
Профессор Вуд и его шутка с чайными ложками
Латунь лс59-1: характеристики и состав сплава, гост
Однажды Вуд пригласил в гости своих друзей на чай. Ничего необычного в этом не было, однако когда стали размешивать сахар в стаканах с горячим чаем, то почему-то у всех расплавились чайные ложки. Это был розыгрыш, к которой Вуд приготовился заранее. Изобретатель создал металлические ложки с низкой температурой плавления, которая составляла всего 68 градусов по Цельсию. В дальнейшем этот металл был назван в честь имени физика – сплав Вуда. Из него и были изготовлены эти орудия юмора, которые Вуд предложил друзьям во время чаепития. Запах ароматного напитка заполнил комнату. Всё располагало к легкому приятному разговору и ничто не предвещало сюрпризов. Горячий чай имеет температуру порядка 80–90 градусов, что было гораздо выше температуры плавления шуточных столовых приборов. Вот поэтому та часть ложки, которая была погружена в кипяток, расплавилась, утратив свою прежнюю форму, и превратилась в жидкий металл, наподобие ртути. Недоумение никто не мог скрыть — в руках ничего не понимающих гостей осталось только по уцелевшему кусочку. Пауза длилась недолго, и друзья рассмеялись.
Чай, как в последствии выяснилось, оказался не таким и полезным. При частом его употреблении можно подорвать здоровье. На дне чашки после превращения в жидкость сплава Вуда, происходит реакция с сахаром. Образуются глюконаты. Отсюда пошло распространённое слово глюки.
Специалистам в области металлургии известно, что температура плавления сплава всегда ниже, чем температура плавления компонентов, входящих в его состав. Вуду удалось подобрать компоненты, дающие минимальную температуру плавления: висмут – 50%, свинец – 25%, кадмий – 12,5% и олово – 12,5%. При этом входящие в него ингредиенты сравнительно тугоплавки: висмут – 271, свинец – 327, кадмий – 321, олово – 232оС.
Сплав Вуда применяется в технологических процессах, например, при производстве печатных плат электронных устройств. Не менее популярен в технике и сплав Розе (висмут – 50%, олово – 25%, свинец – 25%), который немного уступает сплаву Вуда, но не содержит токсичный кадмий. Температура плавления сплава Розе около 93 оС. Поэтому если бы немецкий химик Валентин Розе собрался так же, как и Вуд, подшутить над своими коллегами, у него ничего бы не вышло. Ведь температура плавления его изобретения немного выше, чем температура горячего чая в стакане, и его друзья благополучно бы размешали сахар.
Низкотемпературные сплавы находят применение в датчиках систем противопожарной безопасности. Такие приборы имеют простую и надежную конструкцию. Концы двух плоских пружинящих контактов соединяются друг с другом и спаиваются между собой каплей легкоплавкого припоя на основе сплава Вуда или сплава Розе. Датчик включается в дежурный прибор, который следит за целостностью электрической цепи. Когда во время пожара помещение нагревается до температуры плавления сплава Вуда, припой расплавляется, и контакты под действием пружинящих свойств разъединяются. Электрическая цепь дежурного прибора разрывается, противопожарная система срабатывает, включая сигнал тревоги. Припои, имеющие низкую температуру плавления, используются также в электронной промышленности для пайки выводов интегральных микросхем, боящихся перегрева, так как tпл. традиционных оловянно-свинцовых припоев обычно составляет 190–240 градусов. Выводы кремневых кристаллов современных процессоров делаются только легкоплавкими припоями. Современные телефоны, компьютеры и телевизоры просто не появились бы без пайки на низких температурах. Следует сказать, что на сегодняшний день учеными разработано большое количество низкотемпературных сплавов, температура которых перекрывает широкий диапазон, лежащий в пределах от +3 до +198 оС. Также есть разработки, точка плавления которых находится ниже нуля и простирается до минус 78оС. В общей сложности их насчитывается свыше 120 наименований.
Стоит отметить, что в истории с чайными ложками есть один нюанс. Знаменитый сплав Вуда придумал английский инженер Барнабас Вуд в 1860 году. Шутку с чайными ложками биограф В. Сибрук относит к американскому физику-экспериментатору Роберту Вуду, который родился лишь в 1868 году. Историки пока не разрешили это недоразумение. У этой истории есть своя мораль — недостаточно изобрести что то очень нужное, надо ещё популяризировать. Человек плохо запоминает физические и химические свойства, а весёлую историю пересказывают люди далёкие науки. Можно сказать, что сплав Вуда дитя двух родителей, по стечению обстоятельств имеющих одинаковые фамилии.
ТСВ
Что такое сплав Розе?
Нейзильбер: состав сплава, применение, характеристики
Начинающие радиолюбители осваивают различные припои для пайки, но далеко не все знают, что такое сплав Розе и в чем его преимущество. Сравнивают его обычно с похожим на него популярным припоем Вуда.
Припой ПОСВ-50 состоит из 3 легкоплавких металлов и переходит в жидкое состояние в кипящей воде. По маркировке легко определить его состав: олово, свинец и 50% висмута. Продается в гранулах диаметром 5 мм, прутках 10×12×250 мм и слитках.
По своему составу Розе является низкотоксичным и не выделяет при кипении отравляющих веществ.
Техническая характеристика
Сплав Розе состоит из цветных металлов и имеет низкую температуру плавления. Поверхность у него блестящая, серебристая. Он предназначен для пайки мелких деталей и лужения в среде слабокислотных флюсов. Применяется при изготовлении предохранителей.
Технические характеристики сплава Розе:
- плавится при 96–98⁰;
- твердый;
- хрупкий;
- образует тонкую пленку покрытия на серебре, бронзе, никеле;
- не содержит кадмия.
В твердом виде сплав Розе разрушается при динамических нагрузках и вибрации. Тонкая пленка, образующаяся при лужении, долго сохраняется.
Для работы в домашних условиях используют припои с низкой температурой кипения. Расплавляют его, используя дистиллированную воду и глицерин. В жидком виде хорошо соединяется с медью, бронзой, серебром. Создает прочную ровную пленку. Применение щелочных флюсов в лужении и пайке приводит к разрыву целостности припоя, образованию трещин.
Пайка мелких деталей (Фото: Instagram / starline_ru)
Химический состав
Исаак Ньютон первым открыл состав с низкой температурой плавления. Он соединил металлы в соотношении:
- висмут 50%;
- свинец 30%;
- олово 20%.
Через несколько десятилетий Валентин Розе изменил пропорции. Висмут по-прежнему составляет половину веса сплава, но олово и свинец он добавил в равных пропорциях — по 25%. Промышленность одновременно выпускает под этим же наименованием и сплав, в котором 32% свинца и 18% олова, его температура плавления немного ниже — 93–94⁰.
Температура плавления
Припой Розе плавится при температуре 94–98⁰. Опустить его просто в кипящую воду недостаточно. Надо добавлять глицерин, чтобы поднять температуру кипения жидкости до 105⁰ и расплавить ПОСВ-50 для лужения.
Можно расплавлять в нагретом глицерине при соблюдении мер безопасности. Для защиты органов дыхания от вредных испарений глицерина при работе необходимо использовать респиратор.
Глицерин имеет температуру кипения 290⁰. В чистом виде он является сильным канцерогеном. Его можно использовать только смешанным с водой. Если добавить его в воду в соотношении 1:1, кипение начнется при 110⁰С. Чтобы получить температуру кипения воды примерно 104⁰, доля глицерина должна составлять 34%. При добавлении в 100 мл смеси 1 г лимонной кислоты вода с глицерином превращаются в слабоактивный флюс и улучшает качество лужения.
При работе с термочувствительными деталями низкая температура плавления позволяет припаять контакты, не касаясь их паяльником.
Ложка из сплава Розе (Фото: Instagram / kozlov_glebchik)
Внешний вид
Сплав Розе имеет серебристый цвет, гладкую блестящую поверхность. Для пайки и лужения используют гранулы размером до 5 мм. Выпускается также прутками и маленькими слитками.
После пайки и лужения поверхность длительное время сохраняет свой цвет и лоск. Розе используют при реставрационных работах для покрытия защитным слоем бронзовых, серебряных декоративных элементов.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.







Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Для автоматической сварки
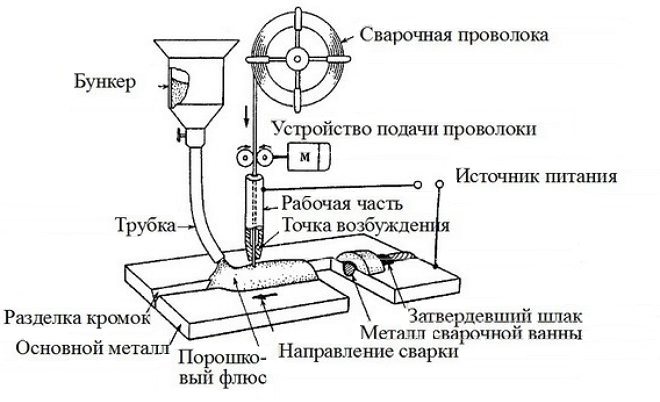
С помощь автоматического оборудования сваривают множество металлов. Подбирают соответствующие электроды, выставляют режим, выбирают сварочные флюсы и припой.
Флюсовую добавку размещают на рабочей поверхности слоем толщиной до 80 мм, шириной до 100 мм. Расплавленная масса состоит наполовину из металла, а остальная часть представлена флюсом. Лишний флюс автоматически отсасывается и затем используется повторно. Обычно используют силикатную добавку в смеси с оксидами кальция, магния, алюминия.
Хорошо зарекомендовал себя флюс сварочный с маркировкой АН 348а. Он способствует стабилизации дуги и уменьшению выделения токсичных газообразных продуктов.
Флюсы серии АН имеют высокие показатели электропроводности, благодаря присутствию в них окисла титана. Аббревиатура АН говорит о том, что состав был разработан в институте Академии наук. Существует маркировка, основанная химическом составе флюсов, но на практике ее используют редко.
Сплав Вуда и Розе и его использование.
Ничего подобного не видел и не слышал, но схожую технологию использовал с обычным припоем во времена когда ещё небыло фена для выпаивания драйверов в сидюках и других микрух с ногами с двух сторон. С одной стороны на ноги ложил толстый медный кусок проволки, заливал припоем и 40-ка ватным паяльником разогревал все ноги с одной стороны. После плавления припоя поднимаем одну сторону микрухи. Затем также с другой стороны. Может кому будет полезно, ели нет фена и т.п.
Хочу туда, где нет труда
Пайка сплавом Вуда — вещь гораздо более древняя, чем IBM-совместимые компьютеры. Применялась для отпаивания/вытаскивания больших многоногих микросхем еще в 70-х-80-х годах, в том числе и при ремонтах аналоговой аппаратуры.
Никель хромовые сплавы в стоматологии
Сплавы, в которых основной элемент Ni. Элементы этого сплава кроме никеля — Сг (не менее 20%), Со и молибден (Мо) (4%).

