
Во-вторых.
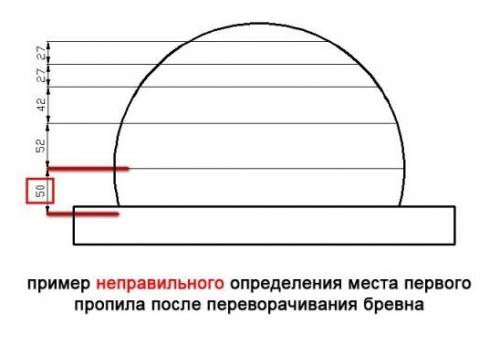
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Подготовка приспособления к работе
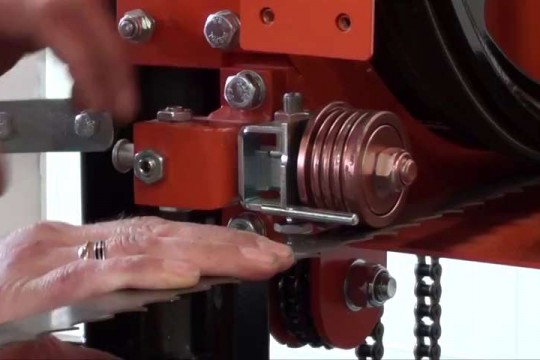
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
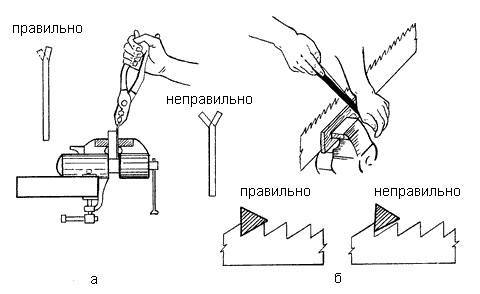
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
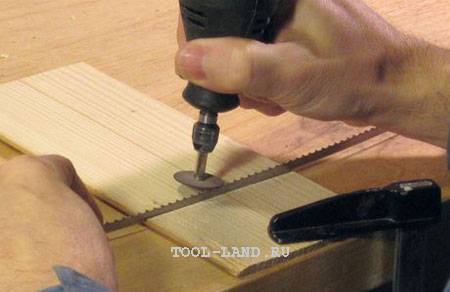
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
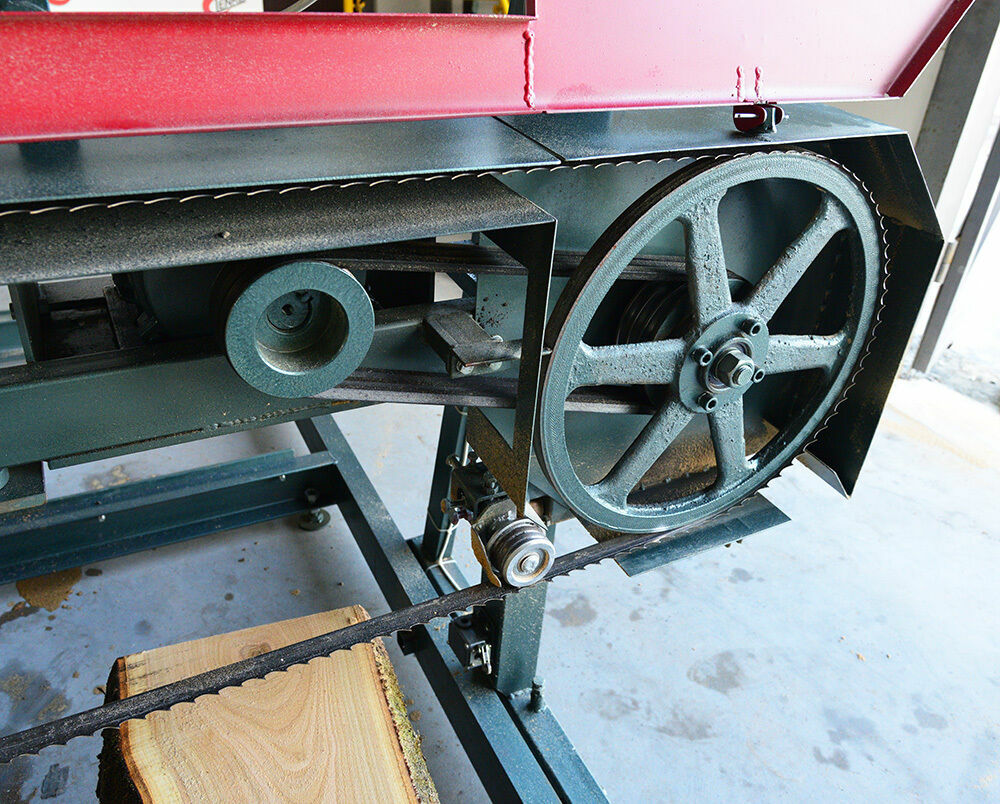
Установка ленточной пилорамы. Конструкция ленточной пилорамы
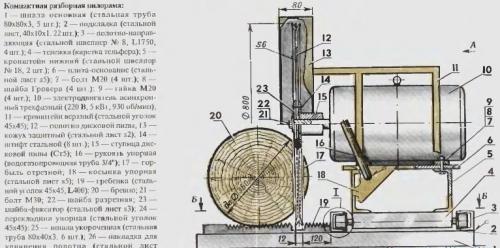
Конструктивная схема ленточной пилорамы организована по блочному принципу, который допускает наращиваемость вариантов компоновки, начиная от простого базового устройства с ручной подачей до самого сложного решения, оснащенного автоматической подачей пилы, выставлением толщины резания, визуальным индикатором токовой нагрузки, гидравлическими механизмами подачи пиловочника, а также программируемой электронной системой.
