
Главные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таковым европейским эталонам, как 3E122 и 3E120. Они имеют очень широкий список размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.
При работе с остальными конфирматами соблюдают последующий принцип: соразмерность поперечника отверстия под участок с выступами и поперечника стержня, при всем этом высота резьбы не учитывается. Иными словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным перечнем. Бывают даже такие необыкновенные размеры, как 4×13, 6,3×13 мм.
Применение конфирматов без учета их черт обязательно приведет к неприятностям. Без особенных усилий можно попортить крупную деталь, ошибочно подобрав крепежный элемент. Выбор поперечника резьбы имеет особо принципиальное значение. Толстые составляющие крепежа рвут мягенькие материалы, такое часто случается при работе с ДСП. Длина должна гарантировать крепкость крепления торца.
О сверле Уаттса и треугольнике Рёло
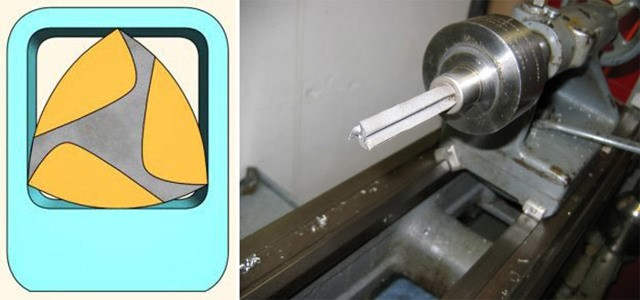
Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
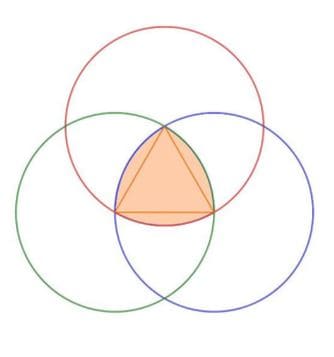
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).
Немного позже ученый Л
Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату
Для этого необходимо производить вращение с некоторым эксцентриситетом
При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело
Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
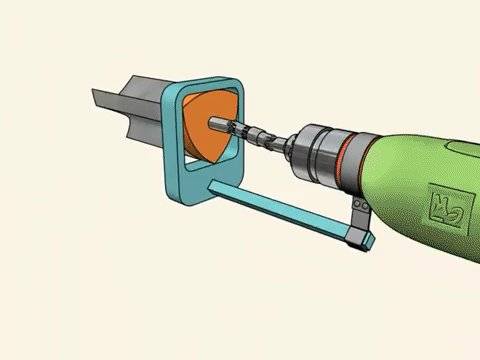
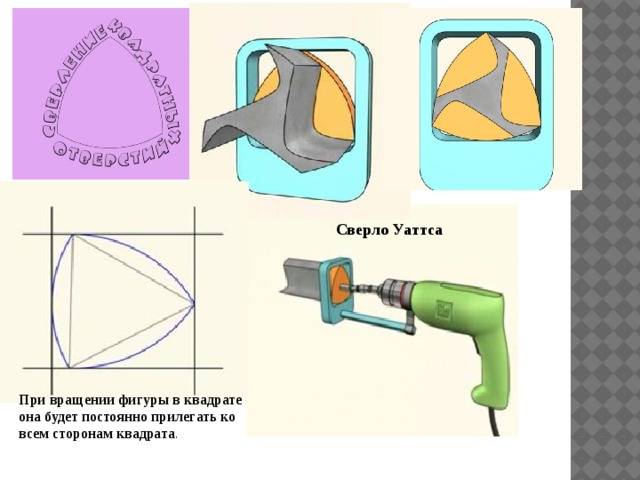
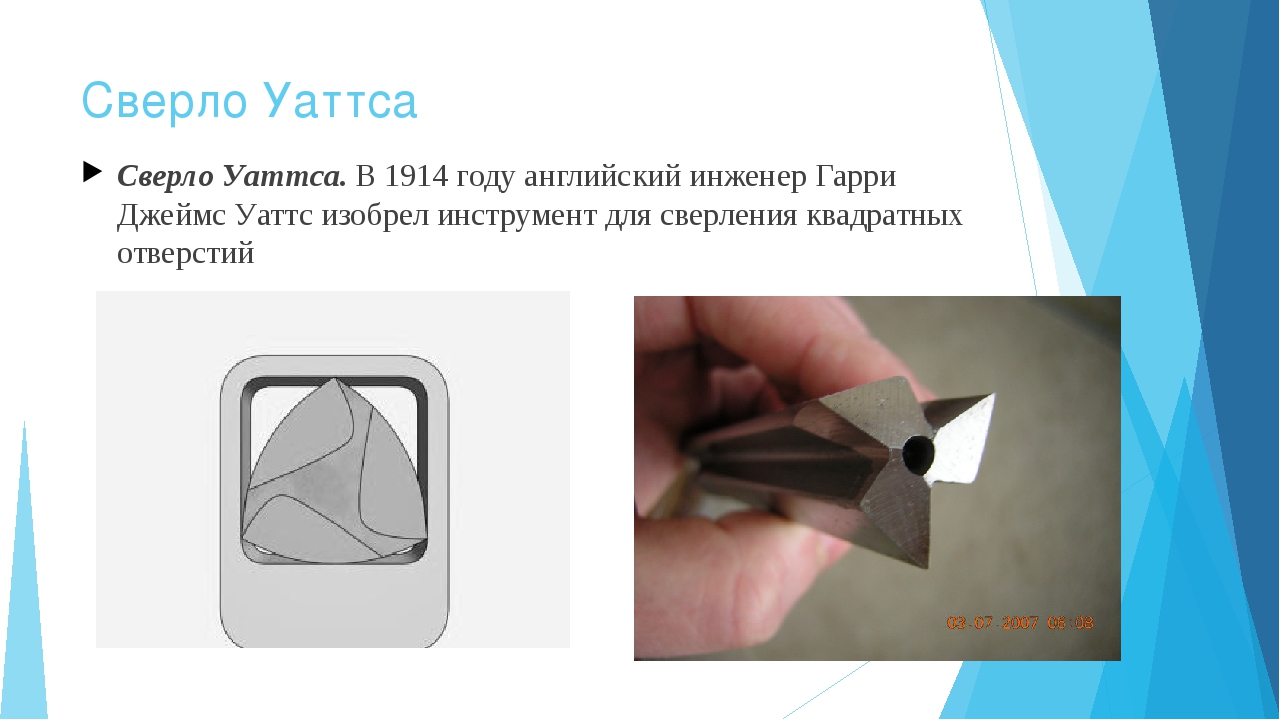
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
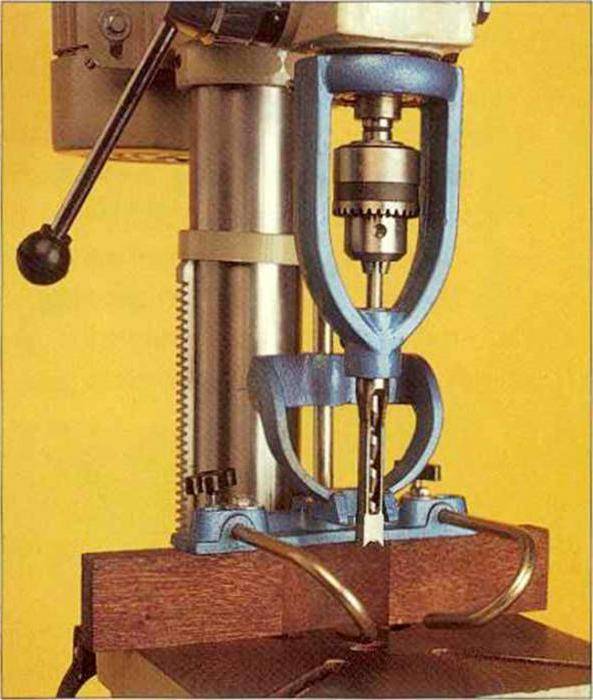
Шаг 2: Снимаем родной патрон




Приступайте к монтажу деталей на сверлильный станок.
