
Подготовка поверхностей
Сварка аргоном литых дисков начинается с подготовки поверхности. Если вам необходимо только заварить трещину, то ее придется несколько расширить и удалить краску с поверхности литого диска на расстояние не менее 1 см от трещины с обеих сторон.
Если диск имеет скол (а это бывает чаще, чем трещина), то придется потрудиться над самим диском и куском, который вы хотели бы приварить. Будет получаться хорошо, если это часть самого диска. В случае же использования «донорской» части от иного диска, рекомендуется перепроверить составы свариваемых поверхностей.
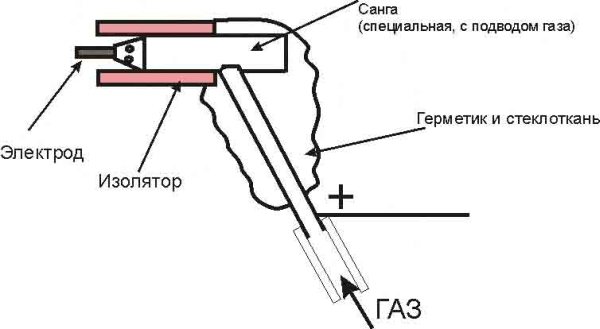
Схема горелки для аргоновой сварки.
Здесь работают те же правила: малейшее отклонение от состава изделия – и вся ваша работа будет напрасной. Подогнать заимствованный кусок под размер имеющегося в колесном диске скола несложно: приклейте к поврежденной части лист бумаги и обведите карандашом границы скола. Далее бумага перекладывается на «донорский» диск, и по полученным линиям контур переносится на поверхность. По этим линиям и придется вырезать заплатку.
Детали зачищаются от неровностей в месте скола, и место сварки освобождается от краски на расстоянии не менее 1 см. Делается это с помощью болгарки. Зачистить изделие от краски иным способом довольно сложно, так как краска эта имеет очень специфический состав и держится на поверхности просто отлично. При сварке краска будет гореть с выделением большого количества едкого дыма. По этой причине сварка колесных дисков производится в проветриваемом помещении или при наличии хорошей вытяжки.
Если опыт сварочных работ у вас отсутствует, то приступать непосредственно к ремонту вам не стоит. Необходимо приобрести хотя бы малейшие навыки и лишь после этого пытаться что-то сделать. Опробовать сварочный аппарат в работе и приобрести навыки работы с ним можно на любых алюминиевых деталях. Желательно, чтобы этот процесс проходил в присутствии более опытного мастера.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор
Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Аргонная сварка: принцип работы
MIG сварка штампованных дисков: особенности, оборудование и материалы
MIG сварка дисков авто выполняется полуавтоматом в среде смеси аргона с углекислым газом. Шов ведется горелкой, из которой подается проволока, служащая электродом. Это позволяет быстро заполнять трещины или наплавлять борта диска. После сварки требуется обработка на токарном станке. Оптимальными для такой работы будут следующие сварочные аппараты:
- ПТК МАСТЕР MIG 200 F16 — простой, но надежный полуавтомат с силой тока 200 А, стабильной сварочной дугой и легким поджигом благодаря напряжению холостого хода 60 В.
- Сварог REAL MIG 200 (N24002N) — полуавтомат с регулировкой индуктивности, возможностью дожигания сварочной проволоки и стабильной работой от сети с пониженным напряжением от 160 В.
- KEMPPI MinarcMIG EVO 200 — профессиональная версия с цифровым дисплеем, которая весит всего 13 кг. Оптимален для работы в полевых условиях, поскольку выдает максимальные 200 А от генератора 3.5 кВт.
https://youtube.com/watch?v=wqSqcwimoFU
Для заправки в полуавтомат рекомендуем проволоку ESAB OK Aristorod 12.63. У нее покрытие ASC и она подходит для сварки как в среде чистой углекислоты, так и смеси с аргоном. Дуга горит стабильно, разбрызгивание металла минимально, швы хорошие. Более бюджетным вариантом для сварки штампованных дисков будет ESAB Св-08Г2С d0,8.
Аргонная сварка дисков
После зачистки поверхности можно начинать непосредственно ремонт дисков, сварка
которых может выполняться по различной технологии. Аккуратно прогреваем горелкой место сварки, при этом следует следить, чтобы металл не перегрелся. Как только поверхность нагреется, у неё появится характерный цвет, после чего в пламя горелки можно подносить электрод. В том случае, если вы правильно выбрали тип электрода и качественно разогрели горелку, то металл с электрода будет быстро расплавляться и качественно заполнит шов.