Пилорама ленточная состоит из таких узлов:
- рамы с двумя направляющими перемещения пильной ленты;
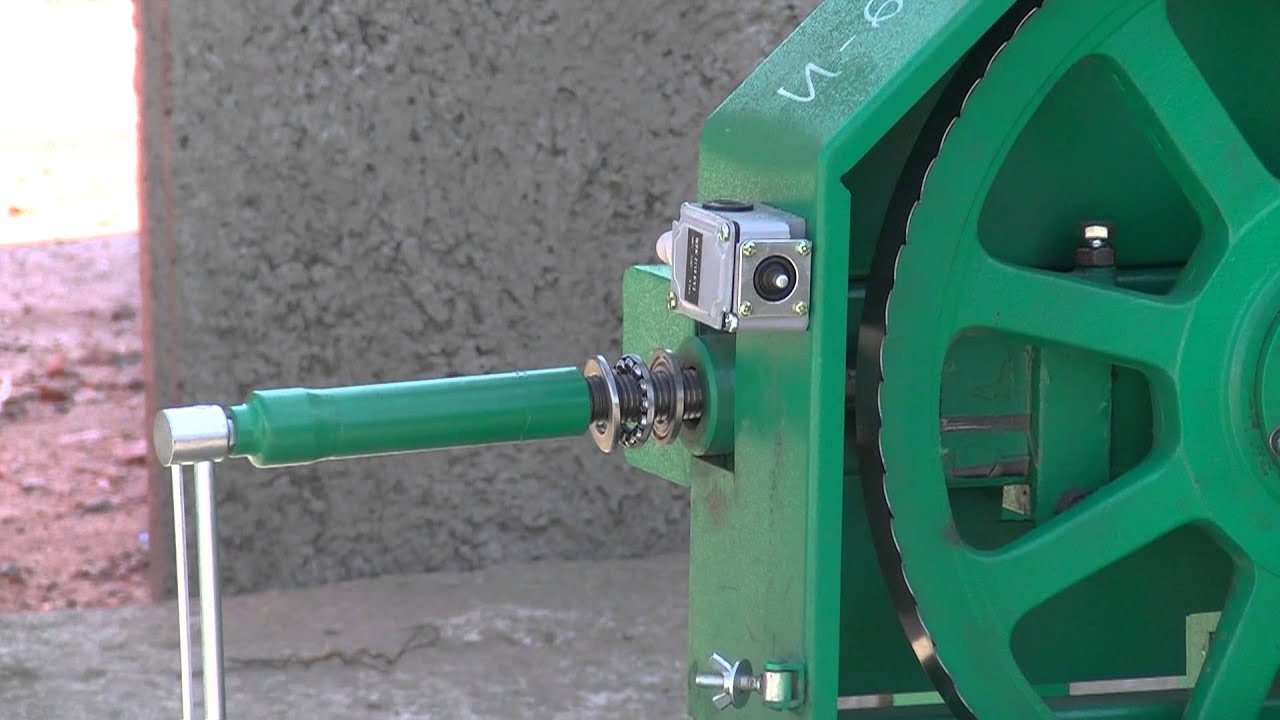
- винтового механизма подъема пильной ленты;
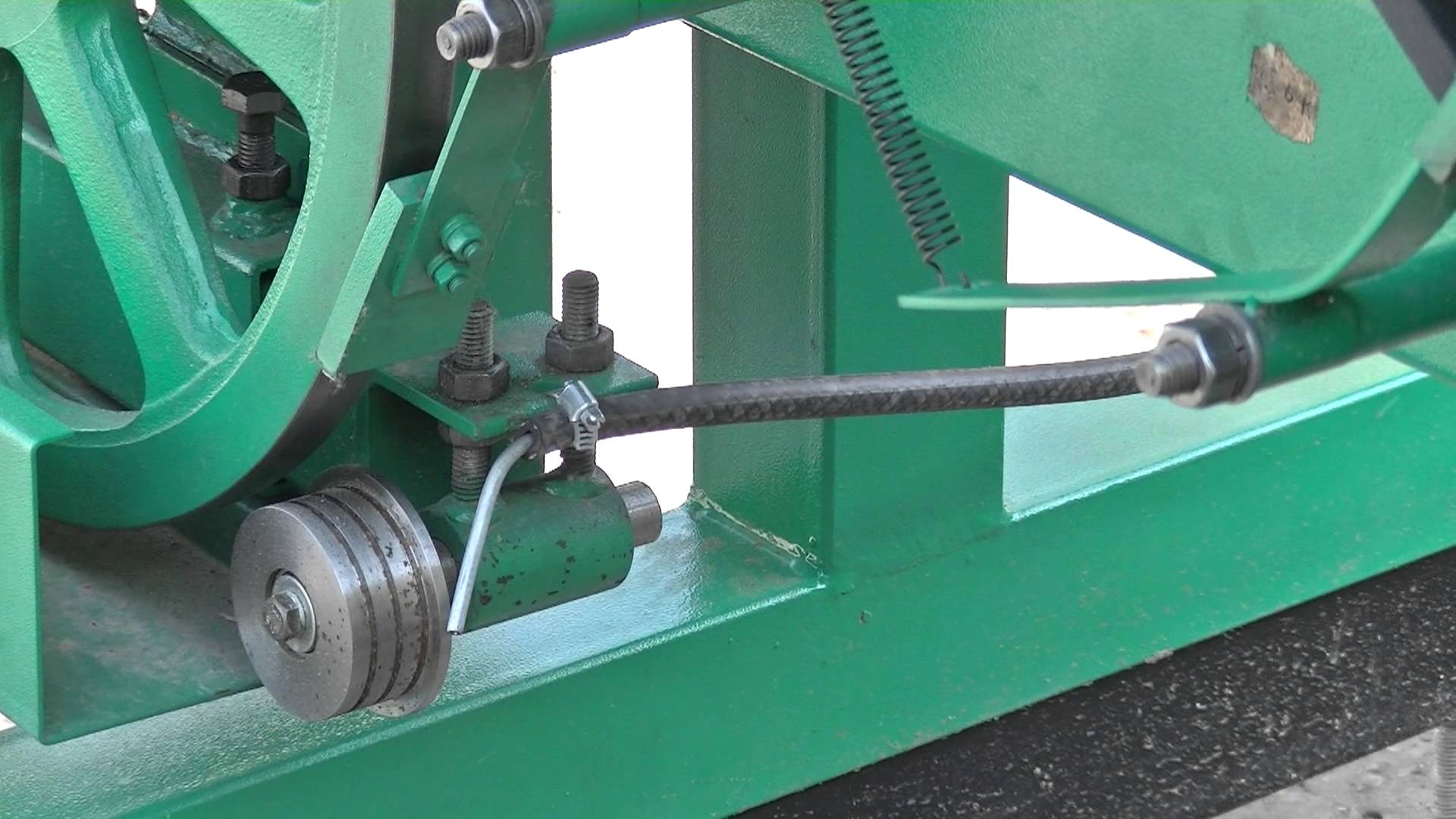
- механизма натяжения пильной ленты (механического пружинного или гидравлического);
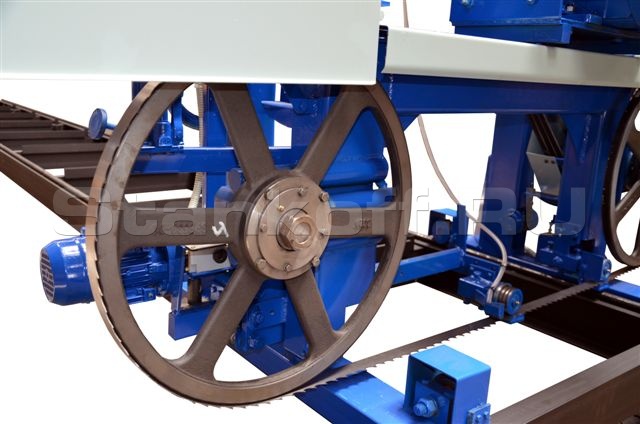
- ведущего и ведомого колеса;
- ограждающего кожуха пильных колес;
- держателя пильной ленты;
- клиноременной передачи;
- электродвигателя;
- рельсового пути передвижения пилорамы;
- эксцентриковых зажимов бревна;
- упора и бака со смачивающей жидкостью.