Сначала снимите родной патрон со станка. Его диаметр больше, чем диаметр отверстия в держателе втулки, поэтому его нужно снять. В набор входит патрон меньшего диаметра, чем родной, поэтому его мы и будем использовать.
Теперь следуйте следующей инструкции:
- Вытяните головку эжектора (у большинства моделей сверлильных станков отсутствует).
- Вытянув головку до упора, возьмитесь рукой за патрон, чтобы он не выпал сам.
- Одной рукой держа патрон, другой возьмитесь за рукоятку подачи шпинделя и немного поверните вниз.
- Теперь с небольшим усилием поднимите ручку вверх. Она ударит по конусу патрона и тот выскочит из шпинделя.
На словах описание выглядит запутанным, но на практике все довольно просто и понятно.
Электрохимическая прошивка отверстий малого диаметра
Электрохимическим способом, используя схемы, показанные на рис. 16, получают отверстия малого диаметра.
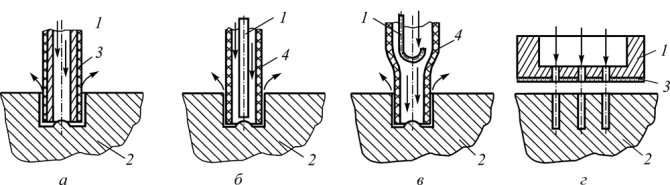
Рис. 16. Схемы электрохимической прошивки отверстий малого диаметра: а — трубчатым электродом; б — струйная с электродом, размещенным в непроводящей (кварцевой) трубке; в — струйная с кварцевой трубкой, имеющей капиллярный конец; г — струйная для системы отверстий; 1 — катод-инструмент; 2 — заготовка; 3 — изоляционное покрытие; 4 — стеклянная трубка
При электрохимической прошивке трубчатым электродом-инструментом (рис. 16а) последний выполняется в виде металлической трубки (обычно из Nb, Ti или нержавеющей стали) с изолированной боковой поверхностью. Для обеспечения эффективного удаления продуктов электрохимических реакций из межэлектродного промежутка используется прокачка электролита через тело электрода. Обработка ведется при плотности тока 60…140 А/см2, относительно больших значениях межэлектродного зазора (0,1…0,3) и давлении электролита на входе 0,5…10 МПа. В ряде случаев для повышения стабильности процесса на выходе электролита искусственно создают гидросопротивление его потоку.
Достоинствами электрохимической прошивки являются отсутствие механических и термических воздействий, что дает возможность получить хорошее качество поверхности и практически избежать износа ЭИ, заусенцев и острых кромок.
К недостаткам относится наводораживание поверхностного слоя отверстия, низкая скорость обработки (0,5…4,0 мм/мин) и нестабильность протекания процесса вследствие неблагоприятных условий эвакуации продуктов электрохимической реакции. Требуется применение качественных кислостойких покрытий, обладающих хорошей адгезией к поверхности электрода инструмента. Последнее является наиболее существенным техническим ограничением в использовании электрохимической прошивки для получения отверстий диаметром менее 0,5 мм.
При электрохимической струйной прошивке (рис. 16б, в) катод, выполненный из благородного металла (Au , Pt), размещается в кварцевой или сапфировой трубке. Такая конструкция ЭИ исключает возможность короткого замыкания, а при наличии вытянутого капиллярного конца дает возможность получать отверстия до 0,1…0,2 мм.
К основным недостаткам электрохимической струйной прошивки следует отнести: низкую скорость подачи ЭИ (не более 4 мм/мин); необходимость применения высоких рабочих напряжений (400–1200 В) и давления прокачки (до 10 МПа); использование агрессивных кислотных электролитов (15…30% водные растворы HСl, H2SO4, HNO3); хрупкость и засорение капиллярных частей кварцевых трубок.
Системы отверстий малого диаметра могут быть получены по схеме, показанной на рис. 16г. Обработка выполняется ламинарными струями электролита, формируемыми при подаче электролита под давлением через титановый катод-инструмент.
Технические показатели рассмотренных способов прошивки отверстий приведены в табл. 4. Таблица 4
| Параметр | Прошивка трубчатым электродом | Струйная с электродом в кварцевой трубке | Струйная с электродом в кварцевой трубке | Прошивка струей электролита |
| Минимальный диаметр отверстия, мм | 0,5 | 0,2 | 0,125 | 0,125 |
| Максимальное отношение длина/диаметр | 300 | 100 | 40 | 30 |
| Точность обработки, ± мм | 0,03 | 0,03 | 0,03 | 0,05 |
| Скорость прошивки, мм/мин | 1…3,5 | 1…3,5 | 1…3,5 | 1…3,5 |
Известен способ электрохимической перфорации тонкостенных деталей по трафарету. В основном им получают отверстия в фольгах, тонкостенных трубах и т. п. Электрохимическое перфорирование позволяет получать сетки толщиной 5…200 мкм с шагом отверстий не менее 0,2 мм при минимальном диаметре отверстий 0,05 мм.
