧПУ CE-51 MASTER.3X
Автоматический трубогиб с ЧПУ CE-51 MASTER.3X и CE-30 PARTNER.3X — российские трубогибы, производства ООО «Балтийская Машиностроительная Windows».
Программное обеспечение “Tubend” автоматически:
- формирует 3D модель детали;
- определяет возможность изготовления детали без соприкосновения трубы со станком, путем симуляции процесса гибки трубной детали с привязкой к конструкции трубогиба;
- учитывает угол пружинения и рассчитывает длину заготовки детали с учетом удлиннения трубы в месте ее гиба;
- формирует чертеж детали в системе ЕСКД;
- формирует программу для изготовления детали в автоматическом режиме.
Трубогибы полуавтоматические с ЧПУ (NC)
Трубогибочными станками NC принято считать полуавтоматические трубогибы, в которых часть операций, выполняется автоматически с помощью ЧПУ, а часть оператором, в ручную.
Полуавтоматический CN трубогиб CE-30/3 PARTNER
Так, полуавтоматические трубогибы CN, производства «Балтийской Машиностроительной Компании», такие как CE-51 MASTER, CE-30/3 PARTNER и CE-30/2 PARTNER, гиб трубы выполняют автоматически. ЧПУ трубогиба с помощью инкодера координирует работу привода, по средствам которого осуществляется гибка, то есть вместе с зажимом поворачивается гибочная голова на угол, заданный чпу, наматывая трубу на гибочный ролик .
На таких трубогибочных станках автоматически могут выполняться вспомогательные операции, такие как:
- работа зажима, прижимающего трубу к гибочному ролику;
- поворот гибочного ролика для осуществвления гиба;
- выдвижение – убирание дорна;
- смазка дорна.
А такие операции, как выдвижение трубы до точки начала очередного гиба и ее поворот в пространстве, на полуавтоматическом трубогибе оператор выполняет вручную по линейным упорам на штанге трубогиба или по упорам углов поворота трубы в пространстве на лимбе каретки трубогиба.