Раму ленточной пилорамы принято собирать из двух сварных подошв, где расположены ролики передвижений пилорамы. Ленточная пилорама имеет станину П-образной формы, которая выполняется из двух швеллеров, расположенных параллельно и соединенных между собой. Ведущий пильный шкив закреплен неподвижно на одном торце рамы, а ведомый, что имеет возможность продольного перемещения — на другом.
Направляющие расположены на кронштейнах в середине рамы. Они являются разборными и состоят из трех секций, что очень удобно при перевозке ленточной пилорамы. Снизу направляющих располагаются опорные ролики, в которые ввинчивают анкерные болты, сверху — опоры бревна. Направляющие вверху между собой соединены швеллерной балкой, в которой размещается цепной механизм, что служит для перемещения всего пильного механизма. На рельсовых направляющих бревно фиксируется с помощью четырех винтовых зажимов и упора.
Уникальное устройство ленточной пилорамы и рельсового пути позволяет его регулировать в дальнейшем, даже в случаях деформации силовой рамы, по ширине взаимного размещения направляющих или плоскости их расположения, а также устанавливать ленточную пилораму на склоне с углом до 15 градусов. Независимо подвешенные направляющие исключают повреждение станины даже в ситуациях падения тяжелого бревна. Удлинить рельсовый путь можно за счет пристыковки дополнительной секции.

В качестве режущего инструмента в подобном деревообрабатывающем оборудовании используется ленточная пила, что имеет ширину до 60 миллиметров. Пилу ленточной пилорамы натягивают пружинно-винтовым механизмом. В передней балке ленточного станка и на ползуне ведомого шкива располагаются два замка, что предназначены для установки и съема пильной ленты.
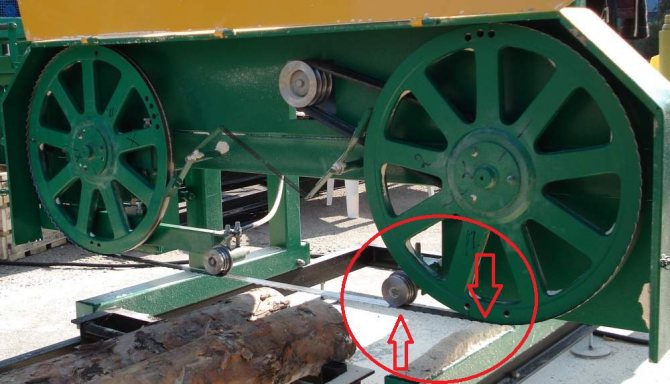
Для предотвращения схода пилы с колес предусмотрена в механизме натяжения ленты возможность регулировки положения ведомого колеса так, что он расположен к нему под определенным углом в горизонтальной плоскости. Пильная лента при этом выступает на величину высоты зуба за края колеса, поэтому не происходит нарушение развода зубьев пилы.