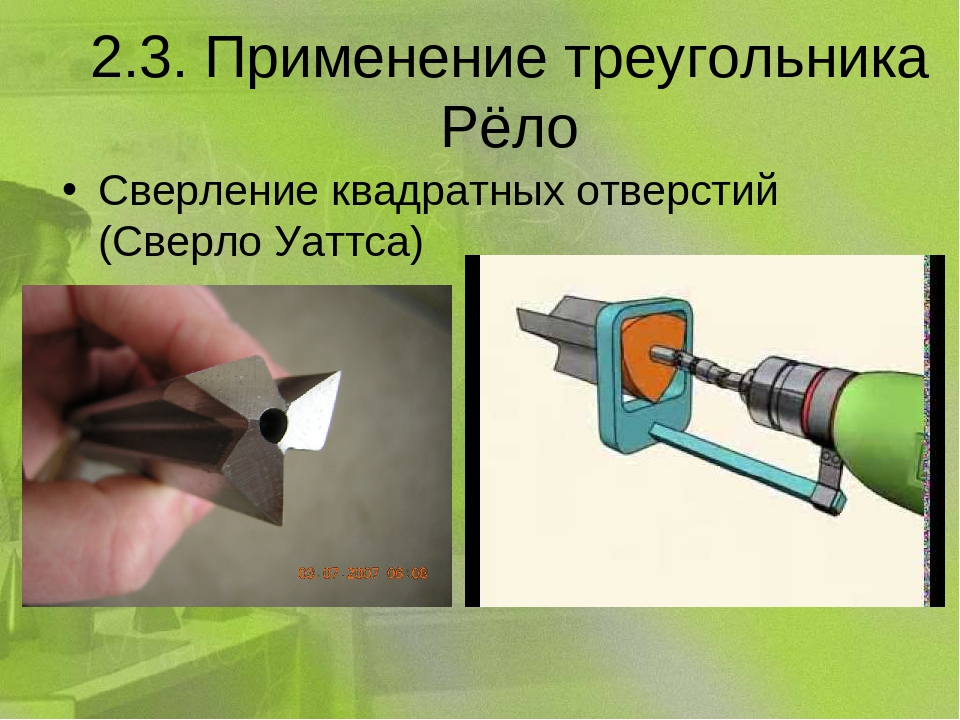
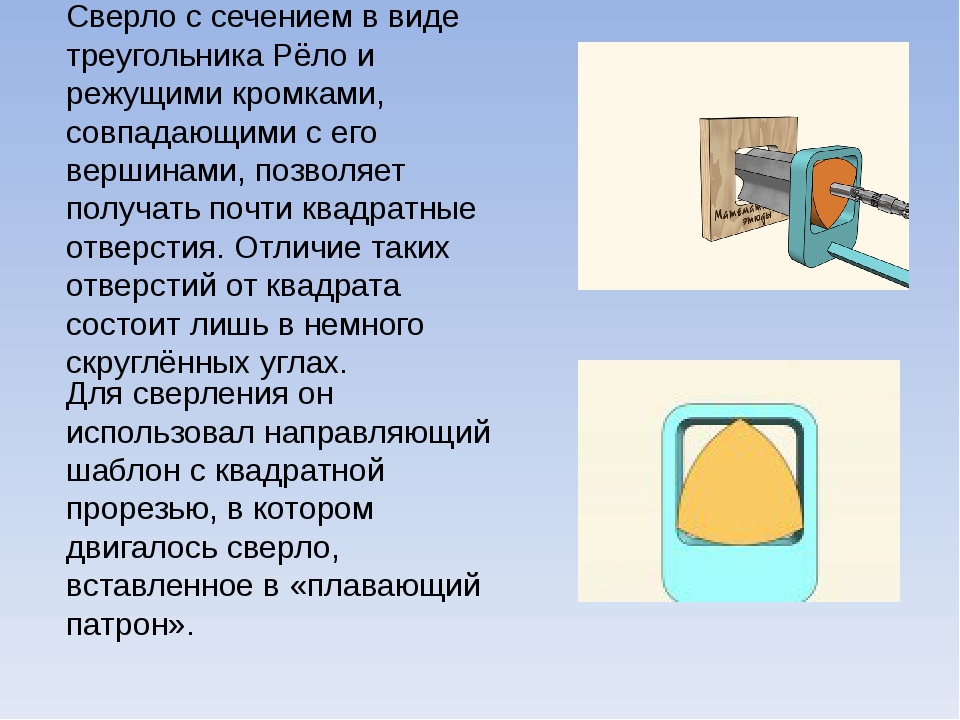
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
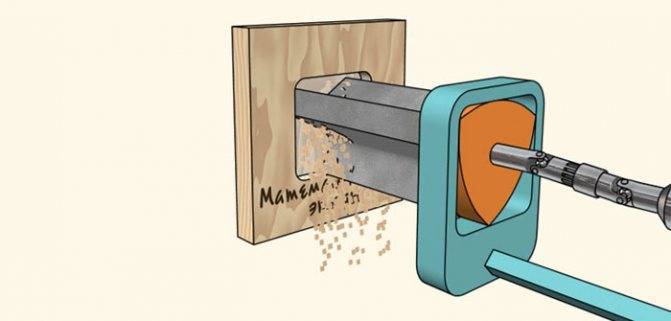
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
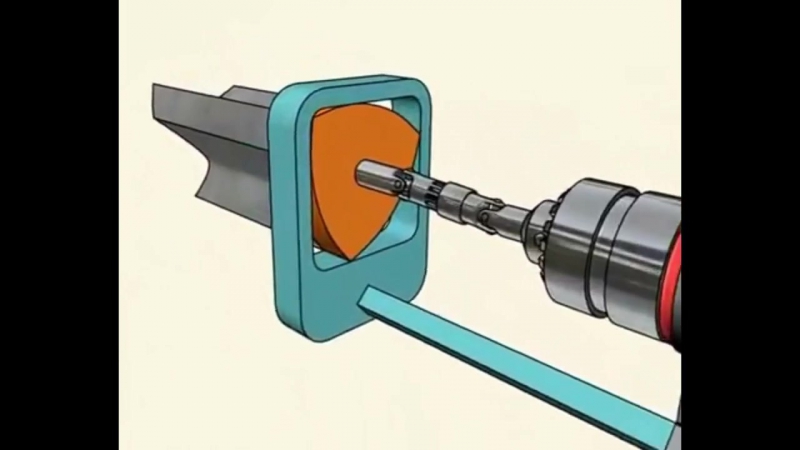
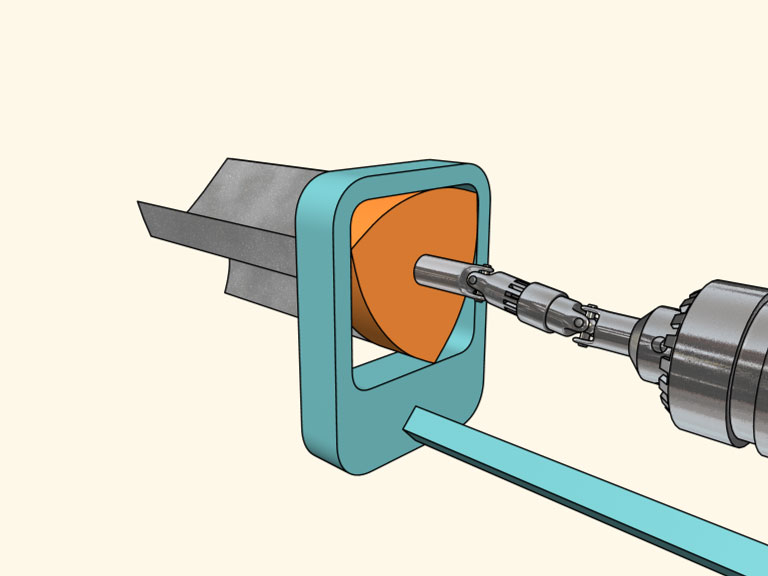
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
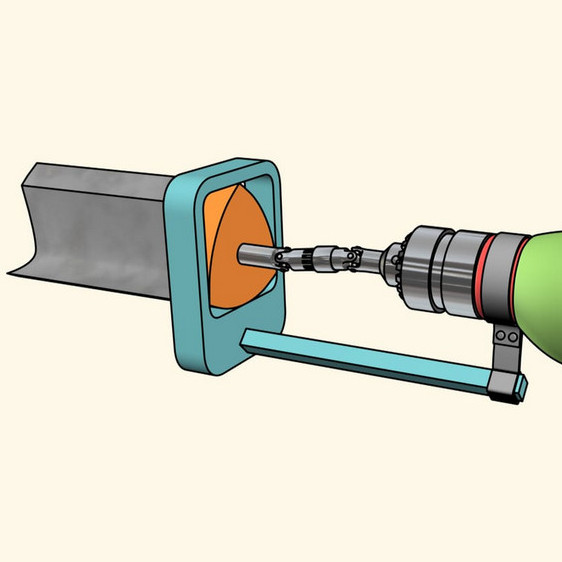
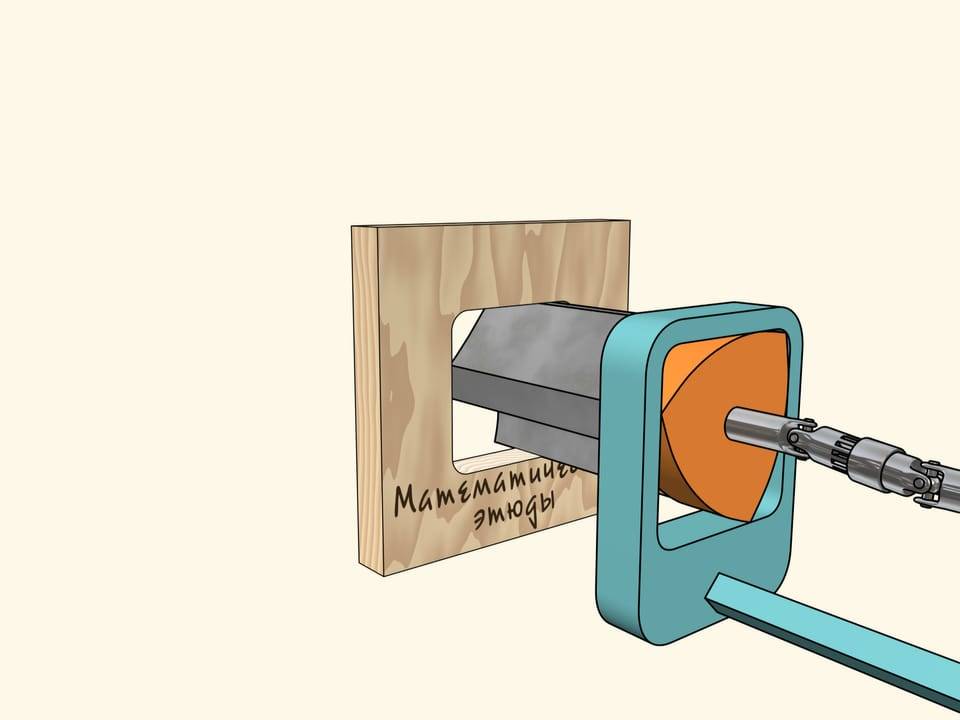
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
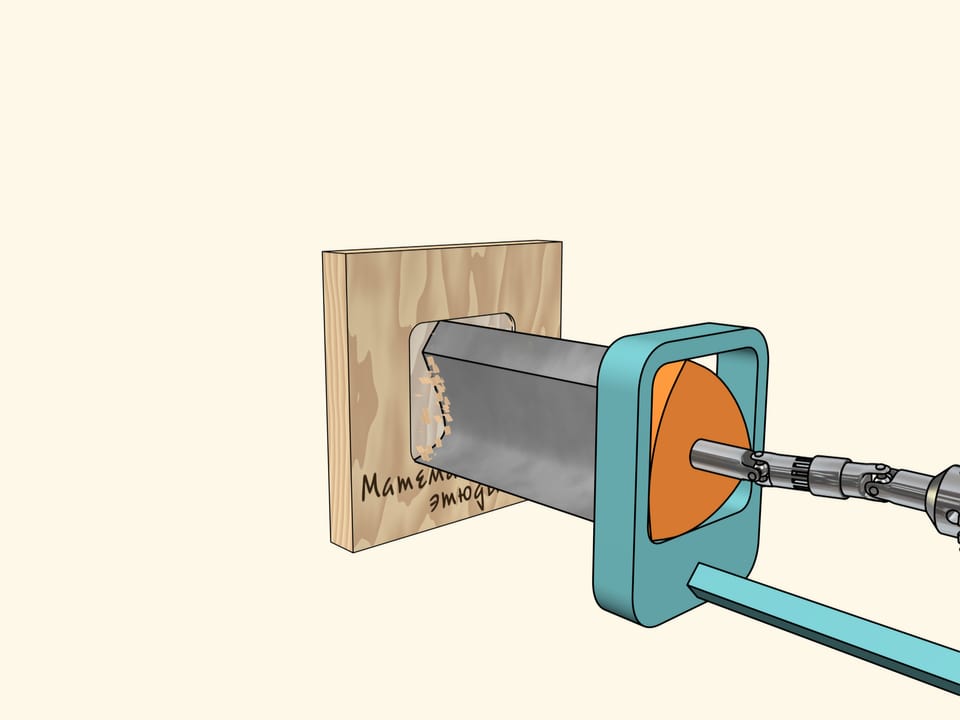
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
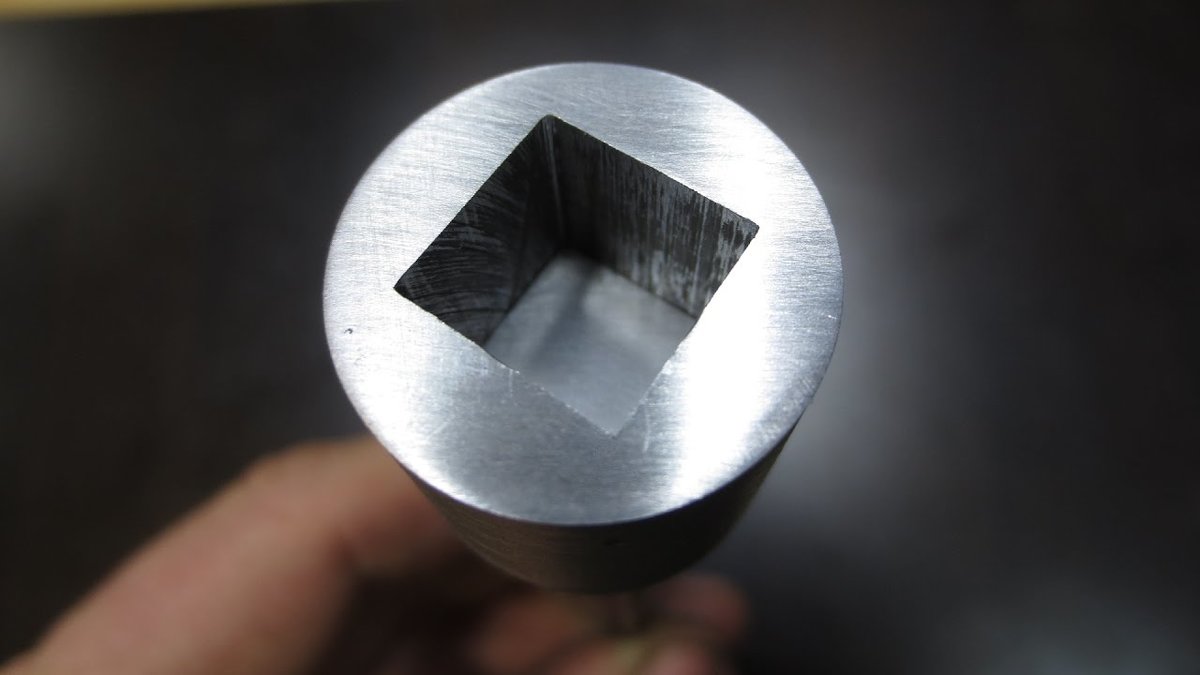
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
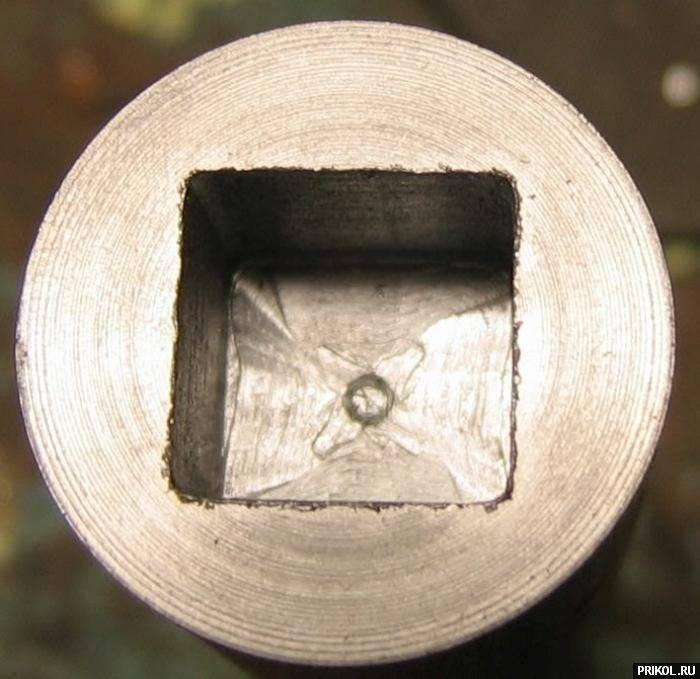
