
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;
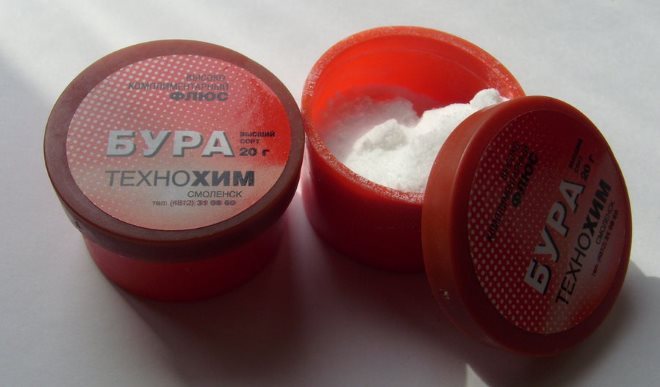
Канифоль - Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
Бура - Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
Пайка алюминия самостоятельно
Механическим способом удалить эту пленку не получится, поскольку если поверхность алюминия соприкоснется с водой или кислородом, она станет еще больше, а флюсы окислы не растворяют.
Что избавить поверхность от окисла, зачистите металл под масляной пленкой, при этом масло должно быть целиком обезвоженным. С этой целью его предварительно прогревают в течение какого-то времени при температуре до 200 градусов. Масло лучше брать минеральное или вакуумное.
Также поверхность можно зачищать грубыми железными опилками, которые следует растереть по ней под слоем канифоли или масла. Для этого берут жало паяльника и припой. Опилки в данном случае выступают абразивом, и вместе с чисткой происходит процесс обслуживания. Чтобы пайка алюминия была более надежной, металл следует обрабатывать по медному подслою, нанесенному на поверхность электролитическим способом.
Прослой может быть и цинковым, а пленку окисла можно надежно удалить специальными активными флюсами. Очень эффективно будет удаление с помощью активного флюса и механической обработки.
Флюсы для пайки алюминия
Выбирать флюс для алюминия нужно в зависимости от ряда факторов. Например, «бинарный» флюс в виде концентрированной фосфорной кислоты. Безотмывочный флюс не требует после пайки дополнительной промывки, также с его помощью можно производить пайку не только алюминия, но и меди и прочих металлов.
Припои для пайки алюминия
Чтобы запаять алюминий с помощью припоя, нужно покрыть поверхность металла его слоем. А детали паяются после облужения припоем. Залуженные таким образом алюминиевые детали можно не только паять друг с другом, но и с другими материалами или сплавами.
Для пайки алюминия лучше всего подходят легкоплавкие припои, в основе которых содержатся:
- цинк;
- олово;
- кадмий.
Также используются и алюминиевые тугоплавкие припои, но они не такие удобные в плане свойств. Но тугоплавкие более надежные и обеспечивают более прочное соединение. Тугоплавкие припои включают в себя:
- медь;
- цинк;
- кремний.
Наиболее простой припой – это сплав кремний и алюминия. Пайка происходит при помощи простого паяльника, жало которого нужно прогреть до 350 градусов, а также флюса в виде смеси йодида лития и олеиновой кислоты.
Пайка алюминиевых сплавов
- Авиаль;
- АМц.
А наиболее сложные – это:
- В95;
- АК4;
- дуралюмин;
- литейные сплав с минимальной температурой плавки.
Использовать припой типа 34А для перечисленных сплавов можно только для создания мелких изделий и с максимальной осторожностью, поскольку высок риск пережога и расплавления металла. Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области
А при пережоге прочность теряется более чем наполовину
Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области. А при пережоге прочность теряется более чем наполовину.
Учитывайте при нагревании риски коробления материала, поэтому нельзя допускать пайку крупных деталей из сплавов посредством горелки. А мелкие изделия на основе дуралюмина лучше всего изготавливать печным методом, где можно точно производить регулировку температуры.
А чтобы снять устойчивые окислы со сплавов, нужно брать особо активные флюсы. Чаще всего для этой цели используют флюсы на основе алюминия. Однако некоторые из них, в частности, 34А, могут спровоцировать коррозию, именно поэтому после пайки нужно удалить то, что останется от флюса.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.
Теперь спаиваемые элементы нужно потихоньку греть
Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались.
Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали. Потом примерно до 700 градусов
Припой будет затекать в щели и крепко спаивать элементы
На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы
В противном случае можно получить один большой слиток.
Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.
Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель. Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.










Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Это интересно: Пайка медных труб — припой, горелка и другое оборудование
Основные характеристики
Этот высокотемпературный флюс нашел широкое применение. Состав, главным образом, используют для спайки между собой таких металлов, как сталь и чугун, а также медь.
В этом случае припоем выступают латунь, медь, а также серебро или золото.
Бура в расплавленном виде достаточно успешно растворяет окислы самых разных металлов, а кроме этого, очищает поверхность от различных спаиваемых деталей из металла.
Видео:
Особенностью работы с бурой является то, что по окончанию процесса пайки необходимо в обязательном порядке произвести удаление остатков солевых отложений.
Данное вещество способно при смешивании с борной кислотой в равных долях образовать борный флюс.
В этом случае смешивание необходимо производить максимально тщательно и сделать это легче всего в фарфоровой ступке.
Далее следует хорошо нагреть используемый растворитель непосредственно в дистиллированной воде и выпарить до того момента, когда образуется твердый осадок.
Данный активный флюс преимущественно используется для пайки медных материалов. Собой бура представляет порошок, в котором полностью отсутствует вода.
ВАЖНО ЗНАТЬ: Советы по пайке медных труб своими руками
Кристаллы этого вещества имеют прозрачный или сероватый оттенок с характерным жирным блеском.
Бура активно применяется в ювелирной сфере, как флюс, при помощи которого скрепляют между собой драгоценные металлы. Кроме этого, она также используется в медицинских целях и при производстве стекла.
При помощи буры в некоторых случаях ремонтируется техника. В ее состав входят те вещества, которые способны вступать во взаимодействие с различными группами металлов.
В зависимости от используемого металла, ее состав может изменяться и дополняться различными более активными компонентами. Состав буры является определяющим фактором при выборе этого материала.
Разновидности флюсов
Все флюсы отличаются друг от друга по разным показателям, но чаще всего по элементам, входящим в их состав. Для того, чтобы очистить металл, который предстоит паять, от загрязнений, используются следующие виды флюсов:
- борная кислота;
- хлорид цинка;
- соляная кислота.
А для создания плёнки, которая будет выполнять защитные функции можно применить:
При пайке медных труб можно применять различные типы флюсов:
Жидкие составы хранят, как правило, в закрытых тубах и применяют их вместе с припоями, обладающими мягкой консистенцией. Порошковые флюсы являются менее популярными из-за неудобств, связанных с их использованием во время пайки. Пасты для пайки медных труб более дорогостоящие, однако, продаются в готовом виде и их применение возможно сразу. Паста для пайки позволяет упростить процесс и получить невероятно прочное и надёжное сцепление труб.
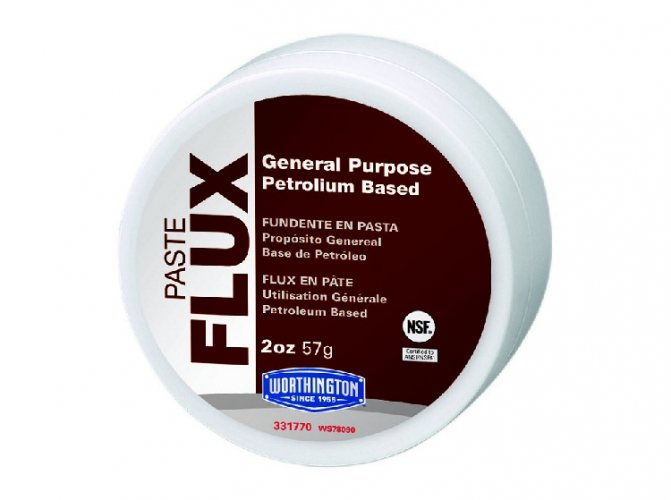
Готовые пасты удобны в применении, но отличаются более высокой ценой, чем прочие средства
Разновидности флюсов
Все флюсы отличаются друг от друга по разным показателям, но чаще всего по элементам, входящим в их состав. Для того, чтобы очистить металл, который предстоит паять, от загрязнений, используются следующие виды флюсов:
- борная кислота;
- хлорид цинка;
- соляная кислота.
А для создания плёнки, которая будет выполнять защитные функции можно применить:
- канифоль;
- воск;
- различные смолы.
При пайке медных труб можно применять различные типы флюсов:
- жидкие;
- порошковые;
- флюс-пасты.
Жидкие составы хранят, как правило, в закрытых тубах и применяют их вместе с припоями, обладающими мягкой консистенцией. Порошковые флюсы являются менее популярными из-за неудобств, связанных с их использованием во время пайки. Пасты для пайки медных труб более дорогостоящие, однако, продаются в готовом виде и их применение возможно сразу. Паста для пайки позволяет упростить процесс и получить невероятно прочное и надёжное сцепление труб.
Готовые пасты удобны в применении, но отличаются более высокой ценой, чем прочие средства
На сегодняшний день существует огромное количество разновидностей этого вещества. Однако выделяют три наиболее популярных вида, которые используются для пайки в том числе и медных труб:
Антикоррозийные составы. Такие вещества не только выполняют функцию очистки поверхности от окисления, но и удаляют воду из места пайки, вытесняя её. Использование такого состава позволяет не удалять остатки после пайки. Изготовить такой раствор в домашних условиях довольно трудно.
Составы на основе салициловой кислоты. В таких флюсах основное активное вещество растворяется в составе, который состоит из различных химических веществ: спирт, вазелин (технический), золотосодержащие вещества. Такие флюсы выпускаются только в промышленных условиях и являются довольно популярными, так как влияют на качество шва. Шов после пайки трубы с использованием такого флюса получается очень ровным.
Классическая канифоль. При сборке трубопроводной коммуникации канифоль не используют в чистом виде. Чаще всего к ней подмешивают натриевую соль, и в результате получается вещество, которое обладает отличными защитными и антикоррозийными характеристиками для работ с трубопроводами. Канифоль обволакивает шов защитной плёнкой, а соли натрия препятствуют окислительным процессам. Такой состав отличается дешевизной и является наиболее популярными на сегодняшний день. Однако у такого флюса есть и недостаток — при перегреве он может обуглиться. Кроме этого, шов при пайке с канифолью получается не настолько эстетичный, как в случае с флюсом на основе салициловой кислоты, но прочный и надёжный.