Если бы завариваете сколы с использованием заплаток, то можем порекомендовать предварительно прихватить заплатку по краям, после чего выполняют соответствующую заварку места соединения расплавленным металлом. Расположить колесный диск необходимо таким образом, чтобы имелся полный доступ к завариваемому участку, что и позволит расплавленным металлом залить все полости и прочно войти в структуру металла материала диска.
Если выполняется ремонт больших по толщине дисков, лучше всего такие сварочные работы выполнять в несколько этапов. Такие швы из металла накладываются друг на друга, что позволяет обеспечить их максимальную прочность. Помните лишь, что выполнять наварку нового шва можно только после затвердевания и остывания предыдущего слоя. После завершения сварочных работ необходимо дождаться остывания металла, после чего отшлифовать диск болгаркой и подготовить его к покраске. Для такой обработки лучше всего использовать болгарку со шлифовальной насадкой.










Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Сварка с внутренней стороны.
Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Рекомендации
Выбор присадочной проволоки
Качество создаваемого шва во многом зависит от корректного выбора проволоки с присадками. Есть проволоки с добавками Si, Zn, Ti. Их выбирают в зависимости от химического состава сплава, используемого для производства дисков. У разных производителей он отличается. Поэтому, перед сваркой нужно изучить технический паспорт диска, в котором указан его состав или использовать в помощь специальную базу, с информацией о составе металла для производства дисков известными брендами.
Разделывание дефектов
В местах дефектов глубиной до 3 мм разделка предусматривает создание V-образных краев. В утолщенной части диска трещину разделывают в форме буквы «Х». Чтобы снять излишнее напряжение у концов трещин высверливают 2-миллиметровые отверстия. Скол борта нужно выравнивать болгаркой.
Перед наплавкой продольной трещины ее нудно прорезать насквозь, чтобы исключить дальнейшее растрескивание. Для поперечных трещин достаточно их прорезать, чтобы кромки сделать ровными.
Ремонт скола
От глубины скола зависит количество наплавляемых слоев, длина шва не должна превышать 30 мм. Стежки каждого следующего слоя должны быть перпендикулярными к предыдущему. Валик следует делать с запасом, чтобы исключить появление углублений после шлифовки места сварки.
С какой стороны заправляются трещины?
Сначала эту процедуру выполняют с внутренней стороны, валик должен располагаться за кромками на расстоянии в 10. В первую очередь заделывают продольные трещины, а продольные оставляют на завершающий этап.
Если Вам требуется сварка диска аргоном обращайтесь!
Мы обязательно поможем в этом вопросе. Наши специалисты заварят любой вид трещин и сколов. Быстро, качественно и по выгодной цене всего за 150 руб сантиметр.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.
Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.
Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Порядок проведения ремонтных работ
Аргонодуговой метод сварки повреждённых дисков предполагает следующий порядок проведения восстановительных работ:
- (удаление красителей и других защитных покрытий);
- шлифовка или нарезание фасок вдоль трещин, упрощающая процесс восстановления;
- выбор требуемого присадочного материала для аргоновой сварки дисков;
- заваривание трещины (наваривание скола) в среде аргона;
- шлифование мест сварки и обработка защитными составами.
 Подготовить изделие к ремонту удобнее всего с помощью ручной фрезы (фрезера) или болгарки с рабочим диском толщиной не более миллиметра. С их помощью продольные трещины прорезаются насквозь, а поперечные расширяются до требуемого размера.
Подготовить изделие к ремонту удобнее всего с помощью ручной фрезы (фрезера) или болгарки с рабочим диском толщиной не более миллиметра. С их помощью продольные трещины прорезаются насквозь, а поперечные расширяются до требуемого размера.
При подготовке присадочного материала исходят из характера повреждения. Так, если диск лопнул – это означает, что в исходном материале много кремния. В этом случае выбирают проволоку с повышенным содержанием этого химического элемента.










Для правильного выбора требуемого типа присадочного материала следует ознакомиться с таблицей
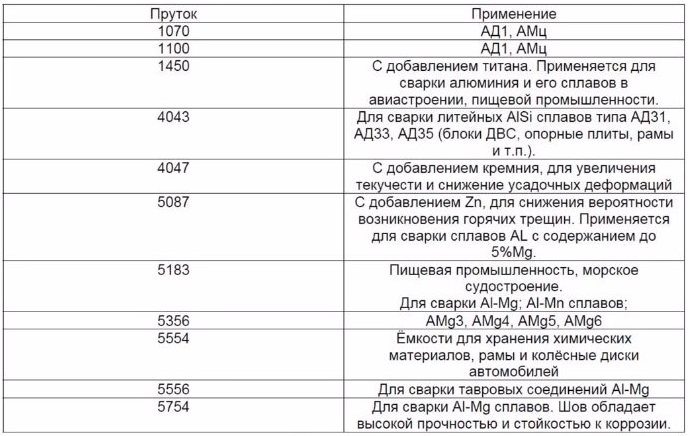
В ней указываются номера прутков и характеристики, учитывающие особенности их применения.