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Сверло Уаттса для сверления квадратных отверстий: описание, размеры
Просверлить круглое отверстие в материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.



История с геометрией
Мастера и сегодня для получения квадратного отверстия просверливают круглую дырочку соответствующего диаметра и специальными инструментами продалбливают уголки. Гораздо быстрее и проще выполнить эту операцию можно «квадратным» сверлом Уаттса. Основой его конструкции является треугольник Рёло – фигура, образованная пересечением трёх одинаковых окружностей. Радиусы этих кругов равны стороне правильного треугольника, и его вершины являются центрами окружностей.
Фигура носит имя немецкого учёного Франца Рёло, так как он первым детально исследовал свойства полученного треугольника и применял их в своих изобретениях. Однако геометрия треугольника Рёло использовалась в форме окон при строительстве церкви Богоматери в Брюгге ещё в XIII веке.
В начале XVI века Леонардо Да Винчи изобразил «карту мира» на четырёх треугольниках Рёло. Эта фигура встречается в его манускриптах и Мадридском кодексе. В XVIII веке треугольник из равных дуг трёх окружностей продемонстрировал известный математик Леонард Эйлер.
В 1916 году английский работающий в США инженер Гарри Уаттс разработал и запатентовал фрезу для квадратных отверстий в «плавающем» патроне.
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%.
Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла.
Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
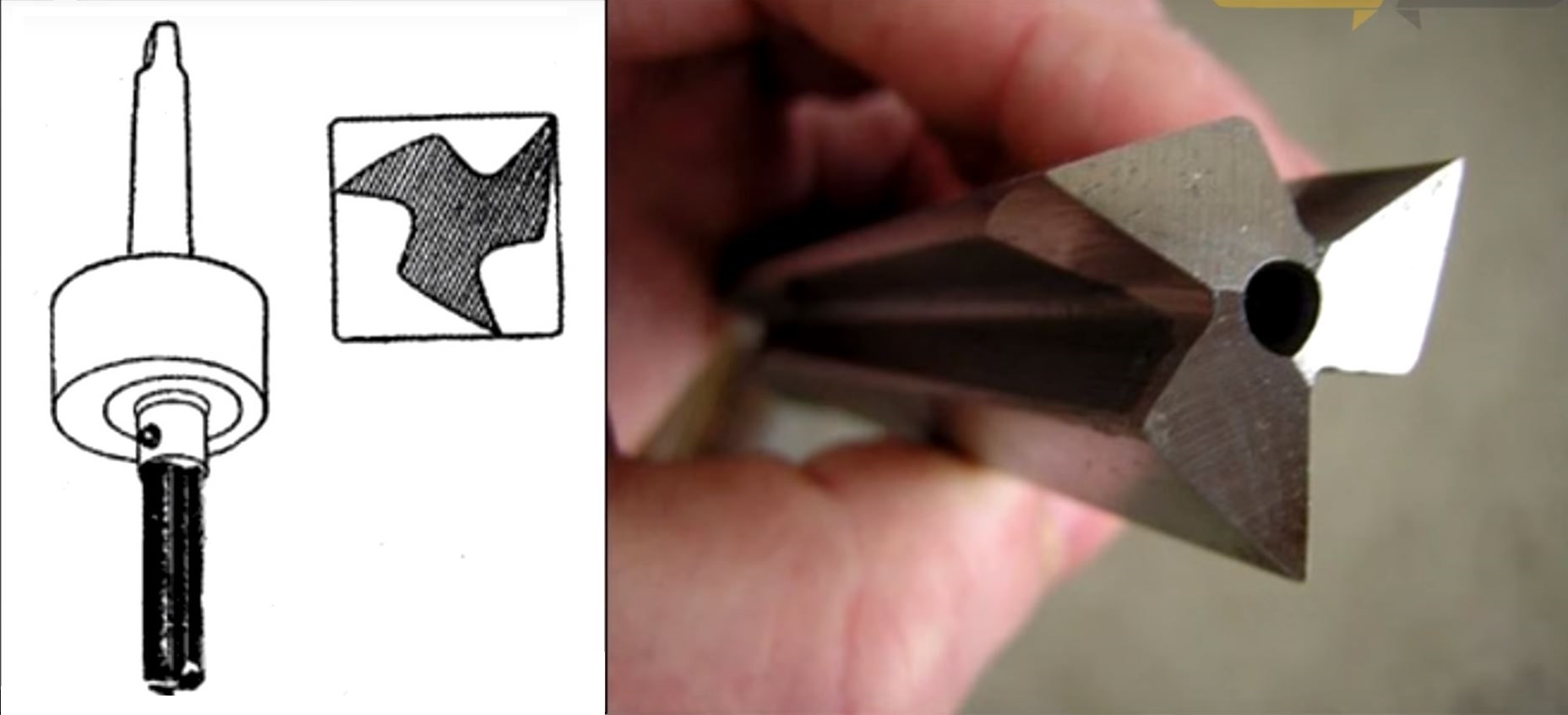
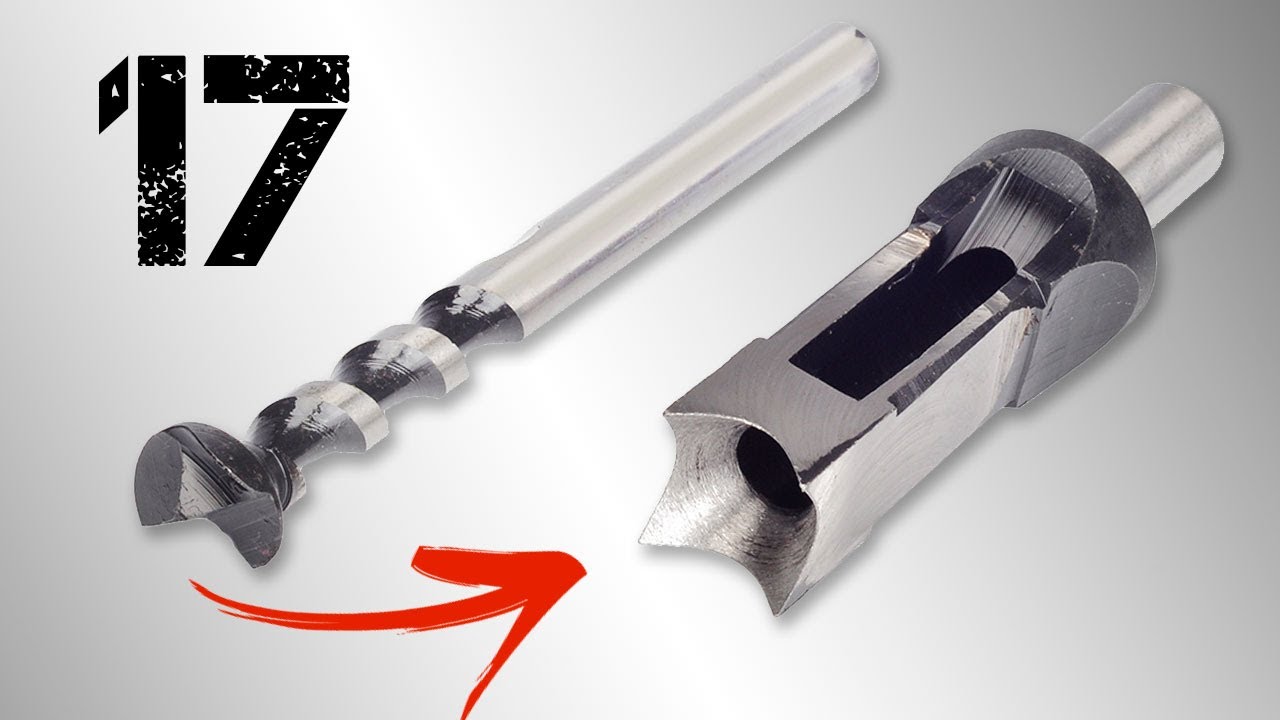
Строение сверла для квадратных отверстий
При сверлении отверстий образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.
Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Уменьшается нагрузка на шпиндель.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных протяжных станках. Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
О сверле Уаттса и треугольнике Рёло

Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).
Немного позже ученый Л
Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату
Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
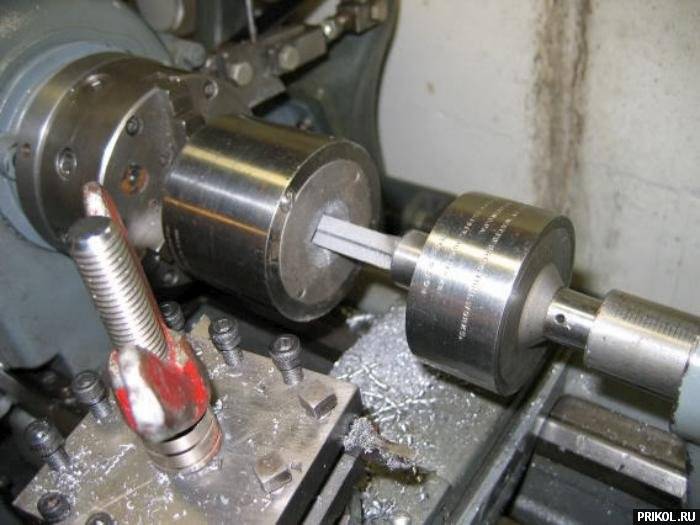
Порядок выполнения работ

Большое квадратное отверстие
Многие уже догадались, каким будет примерный перечень работ, как только узнали требуемый для работы инструмент.
1 Идея заключается в следующем. В заготовке продольно формируется прямоугольный рез, шириной соответствующей размеру стороны высверливаемого квадрата. Глубина подбирается с учётом размеров заготовки так, чтобы центр будущего квадрата совпадал с осью цилиндрической заготовки.
2 Затем сверх пропила устанавливается металлическая перемычка, которую нужно будет обварить.
3 Для придания изделию товарного вида, его следует обработать после сварки на токарном станке.
Итак, приступим к практике.
Шаг №1 – формирование пропила

Делаем рез шириной размера стороны квадрата
1 Для резки лучше использовать отрезной диск. Это значительно ускорит работу. Не забываем про масло.