Канифоль — наиболее доступный и популярный материал для пайки
Как производится процесс спаивания
Выполняя пайку в домашних условиях, надо уяснить одну тонкость. Когда бура сохранялась в порошке в течение долгого времени, ее лучше предварительно переплавить, для чего используют тигилек или шамот. Получившееся в результате вещество следует раздробить до состояния порошка и поместить для хранения в герметичный сосуд.
![Пайка латуни в домашних условиях[особенности, видео, советы]](https://takorest.ru/wp-content/uploads/9/7/5/975d8c017f133bb2e5f4229de88a65d8.jpeg)








Перед тем как наносить флюс, место спаивания разогревают докрасна. Нагревать лучше не сам участок пайки, а рядом с ним, постепенно перенося нагрев на место соединения элементов. Когда детали прогреются, место соединения надо посыпать небольшим количеством буры. При этом следите за температурой, подождите, пока бура хорошо расплавится и растечется по месту пайки в виде пленки.
Припаивать лучше латунью, пруток обмакивают в буру, после чего надо подождать расплавления порошка. Пламя, которое испускает паяльная горелка, должно быть рядом с местом пайки, но долго так держать не надо. Так можно заполучить соединение со шлаками и слоем окалины, удалить которую будет затруднительно. Непосредственно перед тем моментом, когда будет наноситься припой, участок спаивания должен быть красного цвета, а расплавившаяся бура – синеватой. Этот момент можно для внесения припоя считать оптимальным.
Далее пруток припоя, покрытый порошком буры, надо поднести к месту припаивания и разогреть его до той температуры, при которой припой начинает плавиться (в случае с латунью – до свечения оранжевого цвета). Температура плавления у латуни и буры почти одна и та же. Далее начинается непосредственно рабочий процесс.
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
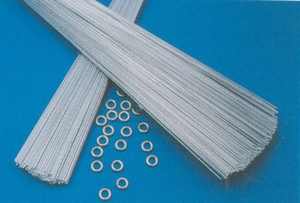
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.
 Инструменты и расходные материалы для пайки.
Инструменты и расходные материалы для пайки.
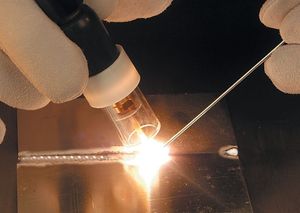
При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.
Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Особенности
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии
Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама

Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла
Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить
Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее. Буру можно использовать в виде порошка, а можно сделать из нее борный флюс. Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли. Борный флюс готов! Он обладает активными свойствами, позволяет быстрее и качественнее паять детали из меди.
Требования к материалам
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
- иметь невысокую температуру плавления и небольшую плотность;
- хорошо расплавляться паяльником;
- не растекаться вне рабочей зоны;
- эффективно растворять оксиды;
- равномерно распределяться по поверхности;
- не вступать в реакции с металлом деталей и припоем;
- подлежать легкому удалению по окончании работы.
Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как правильно спаять два провода паяльником?
Как правильно паять паяльником с канифолью
Когда и для чего при пайке используют канифоль
Что такое нихромовая проволока, её свойства и область применения
Способы соединения электрических проводов между собой
Какая проводка лучше — сравнение медной и алюминиевой электропроводки
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.









Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.

Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.

Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Разновидности
Перед тем, как сделать флюс для пайки в домашних условиях, следует разобраться, каких видов они бывают. Их можно разделить на активные и неактивные, в зависимости от количества в их составе кислоты.
Активные флюсы в процессе пайки частично изменяют структуру верхнего слоя поверхности деталей. Неактивные флюсы просто убирают с поверхности имеющуюся на ней окисную пленку, и одновременно преграждают путь для доступа кислорода.
Если применяются активные флюсы, то требуется убирать то, что от них осталось после окончания процесса пайки. Неактивные флюсы относятся к органическому виду, и удаления не требуют. От правильного выбора флюса зависит конечный результат пайки.
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.