Органы управления работы пилорамы располагаются со стороны оператора таким способом, чтобы упростить процесс управления ленточной пилорамой максимально. Мерные линейки позволяют измерять толщину получаемых пиломатериалов в любом направлении – прямом и обратном. Зона резания размещается в секторе видимости оператора, предусмотрена локальная подсветка и комфортная высота – примерно на уровне пояса человека, что упрощает процесс загрузки бревен и снятия готовых пиломатериалов со станка.

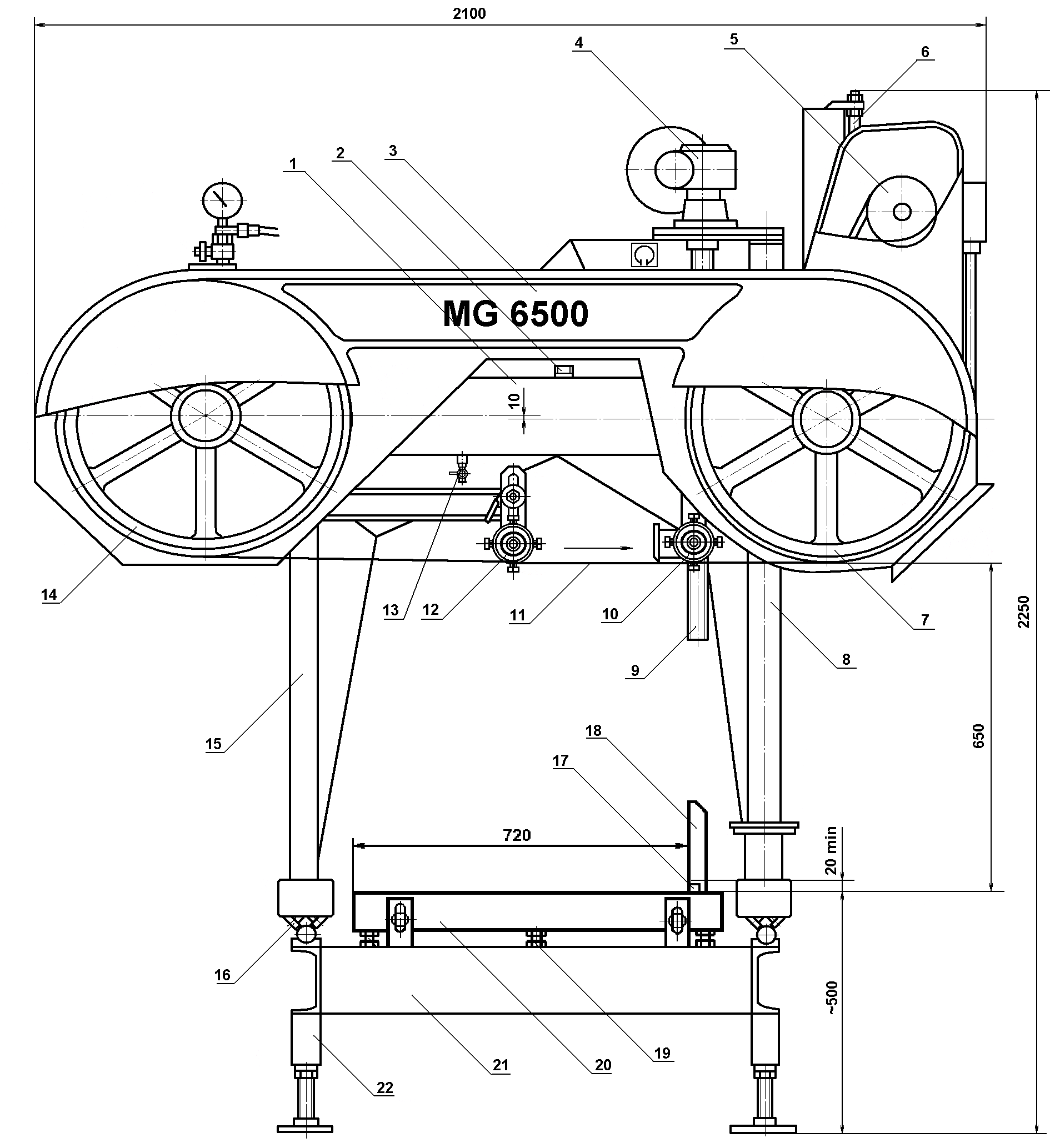







Система регулируемой подачи смазывающих жидкостей необходима для предотвращения налипания опилок на пилу и пильные шкивы, а поэтому это продлевает срок полезной службы станка. Бачек для СОЖ согласно схеме ленточной пилорамы находится сверху. Подача жидкости регулируется с помощью кранов, расположенных на бачке.
Процесс распиловки
При распиловке бревна важно правильно выбрать скорость и обеспечить равномерное движение пильной рамы. Чтобы обеспечить максимальную производительность, необходимо исключить холостой ход при работе оборудования
Для распилки хвойных пород важно обеспечить непрерывный поток моющего раствора в зону пиления. Таким образом можно предотвратить залипания опилок между зубьями ленты и обеспечить высокую скорость реза
После распилки проверьте качество реза. Если он не является ровным необходимо провести разводку зубьев ленты и их заточку
В некоторых случаях важно правильно выставить натяжку ленты
Важным моментом в процессе эксплуатации оборудования является очистка агрегата от опилок. Они могут стать препятствием при движении рамы. Что не только снизит КПД пилорамы, но и качество пиломатериала. Загрязнение опилками подвижных узлов приводит к уменьшению их рабочего ресурса. Если вовремя не очищать агрегат от опилок, то можно разориться на запчастях для ленточной пилорамы. Комплектующие для которой стоят дорого. А это увеличит себестоимость выпускаемой продукции.
Дисковая пилорама
Рассмотрим более простой вид самодельной пилорамы.
Для того чтобы сделать дисковую пилораму, потребуется найти дисковую пилу. В качестве мотора будет использоваться электродвигатель.
https://youtube.com/watch?v=7YH78aJykL0
Сначала необходимо сделать сварную раму, на которую нужно будет поставить металлическую плиту с прорезью для диска. Снизу к плите нужно прикрепить вал плиты на подшипниках и шкивах.
Колесо электрического двигателя соединяется с пилой ремнем.
Чтобы обеспечить хорошее натяжение ремня, необходимо использовать массу самого двигателя, а также можно воспользоваться утяжелителями. Дисковая пилорама готова.