Рез отфрезерован
2 Меняем диск на фрезеровочный, поскольку нужна правильная геометрия квадратного отверстия.
Шаг №2 – формируем перемычку

Примерка перемычки
1 Помещаем квадратный стержень в проделанный рез. Сверху накладываем металлическую перемычку. В качестве последней используем отрезок аналогичного стержня.

Фиксация заготовки в тисках
2 С помощью тисков фиксируем подготовленную к сварке заготовку.
Шаг №3 – сварка и первичная обработка

Сварочные работы окончены
1 Перемычку прихватываем на пару точек и вынимаем из тисков. Хорошенько провариваем конструкцию.

Нужно отжечь сварку
2 Чтоб не думалось, отжигаем сварочные швы.
Шаг №4 – обработка на токарном

Обработка первой части
1 Для обработки использовался резец ВК-8. Выставляем заготовку. Для этого пришлось её немного обработать напильником.





Выставляем и торцуем
2 Переворачиваем изделие. Выставляем и торцуем заготовку.

Зажимаем и обрабатываем
3 Зажимаем и обрабатываем на чистовую.
Сверление
За скорость резания (м/мин) принимают окружную скорость точки. Окружная скорость режущей кромки наиболее удаленной от оси сверла:
м/мин.
Откуда
, мин–1 – частота вращения сверла.
Для обработки конструкционных углеродистых сталей:
, м/мин.
Скорость резания при сверлении изменяется от максимального значения вдоль режущей кромки на периферии сверла до нулевого значения У центра. Вызывает сложное деформирование Ме элемента срезаемого слоя.
Подача Sв (мм/об) равна осевому перемещению за один оборот. Глубина резания при сверлении в сплошном материале:
t=D/2
При рассверлении:
t=(D-d)/2, мм.
При выборе V особо учитывать стойкость сверла.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Читать также: Фонари для цветомузыки своими руками
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
 В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Что такое сверло
Главная / Справочники / Что такое сверло
В зависимости от конструкции и назначения различают спиральные, перовые, для глубокого сверления, центровочные, с пластинками из твердых сплавов и другие сверла (рис.1).
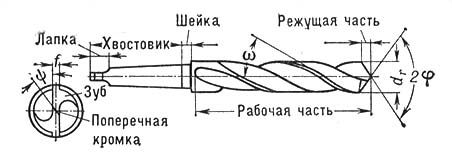
Наиболее распространены спиральные сверла. Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла
представляет собой узкую полоску на его цилиндрической поверхности, расположенную вдоль винтовой канавки и предназначенную для направления сверла при резании.
Угол наклона винтовой канавки
– угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (20-30°).
Угол наклона поперечной режущей кромки
(перемычки) – острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (50-55°).
Угол режущей части
(угол при вершине) – угол между главными режущими кромками при вершине сверла (118°).
Передний угол
– угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормально в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол изменяется: наибольший у наружной поверхности сверла, где он практически равен углу наклона винтовой канавки, наименьшей у поперечной режущей кромки.
Задний угол
– угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла. Задний угол сверла величина переменная: 8-14°на периферии сверла и 20-26° — ближе к центру.
Спиральные сверла изготавливают из быстрорежущей стали Р9, Р18 и стали 9ХС.
Хвостовик спирального сверла может быть цилиндрическим и коническим. Цилиндрический хвостовик (у сверл диаметром до 10 мм) служит для крепления сверла в трехкулачковом патроне или другом приспособлении, предназначенном для соединения сверл со шпинделем сверлильного станка. Конический хвостовик закрепляет непосредственно в шпинделе станка или в переходной втулке, если конус сверла не совпадает с конусом шпинделя.




У сверл диаметром 6-15,5 мм хвостовик изготавливается с конусом Морзе №1, у сверл с диаметрами 16-23,5 мм — №2, у сверл диаметрами 23,9-38,9 мм — №3, у сверл диаметрами 39-49,5 мм — №4 и т.д.
Лапка на конце хвостовика препятствует провертыванию сверла в шпинделе. Она служит также для выбивания сверла из шпинделя по окончании работы. Для этого в боковое отверстие шпинделя вставляют клин и ударяют по нему молотком. Клин давит на лапку, и сверло освобождается.
| оглавление | вперёд>
Определения качества по цвету
Качество сверла по любому материалу определяется прежде всего по его цвету:
- Чёрный цвет имеют инструменты повышенной износостойкости, так как на финишной стадии изготовления они обрабатываются паром.
- Термически обработанные изделия не имеют внутреннего напряжения, отличаются высокой стойкостью к высоким температурам и не деформируются при работе с твердосплавными сталями. Такие свёрла имеют слегка золотистый оттенок.
- Самые качественные и прочные имеют яркий золотистый цвет. Они покрыты уменьшающим трение нитридом титана.
- Обычные необработанные свёрла серого цвета имеют минимальный срок эксплуатации и самую низкую цену.
Элементы и геометрия спирального сверла
Обработка заготовок на сверлильных станках проводится сверлами, зенкерами, развертками, метчиками и комбинированными инструментами.
Сверла по конструкции разделяются на спиральные, центровочные и специальные. Наибольшее распространение получили спиральные сверла (рис. 22.12), состоящие из рабочей части б, шейки 2, хвостовика 4 и лапки 3. «Назначение хвостовика — закрепление сверла в шпинделе. Лапка служит для выбивания сверла из шпинделя и предохранения хвостовика от забоин. Рабочая часть состоит из режущей 1 и направляющей 5 частей. Во избежание защемления сверла на нем делают обратный конус в сторону хвостовика. На режущей части различают две главные режущие кромки 11 (образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания), поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы. Передний угол у измеряют в главной секущей плоскости
| 1 2 3 Рис. 22.12. Части, элементы и углы спирального сверла |
II—II, перпендикулярной главной режущей кромке. Задний угол а измеряют в плоскости I—I, параллельной оси сверла. Передний и задний утлы в различных точках главной режущей кромки различны. У наружной поверхности сверла угол у наибольший, а угол а наименьший.
Угол при вершине сверла 2ф измеряют между главными режущими кромками. Его значение зависит от обрабатываемого материала и изменяется в пределах 70…150°.
Угол наклона поперечной режущей кромки у измеряют между проекциями главной и поперечной режущей кромок на плоскость, перпендикулярную оси сверла. Для стандартных сверл он колеблется в пределах 50…55°.
Угол наклона винтовой канавки со измеряют по наружному диаметру. С увеличением угла со увеличивается передний угол у, что облегчает процесс резания и выход стружки. Угол ю составляет 8. ..30°.
Сверлением обрабатывают отверстия диаметром до 80 мм, причем отверстия диаметром до 30 мм сверлят, а большие — рассверливают. Сверление применяется как предварительная обработка при изготовлении точных отверстий.