По свойствам сплав никеля близок к сплаву кобальта.
Применяется: для литья несъемных протезов и каркасов съемных протезов.

Сегодня ограничено применение сплавов никеля из-за их высокой аллергенности.
Сплавы титана в стоматологии ортопедической
В стоматологии применяют как чистый титан (99,5%), так и его сплавы.
 Чистый титан
Чистый титан
Для литья и фрезерования применяют сплавы титана, алюминия и ванадия (90-6-4% соответственно). И сплав титана с алюминием и ниобием (87-6-7%).
Сплавы титана лёгкие и удивительно прочные. Но тугоплавкие и тяжелые в обработке.
В ортодонтии, для изготавления дуг применяют сплавы титана, ванадия и алюминия (75-15-10%).
Металлы используемые в ортопедической стоматологии
Сплав никеля и титана – никелид титана – никель 55%, титан 45%.
Сплав обладает памятью формы. Деформированные охлажденные изделия из этого сплава при нагревании приобретают исходную форму.
Сплав применяется в ортодонтии, где при действии температуры тела он принима
ет нужную форму.
Также из него делают эндодонтические инструменты с памятью формы.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины
Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.

Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.









Работа паяльником
Нужны массивные жала: мини волна, топорик.

Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.

Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.

На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.

Результат паяльных работ.

Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.

Подробнее
Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.

Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.

Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.

После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
Специальные и легкоплавкие
Дополнительная информация
Припой «сплав РОЗЕ» Сплав Розе похож на сплав Вуда, но отличается от него меньшей токсичностью, так как не содержит кадмия. Сплав Розе применяется для полупроводниковой техники, для пайки деталей чувствительных к перегреву, для пайки алюминия, алюминия с медью и ее сплавами в монтажных соединениях, сплавов алюминия между собой, для пайки и лужения меди, никеля, латуни, бронзы, медных и медно-никелевых сплавов с посеребренной керамикой, пайки посеребренных деталей, для пайки и лужения ювелирных изделий. Используется в радиотехнике в качестве припоя ПОСВ-50.
Припой «сплав ВУДА»
Сплав Вуда — тяжелый, легкоплавкий сплав, изобретенный Робертом Вильямсом Вудом. Температура плавления 65,5 °C, плотность 9720 кг/м.куб.
Внешний вид: Гранулы серебристо-белого цвета С°. Температура: +70… +80
Предназначен для пайки меди, неметаллов с электролитическим покрытием серебром, оловянно- свинцовым или оловянно-висмутовым сплавом, лужения печатных плат, в лабораторных целях и т.д. Этот сплав применяют для лужения токопроводящих дорожек печатных плат, в прецизионном литье, в операциях изгиба тонкостенных труб, в качестве выплавляемых стержней при изготовлении полых тел способом гальванопластики.
Припой марки А
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.






Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 300 до 320°C. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Припой ПОСВи 36-4
Припой ПОСВи относится к категории легкоплавких и оловянно-свинцово-висмутовых припоев. В его составе, как можно понять, исходя из классификации, преобладает содержание таких компонентов, как висмут, олово и свинец, взятых в определенных количествах. И это обуславливает и основные сферы его использования, и главные свойства и характеристики.
Необходимость в использовании этого соединения может возникнуть в процессе лужения печатных плат, ступенчатой пайки изделий, не допускающих перегрев более 200°С. Ему характерна способность превосходно растекаться и быстро переходить из жидкого состояния — в твердое
Еще одно важное достоинство припоя, выполненного в соответствии с маркой ПОСВи, состоит в том, что он абсолютно не поддается негативному воздействию различных сред, стоек к коррозии
Сказываются на выборе сфер применения припоя и такие обстоятельства, как плотность припоя, его температура плавления и временное сопротивление разрыву. В данном случае температура плавления припоя ПОСВи не превышает отметки в 130 градусов и вместе с тем не может составлять менее 120 градусов Цельсия. Его временное сопротивление разрыву соответствует отметке в 58,9 МПа, а плотность составляет 9300 кг/м3.