Сырье, используемое в пилорамном бизнесе
Что же касается вопроса поставки сырья на пилораму, то логичнее будет разместить производство вблизи лесозаготовительных участков. Качество поставляемого сырья оказывает прямое влияние на готовую продукцию и на вашу прибыль. Дело в том, что понятие качественно сырье в пилорамном бизнесе очень размыто. Лес ведь одинаково не растет. Есть бревна прямые, есть кривые, с обилием сучков, разного диаметра и так далее. Под каждое бревно нужно отдельно подстраиваться и проводить тщательный отбор. Поэтому, какая бы не была цена поставщика, будь то 1500 руб./м3 или 3000 руб./м3 сюрпризы можно ждать везде. Высокая цена, не всегда будет означать качество.
Хитрят в этом деле и сами лесники. При отгрузке сырья, в так называемую деловую древесину, они могут включить верхушки до 5-6см, что крайне невыгодно для производителя. Нужно быть очень внимательным.
Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Карта распиловки
Карта распиловки представляет собой расчет оптимального количества готового пиломатериала из одного бревна. Ее можно рассчитать самостоятельно для каждого конкретно диаметра бревна, а можно воспользоваться компьютерной программой, значительно облегчающей расчет, и цена которой вполне доступна.
Выход материала после распила дерева
Либо источником может стать обычный справочник по лесопильному делу. В итоге получается таблица, которую берут за основу. Лесопильное приспособление всегда должно быть ориентировано на ее данные, для получения большего количества пиломатериалов любой породы дерева.
Изготовление диска и балансировка
Пилорама — это оборудование повышенной опасности. При изготовлении дисковой пилы необходимо соблюдать меры безопасности: вращающиеся части должны быть закрыты.
Для самостоятельного изготовления диска понадобится либо стальная, либо дюралюминиевая заготовка диаметром около 45 см и толщиной 0,3 см. Чтобы эту заготовку превратить в пилу, достаточно просто сделать на ней всего пару зубов. Можно сделать и больше, но двух будет достаточно для того, что инструмент справлялся с любым деревом.
После того как будет изготовлена самодельная пилорама дисковая своими руками, потребуется ее сбалансировать, чтобы повысить качество распила. Режущий элемент закрепляется на валу. Выточить его можно на токарном станке, и хотя тщательную балансировку проводить необязательно, все-таки нельзя допускать, чтобы диск соприкасался со стенками распила. Пила будет хорошо работать при расположении резцов под углом около 30 градусов, а угол заднего схода должен составлять 15 градусов.
Изготовление пилорамы — несложный процесс, который требует лишь небольших финансовых вложений для покупки необходимых компонентов. В целом самодельная пила обойдется гораздо дешевле, чем станок, купленный в готовом виде.
Хитрости ленточной пилорамы. Учимся пилить на ленточной пилораме

Здравствуйте уважаемые читатели и подписчики блога Андрея Ноака. В этой статье я расскажу вам, как пользоваться линейкой на ленточной пилораме, а так же расскажу полезные советы профессионалов.
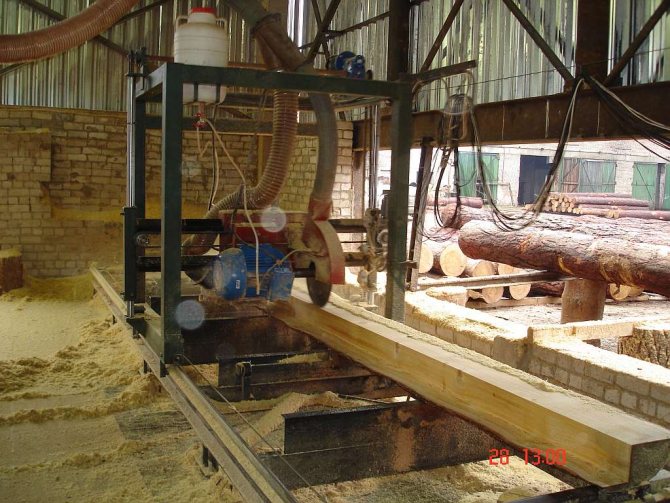
Ленточная пилорама позволяет распилить пиломатериал на рейку, брус и доски по заданным размерам. Процесс пиления происходит за счет передвижения рамы с режущим приспособлением по закрепленным направляющим.
Ссылка на паспорт линейки на ленточке
Мои книги
Как уже знают многие читатели блога, я периодически выпускаю какие нибудь полезности и вкусности, вот и в этот раз написал вот такую электронную книгу!
В книге даются практические рекомендации того как получать максимальную прибыль от пилорамы, даны такие рекомендации как к примеру:
Работа с техническими условиями по реализации пиломатериалов, к примеру у нас зимой появлялся третий сорт, а на лето (в сезон) он исчезал и превращался в первый сорт;
Полезные советы!