Сам процесс сварки аргоном начинается с наплавления недостающей части материала. Причём в этом режиме ток обычно выставляется небольшой (порядка 120-140 Ампер).
Наращивание наплавляемой части осуществляется послойно с небольшим напуском с обеих сторон (излишки будут удалены при шлифовке). Заваривание трещины начинают с внутренней части, наплавляя металл таким образом, чтобы образующийся шов с запасом перекрывал её с каждой из сторон. С трещинами, имеющимися на наружной части изделия, поступают точно таким же образом.
По окончании сварочных операций предстоят трудоёмкие работы по зачистке и шлифовке восстановленных поверхностей, включающие в себя очистку кромок от излишков металла и выравнивание обеих плоскостей под шину.
В процессе очистки могут обнаружиться места с недостаточным объёмом наплавленного материала. После их выявления необходимо будет произвести наплавку повторно, а затем вновь заняться обработкой.
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.
Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.
- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.
Нарезка кромки для поперечной трещины V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.
Отсутствует кусок борта
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.
Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.
Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://www.youtube.com/watch?v=fZVnOL6VXn8
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.









Сильное повреждение
Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.
Подгонка вставки
Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
P.S. Аргоновая сварка дисков всегда будет востребованной. С нашими дорогами, прибыль у вас будет постоянно.
Особенности процесса сварки
Сварка с использованием защитной среды инертного аргона может осуществляться с применением плавящих и не плавящих электродов. Их диаметр подбирается в зависимости от характеристики соединяемых деталей. В зависимости от состава металла свариваемого диска выбирается вид присадочной проволоки. Различают три способа аргонно-дуговой сварки:
- ручной с использованием не плавящегося вольфрамового электрода;
- автоматическая с использованием аргона и плавящихся электродов;
- автоматическая с использованием аргона и не плавящихся электродов;
Для ремонта колесных дисков в условиях автомастерских в основном применяется ручная сварка с использованием не плавящегося электрода.
Выбор типа сварки и электрода
Очень важным этапом является выбор электрода. Это сделать непросто, потому что при отклонениях от заданного состава могут быть нежелательные последствия. Очень часто бывали случаи, когда после сварки литых дисков в специализированных мастерских их рекомендовалось применять только для запаски.
Мастер подобрал неправильный тип электрода для сварки — именно по этой причине получился ненадёжным сварочный шов.
Есть два вида аргоновой сварки:
- С ручной подачей электрода.
- С автоматической подачей.
Аппарат автоматический позиционируется как более современная и надёжная техника. Правда, недостаток его в том, что с ним сможет работать только специалист. А если говорить точнее, то только опытный пользователь сможет настроить аппарат правильно на определённую марку сплава.
Обычному же человеку будет проще справиться с более дешёвым аппаратом, в котором подача электрода осуществляется вручную. Его работа не хуже автоматического, вот только приловчиться к нему гораздо проще.
Разновидности повреждений
На литых дисках могут появляться сколы и трещины. Ремонт этих повреждений в специализированных мастерских значительно ударит по кошельку. Цена основывается в основном не на сложности проводимой работы, а на том, что рынок таких услуг не широк. А вот ремонт самостоятельный выйдет значительно дешевле. Следует знать, что применяют аргонную сварку для устранения этих повреждений.
При сварке аргонной, в отличие от обычной, электрод в держатель не вставляется. Его необходимо подносить в пламя аргоновой горелки. Процесс очень похож на пайку, а не на сварку:
- Свариваемые поверхности разогреваются.
- Между ними заливается расплавленный металл.
Это общее описание сварки. Сложностей в этом процессе нет. Поэтому все, у кого есть опыт сварочных работ, смогут справиться с этим заданием. Для проведения этих работ вам будут необходимы следующие инструменты:
- Защитная маска и прочие средства защиты.
- Специальные электроды (по составу они должны совпадать с материалом, из которого литой диск изготовлен. Состав диска можно узнать по маркировке).
- Сварочный аргоновый аппарат.
- Болгарка.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.