Зенкерами (рис. 22.13, а-в) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры имеют три или четыре главные режущие кромки и не имеют поперечной кромки. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности (остальные условные обозначения такие же, как и для сверла).
| а 1 2 з б |
| Рис. 22.13.Инструмент для обработки отверстий на сверлильных станках: а-в— зенкеры; г-е— развертки; ж— метчик |
По виду обрабатываемых отверстий зенкеры делятся на цилиндрические (рис. 22.13, а), конические (рис. 22.13, б) и торцевые (рис. 22.13, в). Зенкеры бывают цельные с коническим хвостовиком (рис. 22.13, б) и насадные (рис. 22.13, в). Отверстия диаметром 20…40 мм обрабатывают дельными, а свыше 30 мм — насадными зенкерами.
Окончательную обработку отверстия осуществляют развертками. По форме обрабатываемого отверстия различают цилиндрические (рис. 22.13, г) и конические (рис. 22.13, д) развертки. Развертки имеют 6… 12 главных режущих кромок, расположенных на режущей части 7 с направляющим конусом. Калибрующая часть 8 направляет развертку в отверстии и обеспечивает необходимую точность и шероховатость поверхности.
По конструкции крепления развертки делят на хвостовые (рис. 22.13, г, д) и насадные (рис. 22.13, е).
Метчики применяют для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки (рис. 22.13, ж). Метчик состоит из режущей 9 и калибрующей 10 частей. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
Бытовые сверла для сверления квадратных отверстий
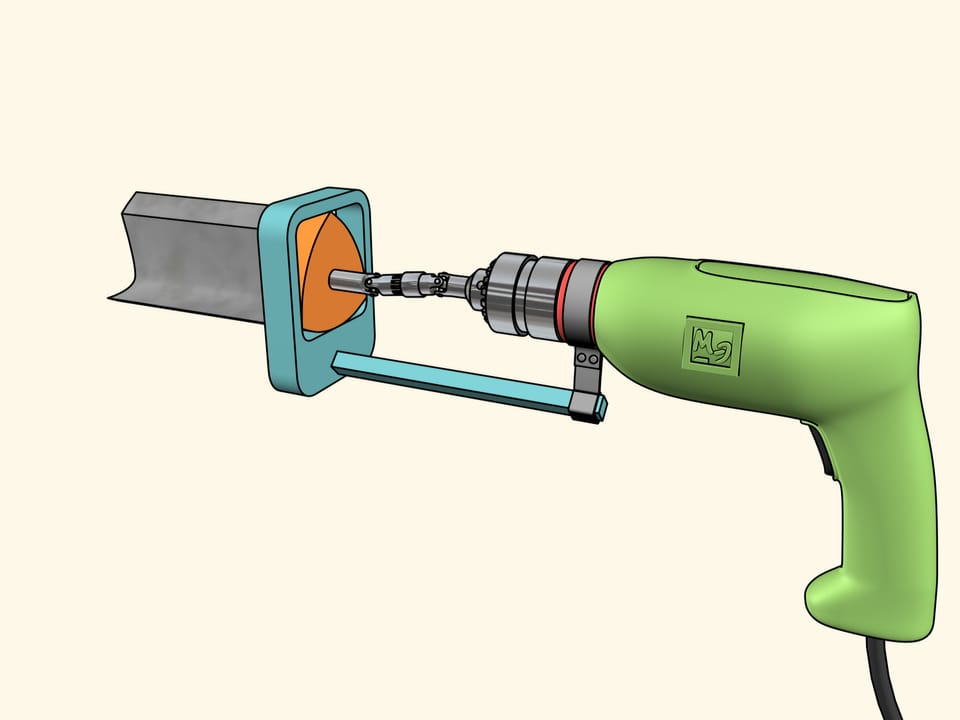
Для сверления квадратных отверстия в домашнем хозяйстве можно приобрести специальное сверло с накладной рамкой. Сверла с такими рамками называют бытовыми, так как они предназначены непосредственно для сверления проемов дрелью или перфоратором, то есть, бытовых электроинструментов.
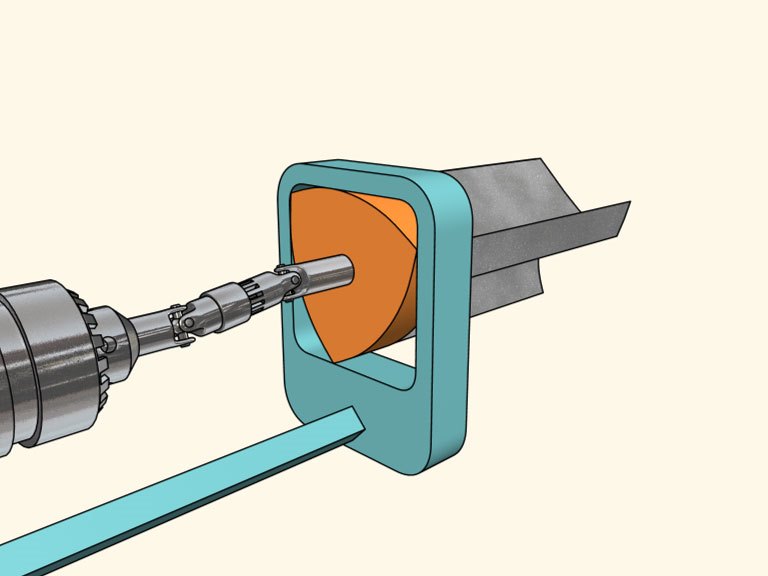
Рамка представляет собой оправку, которая исключает хаотичное движение сверла. С патроном сверло соединяется при помощи карданной передачи, что исключает увеличение нагрузки, приходящейся на патрон инструмента. Размер рамки говорит о глубине получаемого отверстия, поэтому чем больше внутреннее отверстие оправки, тем большего размера получается квадратная форма. Рамка соединяется с корпусом дрели или перфоратора посредством специального стального хомута.
Это интересно! Для изготовления рассматриваемых фрез применяется сталь марки У8, которая подвергается закалке до показателя твердости 52-56 HRC. Для работы с высокопрочными материалами применяется легированная сталь Х12, которая проходит термическую обработку, и закаливается до 56-60 HRC.
В завершении стоит отметить, что если возникла необходимость получить квадратное отверстие в заготовке, то сделать это можно без применения специальных фрез. В этом вопросе помогут обычные сверла и напильник. Однако если стоит вопрос о необходимости частого сверления квадратных отверстий в большом количестве, то здесь поможет только специальная насадка, закрепленная в патроне инструмента.
Публикации по теме
На перфоратор переходник для закрепления сверла
Насадка на дрель для заточки сверл и ее эффективность
Очистка металла от ржавчины — всевозможные способы, средства и варианты
Технические характеристики отрезных кругов для металла