Для того что бы пиление напротекало без всяких проблем и нареканий следует обратить внимание на следующие факторы которые могут возникать в процессе работы:
- Равномерная скорость подачи материала во время работы;
- Правильная форма лезвия;
- Осуществление правильной разводки пилы;
- Не допускать налипания смолистых веществ на полотне;
- Следить за зубьями пилы.
Мероприятия для увеличения периода эксплуатации ленточной пилорамы
Для заточки применять специализированный инструмент;
В процессе работы осуществляйте контроль натяжения пилы, следить за шириной распила, скоростью подачи материала, за качеством и чистотой распила;
Если есть возможность, используйте бревна (пиломатериал) от 40 до 70 см в диаметре. Такое бревно легко позиционировать на станине. При распиле происходит оптимальный выход готового материала;
Осуществляйте правильный подбор профиля зубьев для обрабатываемой древесины. Это снизит износ пилы и повысит скоростные и качественные показатели оборудования;
Измеряйте влажность материала и только после этого осуществляйте подбор разводки зубьев и выбирайте правильную скорость резки;
Применение дебаркеров. Они в свою очередь обработают верхнюю поверхность бревна перед распиловкой








Это оборудование предотвратит попадание на режущую часть станка песка, грязи и мелких камней;
Обращайте внимание на натяжку ленты. Это приведет к оптимизации скоростных режимов пиления, качеству обработки и позволит вовремя обнаруживать износ деталей оборудования;
Проверяйте ремни, как перед работой, так и во время работы станка на степень износа
При высоком износе приводного ремня возникнет неблагоприятная ситуация, когда полотно соприкоснётся со шкивом. Это приведет к повреждению пилы;
Следите за тем, что бы на ремнях не накапливалось опилок. Это приведет к возникновению вибрации, что в свою очередь отразится на работе оборудования;
Бревно должно подаваться как можно быстрее. Снижение скорости подачи приведет к тому, что пила будет двигаться в холостом режиме. Это приведет к снижению производительности и повышенному износу пилы;
Во время работы следить за оборудованием, состоянием станины, регулировать шкивы и ролики. Все работы осуществляйте согласно рекомендациям. Не нарушайте правила безопасности во время работы.
Применение электронной линейки
Как пользоваться линейкой на ленточной пилораме? Данный измерительный инструмент позволит сократить время на. Не нужно считать и прикидывать размеры. Линейка легко крепится на станке. Производительность труда оператора повышается и не нужно забивать голову математическими расчетами.

Виды исполнения линейки:
- Деревянная;
- Металлическая;
- Наклейка;
- Электронная.
На линейке нанесена градуировка, по которой можно знать толщину доски с учетом пропила.

Электронная линейка по сравнению с деревянным вариантом, является дорогостоящим инструментом. В качестве шкалы используется электронный блок управления пилами. Принцип простой. Задаете параметры толщины доски и запускаете. Операции осуществляются автоматически. Более подробно как это все работает опишу в новой статье.
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.
Снятие натяжения
Натяжение пилы на ленточной пилораме
Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:
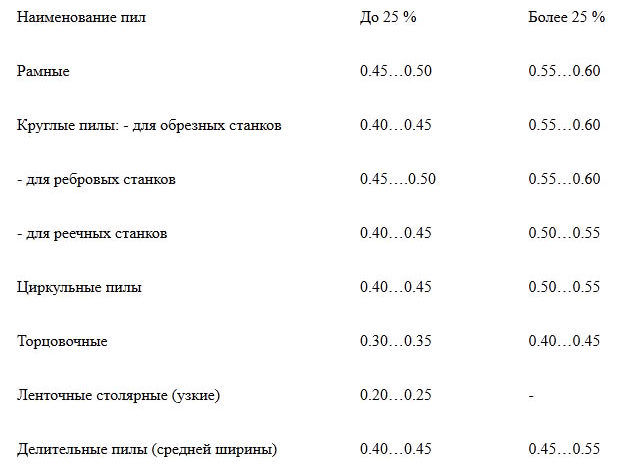 Лучшие разводки пил
Лучшие разводки пил
- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Выбор типа пилорамы и их особенности
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.

Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре. Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.

Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Рис. 2
Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Рис. 3
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Рис. 4
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Советы
Полуавтоматическая пилорама и ее применение
Станок является практически роботом. Имея семь приводов и дистационный пульт управления, Вы можете свести все необходимые задачи обслуживающего персонала сводиться лишь к закреплению бревна и дистанционному (пульт) управлению пилорамой! Основные преимущества полу-автоматической ленточной пилорамы Косой угол захода ленты Пиление в прямом и обратном напровлении Пиление без остановки Управление с дистационного пульта

Ленточные пилорамы серии ЛБ имеют сертификат соответствия ГОСТу.