Пульт CN трубогибов производства «Балтийской Машиностроительной Компании» имеет 4-х строчный дисплей, на котором электронно задается угол гиба, а джостиками с пневмоприводами дистанционно открываются замки фиксаторов поворота трубы в пространстве и линейного выдвижения трубы в точки начала очередных гибов. ЧПУ трубогибов БМК имеет память на 100 деталей до 15 углов гиба на каждой, что способствует повышению производительности, особенно при большой номенклатуре трубных деталей.
Пульт чпу полуавтоматических трубогибов серий MASTER и PARTNER
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.





Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
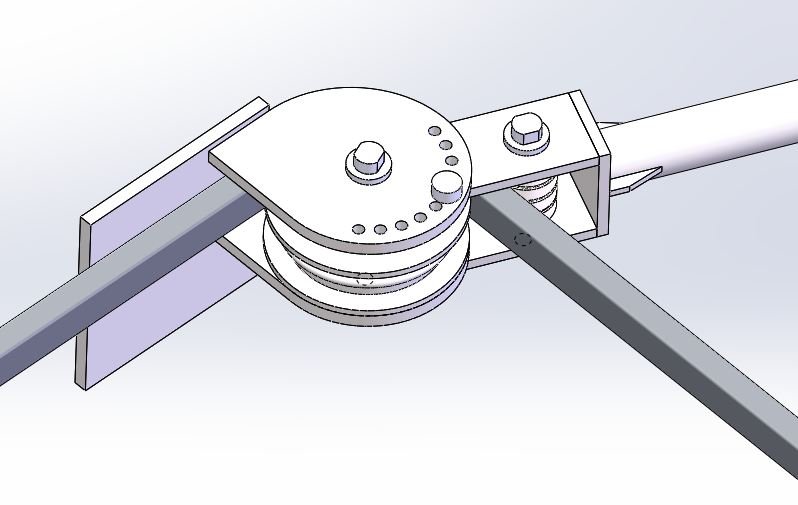
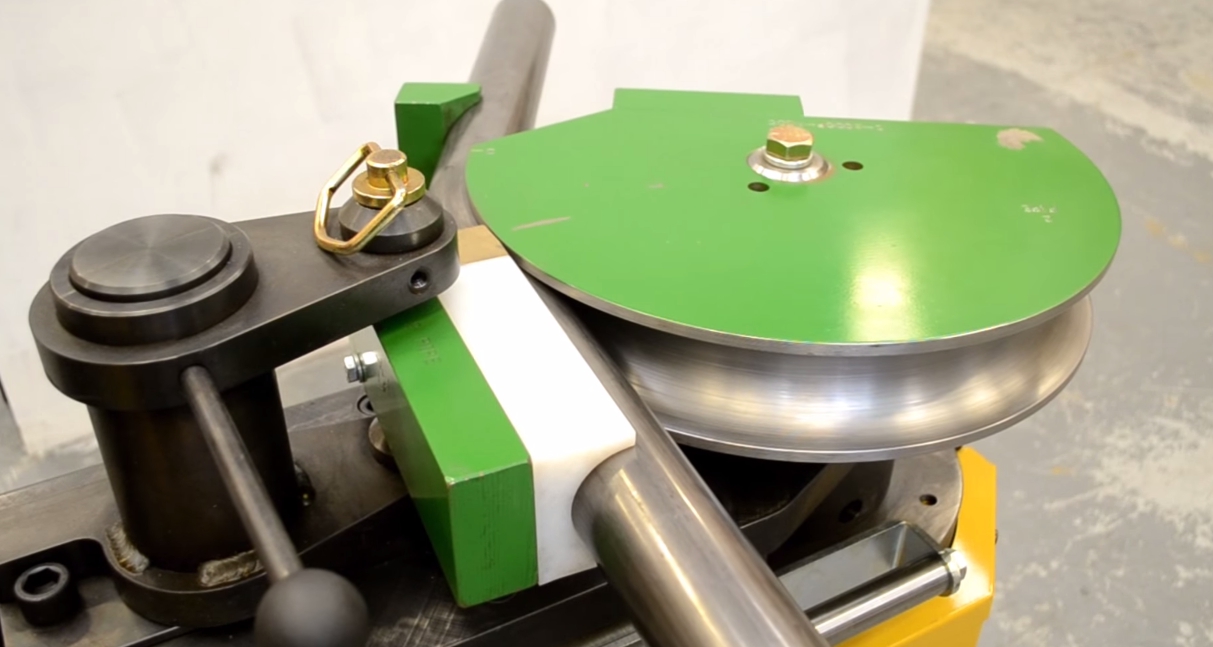
Изгиб труб методом обкатки
Если ручной трубогиб для стальных труб работает по методу обкатки, то труба помещается между роликами. Один из них неподвижный, другой – обкаточный. Труба неподвижно крепится на гибочный шаблон. По дуге вокруг него, совершая обратно-поступательные движения, перемещается ролик и прижимает с некоторым усилием трубу, формируя постепенно необходимый радиус изгиба. Такие трубогибы не предполагают применения дорнов, поэтому минимальный радиус изгиба составляет 3-4 трубных диаметра.
В гибочном шаблоне размер ручья должен совпадать с наружным диаметром трубы. На качество изгиба влияет расстояние между трубой и обкатывающим роликом. При малом расстоянии для создания изгибающего момента необходимо приложение больших усилий, что приводит к сильной овализации трубы. Очень большой зазор влияет на поперечное сечение, которое стает неодинаковым на изогнутом отрезке трубы.
Рекомендуемые значения зазора в зависимости от диаметра составляют: при диаметре трубы от 5 до 10 см – от 6,35 до 12,7 мм; при диаметре меньше 5 см – 6,35 мм.

Чтобы согнуть трубу методом обкатки, понадобится шаблон нужного размера