Ленточные пилорамы ЛБ-80, ЛБ-80М, ЛБ-80Р доказали свою надёжность и неприхотливость в работе. Станок древопильный ленточный (пилорама) серии ЛБ-80 предназначен для прямолинейного пиления заготовок диаметром до 120 см (ЛБ-80Р) и длинной от 0,5 до 6,5 метров.







Древесина для пилорамы ЛБ используется без сортировки (по диаметру и качеству). Пилорама позволяет делать индивидуальный раскрой пиломатериала в соответствии с зоной качества древесины, получая из не первосортного сырья большее количество пиломатериалов. Станок позволяет сделать рациональный раскрой древесины ценных пород.
Ленточной пилораме не требуется специального фундамента, его устанавливают на твердое ровное основание в течении 1-1,5 часов.
Ленточнопильная пилорама модели ЛБ-80 сертифицирована. Сертификат соответствия № РОСС RU. ТЧ02. В00945.
Гарантийный срок работоспособности изделия при двухсменной работе пилорамы в течение 12 месяцев со дня отгрузки станка.
Производительность ленточной пилорамы
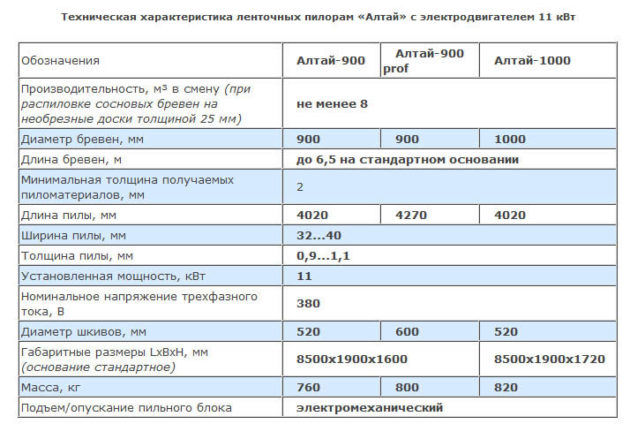
Ленточная пилорама ЛБ-80 — до 16 м3 Ленточная пилорама ЛБ-80M — до 17 м3 Ленточная пилорама ЛБ-80Р — более 19 м3 Купить шкив для ленточной пилорамы можно на специализированном сайте.
Советы
Комплектующие, материалы, оборудование
Только качественные материалы и элементы конструкции способны обеспечить ее надежность, поэтому подготовительные мероприятия требуют особого внимания. В любой конструкции неважных деталей нет, однако перед сооружением такого непростого агрегата, вынужденного к тому же терпеть серьезные нагрузки, надо позаботиться о качестве всех узлов и материалов.
Двигатель
Здесь фаворит один — электрический, соответствующий требованиям к мощности. Хотя используют и бензиновые. Преимущества первых очевидны: они не обещают проблем с подключением ленточной пилорамы к электросети, имеют большой срок эксплуатации, а идеальное качество реза материала гарантирует стабильность оборотов.
Металл
Массивные бревна требуют прочного материала, но «своего» для каждого элемента агрегата.
Профиль квадратного либо прямоугольного сечения подходит для пильной каретки, опорной рамы и ложа для бревен
Самое важное условие — максимальная толщина стенок.
Уголок (как минимум 45х45 мм) или швеллер/двутавр — на рельсы. Главное требование к ним — прямолинейная геометрия, в противном случае все неровности скопируются на заготовках
Уголки больше предрасположены к деформации, поэтому лучшие рельсовые направляющие получаются из Н, П, Т-образного металлопроката.
Стальные трубы, ползуны, длинные винты с гайками (2 штуки), цепная передача из двигателя автомобиля (замена — велосипедная цепь со звездочками) — для регулировочного механизма высоты каретки.
Шарикоподшипники для роликов. Идеал — «колесики», выточенные на токарном станке и затем закаленные.
Ленточные пилы, лучше приобрести сразу несколько полотен.
Колеса и ступицы от автомобиля — для колес под ленту.

Ленточная пилорама своими руками — операция, для успешного проведения которой необходим и сварочный аппарат, и навыки работы с ним. Болтовые соединения здесь не приветствуются, так как надежность такого крепления начнет вызывать сомнения очень быстро, а проверять его регулярно — перспектива не из радужных. Помимо сварочного оборудования потребуется:
- арматура;
- болгарка;
- гаечные ключи;
- доски (фанера) для опалубки;
- дрель либо сверлильный станок;
- линейка, рулетка, штангенциркуль;
- молоток, пассатижи;
- песок, цемент, щебень;
- струбцины;
- уровень.
Понадобится также «разнокалиберный» крепеж — анкера, болты, гайки и шайбы.